1. ņä£ ļĪĀ
ļ”¼ĒŖ¼ņØĆ ņĀäĻĖ░ņ×ÉļÅÖņ░©, ņŖżļ¦łĒŖĖĒÅ░, ļģĖĒŖĖļČü ļō▒ņØś ņØ┤ņ░©ņĀäņ¦Ć ļśÉļŖö ņŚÉļäłņ¦ĆņĀĆņןņןņ╣ś(Energy Storage System, ESS) ļō▒ņŚÉ ĒĢĄņŗ¼ļČĆĒÆłņ£╝ļĪ£ ņō░ņØ┤ļŖö ņ×ÉņøÉņ£╝ļĪ£ ļ”¼ĒŖ¼ņØ┤ņś©ļ░░Ēä░ļ”¼ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£ĒĢśĻ▓ī ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ£╝ļ®░ ņĀäĻĖ░ņ×ÉļÅÖņ░© ņŗ£ņן ņä▒ņןņŚÉ ļö░ļźĖ ļ”¼ĒŖ¼ņØ┤ņś©ļ░░Ēä░ļ”¼ņØś ņłśņÜö ņ”ØĻ░Ć ļ░Å Ļ│ĄĻĖēļČĆņĪ▒ ļō▒ņ£╝ļĪ£ ņØĖĒĢ┤ 2015ļģä ņØ┤Ēøä Ļ░ĆĻ▓®ņØ┤ 3.5ļ░░ ņØ┤ņāü ĻĖēļō▒ĒĢśņśĆļŗż [1,2]. ņÜ░ļ”¼ļéśļØ╝ļŖö ļ”¼ĒŖ¼ ļČĆņĪ┤ļ¤ēņØ┤ Ļ▒░ņØś ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ ņĀäļ¤ē ņłśņ×ģņŚÉ ņØśņĪ┤ĒĢśĻ│Ā ņ׳ļŖö ņŗżņĀĢņØ┤ļ®░, ņäĖĻ│äņĀüņ£╝ļĪ£ ņłśņÜöļīĆļ╣ä Ļ│ĄĻĖēņØ┤ ļČĆņĪ▒ĒĢ┤ņ¦Ćļ®┤ ĻĄŁļé┤ ņé░ņŚģņŚÉ Ēü░ ĒāĆĻ▓®ņØä ņŻ╝Ļ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£ ĻĄŁļé┤ ņĢłņĀĢņĀüņØĖ ņłśĻĖē ļ░®ļ▓ĢņØ┤ ņĀłņŗżĒĢ£ ņŗżņĀĢņØ┤ļŗż.
ĻĖłņåŹļ”¼ĒŖ¼ņØĆ Ļ┤æņäØļ│┤ļŗż ņŚ╝ņłśņŚÉ ņĢĮ 2ļ░░ ļŹö ļ¦ÄņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ļö░ļØ╝ņä£ ņŚ╝ņłśņŚÉņä£ņØś ļ”¼ĒŖ¼ ĒÜīņłśņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ£╝ļéś ņŚ╝ņłś ļé┤ Mg2+, Ca2+Ļ│╝ Ļ░ÖņØĆ ļČłņł£ļ¼╝ņØ┤ ļ¦ÄņĢä ņĀĢņĀ£Ļ│ĄņĀĢņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā, ļ”¼ĒŖ¼ņØś ļåŹļÅäĻ░Ć ļé«ņĢä ļ¦ÄņØĆ ņ¢æņØś ņŚ╝ņłśļź╝ ļåŹņČĢĒĢ┤ņĢ╝ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ļåÆĻ│Ā ņןņŗ£Ļ░äņØś Ļ│ĄņĀĢņØ┤ ņåīņÜöļÉśņ¢┤ Ļ░ĆĻ▓® Ļ▓Įņ¤üļĀź ļśÉĒĢ£ ļé«ņØĆ ĒÄĖņØ┤ļŗż [3-9]. ļśÉĒĢ£ ņé░ņŚģņŚÉņä£ ļ”¼ĒŖ¼ņØ┤ ņé¼ņÜ®ļÉĀ ļĢī ņŻ╝ļĪ£ Ēāäņé░ļ”¼ĒŖ¼ņØ┤ ņøÉļŻīĻ░Ć ļÉśļ®░ ņÜ®ņĢĪ ļé┤ ļ”¼ĒŖ¼ņØä Ēāäņé░ļ”¼ĒŖ¼ņ£╝ļĪ£ ĒÜīņłśĒĢśĻĖ░ ņ£äĒĢ┤ņäĀ ļåŹļÅäĻ░Ć ņØ╝ņĀĢ ņłśņżĆ ņØ┤ņāüņØ┤ņ¢┤ņĢ╝ ĒĢ£ļŗż [10]. ļö░ļØ╝ņä£ ņŚ╝ņłśļ│┤ļŗż ļ”¼ĒŖ¼ņØś ĒĢ©ņ£Āļ¤ēņØ┤ ļåÆĻ│Ā ļČłņł£ļ¼╝ņØ┤ ņĀüņØĆ ļ”¼ĒŖ¼ņØ┤ņś©ļ░░Ēä░ļ”¼ ņ£ĀĻ░ĆĻĖłņåŹ ņČöņČ£ Ēøä ņŚ¼ņĢĪ, ņ”ē ļ”¼ĒŖ¼ĒĢ©ņ£Ā ņøÉļŻīņÜ®ņĢĪņØä ņé¼ņÜ®ĒĢśņŚ¼ ļ”¼ĒŖ¼ņØä ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņ×¼ ņ×ÉņøÉĒÖö ĒĢĀ ņłś ņ׳ļŖö ĻĖ░ņłĀņØä Ļ░£ļ░£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
ņØ╝ļ░śņĀüņ£╝ļĪ£ ņŚ╝ņłś ļō▒ ļ”¼ĒŖ¼ĒĢ©ņ£Ā ņÜ®ņĢĪņŚÉņä£ ļ”¼ĒŖ¼ņØä ĒÜīņłśĒĢśļŖö Ļ│ĄņĀĢņ£╝ļĪ£ļŖö ņ”Øļ░£ļåŹņČĢļ▓ĢņØ┤ ņāüņÜ®ĒÖöļÉśņ¢┤ ņ׳ņ£╝ļéś Ļ│ĀņŚÉļäłņ¦Ć Ļ│ĄņĀĢņØ┤ļ®┤ņä£ ĒÜīņłśņ£©ņØ┤ ļé«ļŗżļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż. ņĄ£ĻĘ╝ņŚÉ Ļ░£ļ░£ļÉ£ ņÜ®ļ¦żņČöņČ£ļ▓ĢņØś Ļ▓ĮņÜ░ļŖö ļ”¼ĒŖ¼ņØś ļåŹļÅäĻ░Ć 1.0 g/L ņØ┤ņāüņŚÉņä£ ĒÜ©Ļ│╝ņĀüņØ┤Ļ│Ā, ņČöņČ£ņĀ£ ņé¼ņÜ®ņŚÉ ņØśĒĢ£ Ļ│ĄņĀĢļ╣äņÜ® ņ”ØĻ░ĆņÖĆ ņ£ĀĻĖ░ņāüņØś ņé¼ņÜ®ņ£╝ļĪ£ ĒÖśĻ▓ĮņśżņŚ╝ ļ¼ĖņĀ£Ļ░Ć ļ░£ņāØļÉ£ļŗż [11-15]. ņĀäĻĖ░Ēł¼ņäØ(electrodialysis)ļ▓ĢņØĆ ņĀäĻĖ░ņן ļé┤ņŚÉņä£ ņØ┤ņś©ĻĄÉĒÖśļ¦ēņØä ĒåĄĒĢ┤ ņØ┤ņś©ņØä ņäĀĒāØņĀüņ£╝ļĪ£ ĒåĄĻ│╝ņŗ£ņ╝£ ļ¬®Ēæ£ņä▒ļČäņØś ļåŹņČĢ ļ░Å ļČłņł£ļ¼╝ ļČäļ”¼ņŚÉ ņŻ╝ļĪ£ ņō░ņØ┤ļŖö Ļ│ĄņĀĢņ£╝ļĪ£ ņÜ┤ņĀä ļÅäņżæņŚÉ ļČĆņé░ļ¼╝ņØ┤ Ļ▒░ņØś ļ░£ņāØĒĢśņ¦Ć ņĢŖĻ│Ā ņČöĻ░ĆņĀüņ£╝ļĪ£ ņ×¼ņé¼ņÜ®ņØä ņ£äĒĢ£ ĒÖöĒĢÖņĀü ņ▓śļ”¼ļź╝ ĒĢśņ¦Ć ņĢŖņĢäļÅä ļÉśļŖö ĒÖśĻ▓Į ņ╣£ĒÖöņĀü Ļ│ĄņĀĢņØ┤ļŗż. ļśÉĒĢ£ ņĀäĻĖ░ņŚÉļäłņ¦Ć ņÖĖņØś ņČöĻ░ĆņĀüņØĖ ņŚÉļäłņ¦Ć ļ│ĆĒÖśņØ┤ ņÜöĻĄ¼ļÉśņ¦Ć ņĢŖĻĖ░ ļĢīļ¼ĖņŚÉ ņŚÉļäłņ¦Ć ĒÜ©ņ£© ņĖĪļ®┤ņŚÉņä£ļÅä ņןņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¢┤ ļ»Ėļלņ¦ĆĒ¢źņĀüņØĖ ĻĖ░ņłĀļĪ£ Ļ░üĻ┤æļ░øĻ│Ā ņ׳ļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀäĻĖ░Ēł¼ņäØļ▓ĢņŚÉ ņØśĒĢ£ ļ”¼ĒŖ¼ņØś ļåŹņČĢņŚÉ ļīĆĒĢ£ ĻĖ░ņ┤ł ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż.
2. ņØ┤ļĪĀņĀü ļ░░Ļ▓Į
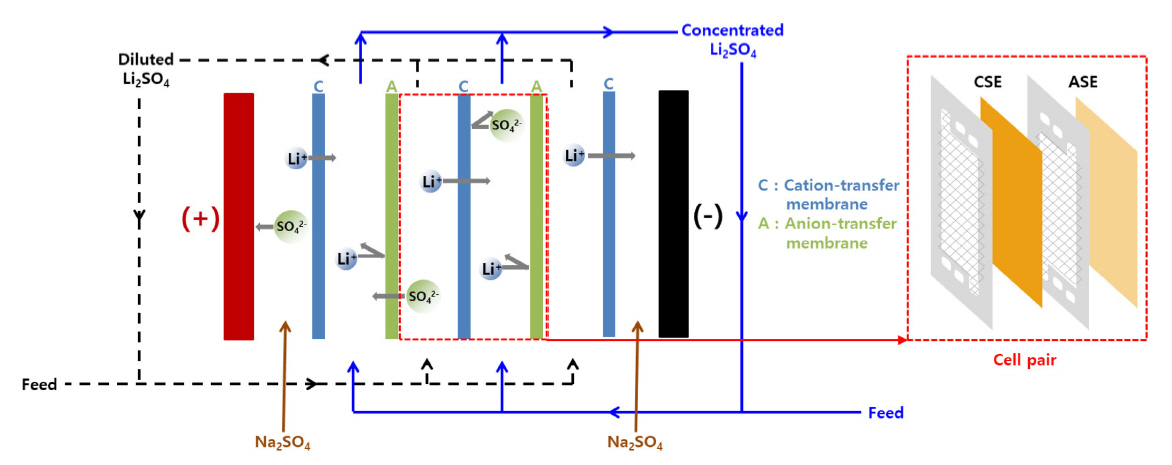
ņĀäĻĖ░Ēł¼ņäØņØĆ ņ¢æĻĘ╣Ļ│╝ ņØīĻĘ╣ ņé¼ņØ┤ņØś ņĀäņ£äņ░©ņŚÉ ņØśĒĢśņŚ¼ ņ¢æņØ┤ņś©ņØĆ ņØīĻĘ╣ņ£╝ļĪ£ ņØīņØ┤ņś©ņØĆ ņ¢æĻĘ╣ņ£╝ļĪ£ ņØ┤ļÅÖĒĢśĻ▓ī ļÉśĻ│Ā ļæÉ ņĀäĻĘ╣ ņé¼ņØ┤ņŚÉ ņ¢æņØ┤ņś© ĻĄÉĒÖśļ¦ē ļśÉļŖö ņØīņØ┤ņś© ĻĄÉĒÖśļ¦ēņØä ņäżņ╣śĒĢśļ®┤ ņØ┤ņś©ņØ┤ ņäĀĒāØņĀüņ£╝ļĪ£ ņØ┤ļÅÖļÉśņ¢┤ ņØ┤ņś©ņØś ļåŹņČĢĻ│╝ ļČäļ”¼ ĒÜ©Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ļŗż. ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢņŚÉ ņØśĒĢ£ ļ”¼ĒŖ¼ņØś ļåŹņČĢņŚÉ ļīĆĒĢ£ ļ¬©ņŗØļÅäļź╝ ĻĘĖļ”╝ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢ ņŗ£ Ļ│ĀļĀżĒĢ┤ņĢ╝ ĒĢĀ ņĀÉņØ┤ ļæÉ Ļ░Ćņ¦Ć ņ׳ļŗż. ĻĘĖ ņżæ ĒĢśļéśļŖö ĒĢ£Ļ│äņĀäļźśļ░ĆļÅä(limiting current density)ļĪ£ ņĀäņĢĢņØä ņŚ░ņåŹņĀüņ£╝ļĪ£ ņ”ØĻ░Ćņŗ£Ēé¼ ļĢī ņĀäļźśĻ░Æ ļśÉĒĢ£ ņ”ØĻ░ĆĒĢśļŗżĻ░Ć ļŹö ņØ┤ņāü ņ”ØĻ░ĆĒĢśņ¦Ć ņĢŖļŖö ĻĄ¼Ļ░äņØ┤ ļ░£ņāØĒĢśļŖö ĒśäņāüņØä ļ¦ÉĒĢśļ®░, ņØ┤ņś©ĻĄÉĒÖśļ¦ē Ļ│äļ®┤Ļ│╝ ņÜ®ņĢĪ ņé¼ņØ┤ņØś ļåŹļÅäļČäĻĘ╣ņŚÉ ņØśĒĢ┤ ļéśĒāĆļé£ļŗż. ĒĢ£Ļ│äņĀäļźś ņØ┤ņāüņØś ņĀäļźśĻ░Ć ņØĖĻ░ĆļÉśļ®┤ ļ¼╝(H2O)ņØ┤ ļČäĒĢ┤ļÉśņ¢┤ ņĢīņ╣╝ļ”¼ ņÜ®ņĢĪņØ┤ ļÉśņ¢┤ ļČłņł£ļ¼╝ņØĖ Mg2+, Ca2+Ļ░Ć ņłśņé░ĒÖöļ¼╝ņØä ĒśĢņä▒ĒĢśĻ│Ā ņ╣©ņĀäļ¼╝ļĪ£ņä£ ņäØņČ£ļÉśņ¢┤ ļ¦ēņØä ņśżņŚ╝ņŗ£Ēé¼ ņłś ņ׳ļŗż. ļśÉ ĒĢśļéśļŖö ļ¦ēņØä ĒåĄĒĢ£ ļ¼╝ņØś ņØ┤ļÅÖĒśäņāüņ£╝ļĪ£, ĒؼņäØņŗżņŚÉņä£ ļåŹņČĢņŗżļĪ£ ļ¼╝ņØ┤ ņØ┤ļÅÖĒĢśņŚ¼ ļåŹņČĢņ£©ņØä Ļ░Éņåīņŗ£ĒéżļŖö ĒśäņāüņØ┤ļŗż.
ļ¼╝ņØ┤ ņØ┤ļÅÖĒĢśļŖö ņŻ╝ņÜö ņøÉņØĖņ£╝ļĪ£ ņØ┤ņś© ļåŹļÅäņ░©ņŚÉ ņØśĒĢ£ ņé╝Ēł¼ņĢĢ ĒśäņāüĻ│╝ ņłśĒÖöļÉ£ ņØ┤ņś©ņØ┤ ņĀäņ£äĻĄ¼ļ░░ ĒĢśņŚÉ ņØ┤ļÅÖņŗ£ ļ¼╝ļÅä ĒĢ©Ļ╗ś ņØ┤ļÅÖļÉśļŖö ņĀäĒĢ┤ņé╝Ēł¼(electro-osmosis) ĒśäņāüņØ┤ ņ׳ļŗż [16,17]. ņØ┤ļ¤¼ĒĢ£ ļæÉ Ēśäņāü ļ¬©ļæÉ ņŚ░ĻĄ¼ ļ░Å ņé░ņŚģĒśäņןņŚÉņä£ ņŻ╝ņÜöĒĢ£ ļ│ĆņłśļĪ£ņŹ© Ļ│ĄņĀĢ ņĀä ĒĢ£Ļ│äņĀäļźśļ░ĆļÅäļź╝ ļ»Ėļ”¼ ĒÖĢņØĖĒĢ┤ļæÉņ¢┤ņĢ╝ ĒĢśĻ│Ā, Ļ│ĄņĀĢ ņżæ ļ¼╝ ņØ┤ļÅÖĒśäņāüņØä ņĄ£ņåīĒÖö ĒĢśļŖö Ļ▓āņØä Ļ│ĀļĀżĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż.
ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀäĻĖ░Ēł¼ņäØņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŚ╝ņØä ļåŹņČĢņŗ£ĒéżļŖö ļ░®ļ▓Ģņ£╝ļĪ£ļŖö High Volume Ratio Concentration(HVRC)ņÖĆ Multistage Concentration(MSC)ņØä ĒåĄĒĢ┤ ņØ┤ļŻ©ņ¢┤ņ¦äļŗż. HVRC ļ░®ņŗØņØĆ ļåŹņČĢņŗżĻ│╝ ĒؼņäØņŗżņØś ļČĆĒö╝ļ╣äļź╝ ņĪ░ņĀłĒĢśņŚ¼ ņøÉĒĢśļŖö ņä▒ļČäņØä ļåŹņČĢĒĢśļŖö ļ░®ņŗØņ£╝ļĪ£, ĒؼņäØņŗżņŚÉņä£ ļåŹņČĢņŗżļĪ£ ņŚ╝ņØ┤ ņŚ░ņåŹņĀüņ£╝ļĪ£ ņØ┤ļÅÖĒĢśņŚ¼ ļåŹņČĢĒĢśĻ▓ī ļÉ£ļŗż. MSC ļ░®ņŗØņØĆ 2ļŗ© ņØ┤ņāüņØś ņĀäĻĖ░Ēł¼ņäØņØä ĒåĄĒĢ┤ Ļ│ĀļåŹļÅäņØś ļåŹņČĢņÜ®ņĢĪņØä ņ¢╗ļŖö Ļ│ĄņĀĢņØ┤ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ HVRC ļ░®ņŗØņŚÉņä£ ļåŹņČĢņŚÉ ņĀüĒĢ®ĒĢ£ ņĄ£ņĀüņĪ░Ļ▒┤ņØä ĒÖĢļ”ĮĒĢ£ Ēøä MSC ļ░®ņŗØņ£╝ļĪ£ Ļ│ĀļåŹļÅäņØś ņÜ®ņĢĪņØä ņ¢╗Ļ▓ī ļÉ£ļŗż [17]. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 1ņ░©ņĀüņ£╝ļĪ£ HVRC ļ░®ņŗØņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ”¼ĒŖ¼ĒĢ©ņ£Ā ņøÉļŻīņÜ®ņĢĪņ£╝ļĪ£ļČĆĒä░ ļ”¼ĒŖ¼ņØä ļåŹņČĢĒĢśĻ│Āņ×É ĒĢśņśĆĻ│Ā, ļåŹņČĢņŗż ļé┤ ļ”¼ĒŖ¼ņØś ļåŹļÅä, ļ¼╝ ĒÜīņłśņ£©(ņØ┤ļÅÖņ£©), ĒÅēĻĘĀ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē, ĒÅēĻĘĀ ņ£Āļ¤ēņØś ņØĖņ×ÉļōżņØä Ļ│ĀļĀżĒĢśņŚ¼ ņĄ£ņĀü ņĪ░Ļ▒┤ņØä ļÅäņČ£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
3. ņŗżĒŚś ņןņ╣ś ļ░Å ļ░®ļ▓Ģ
3.1 ņŗżĒŚś ņןņ╣ś
ņĀäĻĖ░Ēł¼ņäØĻ│ĄņĀĢņŚÉ ņØśĒĢśņŚ¼ ļ”¼ĒŖ¼ņØä ļåŹņČĢņŗ£ĒéżĻĖ░ ņ£äĒĢ£ ņןņ╣śļĪ£ CJT-055 Electro Dialyzer(Chang Jo Tech. Co., Korea)ņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░ ņןņ╣śņØś ņé¼ņ¦ä ļ░Å ņŻ╝ņÜöņé¼ņ¢æņØä ĻĘĖļ”╝ 2Ļ│╝ Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļåŹņČĢņŗż(concentrate tank), ĒؼņäØņŗż(dilute tank), ņĀäĻĘ╣ņŗż(electrode tank), ņĀĢļźśĻĖ░ ļō▒ņ£╝ļĪ£ ņ╣┤ĒŖĖļ”¼ņ¦ĆļŖö 10ņīŹņØś NEOSEPTA CSE┬ĘASE(ASTOM Co., Japan)ņŚÉ ņČöĻ░ĆļĪ£ 1ņןņØś CSEļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖņ׳Ļ│Ā Ļ░ü ĻĄÉĒÖśļ¦ē ņé¼ņØ┤ņŚÉ ļ╣ä ņĀłņŚ░ļ¼╝ņØś ņŖżĒÄśņØ┤ņä£Ļ░Ć ņ£äņ╣śĒĢśņŚ¼ Ļ░ĆņŖżņ╝ō ļ░Å ņĢĪņŗżņØä ĒśĢņä▒ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ņś©ĻĄÉĒÖśļ¦ēņØś ĒŖ╣ņä▒ņØĆ Ēæ£ 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĀĢļźśĻĖ░ļŖö DC, ņĀäņĢĢ 0~30 V, ņĀäļźś 0~5 AņØś ļ▓öņ£ä ļé┤ņŚÉņä£ ņ×æļÅÖĒĢśļéś ņ╣┤ĒŖĖļ”¼ņ¦Ć ļ░Å ņןņ╣śļ│┤ĒśĖļź╝ ņ£äĒĢ£ ņĀäļźśņØś ņāüĒĢ£ņäĀņØĆ 3 AņØ┤ļ®░ ņ¢æĻĘ╣ ļ░Å ņØīĻĘ╣ņ£╝ļĪ£ļŖö ļ░▒ĻĖłņØ┤ ņĮöĒīģļÉ£ Ēŗ░ĒāĆļŖäņØä ņé¼ņÜ®ĒĢśņśĆļŗż.
3.2 ņŗżĒŚś ļ░®ļ▓Ģ
ļ”¼ĒŖ¼ ĒĢ©ņ£Ā ņøÉļŻīņÜ®ņĢĪ ļé┤ ļ”¼ĒŖ¼ņØś ļåŹņČĢņØä ņ£äĒĢśņŚ¼ ļåŹņČĢņŗżĻ│╝ ĒؼņäØņŗżņŚÉ ļ”¼ĒŖ¼ĒĢ©ņ£Ā ņøÉļŻīņÜ®ņĢĪņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā ņĀäĻĘ╣ņŗżņŚÉļŖö 0.3 M Na2SO4ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░ Ēæ£ 3ņŚÉ ņøÉļŻīņÜ®ņĢĪ ļé┤ ņĪ░ņä▒ņØä ļéśĒāĆļé┤ņŚłņ£╝ļ®░ ļČłņł£ļ¼╝ ņżæ P, Mg, Ca ļåŹļÅäļŖö 0.005 g/L ļ»Ėļ¦īņ£╝ļĪ£ Li, Na ļīĆļ╣ä ļ¦żņÜ░ ļé«ņĢśļŗż. ļśÉĒĢ£ ĒÄīĒöä ņ×æļÅÖ Ēøä ņ╣┤ĒŖĖļ”¼ņ¦Ć ļśÉļŖö ĒŖ£ļĖī ļé┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ│ĄĻĖ░ļź╝ ņĀ£Ļ▒░ĒĢśĻĖ░ ņ£äĒĢ┤ 5ļČä ļÅÖņĢł ņÜ®ņĢĪņØä ņČ®ļČäĒ׳ ņł£ĒÖśņŗ£Ēé© Ēøä ņĀäņĢĢņØä ņØĖĻ░ĆĒĢśņśĆļŗż. ņØ┤Ēøä 15ļČäļ¦łļŗż ļåŹņČĢņŗżĻ│╝ ĒؼņäØņŗżņØś ņĀäĻĖ░ņĀäļÅäļÅäļź╝ ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░ ĒؼņäØņŗżņØś ņĀäĻĖ░ņĀäļÅäļÅäĻ░Ć 1.00 mS/cm ņØ┤ĒĢśĻ░Ć ļÉĀ ļĢī ņŗżĒŚśņØä ņóģļŻīĒĢśņśĆļŗż [17,18]. ņŚ¼ĻĖ░ņä£ S(siemens)ļŖö ņĀäļÅäļÅäņØś ļŗ©ņ£äļĪ£ ņĀäĻĖ░ņĀĆĒĢŁņØś ļŗ©ņ£ä ņś┤(╬®)ņØś ņŚŁņłśņØ┤ļ®░ 1 S = 1 A/V = 1/╬® ņØ┤ļŗż. ņŗżĒŚś ņóģļŻī Ēøä ļåŹņČĢņŗż, ĒؼņäØņŗż ļ░Å ņĀäĻĘ╣ņŗżņŚÉņä£ Ļ░üĻ░ü ņāśĒöīņØä ņ▒äņĘ©ĒĢśņŚ¼ ICP-AES (Perkin Elmer/Optima-4300 DV)ļĪ£ ļČäņäØĒĢśņśĆļŗż. ļåŹļÅäĻ░Ć ļé«ņØĆ P, Mg, CaļŖö ņĀäĻĖ░ Ēł¼ņäØ ņżæ ņØ┤ņś© ņØ┤ļÅÖņØ┤ ņØ╝ņ¢┤ļéśņ¦Ć ņĢŖņĢä ņŗżĒŚś Ļ▓░Ļ│╝ņŚÉņä£ļŖö Li, Na, SO4ņŚÉ ļīĆĒĢ£ Ļ▒░ļÅÖļ¦ī ļéśĒāĆļé┤ņŚłļŗż. ņĀäļźśņÖĆ ņĀäļźśļ░ĆļÅä ņé¼ņØ┤ņØś Ļ┤ĆĻ│äņŗØņØä ņŗØ (1)ņŚÉ ļéśĒāĆļé┤ņŚłĻ│Ā, ņØ┤ņś© ļåŹļÅä, ņŗżĒŚś Ēøä ņÜ®ņĢĪ ļČĆĒö╝, Ļ│ĄņĀĢņŚÉ ņåīņÜöļÉ£ ņŗ£Ļ░ä ļō▒ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŗØ(2) Ōł╝ (4)ņŚÉ ņØśĒĢ┤ Ļ░ü ņĪ░Ļ▒┤ņŚÉņä£ņØś ļ¼╝ ĒÜīņłśņ£©, ĒÅēĻĘĀ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē, ĒÅēĻĘĀņ£Āļ¤ēņØĆ Y. ZhouņŚÉ ņØśĒĢ┤ ņĀ£ņŗ£ļÉ£ ņŗØņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢśņśĆļŗż [17]. ņĀäļźśļ░ĆļÅäņÖĆ ņĀäļźś ņé¼ņØ┤ņØś ļ│ĆĒÖś ņŗØņØä ņŗØ (4)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
ņĀäĻĖ░Ēł¼ņäØ ņןņ╣śņŚÉņä£ ĻĖ░ļĪØļÉ£ ņĀäļźś Ļ░ÆņØä ņĀäļźśļ░ĆļÅä Ļ░Æņ£╝ļĪ£ ļ│ĆĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ņŗØņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, I(A)ļŖö ņĀäļźś, J(A/dm2)ļŖö ņĀäļźśļ░ĆļÅä, AļŖö ņØ┤ņś©ĻĄÉĒÖśļ¦ēņØś ņ£ĀĒÜ©ļ®┤ņĀü(dm2)ņØä ļéśĒāĆļéĖļŗż.
ļ¼╝ ĒÜīņłśņ£©(W, %)ņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ņŗØņ£╝ļĪ£ ĻĄ¼ĒĢĀ ņłś ņ׳ņ£╝ļ®░ V0ņÖĆ VtļŖö Ļ░üĻ░ü 0ļČäĻ│╝ tļČä Ēøä ĒؼņäØņŗżņØś ļČĆĒö╝(L)ļź╝ ļéśĒāĆļéĖļŗż.
ĒÅēĻĘĀ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē(E, kWh/m3)ņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ņŗØņ£╝ļĪ£ ĻĄ¼ĒĢĀ ņłś ņ׳ņ£╝ļ®░ U(V)ļŖö ņØĖĻ░ĆņĀäņĢĢ, I(A)ļŖö ņØĖĻ░ĆļÉ£ ņĀäļźś, V(L)ņØĆ ņ┤łĻĖ░ ļ”¼ĒŖ¼ņÜ®ņĢĪņØś ļČĆĒö╝ņØ┤ļŗż.
ĒÅēĻĘĀ ņ£Āļ¤ē(J, mol/m2h)ņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ņŗØņ£╝ļĪ£ ĻĄ¼ĒĢĀ ņłś ņ׳ņ£╝ļ®░, mņØĆ ļåŹņČĢņŗżņŚÉņä£ ļåŹņČĢļÉ£ LiņØś ņ¦łļ¤ē(g), NņØĆ ĻĄÉļīĆļĪ£ ņ£äņ╣śĒĢ£ ņ¢æņØ┤ņś© ĻĄÉĒÖśļ¦ēĻ│╝ ņØīņØ┤ņś© ĻĄÉĒÖśļ¦ēņØś ņīŹ Ļ░£ņłś, AļŖö ņØ┤ņś©ĻĄÉĒÖśļ¦ēņØś ņ£ĀĒÜ©ļ®┤ņĀü(m2), MņØĆ ļåŹņČĢļÉ£ ļ”¼ĒŖ¼ņØś ļČäņ×Éļ¤ē(g/mol), tļŖö Ēł¼ņäØ ņŗ£Ļ░ä(hr)ņØä ļéśĒāĆļéĖļŗż.
4. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
4.1 ĒĢ£Ļ│äņĀäļźśļ░ĆļÅä
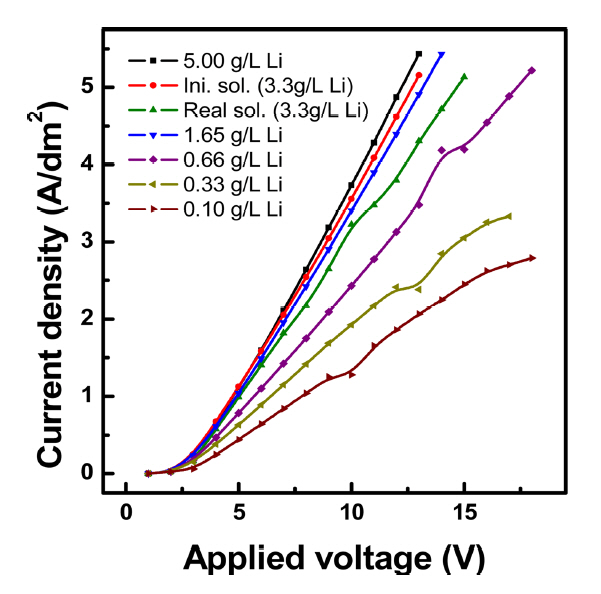
ņĀäĻĖ░Ēł¼ņäØ ņŗ£ ņÜ®ņĢĪņżæņØś ļåŹļÅäĻ░Ć ņŚ░ņåŹņĀüņ£╝ļĪ£ ļ│ĆĒĢśĻ▓ī ļÉśļŖöļŹ░ ļ░śņØæ ļÅäņżæņŚÉ ĒĢ£Ļ│äņĀäļźśļ░ĆļÅäļź╝ ņ┤łĻ│╝ĒĢĀ Ļ▓ĮņÜ░ ņĀäļĀźņØ┤ ĒĢäņÜöņØ┤ņāüņ£╝ļĪ£ ņåīļ╣äļÉśļŖö Ļ▓āņØä ļ░®ņ¦ĆĒĢśĻ│Ā, ļśÉĒĢ£ ņÜ®ņĢĪ ņżæ pHņØś ļ│ĆĒÖöņŚÉ ļö░ļØ╝ ļ¦ē Ēæ£ļ®┤ņŚÉ ņŖżņ╝ĆņØ╝ ĒśĢņä▒ņŚÉ ņØśĒĢ£ ļ¦ē ņåÉņāüņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņÜ®ņĢĪļåŹļÅäņŚÉ ļö░ļźĖ ĒĢ£Ļ│äņĀäļźśļ░ĆļÅäļź╝ ņĖĪņĀĢĒĢśņśĆļŗż [16]. ņŗżĒŚśņØĆ ņĀäņĢĢņØĖĻ░Ć Ēøä 1ļČä ļÅÖņĢł ņĢłņĀĢĒÖöĒĢ£ ļÆż ņĀäļźś ļ░ĆļÅä Ļ░ÆņØä ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░ ņĀäļźś-ņĀäņĢĢ Ļ│ĪņäĀņŚÉņä£ ĻĖ░ņÜĖĻĖ░Ļ░Ć ļ│ĆĒĢśļŖö ņ¦ĆņĀÉņØä ĒåĄĒĢ┤ ĒĢ£Ļ│äņĀäļźśļź╝ ņĢīņĢäļ│┤ņĢśĻ│Ā ņØ┤ņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņÜ®ņĢĪņØĆ Ēæ£ 3ņØś ņĪ░ņä▒ņØä Ļ░Ćņ¦ĆļŖö ļ”¼ĒŖ¼ ĒĢ©ņ£Ā ņøÉļŻīņÜ®ņĢĪĻ│╝, Ēæ£ 4ņØś ņĪ░ņä▒ņØä Ļ░Ćņ¦ĆļŖö ļåŹļÅäņĪ░ņĀłņØä ņ£äĒĢ£ ļ¬©ņØśņÜ®ņĢĪņØä ņĀ£ņĪ░ĒĢśņŚ¼ ņé¼ņÜ®ĒĢśņśĆļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĒĢ£Ļ│äņĀäļźśļ░ĆļÅä(ilim)ņÖĆ ņØ┤ņś© ļåŹļÅä(Cb) ņé¼ņØ┤ņØś Ļ┤ĆĻ│äņŗØņØĆ ņŗØ (5)ņÖĆ Ļ░ÖņØ┤ ĒÖĢņé░Ļ│äņłś(D), Faraday ņāüņłś(F), ņØ┤ņś©ĻĄÉĒÖś ļ¦ē ļé┤ ņØ┤ļÅÖņłś(tm), ņÜ®ņĢĪ ļé┤ ņØ┤ļÅÖņłś(ts), ĒÖĢņé░ņĖĄ ļæÉĻ╗ś(╬┤)ņŚÉ ņØśĒĢ┤ ņĀĢņØś ļÉĀ ņłś ņ׳ņ£╝ļ®░ [19,20], ņØ┤ņś© ļåŹļÅäņÖĆ ĒĢ£Ļ│äņĀäļźś Ļ░ÆņØĆ ļ╣äļĪĆ Ļ┤ĆĻ│äņØ┤ļŗż. ņĀäĻĖ░Ēł¼ņäØņØ┤ ņ¦äĒ¢ēļÉśļŖö ļÅÖņĢł ĒāłņŚ╝ļÉśņ¢┤ ņÜ®ņĢĪ ņżæ ņØ┤ņś© ļåŹļÅäĻ░Ć Ļ░ÉņåīĒĢ©ņŚÉ ļö░ļØ╝ ĒĢ£Ļ│äņĀäļźśĻ░Ć ļéśĒāĆļéĀ ņłś ņ׳ņ¢┤ [21], ļ¬©ņØś ņÜ®ņĢĪ ņżæ ļ”¼ĒŖ¼ ņØ┤ņś© ļåŹļÅäļź╝ 5.0 g/LņŚÉņä£ 0.1 g/L ņłśņżĆĻ╣īņ¦Ć ĒؼņäØĒĢśņŚ¼ ņØĖĻ░ĆņĀäņĢĢņŚÉ ļö░ļźĖ ņĀäļźś ļ░ĆļÅäļź╝ Ļ│Āņ░░ĒĢśņśĆļŗż. ĻĘĖļ”╝ 3ņ£╝ļĪ£ļČĆĒä░ ņØĖĻ░ĆņĀäņĢĢ 16 V ņØ┤ĒĢśņŚÉņä£ļŖö ņØĖĻ░ĆņĀäņĢĢņŚÉ ļö░ļØ╝ ņĀäļźśļ░ĆļÅäĻ░Ć ļ╣äļĪĆĒĢ┤ņä£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆĻ│Ā, ļśÉĒĢ£ ļÅÖņØ╝ĒĢ£ ņØĖĻ░ĆņĀäņĢĢņŚÉņä£ ņØ┤ņś© ļåŹļÅäĻ░Ć Ļ░ÉņåīĒĢ©ņŚÉ ļö░ļØ╝ ņĀäļźśļ░ĆļÅäļÅä Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ĻĖ░ ļĢīļ¼ĖņŚÉ ĒĢ£Ļ│äņĀäļźśļ░ĆļÅäļŖö Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ļśÉĒĢ£, ņŗżĒŚś ņóģļŻī ņĀä Ēøä ļåŹņČĢņŗżĻ│╝ ĒؼņäØņŗżņØś pHļź╝ ĒÖĢņØĖĒĢ£ Ļ▓░Ļ│╝ pH 6~7 ņé¼ņØ┤ļĪ£ Ēü░ ļ│ĆĒÖöļŖö ņŚåņŚłļŗż.
4.2 ņØĖĻ░ĆņĀäņĢĢ ņśüĒ¢ź Ļ│Āņ░░
ņĀĢņĀäņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ ņĀäņĢĢņŚÉ ļö░ļźĖ ļ”¼ĒŖ¼ ļåŹņČĢņØś ņĀüņĀĢņĪ░Ļ▒┤ņØä Ļ│Āņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĒؼņäØņŗż, ļåŹņČĢņŗż, ņĀäĻĘ╣ņŗżņŚÉ ņÜ®ņĢĪņØä Ļ░üĻ░ü 400 mLņö® ņé¼ņÜ®ĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņĀäĻĖ░Ēł¼ņäØ ņżæ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņĀäĻĖ░ņĀäļÅäļÅäļź╝ ĻĘĖļ”╝ 4ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░ ņØ┤ ļĢī DļŖö ĒؼņäØņŗż, CļŖö ļåŹņČĢņŗżņØä ļ£╗ĒĢ£ļŗż. Ēæ£ 5ņŚÉļŖö ņŗżĒŚś Ēøä ļåŹņČĢņŗżņŚÉņä£ņØś Li+, Na+, SO42- ņØ┤ņś©ņØś ļåŹļÅäļź╝ ļéśĒāĆļé┤ņŚłļŖöļŹ░ ņØĖĻ░ĆņĀäņĢĢņØ┤ ļåÆņØäņłśļĪØ ļåŹņČĢļÉ£ ļ”¼ĒŖ¼ņØś ļåŹļÅäĻ░Ć ļåÆņØīņØä ļ│┤ņśĆļŗż. ņØ┤Ēøä ņŗØ (2)~(4)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēĻ│╝ ĒÅēĻĘĀņ£Āļ¤ēņØä Ļ│äņé░ĒĢ£ Ļ▓░Ļ│╝ļź╝ Ēæ£ 6ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░ ņĀäņĢĢņØ┤ ļåÆņØäņłśļĪØ ņĀäļĀź ņåīļ╣äļ¤ēņØ┤ ļ¦ÄĻĖ░ ļĢīļ¼ĖņŚÉ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØ┤ ļåÆņĢśņ£╝ļ®░ ļśÉĒĢ£ Ļ│ĄņĀĢņŚÉ ņåīņÜöļÉśļŖö ņŗ£Ļ░äņØ┤ ņ¦¦ņĢä ĒÅēĻĘĀņ£Āļ¤ēņØ┤ ļåÆņĢśļŗż. ņŚ¼ļ¤¼ ņØĖņ×ÉļōżņØä Ļ│ĀļĀżĒĢśņśĆņØä ļĢī 12 VņŚÉņä£ Ļ░Ćņן ļ╣Āļź┤Ļ▓ī ļ”¼ĒŖ¼ņØä ļåŹņČĢņŗ£Ēé¼ ņłś ņ׳Ļ│Ā ļ¼╝ ĒÜīņłśņ£©, ļ”¼ĒŖ¼ ņŗżĒŚś Ēøä ļåŹļÅä ļ░Å ĒÅēĻĘĀ ņ£Āļ¤ēņØ┤ Ļ░Ćņן ļåÆņĢśņ£╝ļéś ņØīĻĘ╣ņŚÉņä£ ĒÖśņøÉļÉśļŖö ņłśņåīĻĖ░ņ▓┤ņŚÉ ņØśĒĢ┤ ņØīĻĘ╣Ļ│╝ ņĀäĻĘ╣ņŗż ņé¼ņØ┤ņŚÉ ļåŹļÅäļČäĻĘ╣ņØ┤ Ēü¼Ļ▓ī ņØ╝ņ¢┤ļéśĻ▓ī ļÉśĻ│Ā ņĀäĻĘ╣ņŗż ņåŹ ņØ┤ņś©ņØ┤ ņØīĻĘ╣ņŚÉ ĒÖśņøÉļÉśļŖö ĒśäņāüņØ┤ ļéśĒāĆļéś ņןņ╣śņŚÉ ļ¼ĖņĀ£ļź╝ ņØ╝ņ£╝Ēé¼ ņłś ņ׳ņ¢┤ ņĀüņĀłĒĢśņ¦Ć ņĢŖļŗż. 12 Vļź╝ ņĀ£ņÖĖĒĢśĻ│Ā ņĀäĻĖ░Ēł¼ņäØņŚÉ ņåīņÜöļÉśļŖö ņŗ£Ļ░ä, ļ¼╝ ĒÜīņłśņ£©, ĒÅēĻĘĀ ņ£Āļ¤ēņØś ņØĖņ×ÉļōżņØä Ļ│ĀļĀżĒĢśņśĆņØä ļĢī 10 VĻ░Ć ņĀüņĀĢņĪ░Ļ▒┤ņØ┤ļ®░ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē ņĖĪļ®┤ņŚÉņä£ļŖö 8 VĻ░Ć ņĀüņĀĢņĪ░Ļ▒┤ņØ┤ļŗż. ņØ┤ ļĢī ņĀäĻĖ░Ēł¼ņäØ ņŗ£ ļ¼╝ņØ┤ ņØ┤ļÅÖļÉśļŖö ĒśäņāüņŚÉ ņØśĒĢ┤ ņŗżĒŚś Ēøä ļåŹļÅäĻ░Ć Ļ░ÉņåīĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĒؼņäØņŗżĻ│╝ ļåŹņČĢņŗżņØś ļČĆĒö╝ļ╣äļź╝ ņĪ░ņĀłĒĢśļŖö ņČöĻ░ĆņĀüņØĖ ņĪ░ņ×æņØ┤ ņÜöĻĄ¼ļÉ£ļŗż.
4.3 ļČĆĒö╝ļ╣ä ļ│ĆĒÖö ņśüĒ¢ź Ļ│Āņ░░
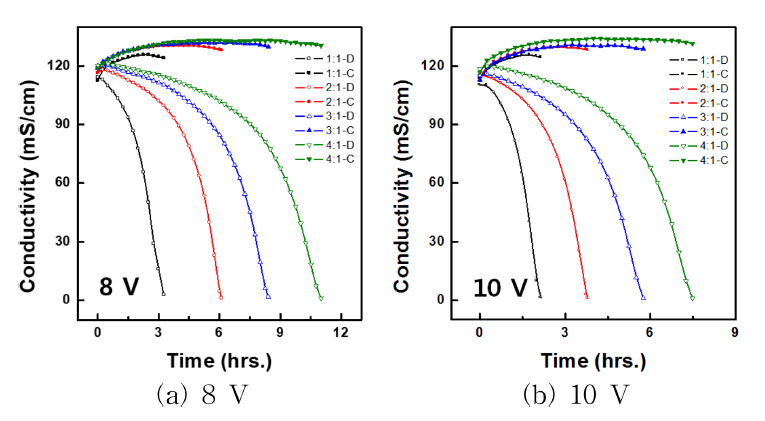
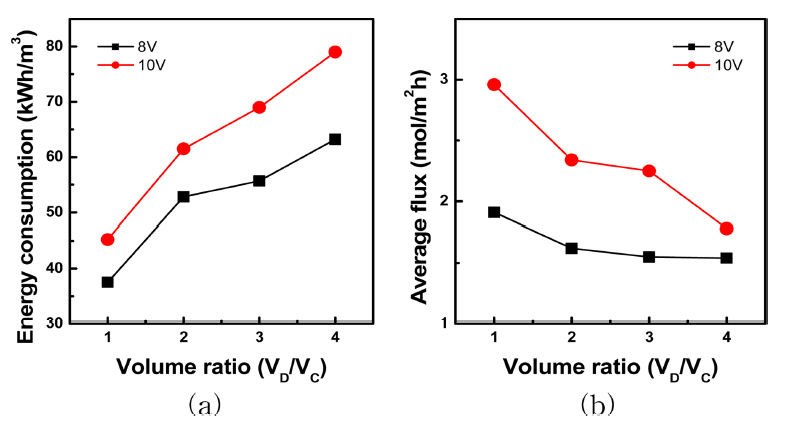
ĒؼņäØņŗżĻ│╝ ļåŹņČĢņŗżņØś ļČĆĒö╝ļ╣ä ņĪ░ņĀłņŚÉ ņØśĒĢ£ ļ”¼ĒŖ¼ļåŹņČĢņØś ņĀüņĀĢņĪ░Ļ▒┤ņØä Ļ│Āņ░░ĒĢśņśĆļŗż. ļåŹņČĢņŗżĻ│╝ ņĀäĻĘ╣ņŗżņØś ņÜ®ņĢĪņØĆ Ļ░üĻ░ü 400 mLņö® ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ļČĆĒö╝ļ╣ä ņĪ░ņĀłņØä ņ£äĒĢ┤ ĒؼņäØņŗżņØĆ 400, 800, 1200, 1600 mL ņö® ņé¼ņÜ®ĒĢśņśĆļŗż. 8 VņÖĆ 10 VņØś ņĀĢņĀäņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆĻ│Ā ĻĘĖļ”╝ 5(a)ņŚÉļŖö 8 VņØ╝ ļĢī, ĻĘĖļ”╝ 5(b)ņŚÉļŖö 10 VņØ╝ ļĢī ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņĀäĻĖ░ņĀäļÅäļÅäļź╝ ļéśĒāĆļé┤ņŚłņ£╝ļ®░ ĻĘĖļ”╝ 6Ļ│╝ Ēæ£ 7ņŚÉļŖö ņŗżĒŚś Ēøä ļåŹņČĢņŗżņŚÉņä£ Li+, Na+, SO42- ņØ┤ņś©ņØś ļåŹļÅäļź╝ ļéśĒāĆļé┤ņŚłĻ│Ā ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē, ĒÅēĻĘĀ ņ£Āļ¤ēņØä Ļ│äņé░ĒĢśņŚ¼ ĻĘĖļ”╝ 7(a), (b)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ ļĢī VDļŖö ĒؼņäØņŗżņØś ļČĆĒö╝, VCļŖö ļåŹņČĢņŗżņØś ļČĆĒö╝ļź╝ ļ£╗ĒĢ£ļŗż.
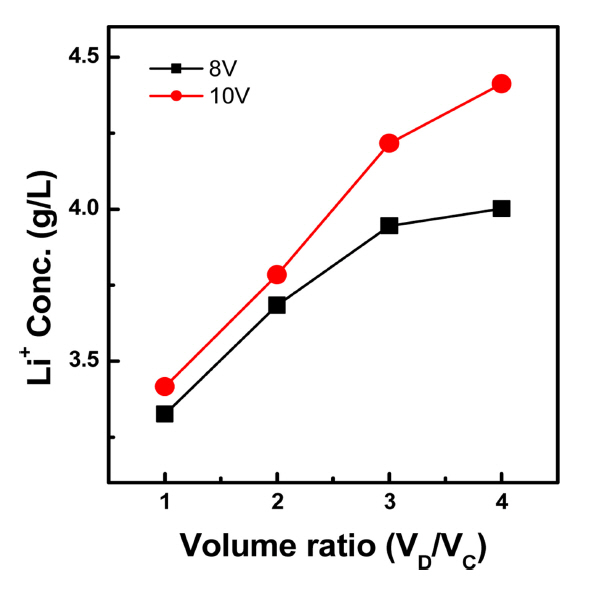
ļ¼╝ ĒÜīņłśņ£©ņØĆ 8 VņØ╝ ļĢī ĒÅēĻĘĀ 25.07 %, 10 V ņØ╝ ļĢī ĒÅēĻĘĀ 30.85 %ļĪ£ ņĀäņĢĢņØ┤ ļåÆņØä ļĢī ņĀäĻĖ░Ēł¼ņäØ Ļ│ĄņĀĢņŚÉ ņåīņÜöļÉśļŖö ņŗ£Ļ░äņØ┤ Ļ░ÉņåīĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļŹö ļåÆņØĆ ļ¼╝ ĒÜīņłśņ£©ņØä ļ│┤ņśĆļŗż. ĻĘĖļ”╝ 6ņŚÉņä£ ļ”¼ĒŖ¼ ņŗżĒŚś Ēøä ļåŹļÅäļŖö 8, 10 VņØś ņĀĢņĀäņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ ļ¬©ļæÉ ļČĆĒö╝ļ╣ä(VD/VC)ņŚÉ ļ╣äļĪĆĒĢśņŚ¼ ņ”ØĻ░ĆĒĢśņśĆĻ│Ā 10 V ņØ╝ ļĢī ļ”¼ĒŖ¼ņØś ņŗżĒŚś Ēøä ļåŹļÅäĻ░Ć ļŹö Ēü░ ĒÅŁņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. ĻĘĖļ”╝ 7(a)ņØś ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØĆ ļ¬©ļōĀ ļČĆĒö╝ļ╣ä ņĪ░Ļ▒┤ņŚÉņä£ 10 V ņØ╝ ļĢī ļŹö ļåÆņØĆ Ļ░ÆņØä ļ│┤ņśĆĻ│Ā, ļČĆĒö╝ļ╣äņŚÉ ļ╣äļĪĆĒĢśņŚ¼ ņ”ØĻ░ĆĒĢśņśĆļŖöļŹ░ ņØ┤Ļ▓āņØĆ Ļ│ĄņĀĢņŚÉ ņåīņÜöļÉśļŖö ņŗ£Ļ░äņØ┤ ĻĖĖņ¢┤ņĪīĻĖ░ ļĢīļ¼ĖņØ┤ļØ╝ ņé¼ļŻīļÉ£ļŗż. ļśÉĒĢ£ ĻĘĖļ”╝ 7(b)ņØś ĒÅēĻĘĀ ņ£Āļ¤ē ļśÉĒĢ£ 10 V ņØ╝ ļĢī ļåÆņĢśņ£╝ļ®░ ļČĆĒö╝ļ╣äņŚÉ ļ╣äļĪĆĒĢśņŚ¼ Ļ░ÉņåīĒĢśņśĆĻ│Ā ļČĆĒö╝ļ╣äĻ░Ć ņ╗żņ¦łņłśļĪØ ļ¦ē ļ®┤ņĀüļŗ╣ ĒؼņäØņŗżņŚÉņä£ ļåŹņČĢņŗżļĪ£ ņØ┤ļÅÖĒĢśļŖö ņØ┤ņś©ņØś ņ¢æņØ┤ ļŹö ļ¦ÄņĢäņ¦ĆĻĖ░ ļĢīļ¼ĖņØ┤ļØ╝ ņé¼ļŻīļÉ£ļŗż. ĒĢ£ĒÄĖ CJMA/MAļź╝ ņØ┤ņś©ĻĄÉĒÖśļ¦ēņ£╝ļĪ£ ņé¼ņÜ®ĒĢ£ ļ”¼ĒŖ¼ ļåŹņČĢ ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļČĆĒö╝ļ╣äĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņŗżĒŚś Ēøä ļåŹļÅä ļśÉĒĢ£ ņ”ØĻ░ĆĒĢ©ņØä ļ│┤ņśĆņ£╝ļéś, NEOSEPTA CMX┬ĘAMXļź╝ ņé¼ņÜ®ĒĢ£ ĒÖ®ņé░ļ”¼ĒŖ¼ ļåŹņČĢ ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļČĆĒö╝ļ╣äņŚÉ ļ╣äļĪĆĒĢśņŚ¼ ļåŹņČĢļÉ£ ĒÖ®ņé░ļ”¼ĒŖ¼ņØś ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļŗż ĒĢ£Ļ│äņŚÉ ļÅäļŗ¼ĒĢśļĀżļŖö ĒśäņāüņØä ļ│┤ņØ┤Ļ│Ā ņ׳ņ¢┤ ļČĆĒö╝ļ╣äļź╝ ļŹö ņ”ØĻ░Ćņŗ£ņ╝£ ļåŹņČĢ Ļ▓ĮĒ¢źņØä Ļ│Āņ░░ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż [17,22].
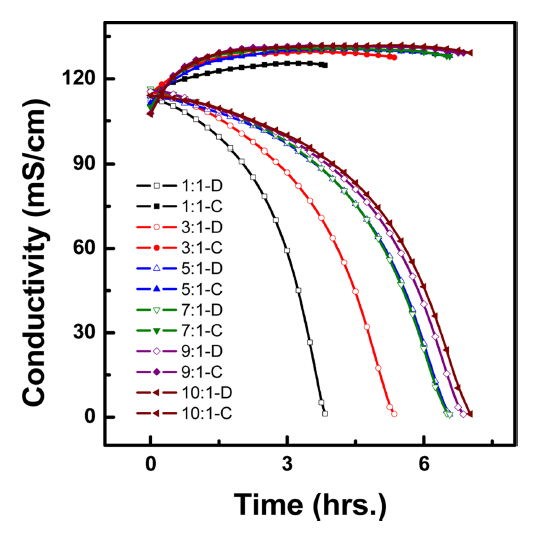
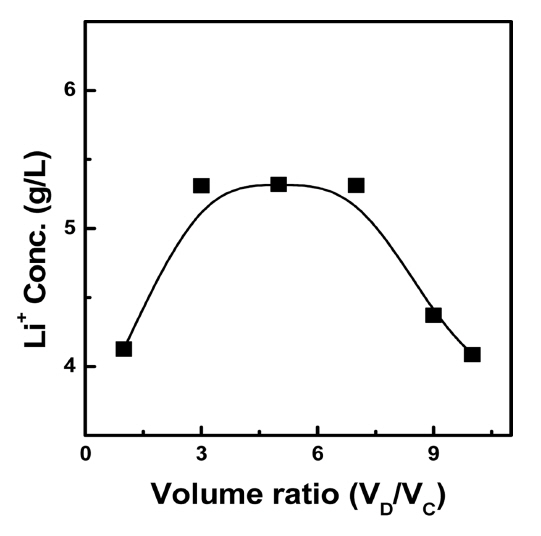
High volume ratio concentration(HVRC) ļ░®ņŗØņØä ĒåĄĒĢ┤ ļ”¼ĒŖ¼ņØä ļåŹņČĢĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĒؼņäØņŗżĻ│╝ ļåŹņČĢņŗżņØś ļČĆĒö╝ļ╣ä(VD/VC)ļź╝ 1/1(900 mL / 900 mL) ~ 10/1(1,636 mL / 164 mL)Ļ╣īņ¦Ć ņĪ░ņĀłĒĢśņŚ¼ ņĀäĻĖ░Ēł¼ņäØ ņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņØ┤ļĢī ņØĖĻ░ĆņĀäņĢĢņØĆ 10 V ņØ┤ņŚłņ£╝ļ®░ ņĀäĻĘ╣ņŗżņŚÉļŖö 0.3 M Na2SO4ņÜ®ņĢĪņØä 500 mL ņé¼ņÜ®ĒĢśņśĆļŗż. ĻĘĖļ”╝ 8ņŚÉ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņĀäĻĖ░ņĀäļÅäļÅäļź╝ ļéśĒāĆļé┤ņŚłĻ│Ā, ĻĘĖļ”╝ 9ņÖĆ Ēæ£ 8ņŚÉļŖö ņŗżĒŚś Ēøä ļåŹņČĢņŗżņŚÉņä£ Li+, Na+, SO42- ņØ┤ņś©ņØś ļåŹļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż. ļśÉĒĢ£ ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē, ĒÅēĻĘĀņ£Āļ¤ēņØä Ļ│äņé░ĒĢśņŚ¼ ĻĘĖļ”╝ 10(a), (b)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ Ļ▓ĮņÜ░ ļ¼╝ĒÜīņłśņ£©ņØĆ ĒÅēĻĘĀ 37.24%ļĪ£ ņØ╝ņĀĢĒĢśņśĆĻ│Ā, ļ”¼ĒŖ¼ņØś ņŗżĒŚś Ēøä ļåŹļÅäļŖö ļČĆĒö╝ļ╣äņŚÉ ļ╣äļĪĆĒĢśņŚ¼ ņ”ØĻ░ĆĒĢśļŗżĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. HVRCĻ░Ć 9/1(1,620 mL / 180 mL)Ļ│╝ 10/1(1,636 mL /164 mL)ņØ╝ ļĢī ņŗżĒŚś Ēøä ļåŹļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö ņØ┤ņ£ĀļŖö ņÜ®ļ¦żņØĖ ļ¼╝Ēł¼Ļ│╝ņåŹļÅäĻ░Ć ņŚ╝ Ēł¼Ļ│╝ņåŹļÅäļ│┤ļŗż ļ╣Āļź┤ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņ”ē ņŗżĒŚś ĒøäĻĖ░ņŚÉ ļ¼╝ņØ┤ ņé╝Ēł¼ņĢĢ ĒśäņāüņŚÉ ņØśĒĢ┤ Ēł¼Ļ│╝ļÉśļŖö Ļ▓āņØ┤ ņ¦Ćļ░░ļ░śņØæņØ┤ ļÉ£ļŗż [17]. ĻĘĖļ”╝ 10(a)ņØś ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØĆ ļČĆĒö╝ļ╣äņŚÉ ļ╣äļĪĆĒĢśņŚ¼ ņ”ØĻ░ĆĒĢśņśĆĻ│Ā ĻĘĖļ”╝ 10(b)ņØś ĒÅēĻĘĀ ņ£Āļ¤ēņØĆ Ļ░ÉņåīĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ņāüĻĖ░ ņŗżĒŚśĻ▓░Ļ│╝ļĪ£ļČĆĒä░ ļ”¼ĒŖ¼ļåŹņČĢņ£©, ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē, ĒÅēĻĘĀņ£Āļ¤ēņØä Ļ│ĀļĀżĒĢĀ Ļ▓ĮņÜ░ ļČĆĒö╝ļ╣ä 3/1(1,350 mL / 450 mL)ņØĖ ņĪ░Ļ▒┤ņØ┤ ļ”¼ĒŖ¼ ļåŹņČĢņŚÉ ņĀüņĀĢĒĢ£ ņĪ░Ļ▒┤ņØ┤ļØ╝Ļ│Ā ņāØĻ░üļÉ£ļŗż.
5. Ļ▓░ ļĪĀ
ĒÅÉ ļ”¼ĒŖ¼ņØ┤ņś©ļ░░Ēä░ļ”¼ņŚÉņä£ ņ£ĀĻ░ĆĻĖłņåŹņØä ĒÜīņłśĒĢśĻ│Ā ļé©ņØĆ ņČöņČ£ņŚ¼ņĢĪņØä ņøÉļŻīņÜ®ņĢĪņ£╝ļĪ£ ĒĢśņŚ¼ ļ”¼ĒŖ¼ņØä ļČäļ”¼┬ĘļåŹņČĢĒĢśĻĖ░ ņ£äĒĢ┤ ņĀäĻĖ░Ēł¼ņäØņØä ņĀüņÜ®ĒĢśņŚ¼ ĻĖ░ņ┤łņŚ░ĻĄ¼ļź╝ ņŗżņŗ£ĒĢ£ Ļ▓░Ļ│╝, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
1) Ļ│ĄņĀĢ ņĢłņĀĢņä▒ņØä ņ£äĒĢ┤ ĒĢ£Ļ│äņĀäļźśļ░ĆļÅäļź╝ ņĢīņĢäļ│Ė Ļ▓░Ļ│╝ ņÜ®ņĢĪ ļé┤ ņØ┤ņś© ļåŹļÅäĻ░Ć Ļ░ÉņåīĒĢĀņłśļĪØ ņĀäļźś ļ░ĆļÅä ļśÉĒĢ£ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆņ£╝ļéś, ņøÉļŻī ņÜ®ņĢĪ ļåŹļÅäņØś 3% ņłśņżĆņŚÉņä£ļÅä ĒĢ£Ļ│äņĀäļźśļ░ĆļÅäĻ░Ć Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż.
2) ņØĖĻ░ĆņĀäņĢĢņŚÉ ļö░ļźĖ ņĀäĻĖ░Ēł¼ņäØ Ļ▓░Ļ│╝ Ļ│ĄņĀĢ ņåīņÜö ņŗ£Ļ░ä, ļ¼╝ĒÜīņłśņ£©, ĒÅēĻĘĀ ņ£Āļ¤ē, ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØä Ļ│ĄņĀĢ ņØĖņ×ÉļĪ£ Ļ│ĀļĀżĒĢśņśĆņØä ļĢī ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ē Ļ┤ĆņĀÉņŚÉņä£ļŖö 8 VĻ░Ć ĒÜ©ņ£©ņĀüņØ┤ļéś, 10 V ņĪ░Ļ▒┤ņŚÉņä£ Ļ│ĄņĀĢ ņåīņÜö ņŗ£Ļ░äņØ┤ ņ¦¦Ļ│Ā ļ¼╝ ĒÜīņłśņ£©Ļ│╝ ĒÅēĻĘĀņ£Āļ¤ēņØ┤ ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ Ļ│ĄņĀĢ ņÜ┤ņĀä ņĀäņĢĢņØĆ 10 VĻ░Ć ĒÜ©ņ£©ņĀüņØ┤ļŗż.
3) ĒؼņäØņŗżņØś ļČĆĒö╝ļź╝ ņ”ØĻ░Ćņŗ£ņ╝£ ĒؼņäØņŗżĻ│╝ ļåŹņČĢņŗżņØś ļČĆĒö╝ļ╣ä(VD/VC) ņĪ░ņĀłĒĢśņśĆņØä Ļ▓ĮņÜ░, ļČĆĒö╝ļ╣äĻ░Ć ņ”ØĻ░ĆĒĢśņŚ¼ļÅä ļ¼╝ Ēł¼Ļ│╝ņåŹļÅäļ│┤ļŗż ļ”¼ĒŖ¼ņØś Ēł¼Ļ│╝ ņåŹļÅäĻ░Ć ļŹö ļ╣©ļØ╝ ļ”¼ĒŖ¼ņØś ļåŹņČĢņ£©ņØ┤ ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, ņØĖĻ░ĆņĀäņĢĢ 10 V, ļČĆĒö╝ļ╣äĻ░Ć 4/1ņØ╝ ļĢī 4.4 g/LĻ╣īņ¦Ć ļåŹņČĢļÉśņŚłļŗż.
4) High volume ratio concentration (HVRC) ļ░®ņŗØņØä ņé¼ņÜ®ĒĢśņŚ¼ ĒؼņäØņŗżĻ│╝ ļåŹņČĢņŗżņØś ņ┤Ø ļČĆĒö╝ļź╝ Ļ│ĀņĀĢĒĢśĻ│Ā ļČĆĒö╝ļ╣äļź╝ ņĪ░ņĀłĒĢ£ Ļ▓░Ļ│╝, ļČĆĒö╝ļ╣ä(VD/VC) 7/1 ņØ┤ņāüņŚÉņä£ļŖö ļ¼╝ņØś Ēł¼Ļ│╝ ņåŹļÅäĻ░Ć ņŚ╝ņØś Ēł¼Ļ│╝ ņåŹļÅäļ│┤ļŗż ļ╣©ļØ╝ņĀĖ ļ”¼ĒŖ¼ņØś ļåŹņČĢņ£©ņØ┤ ņśżĒ׳ļĀż Ļ░ÉņåīĒĢśņśĆļŗż. ļ”¼ĒŖ¼ņØś ļåŹņČĢņ£©Ļ│╝ ĒÅēĻĘĀ ņ£Āļ¤ēņØ┤ ļåÆĻ│Ā ņŚÉļäłņ¦Ć ņåīļ╣äļ¤ēņØĆ ļé«ņØĆ ļČĆĒö╝ļ╣ä 3/1 ņĪ░Ļ▒┤ņØ┤ Ļ░Ćņן ĒÜ©ņ£©ņĀüņØ┤ļ®░, ņØ┤ Ļ▓ĮņÜ░ 5.3 g/LņØś ļåŹņČĢļÉ£ ļ”¼ĒŖ¼ņÜ®ņĢĪ(ļåŹņČĢņ£© : 160.61%)ņØä ĒÜīņłśĒĢĀ ņłś ņ׳ņŚłļŗż.