생체의료 임플란트용 개기공 티타늄 다공체 제조
Abstract
Open-pored metal foams have been partly used for orthopedic or dental applications because of their good bone ingrowth behavior and low elastic modulus. In this paper, we report a method that can produce open-pored Ti foams using a technique that combines the powder injection molding process and feedstocks containing expandable polystyrene beads as a space holder. The expandable beads in the feedstocks undergo swelling during the foaming process, which causes the spaces occupied by the expandable beads to directly contact each other and become interconnected. This behavior results in the formation of open-pored Ti foams with high porosity (equivalently, low Young’s modulus) and large faces (greater than 140 μm). Compared to metallic foams prepared by conventional methods, Ti foams produced in this study have significantly larger face sizes (140-170 μm) and lower Young’s modulus (~17 GPa). These characteristics of the developed foam materials can promote fast bone growth into open-pored porous structures and permit improved fixture installation stability. This paper discusses the mechanism for the formation of the open-pored porous structure, and analyzes the effect of various processing conditions on the face size, porosity, and Young’s modulus of Ti foams.
Key words: porous titanium, implant, powder injection molding, space holder method, mechanical property
1. 서 론
최근 임플란트의 기능, 편의 및 심미에 대한 요구가 높아지면서 세계적으로 사용량이 증가하고 있지만 골유착성, 생체적합성 등 여전히 해결해야 할 문제점들이 있다. 특히 임플란트 재료의 높은 영률은 골(뼈)에 응력차폐(stress shielding)를 유발하여 임플란트의 골유착을 방해하고 골흡수를 일으킨다 [ 1, 2]. 특히 골조직이 좋지 않은 노년층이나 골다공증 환자들의 경우 임플란트의 골유착이 힘들어져 식립 실패율이 높아진다. 기존의 임플란트 재료가 가진 문제점들을 해결하기 위해서는 먼저 영률(Young’s modulus)의 조절이 가능하도록 기공률을 제어할 수 있어야 한다. 또한 임플란트 내부로 골성장을 유도하여 임플란트의 고정력을 향상시키기 위해서는 체액의 이동이 원활하여야 하며 [ 3], 이를 위해 기공이 서로 연결된 개기공을 형성한 다공성 소재의 개발이 필요하다 [ 3- 11]. 다공성 소재를 임플란트에 적용하기 위한 대부분의 연구는 내부식성 및 생체적합성이 우수한 Ti 및 Ti 합금에 대하여 이루어지고 있다 [ 12, 13]. 임플란트용 다공성 Ti 제조를 위한 방법으로 가스 발포법 [ 14], 겔 캐스팅법 [ 15], 폴리머 폼 복제법(replication) [ 16], 구형 Ti 분말(beads) 소결법 [ 1], 스페이스 홀더법 [ 4, 5, 17, 18] 등이 보고되었다. 다공성 Ti을 제조하기 위한 여러 가지 방법 중 가스 발포법 [ 14]과 겔 캐스팅법 [ 15]은 기공률 제어가 용이하지 않아 영률의 조절이 어렵다. 특히 이 방법으로 제조한 다공성 재료는 폐기공(closed-pore) 구조를 형성하며 [ 19], 따라서 임플란트 내부로 체액의 이동 및 이로 인한 골성장이 불가능하다. 폴리머 폼 복제법 [ 16]은 다양한 형상의 제조가 어렵다는 단점이 있으며, 분말 소결법 [ 1]의 경우 높은 기공률을 얻을 수 없다는 문제점이 있어 영률을 조절하기 힘들다 [ 20]. 비드(bead)를 스페이스 홀더로 사용하는 스페이스 홀더법은 분말사출성형에 적용이 가능하며 따라서 다양한 형상을 가진 다공성 재료의 제조가 가능하다. 이때 스페이스 홀더의 접촉에 의해 개기공이 형성될 수 있지만 기공이 서로 연결된 부분인 페이스(face)의 수 및 크기가 작을 뿐만 아니라 높은 기공률(> 65%)을 확보하기 어렵다는 단점이 있다 [ 4, 21- 23]. 만일 발포가 가능한 스페이스 홀더를 사용한다면 스페이스 홀더를 팽창(발포)시킴으로써 이들 사이의 접촉 수 및 접촉 면적을 증가시킬 수 있다. 이러한 특성을 이용하면 높은 기공률과 큰 페이스를 갖는 다공체의 제조를 가능하게 할 뿐만 아니라 다공체 재료의 기공률 제어도 가능하게 할 것으로 예상된다. 본 연구에서는 발포성 스페이스 홀더를 이용한 분말사출성형 공정을 이용하여 골성장에 적합한 기공률과 페이스 크기를 가지며 영률이 낮은 임플란트용 개기공 Ti 다공체를 제조하였다. 이 논문에서는 개기공의 생성기구를 설명하고 스페이스 홀더의 발포가 개기공 형성에 미치는 영향을 연구하였다. 또한 개기공 다공체의 소결거동을 조사하였으며, 소결된 다공체의 기계적 특성을 평가하였다.
2. 실험 방법
스페이스 홀더법과 분말사출성형 공정을 이용한 Ti 다공체 제조는 1) 금속분말, 스페이스 홀더, 및 유기바인더의 혼합물인 피드스톡(feedstock) 제조, 2) 피드스톡을 금형 내로 사출, 3) 사출성형체 내의 스페이스 홀더 및 바인더 제거(탈지, debinding) 후 4) 분말 소결 등 크게 4단계로 구분된다 [ 24, 25]. 본 연구에서는 다공성 금속재료 내부에 개기공을 형성시키기 위해 발포가 가능한 스페이스 홀더(space holder)가 첨가된 피드스톡을 제조하였으며 사출성형공정과 탈지공정 사이에 스페이스 홀더를 팽창시키는 발포공정과 스페이스 홀더를 제거하는 단계를 추가하였다. 이와 관련된 전 공정을 그림 1에 나타내었다. 개기공 Ti 다공체 제조를 위한 원소재 분말은 TiH 2 분말(MTIG Co. Ltd.)로서 입도가 각각 D 10 = 6.1 μm, D 50 = 16.6 μm, 및 D 90 = 31.4 μm이었으며, 이 분말은 700 °C이상으로 가열할 경우 완전히 Ti으로 변화하였다 ( Appendix A 참조). 스페이스 홀더로는 80 °C 이상에서 발포(팽창)하는 평균 직경 375 μm의 발포성 폴리스티렌(EPS, Expandable Polystyrene, SH에너지화학 Co. Ltd.) 비드를 사용하였다( Appendix B 참조). 시편 제조를 위하여 먼저 TiH 2 분말과 파라핀 왁스를 주성분으로 하는 바인더 그리고 스페이스 홀더를 26:26:48의 부피 비율로 혼합하여 피드스톡을 제조하였다. 비교 시험을 위하여 스페이스 홀더를 포함하지 않은 피드스톡도 제조하였으며, 모든 피드스톡은 70 °C에서 7시간 동안 혼합하였다. 혼합된 각각의 피드스톡은 사출온도 70 °C, 사출압 45 bar의 조건에서 30 × 10 × 4 mm 3 크기의 금형 내부로 사출하여 성형하였다 ( 표 1의 A 및 B 시편). 스페이스 홀더의 발포 정도가 개기공 형성에 미치는 영향을 조사하기 위해 사출성형체 내의 스페이스 홀더가 각각 50, 100, 150 및 200%씩 발포되도록 발포 금형의 크기를 조절하여 110 °C에서 시편을 제작하였으며, 이때 사용한 시편의 제작 조건을 표 1에 나타내었다 ( 표 1의 C, D, E 및 F 시편). 스페이스 홀더의 초기 부피비율이 65%인 비교시편(G)은 사출성형으로는 제작이 어렵기 때문에 분말, 바인더, 및 스페이스 홀더를 17.5:17.5:65의 부피 비율로 혼합한 피드스톡을 70 °C에서 압축성형하여 성형체를 제작하였다. 발포된 성형체는 아세톤과 톨루엔의 혼합용액 내에 12시간 침적하여 성형체 내의 스페이스 홀더를 제거하였으며, 이후 진공에서 건조하였다. 피드스톡 내 남아있는 잔류 바인더를 제거하기 위하여 고순도 Ar 분위기 내에서 0.5 °C min-1의 승온속도로 700 °C까지 가열하면서 열탈지(thermal debinding)하였으며, 이 과정 중에 TiH2 분말은 Ti 으로 변화하였다. 스페이스 홀더와 바인더 성분이 모두 제거된 시편은 1 × 10-4 Pa의 진공분위기에서 각각 1100 °C와 1350 °C에서 3시간 동안 소결하였다.
다공체 시편의 구조는 광학 실체현미경(Nikon, SMZ1000) 및 주사전자현미경(FE-SEM, FEI, Quanta200F)으로 관찰하였으며, 시편 내의 기공 및 페이스의 수와 크기 등은 이미지 분석 프로그램(GAIA Blue)을 이용하여 분석하였다. 소결 다공체의 기계적 특성은 만능시험기(Shimadzu, AG-300kNX Plus)를 이용하여 초기 변형률속도 5.5 × 10-3 s-1의 속도로 압축시험하여 평가하였다.
3. 결과 및 고찰
3.1. 다공성 금속에서의 개기공 형성기구
기공들 간의 연결 통로인 페이스는 성형체 내의 스페이스 홀더 간 접촉에 의해 형성된다. 따라서 스페이스 홀더 간의 접촉 수와 접촉 면적이 증가할수록 페이스의 수와 크기도 증가하며, 이 현상은 스페이스 홀더의 발포량(팽창률)과 직접적인 관련이 있다. 그림 2 (a)- (d)는 스페이스 홀더가 발포하는 과정 중 페이스 수와 면적이 증가하는 현상을 설명하는 모식도이다. 연구에 사용한 성형체는 스페이스 홀더의 부피 분율이 48%인 시편이며, 이때 대부분의 스페이스 홀더들은 서로 접촉이 없이 분리되어 있다 ( 그림 2(a)). 이 사출성형체를 가열하면 스페이스 홀더가 발포되면서 크기가 증가하고, 따라서 스페이스 홀더 사이의 간격이 감소하면서 서로 접촉하기 시작한다 ( 그림 2(b)). 이후 발포량을 증가시키면 스페이스 홀더의 크기가 지속적으로 증가하고, 접촉 점에서 스페이스 홀더의 변형이 유발되면서 접촉수 및 면적이 증가한다 ( 그림 2(c)). 발포 성형체 내의 스페이스 홀더를 제거하면 접촉되었던 부위는 페이스로 전환되고 그 결과 많은 개기공을 형성시킨다 ( 그림 2(d)). 그림 2(e)는 위에 언급한 방법으로 제조한 개기공 구조를 가진 다공성 Ti 재료의 사진으로서 다공성 구조의 명칭을 도시하였다. 스페이스 홀더에 의해 형성된 공간을 기공(pore), 기공의 영역을 구분하고 다공체의 형상을 유지하는 뼈대 부분을 스트럿(strut), 그리고 기공들이 서로 연결된 부분을 페이스(face)라고 한다.
3.2. 스페이스 홀더의 발포가 개기공 형성에 미치는 영향
먼저 스페이스 홀더의 발포 정도가 Ti 다공성 재료의 개기공 형성에 미치는 영향을 조사하였다. 이를 위해 발포량이 서로 다른 5개의 성형체 시편( 표 1의 B, C, D, E 및 F)을 표면에서 약 400 μm 만큼 연마하고 스페이스 홀더를 제거한 후 광학현미경으로 관찰하였다 ( 그림 3). 사진에서 알 수 있듯이, 발포량이 증가할수록 기공의 크기가 증가하였다 ( 그림 3(a)- (e)). 앞서 기술한 것과 같이 발포량의 증가는 스페이스 홀더의 접촉 점에서 변형을 유발시킴으로써 기공 사이에 서로 연결된 영역인 페이스의 수와 크기를 증가시킴을 알 수 있었다. 생성된 페이스의 수와 크기를 정량화하기 위해 각 시편의 10 × 30 mm 2의 면적에서 이미지 분석 프로그램을 이용해 페이스들의 2차원 이미지 분석을 실시하였다. 2차원으로 측정된 평균 직경(projected diameter)은 실제 페이스의 직경 보다 작게 측정될 수 있으나 발포량에 따른 직경 변화의 경향에는 큰 차이가 없을 것으로 판단되었다. 정량화한 결과인 그림 3(g)를 통해 위에 기술한 결과를 다시 한번 확인하였으며, 이 결과로부터 알 수 있듯이 발포량이 점차 증가함에 따라 스페이스 홀더의 접촉에 의해 형성되는 페이스의 수가 증가하지만 발포량이 100%의 이후에는 더 이상 증가하지 않는다. 반면 페이스의 평균 직경은 200%까지도 지속적으로 증가함을 알 수 있다. 이러한 결과는 그림 2(b)- (c)에서 보여준 스페이스 홀더 발포에 의한 개기공 형성 기구를 잘 뒷받침해준다. 성형체 내에 존재하는 스페이스 홀더의 양이 개기공 형성에 미치는 영향을 조사하였다. 이를 위하여 스페이스 홀더의 첨가량이 서로 다른 시편 B(48%) 및 G(65%)를 준비하였으며, 또한 스페이스 홀더의 부피분율이 G(65%)와 동일한 시편을 만들기 위하여 시편 B를 100% 발포한 D(65%)를 준비하였다 ( 그림 3(a), (c), 및 (f)). 이들 시편 내에 생성된 페이스의 수와 크기를 이미지 분석을 통해 정량화하여 그림 3(h)에 나타내었다. 스페이스 홀더를 발포시키지 않은 B와 G 시편으로부터 스페이스 홀더의 양이 증가함에 따라 페이스의 수는 증가하지만 페이스의 크기는 매우 유사한 값을 보였다 ( 그림 3(h)). 이는 피드스톡 내의 스페이스 홀더 양이 증가함에 따라 페이스의 수를 증가시킬 수는 있으나 페이스의 크기(평균 직경)에 영향을 주지 못한다는 것을 보여준다. 즉, 다공체 내로의 골성장 여부를 결정하는 페이스 크기의 증가는 스페이스 홀더의 양만을 증가시킴으로써 달성할 수 없다는 것을 의미한다. 일례로 시편 D와 G내의 스페이스 홀더 부피분율이 동일함에도 불구하고 발포 공정을 거친 시편(D)이 발포되지 않은 시편(G)에 비해 페이스의 수와 크기가 각각 90%와 58%씩 증가하였다 ( 그림 3(h)). 이 결과는 피드스톡 내에 포함된 초기 스페이스 홀더의 부피분율 보다는 발포를 통한 스페이스 홀더의 부피 증가가 개기공 형성에 더 큰 영향을 미친다는 것을 다시 한번 보여주는 결과이다. 결론적으로 발포과정을 거치지 않은 사출성형체내에 형성된 개기공은 단순히 스페이스 홀더 간의 접촉에 의해 이루어지며, 이후 발포과정을 거치면서 다공체 내의 개기공 수가 증가함과 동시에 크기가 더 큰 개기공과 페이스가 형성된다는 것을 알 수 있다.
3.3. 다공성 성형체의 소결거동
사출성형한 시편을 탈지 후 소결하면 Ti 분말이 응집함과 동시에 수축하며 이 결과 다공체 내의 기공과 페이스의 크기가 변화할 수 있다. 표 2에 각각 1100 °C와 1350 °C에서 소결된 시편들의 선수축률을 나타내었다. 성형체 내에 스페이스 홀더가 없는 시편( 표 1의 A)보다 스페이스 홀더를 포함한 시편( 표 1의 B 및 D)의 수축률이 더 높았으며, 초기 기공률과 소결 온도가 높을수록 소결 후 수축률이 더 높았다. 시편 B의 수축률은 모든 온도에서 시편 A와 유사했다. 그러나 시편 D의 수축률은 A와 B보다 모든 온도에서 4%이상 크게 나타났다. 이와 같은 소결 후 수축률은 시편 B와 D의 기공 구조의 차이 때문으로 생각된다 ( 그림 3(a), (c), (h) 참조). Nishiyabu 등 [ 26]의 연구 결과에 따르면 소결 전 성형체를 차지하고 있는 스페이스 홀더의 부피분율이 50~60%보다 클 경우 소결 후 수축률이 급격히 증가하였으며, 이는 다공체의 구조가 폐기공에서 개기공으로 변화하는데 기인한다고 보고하였다. 이 결과는 스페이스 홀더 부피분율이 65%이고 개기공 구조를 갖는 시편 D에서 수축률이 증가하는 현상과 일치하고 있다. 개기공 구조를 가진 다공체의 소결 후 조직의 변화, 특히 페이스 크기의 변화를 조사하기 위해 시편 D의 소결 전 상태와 1100 °C 및 1350 °C에서 3시간 동안 소결한 후 상태를 비교/관찰하였다. 이미지 분석을 통해 시편내의 기공과 페이스의 크기를 소결 전과 후의 시편으로부터 정량화한 결과 ( 그림 4), 소결 후 기공의 크기는 다공체 시편의 수축에 의하여 작아지는 반면 페이스의 크기는 오히려 커졌다. 소결 후 페이스의 크기가 증가하는 현상은 페이스를 둘러싸고 있는 스트럿의 형상과 관련이 있다. 그림 2(d)의 모식도에서 알 수 있듯이 페이스는 발포과정에서 날카로운 모서리 형태로 형성된 스트럿에 둘러싸이게 되며, 이후 고온에서 소결하면 표면에너지를 줄이기 위해 날카로운 모서리는 무뎌진다. 이 결과 페이스의 평균 크기(직경)는 소결 전 149 μm에서 1100 °C와 1350 °C에서 소결 후 각각 167 μm와 155 μm로 증가하였다. 페이스의 크기가 클수록 뼈의 침투 및 성장률이 우수하므로 [ 27, 28] 소결에 의한 페이스 크기의 증가 현상은 다공체 내로의 생체조직 및 뼈의 성장을 촉진시킬 것으로 예상된다. 1100 °C와 1350 °C에서 소결된 시편들의 페이스 크기 비교에서, 1350 °C 소결체에서 페이스 직경의 증가량은 페이스 크기가 커질수록 1100 °C 소결체에 비해 감소하는 경향을 보인다. 이는 표 2에서 보여주는 바와 같이 1350 °C에서의 더 큰 수축률에 기인한 것으로 사료되나 페이스 크기에 따라 직경 증가량이 다른 원인에 대해서는 추가적인 연구가 필요하다. 기존의 연구결과에 의하면 페이스의 직경이 100 μm 보다 작은 다공성 소재에는 골성장이 일어나지 않았으며 [ 8, 29], 100~200 μm 직경의 페이스를 가진 다공성 소재에는 골성장이 잘 진행된다 [ 30]. 또한 골성장에 대한 최근의 연구에 의하면 페이스의 크기가 최소 150 μm이고 다공체 내에서 열린 기공이 20%이상일 때 골성장이 적절하게 이루어 질 수 있다고 보고하였다 [ 27, 31- 33]. 본 연구에서 스페이스 홀더를 100% 발포시켜 제조한 개기공 다공체의 SEM 사진을 그림 5에 나타내었다. 대부분의 페이스 크기가 140~170 μm의 범위에 있고 이는 광학현미경사진을 이용한 이미지 분석 결과인 그림 4의 페이스 크기 분포와 잘 일치하였으며, 소결 후 기공률은 69%로 측정되었다. 따라서 본 연구에서 제조한 개기공 Ti 다공체는 골성장을 촉진시킴과 동시에 식립 초기 안정성을 증가시킬 수 있는 생체의료용 다공성 임플란트로써 적합한 구조를 가지고 있다고 생각된다.
3.4. 다공성 Ti의 압축 기계적 특성
임플란트용 다공체는 골성장이 이루어지기 위한 개기공구조와 직경 100 μm이상의 페이스를 가져야 할 뿐 아니라, 응력차폐 현상에 의한 골흡수를 방지하기 위해 뼈와 유사한 영률을 가져야 한다. 본 연구에서는 1350 °C에서 소결한 시편 A, B, 및 D의 상대밀도와 기공률을 측정하고 압축시험을 통해 영률을 측정하였다. 시편 A의 상대 밀도는 95%이며, 시편 B와 D로부터 측정한 기공률은 각각 52와 69%이다 ( 표 3). 그림 6은 세 가지 시편에 대하여 측정한 압축시험 결과이다. 시편 A는 936 MPa에서 항복되었으며, 영률은 113 GPa로서 문헌에 보고된 Ti의 영률(120.2 GPa [ 34])보다 낮았다. 이는 상대적으로 낮은 밀도(95%)에서 기인하는 것으로 보인다. 다공성 시편 B와 D의 압축변형 곡선은 응력이 선형적으로 증가하는 구간, 유지 구간(plateau) 및 응력이 다시 증가하는 구간으로 구분되는 다공성 금속의 전형적인 응력-변형 곡선을 보였다 [ 35, 36]. 시편 D의 항복강도는 67 MPa이었으며 영률은 17 GPa로서 골(뼈)의 영률(10~30 GPa)과 유사한 값을 나타냈다 [ 37- 39]. 뼈에 비해 높은 영률을 갖는 임플란트의 경우, 뼈와의 영률 차이에 의해 임플란트로부터 뼈로의 하중 전달이 감소하는 응력차폐현상(stress shielding)이 발생하여 계면에서의 뼈흡수(resorption)에 의한 임플란트의 생물학적 내구성이 저하되는 문제점이 있다 [ 40, 41]. 따라서 본 연구의 시편 D와 같이 뼈와 유사한 낮은 강도와 영률을 갖는 개기공 다공체를 임플란트 표면에 형성시킬 경우, 임플란트의 강도 저하를 일으키지 않음과 동시에 임플란트와 뼈 사이의 영률 차이에 의한 응력차폐현상을 감소시킴으로써 계면에서의 뼈 손실을 효과적으로 억제할 수 있을 것으로 판단된다 [ 42].
4. 결 론
분말사출성형공정과 발포성 스페이스 홀더를 포함하는 피드스톡을 이용하여 생체의료용 개기공 구조의 Ti 다공체를 제조하였다.
스페이스 홀더의 발포량이 증가할수록 기공들을 서로 연결하는 영역인 페이스(face)의 크기와 수가 점차 증가하였으며, 스페이스 홀더의 분율이 동일한 경우 발포한 시편이 발표하지 않은 시편에 비하여 페이스의 수와 크기가 각각 90%와 58%씩 증가하였다. 이러한 결과는 발포 시 스페이스 홀더들 간의 접촉 가능성이 증가되고 동시에 접촉면적이 증가되기 때문이다.
개기공 다공성 성형체를 소결할 경우 성형체의 부피 수축이 일어나며 이 결과 기공크기가 감소하였다. 그러나 발포과정에서 날카로운 모서리 형태로 둘러싸인 페이스는 소결 과정 중 그 모서리가 무뎌지며, 이 결과 페이스의 평균크기는 소결 전 보다 증가하였다. 스페이스 홀더를 100% 발포시킨 시편을 1350 °C에서 소결했을 경우 대부분의 페이스 크기는 140~170 μm 정도였으며, 이 크기는 다공체 내로의 빠른 뼈 성장을 유도하는 최소 크기(100 μm)를 상회한다. 개기공 Ti 다공체의 영률은 뼈의 영률과 유사한 17 GPa 정도였으며, 따라서 기존 임플란트 표면에 개발된 다공체의 형성 시, 영률 차이에 의해 발생하는 응력차폐현상도 효과적으로 감소시킬 수 있을 것으로 판단된다.
Acknowledgments
본 연구는 산업통상자원부의 산업핵심기술개발사업(No. 10049237)과 한국생산기술연구원 기관주요사업(EO 19640)의 지원에 의해 수행되었으며, 이에 감사드립니다.
Fig. 1.
Schematic diagram of the experimental procedures and conditions used for preparing open-pored Ti foam. 
Fig. 2.
(a-d) Schematics showing the mechanism for the formation of open-pored porous structures using expandable space holders. (a) Green part inserted into a foaming mold. (b) Beginning of contact between space holders caused by thermal expansion. (c) Increase in the contact area caused by continued expansion of space holders. (d) Formation of the open-pore structure after the removal of space holders. (e) Example image of the open-pored Ti foam, to which various structures are indicated. 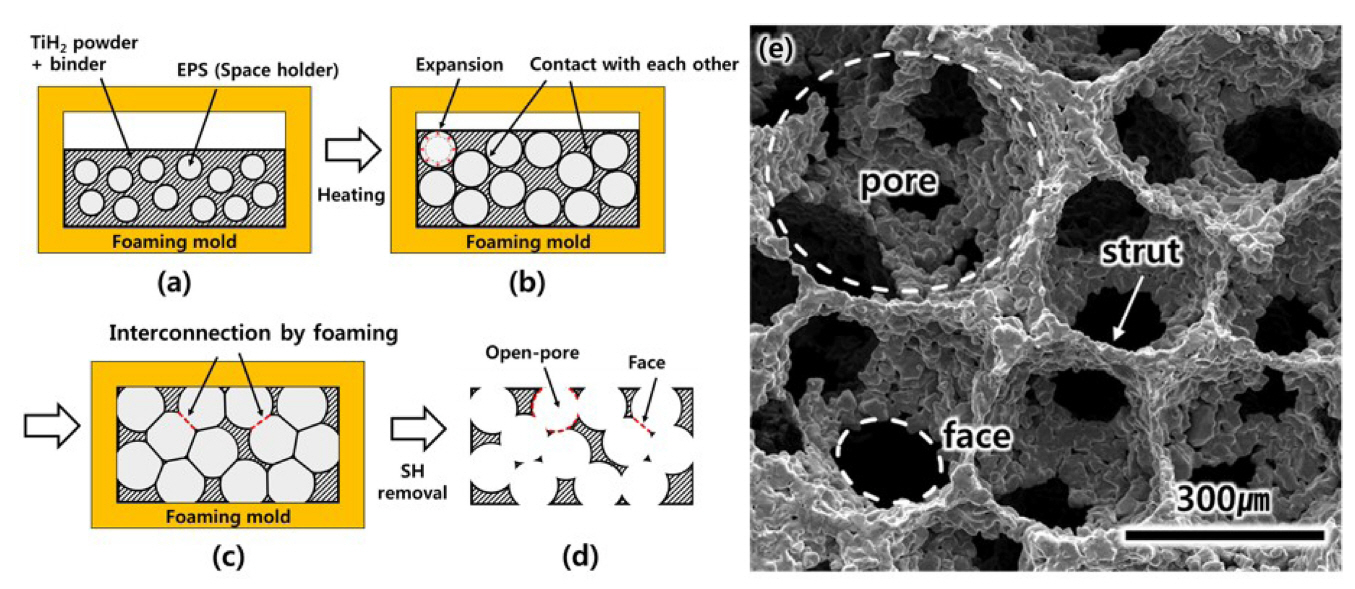
Fig. 3.
Optical micrographs of green parts, showing the size and number density of faces in Sample (a) B, (b) C, (c) D, (d) E, (e) F, and (f) G. (g) Image analysis results, showing the changes in the number and diameter of faces measured as a function of volume expansion ratio of space holders. (h) Number and average diameter of faces measured from various samples using image analyzer. 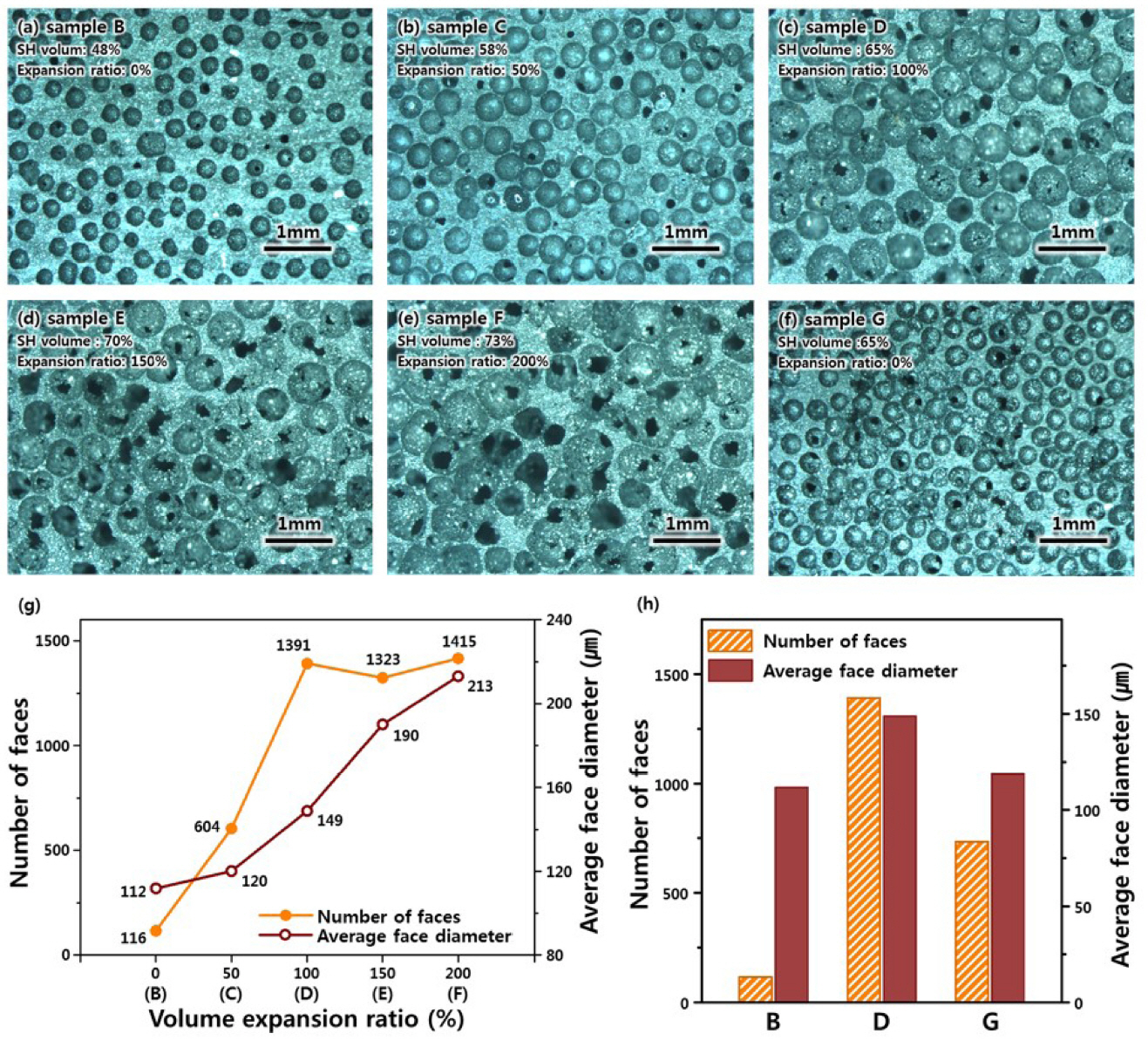
Fig. 4.
Comparison of cumulative distributions of pore numbers and face sizes measured from Sample D before and after sintering at 1100 °C and 1350 °C, respectively. 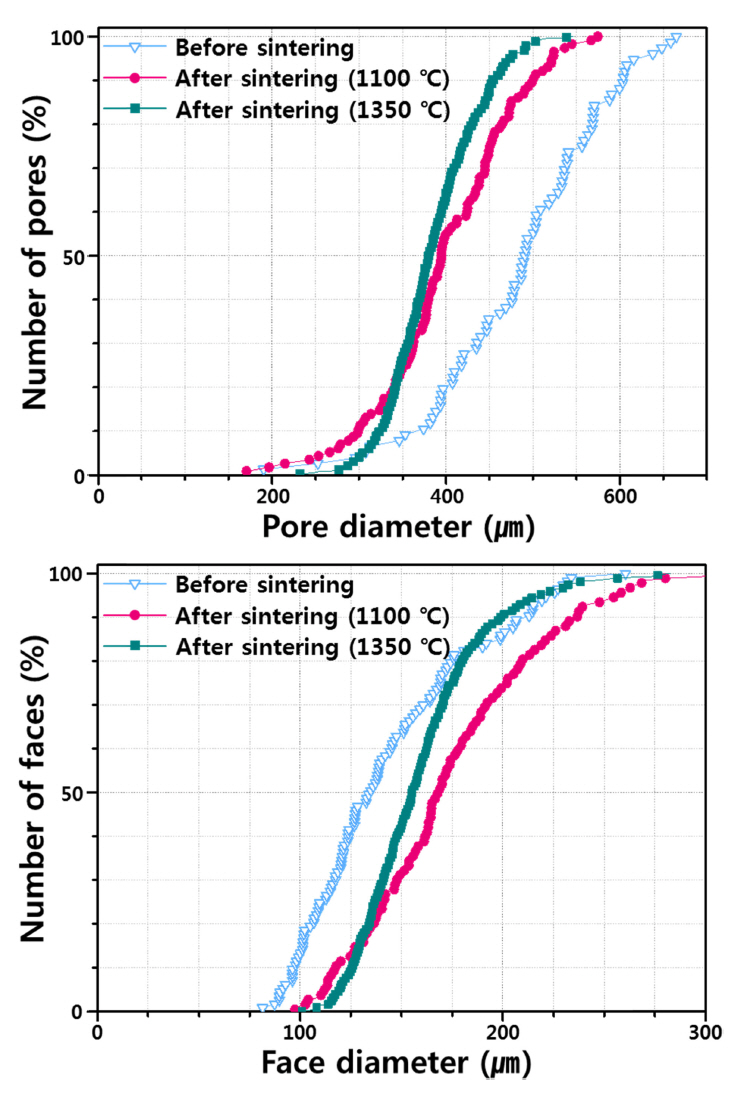
Fig. 5.
FE-SEM images of sample D in Table 1 sintered for 3 hours at 1350 °C. 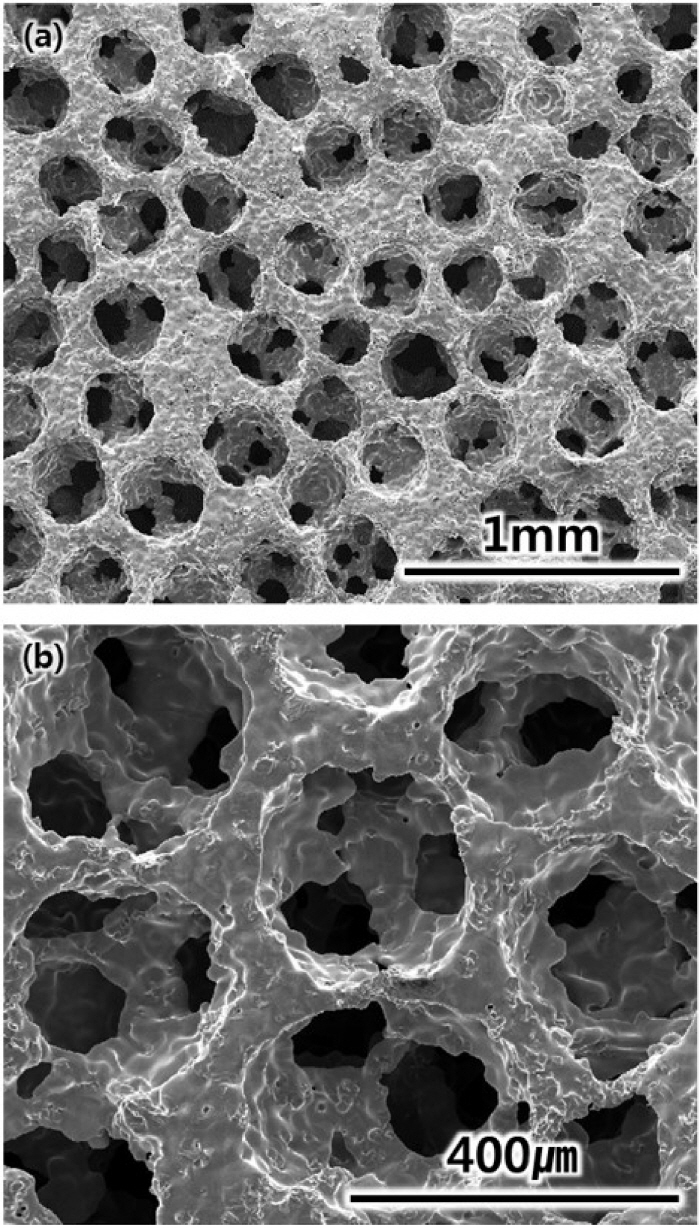
Fig. 6.
Compressive stress-strain curves obtained from a bulk Ti and Ti foams with porosities of 52 and 69%. 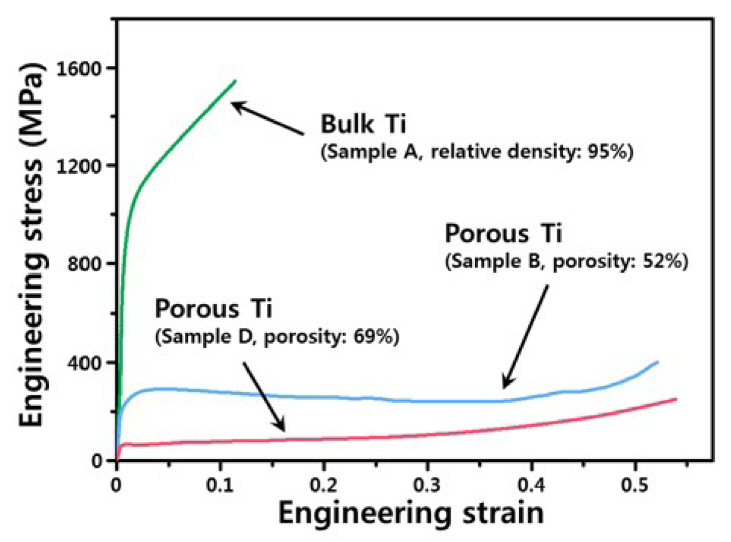
Appendix Fig. I.
(a) DTA and (b) TGA curves recorded from TiH2 powders used in this study. 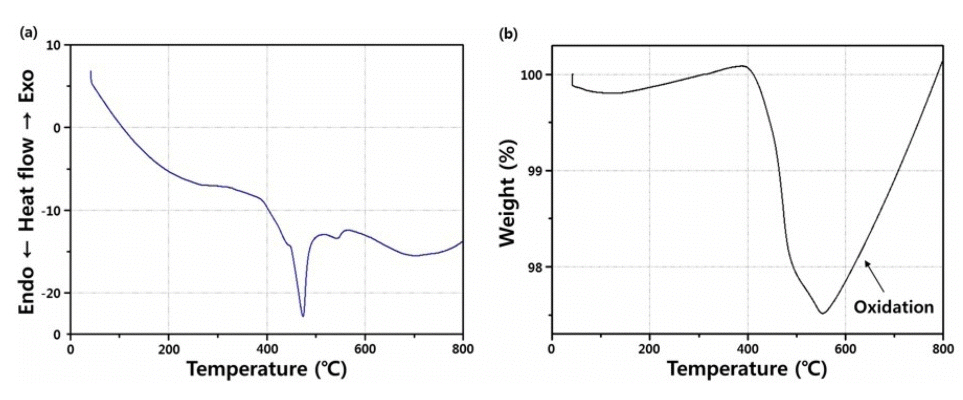
Appendix Fig. II.
X-ray diffraction patterns measured from TiH2 powders heat-treated for 1 hour at various temperatures. 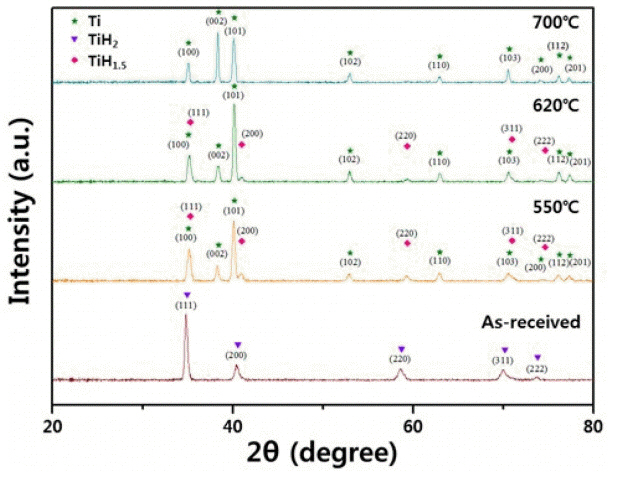
Appendix Fig. III.
Variations in the volume expansion of EPS measured as a function of heating temperature 
Table 1.
Volume fraction of the components comprising the feedstock samples and the volume expansion of space holders in each sample subjected to foaming at 110 °C
|
Sample |
Component portions of Feedstock
|
Expansion & volume of SH
|
|
Space holder (SH) (vol%) |
TiH2 powder (vol%) |
Binder (vol%) |
* Volume expansion of SH (%) |
Volume of SH in sample (%) |
|
A |
- |
50 |
50 |
- |
- |
|
B |
48 |
26 |
26 |
0 |
48 |
|
C |
48 |
26 |
26 |
50 |
58 |
|
D |
48 |
26 |
26 |
100 |
65 |
|
E |
48 |
26 |
26 |
150 |
70 |
|
F |
48 |
26 |
26 |
200 |
73 |
|
G |
65 |
17.5 |
17.5 |
0 |
65 |
Table 2.
Linear shrinkage in sample A, B and D of Table 1 after sintering
|
Sample |
SH volume (%) |
Sample before sintering
|
Shrinkage after sintering (%)
|
|
Average face diameter (mm) |
1100 °C × 3 h sintering |
1350 °C × 3 h sintering |
|
A |
0 |
- |
20.2 |
23.8 |
|
B |
48 |
112 |
21.6 |
25.1 |
|
D |
65 |
149 |
25.4 |
29.2 |
Table 3.
Relative density, porosity, and Young’s modulus measured from Sample A, B, and D
|
Sample |
Relative density (%) |
Porosity (%) |
Young’s modulus (GPa) |
|
A |
95 |
5 |
113 |
|
B |
48 |
52 |
58 |
|
D |
31 |
69 |
17 |
REFERENCES
1. I. H. Oh, N. Nomura, N. Masahashi, and S. Hanada, Scr. Mater. 49, 1197 (2003).  2. F. Li, J. Li, G. Xu, G. Liu, H. Kou, and L. Zhou, J. Mech. Behav. Biomed. Mater. 46, 104 (2015). 3. Y. Kuboki, H. Takita, D. Kobayashi, E. Tsuruga, M. Inoue, M. Murata, N. Nagai, Y. Dohi, and H. Ohgushi, J. Biomed. Mater. Res. 39, 190 (1998). 4. L. J. Chen, T. Li, Y. M. Li, H. He, and Y. H. Hu, Trans. Nonferrous Met. Soc. China. 19, 1174 (2009). 5. Y. Torres, J. J. Pavón, and J. A. Rodríguez, J. Mater. Proc. Technol. 212, 1061 (2012). 6. S. Muñoz, J. Pavón, J. A. Rodríguez-Ortiz, A. Civantos, J. P. Allain, and Y. Torres, Mat. Char. 108, 68 (2015). 7. Z. J. Wally, W. van Grunsven, F. Claeyssens, R. Goodall, and G. C. Reilly, Metals. 5, 1902 (2015). 8. W. Peng, L. Xu, J. You, L. Fang, and Q. Zhang, Biomed. Eng. OnLine. 15, 85 (2016). 9. F. Yang, C. Chen, Q. Zhou, Y. Gong, R. Li. C. Li, F. Klämpfl, S. Freund, X. Wu, Y. Sun, X. Li, M. Schmidt, D. Ma, and Y. Yu, Sci. Rep. 7, 45360 (2017).  10. G. Ryan, A. Pandit, and D. P. Apatsidis, Biomater. 27, 2651 (2006). 11. B. Otsuki, M. Takemoto, S. Fujibayashi, M. Neo, T. Kokubo, and T. Nakamura, Biomater. 27, 5892 (2006). 12. B. Y. Kim, S. H. Ko, and J. C. Lee, Korean J. Met. Mater. 55, 342 (2017). 13. M. Niinomi, M. Nakai, and J. Hieda, Acta. Biomater. 8, 3888 (2012). 14. N. G. D. Murray and D. C. Dunand, Acta. Mater. 52, 2269 (2004). 15. Y. Li, Z. M. Guo, J. J. Hao, and S. B. Ren, Powder Metallurgy. 51, 231 (2008). 16. S. C. P. Cachinho and R. N. Correia, Powder. Tech. 178, 109 (2007). 17. Z. Esen and S. Bor, Scr. Mater. 56, 341 (2007). 18. M. M. Shbeh and R. Goodall, Met. Powder. Rep. 71, 450 (2016). 19. M. F. Ashby, A. G. Evans, N. A. Fleck, L. J. Gibson, J. W. Hutchinson, and H. N. G. Wadley, Wadley, Metal Foams: A Design Guide, Butterworth-Heinemann, Boston (2000).
20. P. S. Liu and G. F. Chen, Porous Materials: processing and applications, Butterworth-Heinemann, Boston (2014).
21. M. Khodaei, M. Fathi, M. Meratian, and O. Savabi, Mater. Res. Express. 5, 055401 (2018). 22. A. Noorsyakirah, M. Mazlan, O. M. Afian, M. A. Aswad, S. M. Jabir, M. Z. Nurazilah, N. H. M. Afiq, M. Bakar, A. J. M. Nizam, O. A. Zahid, and M. H. M. Bakri, Procedia. Chem. 19, 552 (2016). 23. A. Manonukul, N. Muenya, F. Léaux, and S. Amaranan, J. Mater. Proc. Technol. 210, 529 (2010). 24. F. H. Donald, Handbook of Metal Injection Molding, Woodhead Publ Mater, Cambridge (2012).
25. Y.-A. Joo, Y.-K. Kim, T.-S. Yoon, and K.-A. Lee, Met. Mater. Int. 24, 363 (2018). 26. K. Nishiyabu, S. Matsuzaki, and S. Tanaka, High. Temp. Mater. Proc. 26, 257 (2007). 27. L. M. Vasconcellos, D. O. Leite, F. N. Oliveira, Y. R. Carvalho, and C. A. Cairo, Braz. Oral. Res. 24, 399 (2010). 28. A. Uchida, S. Nade, E. McCartney, and W. Ching, J. Orthop. Res. 3, 65 (1985). 29. W. Xue, B. V. Krishna, A. Bandyopadhyay, and S. Bose, Acta. Biomater. 3, 1007 (2007). 30. S. F. Hulbert, F. A. Young, R. S. Mathews, J. J. Klawitter, C. D. Talbert, and F. H. Stelling, J. Biomed. Mater. Res. 4, 433 (1970). 31. V. Karageorgiou and D. Kaplan, Biomater. 26, 5474 (2005). 32. D. Jing, S. Tong, M. Zhai, X. Li, J. Cai, Y. Wu, G. Shen, X. Zhang, Q. Xu, Z. Guo, and E. Luo, Sci. Rep. 5, 17134 (2015). 33. A. Bandyopadhyay, F. Espana, V. K. Balla, S. Bose, Y. Ohgami, and N. M. Davies, Acta. Biomater. 6, 1640 (2010). 34. E. A. Brandes and G. B. Brook, Smithells Metals Reference Book, 7th ed. Butterworth-Heinemann, Boston (1992).
35. L. J. Gibson and M. F. Ashby, Cellular Solids: Structure and Properties. 2nd ed. Cambridge University Press, Cambridge (1997). 36. J. M. Jang, W. S. Lee, and S. H. Ko, J. Kor. Inst. Met. & Mater. 43, 292 (2005).
37. M. Özcan and C. Hämmerle, Mater. 5, 1528 (2012). 38. A. C. Fraker and A. W. Ruff, J. Metals. 29, 22 (1977). 39. M. Niinomi, Mater. Sci. Eng. A. 243, 231 (1998). 40. J. D. Bobyn, A. H. Glassman, H. Goto, J. J. Krygier, J. E. Miller, and C. E. Brooks, Clin. Orthop. Relat. Res. 261, 196 (1990).
41. S. A. Goldstein, L. S. Matthews, J. L. Kuhn, and S. J. Hollister, J. Biomechanics. 24, 135 (1991). 42. R. E. Guldberg, M. Richards, N. J. Caldwell, C. L. Kuelske, and S. A. Goldstein, J. Biomechanics. 30, 147 (1997).
Appendices
Appendix A
TiH 2는 고온에서 Ti과 H 2로 분해되는 상변태를 일으킨다. 본 연구에서 사용한 TiH 2 분말의 탈수소화 거동을 확인하 기 위해 Ar분위기(유속 50 ml min -1) 내에서 1 °C/min의 승온 속도로 DTA 및 TGA를 사용하여 열분석(SDT Q600) 하였으며, 그 결과를 Appendix의 그림 I에 나타내 었다. DTA 결과에서 TiH 2 분말은 각각 440 °C 및 473 °C 에서 두 개의 흡열반응을 보였으며( Appendix 그림Ⅰ(a)), TGA 측정 결과 390 °C에서 무게가 감소되기 시작하였다 ( Appendix 그림 I(b)). TiH 2의 탈수소화 반응은 TiH 2 → TiHx → Ti의 두 단계를 거쳐 일어난다는 것이 널리 알려 져 있으며, 본 연구에서 사용된 TiH 2 분말의 경우 두 가 지 반응이 각각 440 °C 및 473 °C에서 빠른 속도로 진행 됨을 알 수 있다. Appendix 그림 II는 TiH 2 분말을 1 × 10-4 Pa의 진공 분위기에서 각각 550 °C, 620 °C 및 700 °C에서 1시간 동안 열처리한 후 측정한 XRD 결과이 다. 550 °C와 620 °C에서 열처리한 분말에서는 준안정상인 TiH 1.5 상이 존재하였으나 700 °C에서 열처리한 분말에서는 탈수소화가 완전히 종료된 Ti 단상의 피크가 관찰되었다.
Appendix B
본 연구에서 스페이스 홀더로 사용된 발포성 폴리스티렌 비드의 팽창 특성을 조사하기 위해 각각 70 °C, 80 °C, 90 °C, 100 °C 및 110 oC의 오븐에서 1시간 동안 가열한 후, 그 크기를 측정하였다. Appendix 그림 Ⅲ에 가열 온도 에 따른 폴리스티렌 비드의 부피팽창률 ( Ve- V0)/ V0×100) (V 0 : 초기부피, V e : 가열 후 부피) 변화를 나타내었다. 70 °C에서 폴리스티렌 비드는 거의 팽창하지 않았으며 80 °C에서는 59%의 부피팽창률을 보였으나 90 °C이상에서 는 온도에 따라 급격히 팽창하였으며 110 °C에서 3,564% 의 매우 높은 부피팽창을 나타내었다.
|
|











