1. ņä£ ļĪĀ
ņŖłĒŹ╝ļōĆĒöīļĀēņŖż ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĆ ļé┤Ļ│ĄņŗØņ¦Ćņłś(Pitting Resistance Equivalent Number; PREN)Ļ░Ć 40ņØ┤ ļäśļŖö ņ×¼ņ¦łļĪ£ ĻĖ░ņĪ┤ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ ļ│┤ļŗż ļé┤Ļ│ĄņŗØņä▒Ļ│╝ Ļ░ĢļÅäĻ░Ć ļø░ņ¢┤ļéś ĒĢ┤ņłś ļČäņ£äĻĖ░ ļō▒ņØś ļČĆņŗØĒÖśĻ▓ĮņŚÉņä£ ņĢĢļĀźņÜ®ĻĖ░, ņĀĆņןĒā▒Ēü¼ ļ░Å ļ░░Ļ┤ĆņØś ņŻ╝ņÜö ņ×¼ņ¦łļĪ£ ņé¼ņÜ®ļÉ£ļŗż. ļČĆņ×¼ļź╝ ņĀæĒĢ®ĒĢśļŖö ļŹ░ņŚÉļŖö ņĀ£ņ×æ ĒÖśĻ▓ĮņŚÉ ļö░ļØ╝ ļŗżņ¢æĒĢ£ ņÜ®ņĀæ Ļ│Ąļ▓ĢņØ┤ ņé¼ņÜ®ļÉśļ®░, ĒŖ╣Ē׳ ņÜ®ņĀæļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆ(Heat Affected Zone; HAZ)ņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒Ļ│╝ ļé┤Ļ│ĄņŗØņä▒ ļō▒ņŚÉ ļīĆĒĢ┤ ļ¦ÄņØĆ ņäĀĒ¢ē ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņŚłļŗż [1-13]. ļśÉĒĢ£, ĻĖ░ņĪ┤ ņÜ®ņĀæļČĆņØś Ļ▓░ĒĢ© ļō▒ņ£╝ļĪ£ ņØĖĒĢ£ ņłśņĀĢņÜ®ņĀæņŗ£ ĻĖ░ņĪ┤ ņÜ®ņĀæļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆņØś ņ×¼Ļ░ĆņŚ┤ļĪ£ ņØĖĒĢ£ ĒŖ╣ņä▒ ļ│ĆĒÖöņŚÉ ļīĆĒĢ£ ņäĀĒ¢ē ņŚ░ĻĄ¼ļÅä ņ¦äĒ¢ēļÉśņŚłļŗż [14,15]. ĒĢ┤ļŗ╣ ņäĀĒ¢ēņŚ░ĻĄ¼ņŚÉņä£ļŖö ņČöĻ░Ć ņÜ®ņĀæņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢ£ ņ×¼Ļ░ĆņŚ┤ļĪ£ ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØ┤ ņżäņ¢┤ļōżļ®┤ņä£ ņØ┤ņ░©ņśżņŖżĒģīļéśņØ┤ĒŖĖ(╬│2, secondary austenite)ņÖĆ ņŗ£ĻĘĖļ¦ł(Žā, sigma)ņāüņØ┤ ņāØņä▒ļÉśņ¢┤ ņČ®Ļ▓®ņØĖņä▒ņØ┤ Ļ░ÉņåīĒĢśĻ│Ā Ļ│ĄņŗØņØ┤ ļ░£ņāØĒĢśļŖö ņ×äĻ│äĻ│ĄņŗØņś©ļÅä(Critical Pitting Temperature; CPT)Ļ░Ć ļé«ņĢäņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż.
Norsok M-601 ĻĘ£Ļ▓®ņØĆ ņŖłĒŹ╝ ļōĆĒöīļĀēņŖż ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ļÅÖņØ╝ņ£äņ╣śņŚÉņä£ ĒĢ£ ļ▓łņØś ņłśņĀĢņÜ®ņĀæļ¦ī ĒŚłņÜ®ĒĢ£ļŗż [16]. ShellĻ│╝ Ļ░ÖņØĆ Oil Major ĒÜīņé¼ņØś ņÜ®ņĀæĻ│╝ Ļ┤ĆļĀ©ļÉ£ ņé¼ņ¢æņä£(Specification)ļŖö ņĪ░Ļ▒┤ļČĆļĪ£ ņĄ£ļīĆ ļæÉ ļ▓łņØś ņłśņĀĢņÜ®ņĀæļ¦ī ĒŚłņÜ®ĒĢ£ļŗż. ņØ╝ļČĆ ĒĢ┤ņ¢æ ĒöäļĪ£ņĀØĒŖĖ ņé¼ņ¢æņä£ļŖö ņśłņāüļÉśļŖö ņĄ£ļīĆ ĒܤņłśņØś ņŚ┤ ņØ┤ļĀźņØä ĒżĒĢ©ĒĢśļŖö ņÜ®ņĀæ ņĀłņ░© ņŗ£ļ░®ņä£ ļ│┤ņ”Ø ņŗ£ĒŚś(Welding procedure qualification test)ņØä ņÜöĻĄ¼ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ĻĘ£ņĀ£ļŖö ņ×¼Ļ░ĆņŚ┤ļĪ£ ņØĖĒĢ£ ņÜ®ņĀæļČĆļé┤ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ļéś ņäØņČ£ļ¼╝(ņŗ£ĻĘĖļ¦łņāü, ņ╣┤ņØ┤ņāü, Ēü¼ļĪ¼ ĒāäĒÖöļ¼╝ ļō▒)ņØ┤ ņāØņä▒ļÉśņ¢┤ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ļ░Å ļé┤Ļ│ĄņŗØņä▒ņØä ņĀĆĒĢśņŗ£ņ╝£ ņŗżņĀ£ ņÜ┤ņśü ņżæņŚÉ ĒÆłņ¦ł ļ¼ĖņĀ£ļĪ£ ļ░£ņāØļÉĀ Ļ░ĆļŖźņä▒ņØ┤ ļåÆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņĄ£ĻĘ╝ ĒĢ┤ņ¢æ ļ░░Ļ┤Ćņ×¼ļŖö ņĀ£ņ×æ ņżæņŚÉ ĻĖ░ņĪ┤ ņ×Éņ×¼ņØś ņłśĻĖēņØ┤ ņ¢┤ļĀżņøīņĀĖ ļČłļ¤ē ņÜ®ņĀæļČĆņØś ĻĄÉņ▓┤Ļ░Ć ļČłĻ░ĆĒĢ£ ņé¼ņ£ĀĻ░Ć ņ×ÉņŻ╝ ļ░£ņāØĒĢśņŚ¼, ļÅÖņØ╝ ņÜ®ņĀæļČĆņŚÉņä£ ļæÉ ļ▓ł ņØ┤ņāüņØś ņłśņĀĢņÜ®ņĀæņØ┤ ĒĢäņÜöĒĢ£ ņāüĒÖ®ņØ┤ ļ░£ņāØĒĢśĻ│Ā ņ׳ļŗż. ļö░ļØ╝ņä£, ļ│Ė ņŚ░ĻĄ¼ļŖö ļÅÖņØ╝ņ£äņ╣śņŚÉņä£ ņäĖ ļ▓ł ņłśņĀĢĒĢ£ ņÜ®ņĀæļČĆņÖĆ ĻĖ░ņĪ┤ ņÜ®ņĀæļČĆ ļ╣äĻĄÉļź╝ ĒåĄĒĢ┤ ļ░śļ│ĄļÉ£ ņłśņĀĢņÜ®ņĀæņØ┤ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒Ļ│╝ ļé┤Ļ│ĄņŗØņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņŚ░ĻĄ¼ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
ļ│Ė ņŗżĒŚśņŚÉņä£ ņé¼ņÜ®ļÉ£ ļ¬©ņ×¼ļŖö 500(L) ├Ś 250(W) ├Ś 10(T) mmņØś ņŖłĒŹ╝ļōĆĒöīļĀēņŖż ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ(UNS S32750)ņØ┤ļ®░, ņÜ®ņĀæņ×¼ļŻīļŖö gas tungsten arc welding (GTAW)ņÜ® AWS A5.9 ER2594ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ļ¬©ņ×¼ņÖĆ ņÜ®ņĀæņ×¼ļŻīņØś ĒÖöĒĢÖņĀü ņĪ░ņä▒, ņČ®Ļ▓®Ļ░Æ, Ļ▓ĮļÅäĻ░Æ, ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£© ļ░Å Ļ│ĄņŗØ ņŗ£ĒŚś Ļ▓░Ļ│╝ļŖö ņ×Éņ×¼ ņä▒ņĀüņä£ļź╝ ĻĖ░ņżĆņ£╝ļĪ£ Ļ░üĻ░ü Ēæ£ 1Ļ│╝ Ēæ£ 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
ĻĘĖļ”╝ 1ņØĆ ņÜ®ņĀæ ņĀüņĖĄ ņł£ņä£ ļ░Å ĒśĢņāüņØä ļéśĒāĆļéĖļŗż. Original ņÜ®ņĀæļČĆļŖö ņ┤Ø 14 Ēī©ņŖżļĪ£ ņĀ£ņ×æĒĢśņśĆĻ│Ā, ņłśņĀĢ ņÜ®ņĀæņØĆ ĻĘĖ ņĀä ņÜ®ņĀæļČĆņŚÉņä£ 2-3 mmņØś ĻĖ░ņĪ┤ ņÜ®ņĀæļČĆļź╝ ļé©ĻĖ░Ļ│Ā ļéśļ©Ėņ¦ĆļŖö ņĀ£Ļ▒░ĒĢ£ Ēøä ņłśĒ¢ēĒĢśņśĆļŗż. ņłśņĀĢņÜ®ņĀæņØĆ ņ┤Ø 3ĒÜīĻ╣īņ¦Ć ņłśĒ¢ēĒĢśņśĆĻ│Ā, ņØ┤ļŖö ņłśņĀĢ ņÜ®ņĀæ ņŗ£ ņ×¼Ļ░ĆņŚ┤ļĪ£ ņØĖĒĢ£ ņÜ®ņĀæļČĆ ļ░Å ņŚ┤ņśüĒ¢źļČĆņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ļ░Å Ļ│ĄņŗØņĀĆĒĢŁņä▒ņŚÉ ļīĆĒĢ£ ņśüĒ¢ź ĒÅēĻ░Ćļź╝ ĒĢśĻĖ░ ņ£äĒĢ©ņØ┤ļŗż.
ņÜ®ņĀæņØĆ GTAW Ļ│Ąļ▓Ģņ£╝ļĪ£ ļŗżņĖĄņÜ®ņĀæņØä ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░ ļ│┤ĒśĖ Ļ░ĆņŖżļŖö Ēś╝ĒĢ®Ļ░ĆņŖż(Ar + 2% N2) ĻĘĖļ”¼Ļ│Ā ņØ┤ļ®┤ ĒŹ╝ņ¦ĢĻ░ĆņŖżļĪ£ ArņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ļ│äļÅäņØś ņśłņŚ┤ņŚåņØ┤ ņāüņś©ņŚÉņä£ ņ¦äĒ¢ēļÉśņŚłņ£╝ļ®░ ņĖĄĻ░äņś©ļÅäļŖö 35 ┬░C ņØ┤ĒĢśļĪ£ Ļ┤Ćļ”¼ĒĢśĻ│Ā ņÜ®ņĀæ Ēøä Ļ░ĢņĀ£ Ļ│ĄļāēņØä ĒĢśņśĆņ£╝ļ®░, ņłśņĀĢņÜ®ņĀæ ņŗ£ ņ×ģņŚ┤ļ¤ē(heat input)ņØĆ ņĄ£ļīĆĒĢ£ ņ£Āņé¼ĒĢśļÅäļĪØ ņĪ░ņĀłĒĢśņśĆļŗż. ņÜ®ņĀæ ņäĖļČĆ ņĪ░Ļ▒┤ņØĆ Ēæ£ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
ņÜ®ņĀæļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ Original ņŗ£ĒŚśĒÄĖĻ│╝ R3 ņŗ£ĒŚśĒÄĖņŚÉņä£ ņĀĢļ░Ć ļČäņäØĒĢśņśĆĻ│Ā, ASTM E407ņŚÉ ļö░ļØ╝ ņĀĢļ░Ć ņŚ░ļ¦ł Ēøä 20 g NaOH + 100 ml ņłśņÜ®ņĢĪņ£╝ļĪ£ ņŚÉņ╣ŁĒĢśņŚ¼ 200ļ░░ņ£©Ļ│╝ 500ļ░░ņ£©ņØś Ļ┤æĒĢÖĒśäļ»ĖĻ▓Įņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņśĆļŗż. ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØĆ ASTM E562ņŚÉ ļö░ļØ╝ 36 Ļ░£ ņśüņŚŁņØä ņĀĢņé¼Ļ░üĒśĢņØś Ļ▓®ņ×ÉļĪ£ ļéśļłäņ¢┤ Ļ░ü fieldļ│ä 16Ļ░£ ņ¦ĆņĀÉņŚÉņä£ ņĖĪņĀĢĒĢśņśĆĻ│Ā OL ņŗ£ĒŚśĒÄĖĻ│╝ R3 ņŗ£ĒŚśĒÄĖņŚÉņä£ Ļ░üĻ░ü ņÜ®ņĀæļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆļź╝ ļ╣äĻĄÉĒĢśņśĆļŗż. ļ¬©ņ×¼ņØś ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØĆ OL ņŗ£ĒŚśĒÄĖņØś ļæÉĻ╗ś 1/2 ļČĆļČäņŚÉņä£ ņĖĪņĀĢĒĢśņśĆļŗż [17].
ļ╣äņ╗żņŖż Ļ▓ĮļÅäļŖö ĒĢśņżæ 10 kgfļĪ£ OL ņŗ£ĒÄĖņØĆ ISO15156-3ņŚÉņä£ ņÜöĻĄ¼ĒĢśļŖö ņ£äņ╣śņŚÉņä£ ņĖĪņĀĢĒĢśņśĆĻ│Ā, R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØĆ ņłśņĀĢņÜ®ņĀæļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆ ņ£äņŻ╝ļĪ£ ņĖĪņĀĢĒĢśņśĆļŗż [18]. ņāżļź┤Ēö╝ ņČ®Ļ▓®ņŗ£ĒŚś(2 mm V-notch)ņØĆ ASTM A370ņŚÉ ļö░ļØ╝ sub-size ņŗ£ĒŚśĒÄĖ(10 ├Ś 7.5 mm)ņ£╝ļĪ£ ņżĆļ╣äĒĢśĻ│Ā -46 ┬░CņŚÉņä£ ņ¦äĒ¢ēĒĢśņśĆĻ│Ā Ļ░ĆļĪ£ļ│ĆĒśĢļ¤ēļÅä ņĖĪņĀĢĒĢśņśĆļŗż. ņČ®Ļ▓® ņŗ£ĒŚśĒÄĖņØś Ēīīļ®┤ņØĆ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(Scanning Electron Microscopy; SEM)ņÖĆ ņŚÉļäłņ¦ĆļČäņé░ XņäĀ ļČäņäØ(Energy Dispersive X-ray Spectroscopy; EDS)ņØä ĒåĄĒĢ┤ ņśżņŖżĒģīļéśņØ┤ĒŖĖņÖĆ ņäØņČ£ļ¼╝ ļō▒ņØä ĒÖĢņØĖĒĢśņŚ¼ ņČ®Ļ▓® ņØĖņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ļČĆņŗØņŗ£ĒŚśņØĆ ASTM G48 Method AņŚÉ ļö░ļØ╝ 25 ├Ś 50 mm ņŗ£ĒÄĖ Ēü¼ĻĖ░ļĪ£ edge ĻĘĖļØ╝ņØĖļö®Ļ│╝ pickling ņ▓śļ”¼ĒĢśĻ│Ā 6% FeCl3 600 ml ņÜ®ņĢĪņŚÉ 35 ┬░CņŚÉņä£ 24ņŗ£Ļ░ä ņ£Āņ¦Ć Ēøä ļ¼┤Ļ▓īĻ░Éņåī(g/m2)ļź╝ ņĖĪņĀĢĒĢśĻ│Ā, ņ£ĪņĢłĻ▓Ćņé¼ņÖĆ 20ļ░░ņ£©ņØś Ļ┤æĒĢÖĒśäļ»ĖĻ▓Įņ£╝ļĪ£ Ļ│ĄņŗØ ļ░£ņāØņŚ¼ļČĆļź╝ ĒÖĢņØĖĒĢśņśĆļŗż [19]. R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØĆ 40 ┬░C ņś©ļÅä ņĪ░Ļ▒┤ņØä ņČöĻ░ĆĒĢśņŚ¼ ņŗżĒŚśĒĢśņśĆļŗż. Ļ│ĄņŗØ ļ░£ņāØļČĆ ņŻ╝ļ│ĆņØś ņāüļČäņäØņØĆ Ēøäļ░®ņé░ļ×ĆņĀäņ×É ĒÜīņĀłĒī©Ēä┤(Electron Back Scatter Diffraction; EBSD)ņ£╝ļĪ£ ņłśĒ¢ēĒĢśņśĆļŗż. EBSDļŖö Ļ░ĆņåŹņĀäņĢĢ 20 kVņÖĆ ņŗ£ĒŚśĒÄĖĻ│╝ņØś ņ×æņŚģĻ▒░ļ”¼(Working Distance)ļź╝ 15 mmļĪ£ ņäżņĀĢĒĢśĻ│Ā 500ļ░░ņ£© ņĪ░Ļ▒┤ņŚÉņä£ step size 0.9 ╬╝mļĪ£ ņĪ░ņé¼ĒĢśņśĆĻ│Ā, Ļ│Āļ░░ņ£©ņØś Ļ▓ĮņÜ░ 20k ļ░░ņ£© ļ░Å step size 0.03 ╬╝mļĪ£ ļČäņäØĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņłśņĀĢņÜ®ņĀæ ņ×¼Ļ░ĆņŚ┤ņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©
ĻĘĖļ”╝ 2(a)ņÖĆ 2(b)ļŖö Ļ░üĻ░ü OL ņŗ£ĒŚśĒÄĖĻ│╝ R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņŚÉņä£ņØś ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ ņ£äņ╣śļź╝ ļéśĒāĆļéĖļŗż. OL ņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņŚÉņä£ ņ£äņ╣ś ŌæĀĻ│╝ ŌæŻļŖö Ļ░üĻ░ü ņÜ®ņĀæļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆņØś Cap ļČĆļČäņØ┤Ļ│Ā, ņ£äņ╣ś ŌæĪņÖĆ ŌæżļŖö Ļ░üĻ░ü ņÜ®ņĀæļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆņØś Fill ļČĆļČäņØ┤Ļ│Ā, ņ£äņ╣ś ŌæóĻ│╝ ŌæźņØĆ Ļ░üĻ░ü ņÜ®ņĀæļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆņØś Root ļČĆļČäņØ┤ļŗż. R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņŚÉņä£ ņ£äņ╣ś ŌæĀ, ŌæĪņÖĆ ŌæóņØĆ ņäĖļ▓łņ¦Ė ņłśņĀĢņÜ®ņĀæļČĆņØś Cap ļČĆļČäĻ│╝ Ļ┤ĆļĀ©ļÉ£ Ļ▓āņ£╝ļĪ£ Ļ░üĻ░ü ļ¬©ņ×¼ņ¬Į ņŚ┤ņśüĒ¢źļČĆ, ņÜ®ņĀæļČĆņÖĆ ļæÉļ▓łņ¦Ė ņłśņĀĢņÜ®ņĀæļČĆļé┤ ņŚ┤ņśüĒ¢źļČĆņØ┤ļ®░, ņ£äņ╣ś ŌæŻ, ŌæżņÖĆ ŌæźņØĆ Root ņÜ®ņĀæļČĆ ņ£äņ╣śļĪ£ Ļ░üĻ░ü ņäĖļ▓łņ¦Ė ņłśņĀĢņÜ®ņĀæļČĆ(R3), ļæÉļ▓łņ¦Ė ņłśņĀĢņÜ®ņĀæļČĆ(R2)ņÖĆ ņ▓½ļ▓łņ¦Ė ņłśņĀĢņÜ®ņĀæļČĆ(R1)ņØ┤ļŗż.
Ļ░ü ņ£äņ╣śņŚÉņä£ņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ĻĘĖļ”╝ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. OL ņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØś ņÜ®ņĀæļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆļŖö ņĀäĒśĢņĀüņØĖ ļōĆĒöīļĀēņŖż ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ļ»ĖņäĖņĪ░ņ¦üņØĖ ĒÄśļØ╝ņØ┤ĒŖĖ(ņ¢┤ļæÉņÜ┤ ļČĆļČä)Ļ│╝ ņśżņŖżĒģīļéśņØ┤ĒŖĖ(ļ░ØņØĆ ļČĆļČä)ņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ņŚłļŗż. R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØĆ ņłśņĀĢņÜ®ņĀæ ņŗ£ Ļ░ĆĒĢ┤ņ¦ä ņ×¼Ļ░ĆņŚ┤ļĪ£ ņØĖĒĢ┤ ņŚ┤ņśüĒ¢źļČĆņŚÉ ņóüņīĆļ¬©ņ¢æņØś ņ×æņØĆ ņĪ░ņ¦üņ£╝ļĪ£ ļ│┤ņØ┤ļŖö ņØ┤ņ░©ņśżņŖżĒģīļéśņØ┤ĒŖĖ(ļģĖļ×Ćņāē ĒÖöņé┤Ēæ£)Ļ░Ć ļ¦ÄņØ┤ ļČäĒżļÉśņ¢┤ ņ׳ņŚłļŗż. ĻĘĖ ņżæ ņØ╝ļČĆ ĻĄ¼ņŚŁņŚÉņä£ļŖö ņŗ£ĻĘĖļ¦łņāü(Ēīīļ×Ćņāē ĒÖöņé┤Ēæ£)ļÅä ĒĢ©Ļ╗ś Ļ┤Ćņ░░ļÉśņŚłļŗż. ĒŖ╣Ē׳, R1 ņłśņĀĢ ņÜ®ņĀæļČĆ(Ōæź)ņŚÉņä£ ņĀ£2ņāü(╬│2ņÖĆ Žā)ņØä ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņØ┤ ĒÖĢņØĖĒĢśņśĆļŗż.
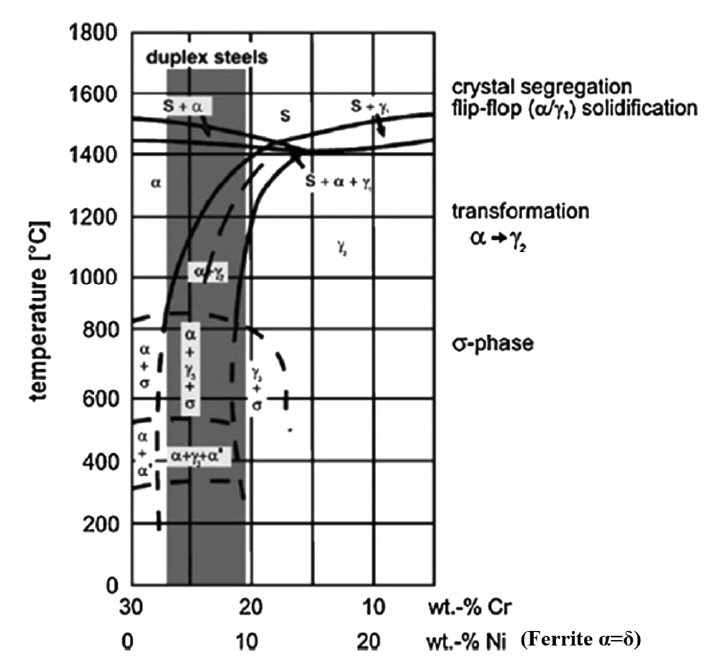
ĻĘĖļ”╝ 4ļŖö Fe-Cr-Ni ņ£Āņé¼ņØ┤ņøÉĻ│ä ņāüĒā£ļÅäņØ┤Ļ│Ā, ĒÜīņāē ņśüņŚŁņØ┤ ļōĆĒöīļĀēņŖż ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņŚÉ ĒĢ┤ļŗ╣ĒĢśļ®░ ņĢ╝ĻĖłĒĢÖņĀü Ļ▒░ļÅÖĻ│╝ ņś©ļÅäņŚÉ ļö░ļźĖ ņäØņČ£ ĒŖ╣ņä▒ņØä ļéśĒāĆļéĖļŗż. ĒÄśļØ╝ņØ┤ĒŖĖļŖö Ļ│ĄņäØļ░śņØæņØä ĒåĄĒĢ┤ ņŗ£ĻĘĖļ¦łņāüĻ│╝ ņØ┤ņ░©ņśżņŖżĒģīļéśņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż [22,23]. ļö░ļØ╝ņä£, R1 ņłśņĀĢ ņÜ®ņĀæļČĆ(Ōæź)ņŚÉņä£ ļŹö ļ¦ÄņØĆ ņĀ£2ņāü(╬│2ņÖĆ Žā)ņØ┤ Ļ┤Ćņ░░ļÉ£ ņØ┤ņ£ĀļŖö ļ░śļ│ĄļÉśļŖö R2, R3 ņłśņĀĢņÜ®ņĀæņŚÉ ņØśĒĢ£ ņ×¼Ļ░ĆņŚ┤ļĪ£ ņØĖĒĢ┤ ĒŖ╣ņĀĢ ņś©ļÅäĻĄ¼Ļ░ä(320ŌĆō955 ┬░C)ņŚÉņä£ņØś ļģĖņČ£ņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņĢśĻĖ░ ļĢīļ¼ĖņŚÉ, ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņØ┤ņ░©ņśżņŖżĒģīļéśņØ┤ĒŖĖņÖĆ ņŗ£ĻĘĖļ¦łņāüņ£╝ļĪ£ (╬┤ ŌåÆ ╬│2 + Žā) ļ│ĆĒā£ļÉśņŚłļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż [20,21].
ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØĆ ĻĘĖļ”╝ 2ņØś ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ ņ£äņ╣śņÖĆ ļÅÖņØ╝ĒĢ£ Ļ││ņŚÉņä£ ņĖĪņĀĢĒĢśņśĆĻ│Ā, ĻĘĖ Ļ▓░Ļ│╝ļŖö Ēæ£ 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. OLņŗ£ĒŚśĒÄĖņØĆ ņ£äņ╣ś ŌæĀĻ│╝ ŌæĪņØĖ ņÜ®ņĀæļČĆļź╝ ņĀ£ņÖĖĒĢ£ ļéśļ©Ėņ¦Ć ņ£äņ╣śņŚÉņä£ļŖö ļ¬©ņ×¼ļ│┤ļŗż ļåÆņØĆ ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØä ļéśĒāĆļé┤ņŚłļŗż. ņ£äņ╣ś ŌæóņØĆ ņÜ®ņĀæļČĆņØ┤ņ¦Ćļ¦ī ļŻ©ĒŖĖ ņ£äņ╣śļØ╝ņä£ ļāēĻ░üņåŹļÅäĻ░Ć ļ╣Āļź┤ĻĖ░ ļĢīļ¼ĖņŚÉ ļ¬©ņ×¼ļ│┤ļŗż ļåÆņØĆ ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØä ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØĆ ņ£äņ╣ś ŌæŻņÖĆ Ōæź ņÜ®ņĀæļČĆ ļŻ©ĒŖĖļź╝ ņĀ£ņÖĖĒĢ£ ļéśļ©Ėņ¦Ć ņ£äņ╣śņŚÉņä£ ļ¬©ņ×¼ļ│┤ļŗż ļåÆņØĆ Ļ░ÆņØä ļ│┤ņØĖļŗż. ĒøäņåŹ ņÜ®ņĀæĻ│╝ ļ░śļ│ĄļÉ£ ņłśņĀĢņÜ®ņĀæņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņĢśļŹś ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņŚÉņä£ņØś ļŻ©ĒŖĖ ņÜ®ņĀæļČĆ(ņ£äņ╣ś ŌæŻ, Ōæż, Ōæź)ļŖö OLņØś ļŻ©ĒŖĖ ņÜ®ņĀæļČĆ(ņ£äņ╣ś Ōæó, Ōæź)ņŚÉņä£ņØś ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ļ│┤ļŗż ļé«ņĢśĻ│Ā, ļÅÖņØ╝ĒĢ£ R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖ ļé┤ņŚÉņä£ļÅä R1, R2ņØś ļŻ©ĒŖĖ(Ļ░üĻ░ü ņ£äņ╣ś ŌæżņÖĆ Ōæź)ņŚÉņä£ņØś ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØ┤R3ņØś CapļČĆļČä(ņ£äņ╣ś ŌæĀ, ŌæĪ, Ōæó)ņŚÉņä£ņØś ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ļ│┤ļŗż ļé«ņĢśļŗż.
ĻĘĖļ”╝ 3ņØś ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ ĒÖĢņØĖĒĢ£ Ļ▓āņ▓śļ¤╝ ņ×¼Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ┤ ņāØņä▒ļÉ£ ņĀ£2ņāü(╬│2ņÖĆ Žā)ļōżņØ┤ ĒÄśļØ╝ņØ┤ĒŖĖ ĻĖ░ņ¦Ćļé┤ ļśÉļŖö ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ ņśżņŖżĒģīļéśņØ┤ĒŖĖ Ļ▓ĮĻ│äņŚÉņä£ ņāØņä▒ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØ┤ ļé«ņĢäņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī, Norsok M-601ņŚÉņä£ ņĀ£ņŗ£ĒĢśļŖö ņÜ®ņĀæļČĆņØś ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØś ĒĢ®Ļ▓® ļ▓öņ£äļŖö 30ŌĆō70%ļĪ£ OL ņŗ£ĒŚśĒÄĖĻ│╝ R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņŚÉņä£ņØś ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØĆ ĒĢ®Ļ▓® ņłśņżĆņØä ļ│┤ņŚ¼ņżĆļŗż. R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņŚÉņä£ ņĖĪņĀĢĒĢ£ ņ£äņ╣ś ņżæ ŌæĀņØä ņĀ£ņÖĖĒĢśĻ│ĀļŖö ņĀäļČĆ ņÜ®ņĀæļČĆņØ┤ļ®░ ņ£äņ╣ś ŌæĪņÖĆ ŌæŻļź╝ ņĀ£ņÖĖĒĢśĻ│ĀļŖö ņ×¼Ļ░ĆņŚ┤ņØä ļ░øņØĆ ņ£äņ╣śņśĆņ£╝ļéś ļ¬©ļæÉ ĒĢ®Ļ▓® ņłśņżĆņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.2 ņłśņĀĢņÜ®ņĀæ ņ×¼Ļ░ĆņŚ┤ņŚÉ ļö░ļźĖ Ļ▓ĮļÅä ļ░Å ņČ®Ļ▓® Ļ▒░ļÅÖ
ĻĘĖļ”╝ 5ļŖö Ļ░ü ņŗ£ĒŚśĒÄĖņŚÉņä£ Ļ▓ĮļÅä ņĖĪņĀĢ ņ£äņ╣śļź╝ ļéśĒāĆļé┤ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļŖö Ēæ£ 5ņŚÉ Ļ░ü ņŗ£ĒŚśĒÄĖņØś ņ£äņ╣śļ│äļĪ£ ĒÅēĻĘĀ Ļ▓ĮļÅäĻ░Æņ£╝ļĪ£ ļéśĒāĆļé┤ņŚłļŗż. ņĀäļ░śņĀüņ£╝ļĪ£ R3 ņŗ£ĒŚśĒÄĖ(ĻĘĖļ”╝ 5(b))ņØś Ļ▓ĮļÅäĻ░ÆņØ┤ OL ņŗ£ĒŚśĒÄĖ(ĻĘĖļ”╝ 5(a))ņØś Ļ▓ĮļÅä Ļ░Æļ│┤ļŗż ļåÆņĢśļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé░ņŚģ ĻĘ£Ļ▓®ņØĖ ISO 15156-3Ļ│╝ Norsok M-601ņŚÉņä£ļŖö ņĄ£ļīĆ Ļ▓ĮļÅäĻ░Æņ£╝ļĪ£ ĒĢ®Ļ▓® ņŚ¼ļČĆļź╝ ĒīÉļŗ©ĒĢśņ¦Ćļ¦ī ļ│Ė ņŚ░ĻĄ¼ļŖö ņłśņĀĢņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ ņ×¼Ļ░ĆņŚ┤ņØś ņśüĒ¢źņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ©ņØ┤ļ»ĆļĪ£ Ļ▓ĮļÅäĻ░ÆņØś Ļ▓ĮĒ¢źņä▒ ļČäņäØņØä ņ£äĒĢ┤ ĒÅēĻĘĀĻ░Æņ£╝ļĪ£ ļéśĒāĆļé┤ņŚłļŗż.
ĻĘĖļ”╝ 6ņØĆ Ēæ£ 5ņØś ļŹ░ņØ┤Ēä░ļź╝ ĻĘĖļלĒöäĒÖö ĒĢśņśĆĻ│Ā, Ļ▓ĮļÅäĻ░ÆņØĆ ļÅÖņØ╝ ņŗ£ĒŚśĒÄĖņŚÉņä£ļÅä ļŻ©ĒŖĖļČĆļĪ£ Ļ░łņłśļĪØ Ļ▓ĮļÅäĻ░Ć ļåÆņĢäņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņŚ¼ņżĆļŗż. ļśÉĒĢ£ ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©Ļ│╝ ņŚ░Ļ┤ĆĒĢ┤ņä£ Ļ▓ĮļÅäĻ░ÆņØä ļ╣äĻĄÉĒĢ┤ļ│┤ļ®┤ OL ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮņÜ░ ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©Ļ│╝ Ļ▓ĮļÅäļŖö ļŻ©ĒŖĖļČĆļĪ£ Ļ░łņłśļĪØ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤ļéś, R3 ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮņÜ░ ļŻ©ĒŖĖļČĆļĪ£ Ļ░łņłśļĪØ ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØĆ Ļ░ÉņåīĒĢśĻ│Ā Ļ▓ĮļÅäļŖö ņ”ØĻ░ĆĒĢśļŖö ļ░śļīĆņØś Ļ▓ĮĒ¢źņØä ļ│┤ņØĖļŗż. ņØ┤ļ¤░ Ļ▓ĮļÅä ņ”ØĻ░Ć ĒśäņāüņØĆ ļ░śļ│Ą ņłśņĀĢņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ ņ×¼Ļ░ĆņŚ┤ļĪ£ ĒÄśļØ╝ņØ┤ĒŖĖņŚÉņä£ ņĀ£2ņāüņ£╝ļĪ£ ļ│ĆĒā£ļÉśņ¢┤ ņāØņä▒ļÉ£ ņĀ£2ņāüņØś ņ”ØĻ░Ć, ĒŖ╣Ē׳ ņŗ£ĻĘĖļ¦łņāüņØś ņāØņä▒ņŚÉ ņØśĒĢ┤ ĻĖ░ņØĖĒĢ£ļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż [10,20,21]. ļśÉĒĢ£, ņŖłĒŹ╝ļōĆĒöīļĀēņŖż ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ļŗżņĖĄ ņÜ®ņĀæ ļŻ©ĒŖĖļČĆļŖö ĒøäņåŹ ņÜ®ņĀæ ņŗ£ ļ░śļ│ĄņĀüņØĖ Ļ░ĆņŚ┤Ļ│╝ ļāēĻ░ü ņé¼ņØ┤Ēü┤ņŚÉ ņØśĒĢ┤ ņĢĢņČĢ ņ×öļźśņØæļĀźņØ┤ ņ£ĀļÅäļÉśņ¢┤ ļ│ĆĒśĢ Ļ▓ĮĒÖö(strain hardening) Ļ░Ć ļ░£ņāØĒĢ£ ņØ┤ņ£ĀļÅä ņ׳ļŗż [24]. ĻĘĖļ¤¼ļéś ISO15156-3ņØ┤ļéś Norsok M-601ņŚÉņä£ ņÜöĻĄ¼ĒĢśĻ│Ā ņ׳ļŖö sour service ĒÖśĻ▓ĮņŚÉņä£ ņĀ£ĒĢ£ĒĢśĻ│Ā ņ׳ļŖö ņŖłĒŹ╝ļōĆĒöīļĀēņŖż ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ņĄ£ļīĆ Ļ▓ĮļÅäĻ░Æ(422 HV10)ļ│┤ļŗżļŖö ļ¬©ļæÉ ļé«ņØĆ Ļ▓ĮļÅäĻ░ÆņØä ļéśĒāĆļé┤ņ¢┤, ĻĘ£Ļ▓®Ļ│╝ ņé¼ņ¢æņä£ņŚÉ ļ¦īņĪ▒ĒĢśļŖö Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝ņŚłļŗż.
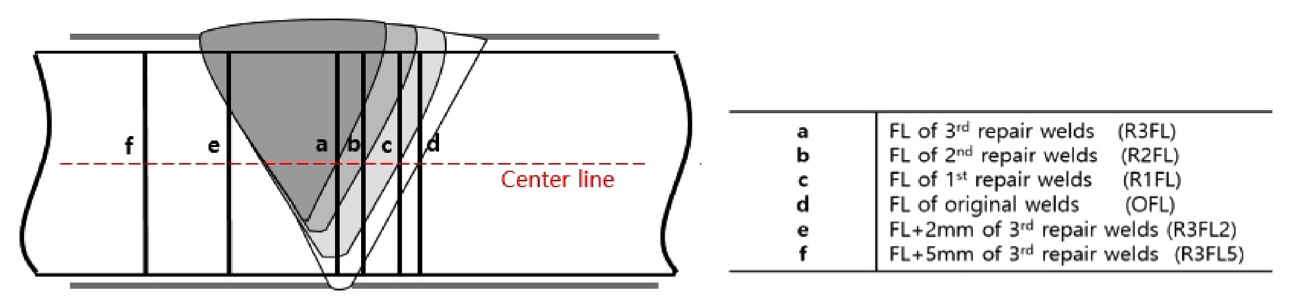
ĻĘĖļ”╝ 7ņØĆ ņČ®Ļ▓®ņŗ£ĒŚśņØä ņ£äĒĢśņŚ¼ R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņŚÉņä£ Ļ░ü ņłśņĀĢņÜ®ņĀæļČĆņØś ņÜ®ņ£ĄņäĀ(fusion line)ņØä ĻĖ░ņżĆņ£╝ļĪ£ ļģĖņ╣śļź╝ Ļ░ĆĻ│ĄĒĢ£ ļ¬©ņŗØļÅäļź╝ ļéśĒāĆļéĖļŗż. Ļ░ü ļģĖņ╣śņØś ņ£äņ╣śņŚÉ ļö░ļØ╝ ņ×¼Ļ░ĆņŚ┤ ņĀĢļÅäĻ░Ć ļŗżļź┤ļ®░, ņØ┤ņŚÉ ļö░ļźĖ ņČ®Ļ▓®ņØĖņä▒ņØś ņśüĒ¢źņØä Ēæ£ 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņČ®Ļ▓®ņŗ£ĒŚśņØĆ Ļ░ü ņ£äņ╣śļ│ä(a, b, c, d, e, f) ņäĖ Ļ░£ņØś ņŗ£ĒŚśĒÄĖņØä ņĀ£ņ×æĒĢśņŚ¼ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļ¬©ļōĀ ņ£äņ╣śņŚÉņä£ ņČ®Ļ▓®ņØĖņä▒ņØĆ ASTM A923 Method BņŚÉņä£ ņÜöĻĄ¼ĒĢśĻ│Ā ņ׳ļŖö ĒĢ®Ļ▓® ĻĖ░ņżĆņ╣ś(Min. 34 J)ļź╝ ļ¦īņĪ▒ĒĢśņśĆļŗż.
ĻĘĖļ”╝ 8ņØĆ Ēæ£ 6ņØś Ļ▓░Ļ│╝ļź╝ V-notch ņ£äņ╣śļ│äļĪ£ ĻĘĖļלĒöäĒÖö ņŗ£ņ╝░Ļ│Ā, ļ░śļ│ĄļÉ£ ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ┤ ņ£äņ╣ś dŌĆōfĻ░Ć aŌĆōcņŚÉ ļ╣äĒĢ┤ņä£ ņČ®Ļ▓®ņØĖņä▒ņØ┤ ņĀĆĒĢśļÉśņŚłļŗż. ņØ┤ļŖö ņŖłĒŹ╝ļōĆĒöīļĀēņŖż ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś Ļ▓ĮņÜ░ Ļ│╝ļÅäĒĢ£ ņ×ģņŚ┤ņØ┤ļéś ņ×¼Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ┤ ņĀ£2ņāüņØ┤ ņäØņČ£ļÉĀ ņłś ņ׳Ļ│Ā ņØ┤ļ¤¼ĒĢ£ ņäØņČ£ļ¼╝ļĪ£ ņØĖĒĢ┤ ņ£äņ╣ś dŌĆōfĻ░Ć aŌĆōcļ│┤ļŗż ņāüļīĆņĀüņ£╝ļĪ£ ņ×¼Ļ░ĆņŚ┤ ļ░øņØĆ ĒܤņłśĻ░Ć ļ¦ÄņĢä ņČ®Ļ▓®ņØĖņä▒ņØ┤ ļé«ņĢäņ¦ä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ£äņ╣ś bņÖĆ cļÅä ņ×¼Ļ░ĆņŚ┤ņØ┤ ļÉśņŚłņØīņŚÉļÅä ņ£äņ╣ś dŌĆōfļ│┤ļŗż ņČ®Ļ▓®ņØĖņä▒ņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ ņØ┤ņ£ĀļŖö ļŗżņĖĄ ņÜ®ņĀæļČĆņÖĆ ņ×¼Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ┤ņä£ ļ░£ņāØĒĢ£ ņČöĻ░Ć ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņāØņä▒ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [24].
ņČ®Ļ▓®ĒØĪņłśņŚÉļäłņ¦ĆņØś ņ░©ņØ┤ ņøÉņØĖ ļČäņäØņØä ņ£äĒĢ┤ Ļ░üĻ░ü Ļ░Ćņן ļåÆņØĆ ņŚÉļäłņ¦Ć Ļ░ÆĻ│╝ Ļ░Ćņן ļé«ņØĆ Ļ░ÆņØä ļ│┤ņØĖ (b) R2FL-2ņÖĆ (d) OLFL-1ņØś ņČ®Ļ▓® ņŗ£ĒŚśĒÄĖņØä ņäĀĒāØĒĢśņŚ¼SEM/EDSļź╝ ĒåĄĒĢ┤ Ēīīļ®┤ ņØ┤ļ»Ėņ¦ĆņÖĆ ĒÖöĒĢÖņĀü ņä▒ļČäņØä ļČäņäØĒĢśņśĆļŗż. ĻĘĖļ”╝ 8ņØĆ ņČ®Ļ▓® ņŗ£ĒŚśĒÄĖ Ēīīļ®┤ņØś SEM/EDS ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. R2FL ņŗ£ĒŚśĒÄĖņØĆ ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņØĆ dimple ĒśĢĒā£ņØś Ēīīļ®┤ņØä ļ│┤ņØ┤Ļ│Ā(ĻĘĖļ”╝ 9(a)), OLFL ņŗ£ĒŚśĒÄĖņØĆ ļ▓ĮĻ░£ĒīīĻ┤┤(cleavage) ĒśĢĒā£ņØś Ēīīļ®┤ņØä ļŹö ļ¦ÄņØ┤ ļéśĒāĆļé┤ņŚłļŗż(ĻĘĖļ”╝ 9(b)). ļśÉĒĢ£ EDSļź╝ ĒåĄĒĢ┤ ļČäņäØĒĢ£ Ēīīļ®┤ņØś ņä▒ļČäņØä ĻĖ░ņżĆņ£╝ļĪ£ R2FL ņ£äņ╣śņŚÉņä£ļŖö 23.6 wt.% Cr, 8.5 wt.% NiĻ│╝ 4.4 wt.% Mo ņĪ░ņä▒ņØś 1ņ░© ņśżņŖżĒģīļéśņØ┤ĒŖĖ(Primary austenite)Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ņØ┤ļĪ£ ņØĖĒĢ┤ ņČ®ļČäĒĢ£ ņČ®Ļ▓®ņØĖņä▒ņØ┤ ĒÖĢļ│┤ļÉśņŚłļŗż. OLFL ņ£äņ╣śņŚÉņä£ļŖö CrņØ┤ 32 wt.%ļź╝ ņ┤łĻ│╝ĒĢśļŖö Cr-Rich ņŗ£ĻĘĖļ¦łņāüņØ┤ ĒÖĢņØĖļÉśņŚłĻ│Ā, ņØ┤ļĪ£ ņØĖĒĢ┤ ņČ®Ļ▓®ņØĖņä▒ņØ┤ ņĀĆĒĢśļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż [25].
3.3 ņłśņĀĢņÜ®ņĀæ ņ×¼Ļ░ĆņŚ┤ņŚÉ ļö░ļźĖ Ļ│ĄņŗØ Ļ▒░ļÅÖĻ│╝ ļ»ĖņäĖņĪ░ņ¦üņØś ņśüĒ¢ź
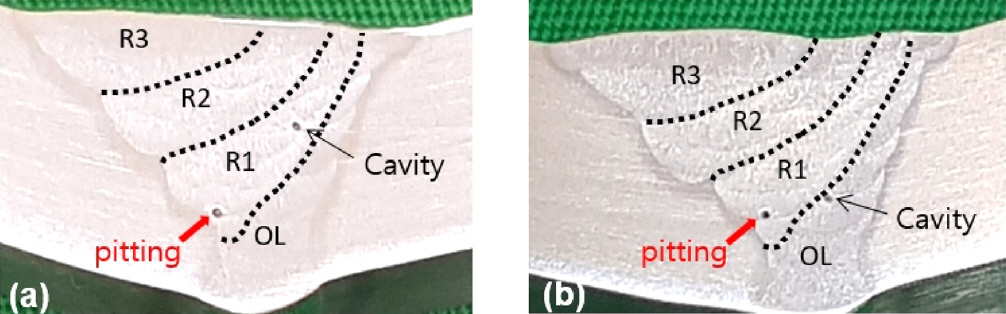
Ļ│ĄņŗØņŗ£ĒŚś Ļ▓░Ļ│╝ļŖö Ēæ£ 7ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. OL ņŗ£ĒŚśĒÄĖņØĆ 35 ┬░CņŚÉņä£ Ļ│ĄņŗØ ļ░£ņāØņØ┤ ņŚåņŚłņ£╝ļéś, R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØĆ 35 ┬░CņÖĆ 40 ┬░CņŚÉņä£ ļ¬©ļæÉ Ļ│ĄņŗØņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ĻĘĖļ”╝ 10ļŖö R3 ļæÉ ņŗ£ĒŚśĒÄĖ ļ¬©ļæÉ ņ▓½ļ▓łņ¦Ė ņłśņĀĢņÜ®ņĀæ ļŻ©ĒŖĖ ņÜ®ņĀæļČĆņŚÉņä£ Ļ│ĄņŗØņØ┤ ļ░£ņāØĒĢ£ Ļ▓āņØä ļ│┤ņŚ¼ņżĆļŗż. ņ▓½ļ▓łņ¦Ė ņłśņĀĢņÜ®ņĀæ ņÜ®ņ£ĄņäĀ ĻĘ╝ņ▓śņŚÉņä£ ļ│┤ņØ┤ļŖö ļŗżļźĖ ĒĢśļéśņØś Ļ│ĄļÅÖ(cavity)ņØĆ ļČĆņŗØņ£╝ļĪ£ ņØĖĒĢ┤ ļ░£ņāØĒĢ£ Ļ▓āņØ┤ ņĢäļŗī ņÜ®ņĀæņŗ£ ļ░£ņāØĒĢ£ Ļ▓░ĒĢ©ņ£╝ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż. ļ¼┤Ļ▓ī Ļ░ÉņåīļŖö ļ│┤ĒÄĖņĀü ĒĢ®Ļ▓® ĻĖ░ņżĆņØĖ 4.0 g/m2 ņØ┤ļé┤ņØś Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż.
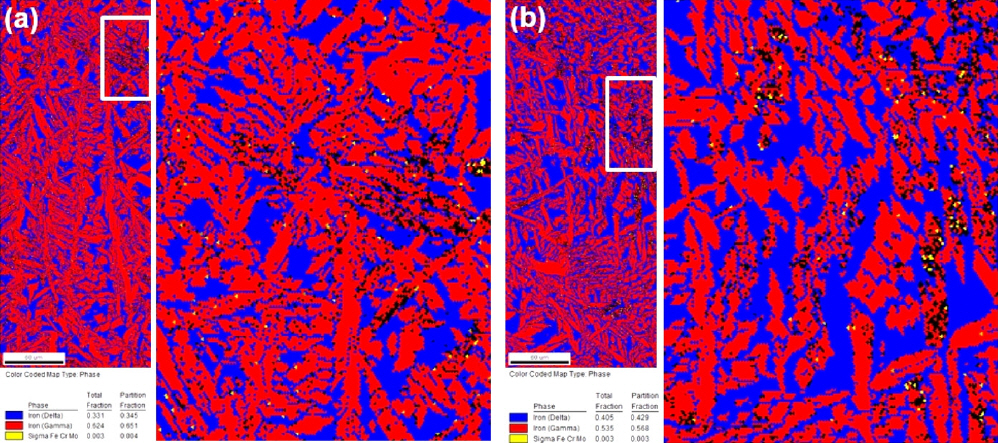
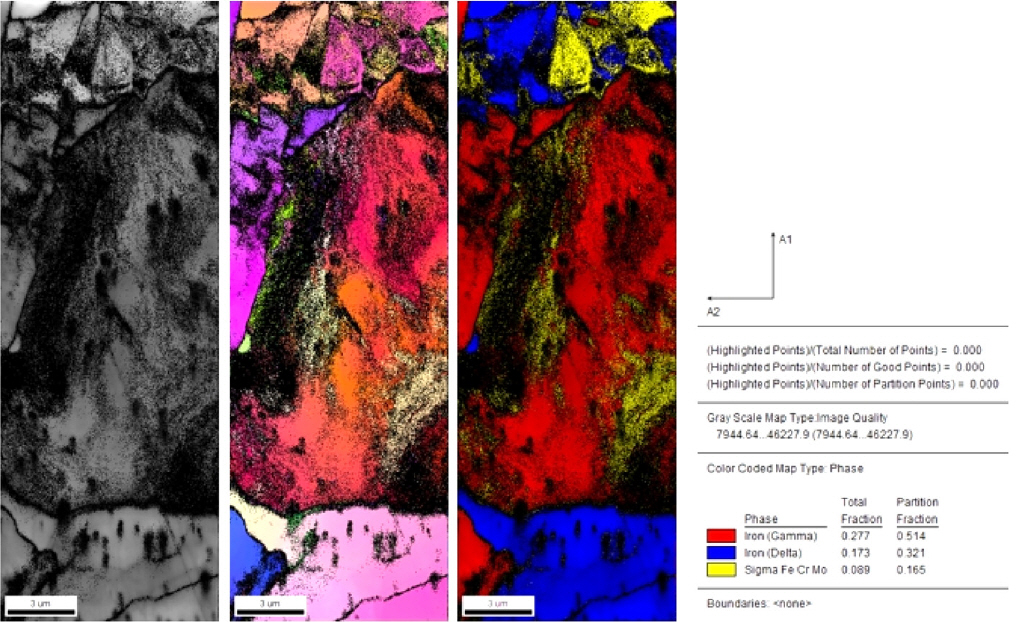
EBSD phase mapņØĆ Ļ│ĄņŗØņØś ļ░£ņāØ ņøÉņØĖ ļČäņäØņØä ņ£äĒĢ┤ Ļ│ĄņŗØļČĆ ņŻ╝ļ│ĆņØś ĒÄśļØ╝ņØ┤ĒŖĖ/ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļČäņ£©Ļ│╝, ņŗ£ĻĘĖļ¦łņāüņØś ņ£Āļ¼┤ņÖĆ ņ£äņ╣śļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ”╝ 11(a)ņÖĆ 11(b)ļŖö Ļ░üĻ░ü R3-35 ┬░CņÖĆ R3-40 ┬░C ņŗ£ĒŚśĒÄĖņØś Ļ│ĄņŗØļČĆ ņŻ╝ļ│ĆņØś ļČäņäØ Ļ▓░Ļ│╝ņØ┤ļŗż. R3-35 ┬░C ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮņÜ░ ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØĆ 33.1% ņØ┤Ļ│Ā, R3-40 ┬░C ņŗ£ĒŚśĒÄĖņØś ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØĆ 40.5%ļĪ£ ĒÖĢņØĖļÉ£ļŗż. ļśÉĒĢ£ ļģĖļ×Ćņāēņ£╝ļĪ£ Ēæ£ņŗ£ļÉ£ ņŗ£ĻĘĖļ¦łņāüņØĆ ļæÉ ņŗ£ĒŚśĒÄĖ ļ¬©ļæÉ 0.3% ļČäņ£©ļĪ£ ņŻ╝ļĪ£ ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ ņśżņŖżĒģīļéśņØ┤ĒŖĖ Ļ▓ĮĻ│äņŚÉņä£ ĒÖĢņØĖļÉśļ®░, ņØ┤ ņ£äņ╣śļŖö ĻĖ░ņĪ┤ņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖņÖĆ ĻĄ¼ļČäņØ┤ ļÉśļŖö ņØ┤ņ░©ņśżņŖżĒģīļéśņØ┤ĒŖĖņÖĆ ļÅÖņŗ£ņŚÉ ļ░£ņāØĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Norsok M-601ņØĆ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ņ┤Ø ļČäņ£©ņØä 0.5% ņØ┤ļé┤ļĪ£ ĻĘ£ņĀ£ĒĢśĻ│Ā ņ׳ļŖöļŹ░, ļ│Ė ņŚ░ĻĄ¼ņØś R3-35 ┬░CņÖĆ R3-40 ┬░C ņŗ£ĒŚśĒÄĖņØĆ ĒĢ┤ļŗ╣ ņÜöĻĄ¼ņĪ░Ļ▒┤ņØä ļ¬©ļæÉ ļ¦īņĪ▒ĒĢśņśĆļŗż. Ēæ£ 4ņŚÉņä£ ĒÖĢņØĖĒĢ£ R3 ņŗ£ĒŚśĒÄĖņØś ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØĆ 38.4ŌĆō51.7%ļĪ£ņä£, Ļ│ĄņŗØļČĆ ņŻ╝ļ│ĆņØś ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØ┤ ņĢĮĻ░ä ļé«ņØīņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļŖö EBSD ļČäņäØ ņśüņŚŁņØ┤ ASTM E562 ļ░®ļ▓ĢņŚÉ ļ╣äĒĢśļ®┤ ņóüņ¦Ćļ¦ī, ļ░śļ│ĄļÉśļŖö ņłśņĀĢ ņÜ®ņĀæņŚÉ ņØśĒĢ£ ņ×¼Ļ░ĆņŚ┤ļĪ£ ņØĖĒĢ┤ ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņØ┤ņ░©ņśżņŖżĒģīļéśņØ┤ĒŖĖņÖĆ ņŗ£ĻĘĖļ¦łņāü ļō▒ņ£╝ļĪ£ ļ│ĆĒā£ ļÉśņŚłĻ│Ā, ņØ┤ļ¤¼ĒĢ£ ņśüĒ¢źņ£╝ļĪ£ ļ¼┤Ļ▓ī Ļ░ÉņåīļŖö ņĀüņ£╝ļéś Ļ│ĄņŗØņØĆ ļ░£ņāØĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [14,15,20,21].
ĻĘĖļ”╝ 12ņØĆ R3-35 ┬░C Ļ│ĄņŗØļČĆ ņŻ╝ļ│ĆļČĆļź╝ Ļ│Āļ░░ņ£©ļĪ£ ļČäņäØĒĢ£ EBSD Ļ▓░Ļ│╝ņØ┤ļŗż. ņØ╝ļČĆ ĻĄ¼ņŚŁņØś Ļ▓ĆņĀĢņāēņ£╝ļĪ£ ļéśĒāĆļé£ ļČĆļČäņØĆ Ļ│ĄņŗØņŗżĒŚśņØä ĒåĄĒĢśņŚ¼ ņŗ£ĒÄĖņØś ĒÅēĒāäļÅäĻ░Ć ļé«ņĢäņĀĖ EBSDņØś ņŗĀļó░ļÅä ņ¦Ćņłś(Confidence Index; CI)Ļ░Ć ļé«ņĢśĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£ EBSD phase mapņŚÉņä£ ņĀĢļ¤ēņĀü ņāüļČäņ£©ņØĆ CI 0.1ļ»Ėļ¦īņØĆ ļČäņäØņŚÉņä£ ņĀ£ņÖĖĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś ņŗ£ĻĘĖļ¦łņāü ņŻ╝ņ£äņŚÉ ņóüņØĆ ļ®┤ņĀüņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖņÖĆ Ļ░ÖņØ┤ ņĪ┤ņ×¼ĒĢśĻ▒░ļéś ņŗ£ĻĘĖļ¦łņāüņØś ņäØņČ£ ņ£äņ╣śĻ░Ć ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ ņśżņŖżĒģīļéśņØ┤ĒŖĖņØś Ļ▓ĮĻ│äņ×äņØä ĒÖĢņØĖ Ļ░ĆļŖźĒĢśļŗż. ļö░ļØ╝ņä£ Ļ│ĄņŗØ ļ░£ņāØņ£äņ╣śļŖö R2ņÖĆ R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ ņ×¼Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ£ R1 ņłśņĀĢņÜ®ņĀæļČĆļĪ£ņä£, ņĀ£2ņāü(╬│2ņÖĆ Žā)ņØś ņāØņä▒ņØ┤ Ļ░Ćņן ļ¦ÄņĢä ļé┤Ļ│ĄņŗØņä▒ņØ┤ ņĀĆĒĢśļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. 3ĒÜī ņłśņĀĢņÜ®ņĀæņØ┤ ĒĢ┤ņ¢æ ņé░ņŚģņŚÉņä£ ņŗżņĀ£ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņĀ£2ņāüņØś ņāØņä▒ņØä ņ¢ĄņĀ£ĒĢĀ ņłś ņ׳ļŖö ņĀĆņ×ģņŚ┤ ņÜ®ņĀæĻĖ░ņłĀ ļśÉļŖö ņłśņĀĢņÜ®ņĀæ ņŗ£ ĻĖ░ņĪ┤ ņÜ®ņĀæļČĆļź╝ ņÖäņĀäĒ׳ ņĀ£Ļ▒░ĒĢśļŖö ļ░®ļ▓Ģ ļō▒ņØä ņČöĻ░ĆņĀüņ£╝ļĪ£ Ļ│ĀļĀżĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ļŖö ņŖłĒŹ╝ļōĆĒöīļĀēņŖż ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĖ UNS32750ņ£╝ļĪ£ ņłśņĀĢņÜ®ņĀæņØä ņŗżņŗ£ĒĢśņ¦Ć ņĢŖņØĆ ņŗ£ĒÄĖĻ│╝ ļÅÖņØ╝ ņ£äņ╣śņØś ņÜ®ņĀæļČĆņŚÉņä£ 1ŌĆō3ĒÜī ņłśņĀĢņÜ®ņĀæņØä ņŗżņŗ£ĒĢ£ ņŗ£ĒÄĖņØä ņżĆļ╣äĒĢśņśĆļŗż. ļÅÖņØ╝ ņ£äņ╣śņØś ņłśņĀĢņÜ®ņĀæņØ┤ ņÜ®ņĀæļČĆņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņ╣śņÖĆ ļé┤Ļ│ĄņŗØņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢ┤ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░, ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©, Ļ▓ĮļÅäņŗ£ĒŚś, ņČ®Ļ▓®ņŗ£ĒŚś ļ░Å Ļ│ĄņŗØņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1) ļ░śļ│ĄļÉ£ ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØĆ ņØ┤ņ░© ņśżņŖżĒģīļéśņØ┤ĒŖĖ, ņŗ£ĻĘĖļ¦łņāü ļō▒ņØś ņĀ£2ņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ĒŖ╣Ē׳ R1 ņłśņĀĢņÜ®ņĀæļČĆņŚÉņä£ ņāüļīĆņĀüņ£╝ļĪ£ ļŹö ļ¦ÄņØĆ ņĀ£2ņāüņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. ņØ┤ļŖö R2ņÖĆ R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ ĻĖ░ņĪ┤ R1 ņÜ®ņĀæļČĆĻ░Ć ņ×¼Ļ░ĆņŚ┤ļÉśņ¢┤ ņĀ£2ņāü ņāØņä▒ ņś©ļÅä ĻĄ¼Ļ░äņŚÉņä£ņØś ļģĖņČ£ ņŗ£Ļ░äņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļŹö ļ¦ÄņĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØĆ R3 ņŗ£ĒŚśĒÄĖņØ┤ OL ņŗ£ĒŚśĒÄĖļ│┤ļŗż ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņĢśĻ│Ā ļÅÖņØ╝ R3 ņŗ£ĒŚśĒÄĖņŚÉņä£ļÅä ņ×¼Ļ░ĆņŚ┤ļÉ£ Root ņÜ®ņĀæļČĆĻ░Ć Cap ļ│┤ļŗż ļŹö ļé«ņĢśļŗż.
2) R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮļÅäĻ░ÆņØĆ OL ņŗ£ĒŚśĒÄĖļ│┤ļŗż ļåÆņĢśĻ│Ā, ļÅÖņØ╝ ņŗ£ĒŚśĒÄĖņŚÉņä£ļÅä ļŻ©ĒŖĖļČĆļĪ£ Ļ░łņłśļĪØ Ļ▓ĮļÅäĻ░Ć ļåÆņĢśļŗż. ņØ┤ļŖö ļ░śļ│ĄļÉśļŖö ņłśņĀĢņÜ®ņĀæņŚÉ ņØśĒĢ£ ņ×¼Ļ░ĆņŚ┤ļĪ£ ņĀ£2ņāüņØś ņāØņä▒Ļ│╝ ĒøäņåŹ ņÜ®ņĀæņŚÉ ņØśĒĢ£ Ļ░ĆņŚ┤Ļ│╝ ļāēĻ░ü ņé¼ņØ┤Ēü┤ņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢ£ ļ│ĆĒśĢ Ļ▓ĮĒÖöņŚÉ ĻĖ░ņØĖĒĢ£ļŗż. ĻĘĖļ¤¼ļéś ļ│Ė ņŗ£ĒŚśņØś Ļ▓ĮļÅäĻ░ÆņØĆ ĒĢ┤ņ¢æ ņé░ņŚģņŚÉņä£ ņÜöĻĄ¼ĒĢśļŖö ņĄ£ļīĆ Ļ▓ĮļÅäĻ░Æ ņØ┤ļé┤ļź╝ ļ¦īņĪ▒ĒĢśņśĆļŗż.
3) ņ×¼Ļ░ĆņŚ┤ņØ┤ ļ░śļ│ĄļÉ£ ņ£äņ╣śņŚÉņä£ ņČ®Ļ▓®ņØĖņä▒ņØĆ ļŗżļźĖ ņ£äņ╣śņŚÉ ļ╣äĒĢ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņ×æņĢśļŗż. ņØ┤ļŖö ņČ®Ļ▓®ņŗ£ĒŚśĒÄĖ Ēīīļŗ©ļ®┤ Ļ┤Ćņ░░ņŚÉņä£ļÅä ĒÖĢņØĖĒĢ£ ņŗ£ĻĘĖļ¦łņāü ļō▒ņØś ņĀ£2ņāüņ£╝ļĪ£ ņØĖĒĢ┤ ņČ®Ļ▓®ņØĖņä▒ņØ┤ ņĀĆĒĢśļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĻĘĖļ¤¼ļéś R1ŌĆōR3 ņłśņĀĢņÜ®ņĀæļČĆņØś ņČ®Ļ▓®Ļ░ÆņØĆ ĒĢ┤ņ¢æ ņé░ņŚģņŚÉņä£ ņÜöĻĄ¼ļÉśļŖö ņĄ£ņåīĻ░ÆņØä ļ¦īņĪ▒ĒĢśņśĆļŗż.
4) R3 ņŗ£ĒŚśĒÄĖņØĆ 35 ┬░CņÖĆ 40 ┬░C ļ¬©ļæÉ Ļ│ĄņŗØņØ┤ ļ░£ņāØĒĢśņśĆņ¦Ćļ¦ī, OL ņŗ£ĒŚśĒÄĖĻ│╝ R3 ņŗ£ĒŚśĒÄĖņØś Ļ│ĄņŗØņŗ£ĒŚś Ēøä ļ¼┤Ļ▓īĻ░ÉņåīļŖö 4.0 g/m2 ļ»Ėļ¦īņ£╝ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż. Ļ│ĄņŗØ ļ░£ņāØņ£äņ╣śļŖö R1 ņłśņĀĢņÜ®ņĀæļČĆļĪ£ R2ņÖĆ R3 ņłśņĀĢņÜ®ņĀæ ņŗ£ ņ×¼Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ£ ņÜ®ņĀæļČĆ ļé┤ ņĀ£2ņāü(╬│2ņÖĆ Žā)ņØś ņāØņä▒ņØ┤ Ļ░Ćņן ļ¦ÄņĢä ļé┤Ļ│ĄņŗØņä▒ņØ┤ ņĀĆĒĢśļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Ļ│ĄņŗØ ļ░£ņāØ ņ£äņ╣ś ļČĆĻĘ╝ņØś EBSD ļČäņäØņØä ĒåĄĒĢ┤ņä£ ņŗ£ĻĘĖļ¦łņāüņØĆ 0.3% ņĪ┤ņ×¼ĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
5) ņäĖ ļ▓łņØś ņłśņĀĢņÜ®ņĀæņØä ĒåĄĒĢ┤ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņ╣śĻ░Ć ņĀĆĒĢśļÉśļŖö Ļ▓ĮĒ¢źņØĆ ņ׳ņ£╝ļéś ĒĢ┤ņ¢æ ņé░ņŚģ ņÜöĻĄ¼ ņĪ░Ļ▒┤ņØä ļ¦īņĪ▒ĒĢśņśĆļŗż. Ļ│ĄņŗØņŗ£ĒŚśņŚÉņä£ ļ¬©ļōĀ ņŗ£ĒŚśĒÄĖņØś ļ¼┤Ļ▓īĻ░ÉņåīļŖö ņÜöĻĄ¼ņĪ░Ļ▒┤ņØä ļ¦īņĪ▒ĒĢśņ¦Ćļ¦ī, Ļ│ĄņŗØņØĆ R3 ņŗ£ĒŚśĒÄĖņØś ņÜ®ņĀæļČĆ ļŻ©ĒŖĖ 1Ļ░£ ņ¦ĆņĀÉņŚÉņä£ ļ░£ņāØĒĢśņśĆļŗż. ņŗżņĀ£ ĒĢ┤ņ¢æ ņé░ņŚģņŚÉņä£ņØś ņĀüņÜ®ņØä ņ£äĒĢ┤ņä£ļŖö ņĀ£2ņāüņØś ņäØņČ£ļ¼╝ ņāØņä▒ņØä ņ¢ĄņĀ£ĒĢśĻ│Ā ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØä ņĀ£ņ¢┤ĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæ ņäĖļČĆ ņĪ░Ļ▒┤(ņĖĄĻ░äņś©ļÅä, ņ×ģņŚ┤ļ¤ē) Ļ┤Ćļ”¼Ļ░Ć ĒĢäņłśņĀüņØ┤ļ®░, ņé¼ņĀäņŚÉ ļÅÖņØ╝ ņŚ┤ņØ┤ļĀźņØä ņ×¼ĒśäĒĢśņŚ¼ ņÜ®ņĀæņŗ£ļ░®ņä£ļź╝ ņ×æņä▒ĒĢśļŖö Ļ▓āņØ┤ ĒĢäņÜöĒĢśļŗż. ļśÉĒĢ£, ņłśņĀĢņÜ®ņĀæ ņŗ£ ņØ┤ņĀäņØś ņłśņĀĢņÜ®ņĀæļČĆļź╝ ņÖäņĀäĒ׳ ņĀ£Ļ▒░ Ļ░ĆļŖźĒĢśļŗżļ®┤ Ļ│ĄņŗØņØś ļ░£ņāØ Ļ░ĆļŖźņä▒ļÅä ņĀĆĒĢśļÉĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.