1. ņä£ ļĪĀ
Alloy 600ņØĆ Ni-16Cr-9Fe ĒĢ®ĻĖłņ£╝ļĪ£ Ļ░ĆņĢĢ Ļ▓ĮņłśļĪ£(pressurized water reactor, PWR)ņŚÉņä£ ņ”ØĻĖ░ļ░£ņāØĻĖ░ ņĀäņŚ┤Ļ┤Ć, ņĀ£ņ¢┤ļ┤ē ņĢłļé┤Ļ┤Ć, ņØ┤ņóģ ĻĖłņåŹ ņÜ®ņĀæ ņ×¼ļŻī ļō▒ņ£╝ļĪ£ ņé¼ņÜ®ļÉ£ļŗż[1,2]. ņØ┤ ĒĢ®ĻĖłņØĆ ļé┤ņŗØņä▒ņØ┤ ņÜ░ņłśĒĢśņ¦Ćļ¦ī Alloy 600Ļ│╝ ĻĘĖ ņÜ®ņĀæ ņ×¼ļŻī weld 182ļŖö 1ņ░©ņłś ņØæļĀź ļČĆņŗØ ĻĘĀņŚ┤(primary water stress corrosion cracking, PWSCC)ļĪ£ ņåÉņāü ļÉ£ļŗż [3,4]. PWSCCļØ╝ļŖö ņÜ®ņ¢┤Ļ░Ć ņé¼ņÜ®ļÉśļŖö ņØ┤ņ£ĀļŖö PWRņØś 1ņ░© Ļ│äĒåĄņłśļŖö ņÜ®ņĪ┤ ņé░ņåī ļåŹļÅäĻ░Ć 10 ppb ņØ┤ĒĢśļĪ£ ļé«Ļ│Ā, ņøÉņ×ÉļĪ£ņØś ĒĢĄļČäņŚ┤ ļ░śņØæļÅäļź╝ ņĪ░ņĀłĒĢśĻĖ░ ņ£äĒĢ┤ Ēł¼ņ×ģļÉ£ ļČĢņé░ņØĆ ļČäņ×É ņāüĒā£ļĪ£ ņÜ®ĒĢ┤ļÉśņ¢┤ ļČĆņŗØņä▒ņØ┤ ļ¦żņÜ░ ļé«ņØīņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņ×ģĻ│ä ĒīīĻ┤┤Ļ░Ć ņØ╝ņ¢┤ļéśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [5]. Alloy 600ņØś ņ×ģĻ│ä ĒīīĻ┤┤ļŖö ņøÉņ×ÉļĪ£ Ļ░ĆļÅÖ ņś©ļÅäņØĖ 330 ┬░CņØś 1ņ░©ņłś ĒÖśĻ▓ĮņŚÉņä£ 10-7/s ņØ┤ĒĢśņØś ņĀĆļ│ĆĒśĢļźĀļĪ£ ņØĖņן ņŗ£ĒŚśļÉśņŚłņØä ļĢīļ¦ī ņ×¼ĒśäļÉśļŖöļŹ░, ņØ┤Ļ▓āņØĆ PWSCCĻ░Ć ņøÉņ×ÉņØś ĒÖĢņé░ņŚÉ ņØśĒĢ┤ņä£ ņ¦Ćļ░░ļÉ£ļŗżļŖö ņØśļ»ĖņØ┤ļŗż.
Alloy 600ņŚÉņä£ ļŗ© ļ▓öņ£ä ĻĘ£ņ╣Ö(short range ordering, SRO) ļ░śņØæņØĆ 2000ļģäļīĆ ļōżņ¢┤ ņŗ£ņ░© ņŚ┤ļČäņäØ(differential scanning calorimeter, DSC)ņØä ĒåĄĒĢśņŚ¼ ņĪ┤ņ×¼Ļ░Ć ļ│┤Ļ│ĀļÉśņŚłļŗż [2,5-7]. ņØ┤ ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤ Alloy 600ņØś ĻĘ£ņ╣ÖĒÖö ļ░śņØæņØĆ ņøÉņ×ÉņØś ļ░░ņŚ┤Ļ│╝ Ļ┤ĆļĀ©ļÉ£ ņ╣śĒÖśĒśĢ ĒÖĢņé░ ņĀ£ņ¢┤ Ļ│╝ņĀĢņŚÉ ņØśĒĢśņŚ¼ ņ¦Ćļ░░ļÉśļ®░, 520 ┬░C ņØ┤ĒĢśņŚÉņä£ ĻĘ£ņ╣ÖĒÖö, 580 ┬░C ņØ┤ņāüņŚÉņä£ļŖö ļČłĻĘ£ņ╣ÖĒÖö ļÉ£ļŗż. ņłśļāē(water quenching, WQ) ņ▓śļ”¼ĒĢ£ Alloy 600ņØĆ 450~520 ┬░CņŚÉņä£ ĻĘ£ņ╣Ö ļ░śņØæņØ┤ ņØ╝ņ¢┤ļéśļŖö ļ░śļ®┤ ļāēĻ░ä Ļ░ĆĻ│ĄĒĢ£ Alloy 600ņØĆ 150~400 ┬░C ņĀĢļÅäņŚÉņä£ ĻĘ£ņ╣Ö ļ░śņØæņØ┤ ņØ╝ņ¢┤ļé£ļŗż [6,7]. Alloy 600ņŚÉņä£ ņØ╝ņ¢┤ļéśļŖö SRO ļ░śņØæņØś ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦ĆļŖö 190 kJ/molļĪ£ PWSCCņØś ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦Ć 180-210 kJ/molĻ│╝ ņ£Āņé¼ĒĢśļ»ĆļĪ£ SRO ļ░śņØæņØĆ PWSCCņØś ņŚ┤ņĀü ĒÖ£ņä▒ĒÖö Ļ│╝ņĀĢņØś ļ│Ėņ¦łņŚÉ ņל ļČĆĒĢ®ĒĢ£ļŗż [8].
2013ļģä ĻĘ£ņ╣Ö ļ░śņØæņŚÉ ĻĖ░ņ┤łĒĢ£ PWSCC ĻĖ░ĻĄ¼ [8]Ļ░Ć ņĀ£ņĢłļÉĀ ļĢīĻ╣īņ¦Ć PWSCC Ļ░£ņŗ£ņØś ņŚ┤ņĀü ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦ĆņØś ļ¼╝ļ”¼ņĀü ņØśļ»Ėļź╝ ņäżļ¬ģĒĢĀ ņłś ņŚåņŚłļŗż. ņØ┤ ĻĖ░ĻĄ¼ļŖö PWSCC ĒśäņāüņØ┤ ĻĘ£ņ╣ÖĒÖö ļ░śņØæņŚÉ ņØśĒĢ£ Ļ▓®ņ×É ņłśņČĢņŚÉ ņØśĒĢśņŚ¼ ņ¦Ćļ░░ļÉ£ļŗżĻ│Ā ņäżļ¬ģĒĢ£ļŗż.ņØ┤ ĻĖ░ĻĄ¼ļź╝ ļÆĘļ░øņ╣©ĒĢśļŖö ņŗżĒŚś Ļ▓░Ļ│╝ļŖö ņĀĆ ļ│ĆĒśĢļźĀ ņŗ£ĒŚś(slow strain rate test, SSRT) ņĀäņŚÉ ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ĒĢ£ Weld 182 ņÜ®ņĀæ ņ×¼ļŻīĻ░Ć PWSCC Ļ░£ņŗ£ņŚÉ Ēü░ ņĀĆĒĢŁņä▒ņØä ļ│┤ņØĖļŗżļŖö ņé¼ņŗżņØ┤ļŗż. ņ”ē, Ļ░ĆļÅÖ ĒÖśĻ▓ĮņŚÉņä£ SRO ļ░śņØæņØ┤ ņØ╝ņ¢┤ļéśņ¦Ć ņĢŖņ£╝ļ®┤ ņ×ģĻ│ä ĒīīĻ┤┤Ļ░Ć Ļ▒░ņØś ņ×¼ĒśäļÉśņ¦Ć ņĢŖļŖöļŗż. ļśÉĒĢ£ ņØ┤ ĻĖ░ĻĄ¼ļŖö ĻĘ£ņ╣ÖĒÖö ļ░śņØæņŚÉ ņØśĒĢ£ Ļ▓®ņ×É ņłśņČĢņØ┤ ĒĢäņÜöņČ®ļČäņĪ░Ļ▒┤ņØ┤ļ®░, ļČĆņŗØ ĒśäņāüņØĆ ņČ®ļČäņĪ░Ļ▒┤ņØ┤ ņĢäļŗłļØ╝ļŖö ņĀÉņŚÉņä£ ĻĖ░ņĪ┤ņØś ņäżļ¬ģĻ│╝ļŖö ņÖäņĀäĒ׳ ļŗżļź┤ļŗż. ļö░ļØ╝ņä£ ņś©ļÅäņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ PWSCC Ļ░£ņŗ£Ļ░Ć ļ╣©ļØ╝ņ¦ĆļŖö Ļ▓āņØĆ ņś©ļÅäņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ĒÖĢņé░ņØ┤ ļ╣©ļØ╝ņ¦Ćļ®┤ ĻĘ£ņ╣ÖĒÖö ņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦ĆĻ│Ā, Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņ×ģĻ│äļź╝ ļ▓īļ”¼ļŖö ĻĄ¼ļÅÖļĀźņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ņ×ģĻ│äĻ░Ć ļ▓īņ¢┤ņ¦ĆļŖö ņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦ĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
ĻĖ░ņĪ┤ņŚÉļŖö ņ×ģĻ│ä ĒīīĻ┤┤Ļ░Ć Ļ▓░ņĀĢļ”ĮĻ│äņØś ņ¢æĻĘ╣ ņÜ®ĒĢ┤ (anodic dissolution)ņŚÉ ņØśĒĢ┤ ņØ╝ņ¢┤ļéśļŖö Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉśņ¢┤ ņÖöļŗż [1,2]. ĻĘĖļ¤¼ļéś ņĄ£ĻĘ╝ņŚÉļŖö ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ļŗżļźĖ ņŚ┤ņ▓śļ”¼ ļ░®ļ▓ĢņØä ņĀüņÜ®ĒĢ£ Alloy 600ņŚÉ ļīĆĒĢ£ PWSCC ņśłļ»╝ņä▒ņØä ņĪ░ņé¼ĒĢ£ Ļ▓░Ļ│╝, ņśłļ»╝ĒÖö(sensitization) ņ▓śļ”¼ļÉśņ¢┤ ņ×ģĻ│äņØś Cr Ļ▓░ĒĢŹņØ┤ ĒśĢņä▒ļÉ£ ņ×¼ļŻīĻ░Ć Ļ░Ćņן ņĘ©ņĢĮĒĢśņ¦Ć ņĢŖļŗżļŖö Ļ▓āņØ┤ ļ░ØĒśĆņĪīļŗż [9]. ņØ┤ Ļ▓░Ļ│╝ļŖö ņĀüņ¢┤ļÅä PWSCC ĒśäņāüņØ┤ ļČĆņŗØ ĒśäņāüņŚÉ ņØśĒĢ┤ ņ¦Ćļ░░ļÉśņ¦Ć ņĢŖļŖöļŗżļŖö ņØśļ»ĖņØ┤ļŗż.
Alloy 600ņØĆ ņĄ£ņóģņĀüņØĖ mill annealing(MA) ļ░®ļ▓ĢņŚÉ ļö░ļØ╝ HTMA (high temperature mill anneal), LTMA (low temperature mill anneal), ņŚ┤ņĀü ņ▓śļ”¼ (thermal treatment, TT)ļĪ£ ĻĄ¼ļČäļÉ£ļŗż. ņŚ¼ĻĖ░ņä£ MAļŖö Alloy 600 ļČĆĒÆł ņĀ£ņĪ░ Ļ│ĄņĀĢņØś ļ¦łņ¦Ćļ¦ē ļŗ©Ļ│äņŚÉņä£ ņĀüņÜ®ĒĢśļŖö ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢņØä ļ¦ÉĒĢśļ®░ ņĄ£ņóģ ļāēĻ░ü Ļ│ĄņĀĢņØĆ WQ ņ▓śļ”¼ļÉ£ļŗż. Alloy 600ņŚÉ ņĀüņÜ®ļÉ£ ņŚ┤ņ▓śļ”¼ļŖö LTMA, HTMA, TTņØś ņł£ņä£ļĪ£ ņāüņÜ® Ļ│ĄņĀĢņŚÉ ņĀüņÜ®ļÉśņŚłļŗż. HTMAļŖö ĒāäĒÖöļ¼╝ņØ┤ ņÖäņĀäĒ׳ ļČäĒĢ┤ļÉśņ¢┤ ĻĖ░ņ¦ĆņŚÉ Ļ│ĀņÜ®ļÉĀ ņłś ņ׳ļŖö 1050 ┬░C ņØ┤ņāüņØś ļåÆņØĆ ņś©ļÅäņŚÉņä£ WQ ņ▓śļ”¼ĒĢśĻ│Ā, LTMAļŖö ĒāäĒÖöļ¼╝ņØ┤ ņÖäņĀäĒ׳ ļČäĒĢ┤ļÉśņ¦Ć ņĢŖļŖö ņś©ļÅäņØĖ 920-980 ┬░CņŚÉņä£ WQ ņ▓śļ”¼ĒĢ£ļŗż. ļ░śļ®┤, TTļŖö HTMA ņ×¼ļŻīļź╝ 700 ┬░CņŚÉņä£ 15-24ņŗ£Ļ░ä ņĀĢļÅä ņ£Āņ¦ĆĒĢśņŚ¼ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ĒāäĒÖöļ¼╝ņØ┤ ņäØņČ£ļÉśļÅäļĪØ ņ¦äĻ│Ą ņŚ┤ņ▓śļ”¼ĒĢśļ»ĆļĪ£ ņĄ£ņóģ ļāēĻ░üĻ│╝ņĀĢņŚÉņä£ ļģĖļāē(furnace cooling, FC) ļÉ£ļŗż. ņśłļ»╝ĒÖö(sensitized, SEN) ņ▓śļ”¼ļŖö HTMA ņ×¼ļŻīļź╝ 600 ┬░CņŚÉņä£ 24ņŗ£Ļ░ä ņ▓śļ”¼ĒĢśņŚ¼ Cr Ļ▓░ĒĢŹņØä ĒśĢņä▒ņŗ£Ēé© ņŗżĒŚśņĀü ņ▓śļ”¼ Ļ│ĄņĀĢņØ┤ļŗż.
ņĄ£ĻĘ╝ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ PWSCC ņĀĆĒĢŁņä▒ņØĆ LTMA < SEN < HTMA < TTņØś ņł£ņ£╝ļĪ£ ļåÆņĢäņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņ¢┤ ņ׳ļŗż [9]. ņ”ē, ņ×ģĻ│äņŚÉ Cr Ļ▓░ĒĢŹņØ┤ ņ׳ņ¢┤ņä£ ļČĆņŗØņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁņä▒ ļ│┤ĒśĖļ¦ēņØä ĒśĢņä▒ĒĢĀ ņłś ņŚåļŖö SEN ņ×¼ļŻīĻ░Ć LTMAļ│┤ļŗż PWSCC ņĀĆĒĢŁņä▒ņØ┤ ļŹö Ēü¼ļŗż. ņØ┤Ļ▓āņØĆ PWSCCĻ░Ć ļČĆņŗØņŚÉ ņØśĒĢ┤ ņ¦Ćļ░░ļÉśņ¦Ć ņĢŖļŖöļŗżļŖö ņØśļ»ĖņØ┤ļ®░, ļČĆņŗØ ĒśäņāüņØĆ LTMA 600ņØ┤ Ļ░Ćņן ņĘ©ņĢĮĒĢ£ ņØ┤ņ£Āļź╝ ņäżļ¬ģĒĢĀ ņŚåļŗż. ĻĘĖļ¤¼ļéś ĻĘ£ņ╣Ö ļ░śņØæņŚÉ ĻĖ░ņ┤łĒĢ£ PWSCC ĻĖ░ĻĄ¼ [8]ļŖö Alloy 600ņØś ĻĘ£ņ╣ÖĒÖö ņåŹļÅäĻ░Ć PWSCC ņśłļ»╝ņä▒ņØä Ļ▓░ņĀĢĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢ£ ļ░ö ņ׳ņ£╝ļ»ĆļĪ£ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ Alloy 600ņØś ĻĘ£ņ╣ÖĒÖö ņåŹļÅäļź╝ ņĪ░ņé¼ĒĢ┤ ļ│╝ ĒĢäņÜöĻ░Ć ņ׳ļŗż.
ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ļŖö ĻĘ£ņ╣Ö ļ░śņØæņŚÉ ĻĖ░ņ┤łĒĢ£ PWSCC ĻĖ░ĻĄ¼ļź╝ ļ░öĒāĢņ£╝ļĪ£ LTMA Alloy 600ņØś ņĘ©ņĢĮņä▒ņØä ņäżļ¬ģĒĢśĻ│Āņ×É ņŚ¼ļ¤¼ Ļ│ĄņĀĢņ£╝ļĪ£ ņ▓śļ”¼ĒĢ£ Alloy 600ņŚÉņä£ ĻĘ£ņ╣Ö ļ░śņØæņŚÉ ņØśĒĢ£ Ļ▓®ņ×É ņłśņČĢņØś ņåŹļÅäļź╝ ņżæņä▒ņ×É ĒÜīņĀłņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņ▓┤Ļ│äņĀüņ£╝ļĪ£ ņĪ░ņé¼ĒĢśņśĆļŗż. ņØ┤ ņĪ░ņé¼ Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäļź╝ ņĀĢļ¤ēņĀüņ£╝ļĪ£ ĒÅēĻ░ĆĒĢśĻ│Ā LTMA Alloy 600ņØ┤ Ļ░Ćņן ņĘ©ņĢĮĒĢ£ ņØ┤ņ£Āļź╝ ņäżļ¬ģĒĢśņśĆļŗż.
2. ņŗż ĒŚś
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ņ×¼ļŻīļŖö ņ¦üĻ▓Į 10 mm ņĀĢļÅäņØś ļ┤ēņāüņØ┤ļ®░ ĒÖöĒĢÖ ņä▒ļČäņØĆ Ēæ£ 1ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░Öļŗż. HTMAļŖö 1100 ┬░CņŚÉņä£ 30ļČäĻ░ä ņ£Āņ¦ĆĒĢ£ Ēøä WQ ņ▓śļ”¼ĒĢśņśĆļŗż. LTMAļŖö HTMA ņ×¼ļŻīļź╝ 970 ┬░CņŚÉņä£ 30ļČäĻ░ä ņ£Āņ¦ĆĒĢ£ Ēøä WQ ņ▓śļ”¼ĒĢśņśĆļŗż. HTMAņÖĆ LTMAļŖö ļāēĻ░ü ņĪ░Ļ▒┤ņØĆ Ļ░ÖĻ│Ā ņåīļæö ņś©ļÅäļ¦ī ļŗżļź┤ļŗż. SEN Alloy 600ņØĆ HTMA ņ×¼ļŻīļź╝ 600 ┬░CņŚÉņä£ 24ņŗ£Ļ░ä ņ£Āņ¦ĆĒĢśĻ│Ā WQ ņ▓śļ”¼ĒĢśņśĆļŗż. FC ņŗ£ĒÄĖņØĆ 1100 ┬░CņŚÉņä£ 30ļČä ņ£Āņ¦ĆļÉ£ Ēøä FC ņ▓śļ”¼ļÉśņŚłļŗż.
Alloy 600ņŚÉ ņĀüņÜ®ļÉśļŖö ņāüņŚģņĀüņØĖ ņŚ┤ņ▓śļ”¼ļŖö ļ¬©ļæÉ 700 ┬░C ņØ┤ņāüņŚÉņä£ ņŗżņŗ£ļÉ£ļŗż. LTMAņÖĆ HTMAļŖö WQ ņ▓śļ”¼ļÉśĻ│Ā, TT ņ▓śļ”¼ļŖö HTMA ņ×¼ļŻīļź╝ 700-750 ŌäāņØś ņ¦äĻ│ĄļĪ£ņŚÉņä£ ņŚ┤ņ▓śļ”¼ĒĢśļ»ĆļĪ£ ļāēĻ░ü Ļ│╝ņĀĢņØĆ FC ņ▓śļ”¼ļÉ£ļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ FCļŖö Alloy 600 TTļĪ£ Ļ░äņŻ╝ļÉ£ļŗż. ņÖ£ļāÉĒĢśļ®┤ 700 ┬░CņŚÉņä£ ņŚ┤ņ▓śļ”¼ Ēøä WQ ņ▓śļ”¼ĒĢśļ®┤ ļČłĻĘ£ņ╣ÖĒÖöļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [5,6]. Alloy 600ņŚÉņä£ SRO ļ░śņØæņØ┤ Ļ│ĀļĀżļÉśĻĖ░ ņĀäĻ╣īņ¦ĆļŖö Alloy 600ņŚÉ ņāüņÜ® ņŚ┤ņ▓śļ”¼ļŖö ĒāäĒÖöļ¼╝ ņäØņČ£ņØä ņĀ£ņ¢┤ļź╝ ņ£äĒĢ£ Ļ▓āņØ┤ņŚłļŗż.
HTMA ņ×¼ļŻīņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ SEMņŚÉ ņןņ░®ļÉ£ EBSDļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ┤Ćņ░░ĒĢśņśĆļŗż. EBSD ļČäņäØņÜ® ņŗ£ĒŚśĒÄĖņØĆ CW2000Ļ╣īņ¦Ć ĻĖ░Ļ│äņĀüņ£╝ļĪ£ ņŚ░ļ¦łĒĢśĻ│Ā, 10% perchloric acid (HClO) + 90% ļ®öĒāäņś¼ ņÜ®ņĢĪņ£╝ļĪ£ ņĀäĒĢ┤ ņŚ░ļ¦łĒĢśņŚ¼ grinding Ļ│╝ņĀĢņŚÉņä£ ĒśĢņä▒ļÉ£ Ēæ£ļ®┤ ļ│ĆĒśĢ ņĖĄņØä ņČ®ļČäĒ׳ ņĀ£Ļ▒░ĒĢśņśĆļŗż.
HTMA, LTMA, TT, SEN ņ▓śļ”¼ļÉ£ Alloy 600ņØĆ 400 ┬░CņŚÉņä£ ņĄ£ļīĆ 6,000ņŗ£Ļ░äĻ╣īņ¦Ć ļō▒ņś© ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ĒĢśņśĆļŗż. ņØ┤ ņŗ£ĒÄĖļōżņØĆ ņżæņä▒ņ×É ĒÜīņĀł (high resolution neutron diffraction, HRPD) ņŗżĒŚśņØä ĒåĄĒĢ┤ Ļ▓®ņ×É ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢśņśĆļŗż [2]. ņżæņä▒ņ×É ĒÜīņĀł ņŗ£ĒŚś ņןņ╣śļŖö ņ░ĖĻ│Ā ļ¼ĖĒŚīņŚÉ ņל ņäżļ¬ģļÉśņ¢┤ ņ׳ļŗż. ņżæņä▒ņ×É ĒÜīņĀłņŚÉ ņé¼ņÜ®ļÉ£ ņŗ£ĒÄĖņØĆ ╬”10 ├Ś 40 mm ņĀĢļÅäņØ┤ļ®░, ĒÜīņĀł ņŗżĒŚśņØĆ ņŗ£ĒÄĖ ņĀäņ▓┤ņØś ĒÅēĻĘĀņĀüņØĖ Ļ▓®ņ×É ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢ£ Ļ▓āņØ┤ļŗż. ĒÜīņĀł ņĖĪņĀĢ ņżæņŚÉļŖö ļ┤ēņØś ĻĖĖņØ┤ ļ░®Ē¢ź ņČĢņØä ņżæņŗ¼ņ£╝ļĪ£ ĒÜīņĀäļÉśņŚłļŗż. ļö░ļØ╝ņä£ ĒÜīņĀłņØä ņØ╝ņ£╝Ēé© Ļ▓░ņĀĢļ®┤ļōżņØĆ ļ░śĻ▓Į ļ░®Ē¢źņŚÉ ņłśņ¦üĒĢśĻ▓ī ļåōņØĖ ļ®┤ņØ┤ļŗż. ņżæņä▒ņ×É ĒÜīņĀłņØĆ Ļ▓®ņ×É ļ│ĆĒÖöļź╝ ļåÆņØĆ ņŗĀļó░ļÅäļĪ£ ņĖĪņĀĢĒĢĀ ņłś ņ׳ņ£╝ļ»ĆļĪ£ ĻĘ£ņ╣ÖĒÖöņŚÉ ļö░ļźĖ ņØ┤ļ░®ņĀü(anisotropic) Ļ▓®ņ×É ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŖö ņ£ĀņÜ®ĒĢ£ ļČäņäØ ļ░®ļ▓ĢņØ┤ļŗż.
ņżæņä▒ņ×É ĒÜīņĀł Ļ▓░Ļ│╝ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ ņŗ£Ļ░äņŚÉ ļö░ļźĖ Ļ▓®ņ×É ņłśņČĢļźĀņØĆ peakņØś ĒÜīņĀł Ļ░üļÅä ļ│ĆĒÖö(center of gravity)ļĪ£ Ļ│äņé░ĒĢśņśĆļŗż. ņ”ē, ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ņ┤łĻĖ░ ļ®┤Ļ░ä Ļ▒░ļ”¼ļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ņŗ£Ļ░äņŚÉ ļö░ļźĖ Ļ▓®ņ×É ļ│ĆĒÖöļŖö (d ordered ŌĆō d initial)/d initial ņŗØņŚÉ ļö░ļØ╝ Ļ│äņé░ļÉśņŚłļŗż. ņżæņä▒ņ×É ĒÜīņĀłļĪ£ ņĖĪņĀĢļÉ£ ļ®┤Ļ░ä Ļ▒░ļ”¼ ļ│ĆĒÖöņ£©ņØś ņŗĀļó░ļÅäļŖö ┬▒0.004% ņĀĢļÅäņØ┤ļŗż.
3. Ļ▓░ Ļ│╝
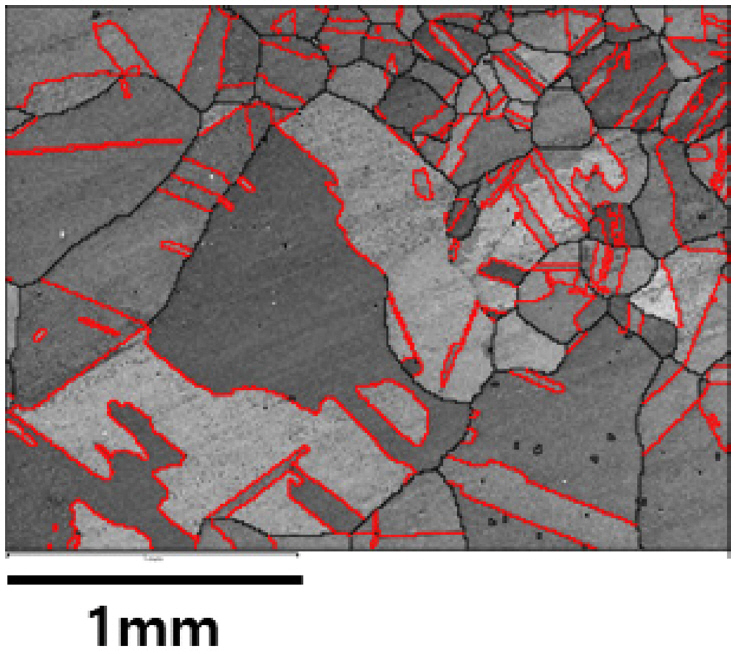
HTMA ņ▓śļ”¼ļÉ£ Alloy 600ņØä EBSDļĪ£ Ļ┤Ćņ░░ĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØĆ ĻĘĖļ”╝ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Alloy 600 ņ×¼ļŻīņØś ņĀ£ņĪ░ Ļ│╝ņĀĢņŚÉņä£ ĒśĢņä▒ļÉ£ Ļ░ĆĻ│Ą ĒÜ©Ļ│╝ļź╝ ņĀ£Ļ▒░ĒĢśĻ│Ā ĒāäĒÖöļ¼╝ ņäØņČ£ņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĒāäĒÖöļ¼╝ņØś ņÜ®ĒĢ┤Ļ░Ć ņČ®ļČäĒ׳ ņØ╝ņ¢┤ļéśļŖö ņś©ļÅäņŚÉņä£ ņŚ┤ņ▓śļ”¼ Ē¢łĻĖ░ ļĢīļ¼ĖņŚÉ ļō▒ļ░® ĒśĢĒā£ņØś Ļ▓░ņĀĢņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ĻĘĖļ”╝ņŚÉņä£ ļ╣©Ļ░ä ņäĀņ£╝ļĪ£ Ēæ£ņŗ£ļÉ£ ņäĀņØĆ ╬Ż3 Ļ│äļ®┤ņ£╝ļĪ£ ļČłļ”¼ļŖö ņīŹņĀĢ Ļ│äļ®┤ņØä ļéśĒāĆļé┤ļ®░ Ļ▒░ņØś ļ¬©ļōĀ Ļ▓░ņĀĢņŚÉņä£ ļéśĒāĆļé£ļŗż.
ĻĘĖļ”╝ 2ņŚÉ ļ│┤ņØĖ ļ░öņÖĆ Ļ░ÖņØ┤ HTMA Alloy 600ņØĆ 400 ┬░CņŚÉņä£ aging ņŗ£Ļ░äņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ Ļ▓®ņ×ÉņØś ņłśņČĢņØ┤ ņĀÉņ¦äņĀüņ£╝ļĪ£ ņØ╝ņ¢┤ļéśĻ│Ā ņĢĮ 2,000 ņŗ£Ļ░äņØ┤ ļÉśļ®┤ Ļ▓®ņ×É ņłśņČĢņØĆ ĒżĒÖöļÉ£ļŗż. ĻĘĖļ¤¼ļéś (220)Ļ│╝ (311) ļ®┤ņØĆ ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ ņ┤łĻĖ░ņŚÉ ņĢĮĻ░äņØś ņ”ØĻ░Ćļź╝ ļ│┤ņØ┤ļŗżĻ░Ć ļŗżņŗ£ Ļ░ÉņåīĒĢ£ļŗż. SRO ļ░śņØæņŚÉ ņØśĒĢ£ Ļ▓®ņ×É ņłśņČĢņØĆ Ļ▓®ņ×É ļ®┤ņŚÉ ļö░ļØ╝ ņØ┤ļ░®ņĀüņ£╝ļĪ£ ļéśĒāĆļé£ļŗż. (111) ļ░Å (200) ļ®┤ņØś ņłśņČĢ ņåŹļÅäļŖö (311) ļ░Å (220)ņŚÉ ļ╣äĒĢ┤ ļ╣Āļź┤ļŗż. ļśÉĒĢ£ (111) ļ░Å (200) ļ®┤ņØś ņłśņČĢļźĀņØĆ 0.035% ņĀĢļÅäņŚÉņä£ ĒżĒÖöļÉśļŖö ļ░śļ®┤ (311) ļ®┤ņØś ņłśņČĢļźĀņØĆ 0.015% ņĀĢļÅäņŚÉņä£ ĒżĒÖöļÉ£ļŗż. (111)ņØś ņĄ£ļīĆ ņłśņČĢļźĀĻ│╝ (220)ņØś ņĄ£ņåī ņłśņČĢļźĀņØś ļ╣äņ£©ņØĆ 2 ņĀĢļÅäņØ┤ļŗż.
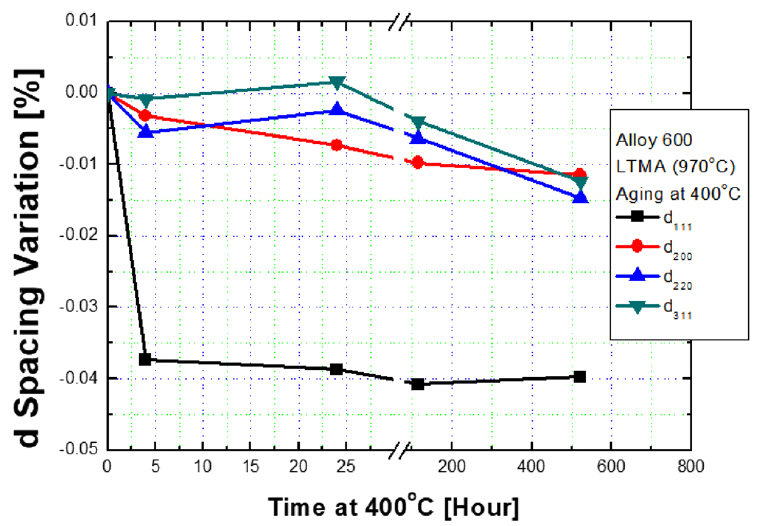
ĻĘĖļ”╝ 3ņŚÉļŖö LTMA Alloy 600ņØś Ļ▓®ņ×ÉņØś ļ│ĆĒÖö Ļ▒░ļÅÖņØä ļ╣äĻĄÉĒĢśņŚ¼ ļéśĒāĆļé┤ņŚłļŗż. (111) ļ®┤ņØĆ 400 ┬░CņŚÉņä£ 4ņŗ£Ļ░äņØś aging ņ▓śļ”¼ņŚÉ ņØśĒĢśņŚ¼ 0.037% ņĀĢļÅäņØś ņłśņČĢņØä ļéśĒāĆļé┤ļ®░ ņØ┤ Ļ░ÆņØĆ HTMAņÖĆ ņ£Āņé¼ĒĢśļŗż. (200) ļ®┤ņØś ņłśņČĢļźĀņØĆ 0.01% ņĀĢļÅäņØĖļŹ░, HTMA ņ×¼ļŻīņØś (200) ļ®┤ņØĆ 0.04% ņłśņČĢĒĢ£ļŗż. Ļ▓®ņ×É ņłśņČĢļźĀņØĆ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ļŗżļź┤ļŗż. ļ░śļ®┤ (200), (220), (311) ļ®┤ļōżņØĆ 4ņŗ£Ļ░äņŚÉņä£ņØś ņłśņČĢļźĀņØĆ 0.01-0.015% ņĀĢļÅäņØ┤ļŗż. (111)ņØś ņĄ£ļīĆ ņłśņČĢļźĀĻ│╝ (220)ņØś ņĄ£ņåī ņłśņČĢļźĀņØś ļ╣äņ£©ņØĆ 3.5 ņĀĢļÅäņØ┤ļŗż.
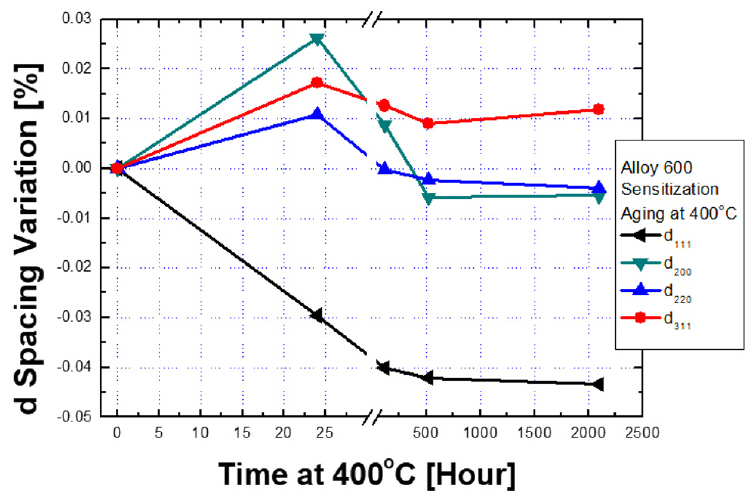
ĻĘĖļ”╝ 4ņŚÉļŖö SEN ņ▓śļ”¼ļÉ£ Alloy 600ņŚÉņä£ ņŗ£Ļ░äņŚÉ ļö░ļźĖ Ļ▓®ņ×ÉņØś ļ│ĆĒÖöļź╝ ļéśĒāĆļé┤ņŚłļŗż. (111) ļ®┤ņØĆ ņŗ£Ļ░äņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ 500ņŗ£Ļ░äņŚÉņä£ 0.04% ņĀĢļÅäĻ╣īņ¦Ć ņłśņČĢĒĢśļŗżĻ░Ć ĒżĒÖöļÉ£ļŗż. ļ░śļ®┤, (200)Ļ│╝ (220) ļ®┤ņØĆ 24ņŗ£Ļ░äņŚÉņä£ ĒīĮņ░ĮĒĢśļŗżĻ░Ć 500 ņŗ£Ļ░äņØ┤ ļÉśļ®┤ ļŗżņŗ£ ņłśņČĢĒĢśņŚ¼ 0.01% ņØ┤ĒĢśņØś ņłśņČĢļźĀņŚÉņä£ ĒżĒÖöļÉ£ļŗż. (311) ļ®┤ņØĆ ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ ņŗ£Ļ░äņØ┤ 2,000ņŗ£Ļ░ä ņØ┤ņāü ņ¦ĆņåŹļÉśņ¢┤ļÅä 0.01% ņĀĢļÅäņØś ĒīĮņ░Į ņāüĒā£ļĪ£ ņ£Āņ¦ĆļÉ£ļŗż. (111)ņØś ņĄ£ļīĆ ņłśņČĢļźĀĻ│╝ (220) ļ®┤ņØś ņĄ£ņåī ņłśņČĢļźĀ ļ╣äņ£©ņØĆ ņĢĮ 8ļ░░ ņĀĢļÅäņØ┤ļŗż.
ĻĘĖļ”╝ 5ņØĆ FC ņ▓śļ”¼ ņŗ£ĒÄĖņŚÉņä£ ņŗ£Ļ░äņŚÉ ļö░ļźĖ Ļ▓®ņ×É ļ│ĆĒÖöļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. FC ņŗ£ĒÄĖņØś Ļ▓®ņ×É ņłśņČĢņØĆ ņ┤łĻĖ░ņŚÉļŖö ļō▒ļØĮņØä ļ│┤ņØ┤ļŗżĻ░Ć 2,000 ņŗ£Ļ░äņØ┤ ņ¦Ćļéśļ®┤ ĒżĒÖöļÉ£ļŗż. (111) ņłśņČĢņ£©ņØĆ 500ņŗ£Ļ░äņŚÉņä£ ŌĆō0.013% ņĀĢļÅäņØ┤ļ®░, ļŗżļźĖ ļ®┤ļÅä 0.01% ņĀĢļÅäņØ┤ļŗż. ĻĘĖļ”╝ 3-5ņŚÉ ļéśĒāĆļéĖ ļŗżļźĖ ņĪ░Ļ▒┤Ļ│╝ ļ╣äĻĄÉĒĢśļ®┤ FC ņŗ£ĒÄĖņØś (111) Ļ▓®ņ×É ņłśņČĢļźĀņØ┤ Ļ░Ćņן ņ×æļŗż.
LTMA, HTMA, FC, SEN ņ▓śļ”¼ļÉ£ Alloy 600ņŚÉņä£ aging ņŗ£Ļ░äņŚÉ ļö░ļźĖ (111) Ļ▓®ņ×ÉņØś ļ│ĆĒÖöļŖö ĻĘĖļ”╝ 6ņŚÉ ļ╣äĻĄÉĒĢśņŚ¼ ļéśĒāĆļé┤ņŚłļŗż. ņłśņČĢļźĀņØĆ ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ 0.035-0.04% ņĀĢļÅäņŚÉņä£ ĒżĒÖöļÉ£ļŗż. ļ░śļ®┤, FC ņŗ£ĒÄĖņØś Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäļŖö Ļ░Ćņן ņ×æĻ│Ā ļŖÉļ”¼ļŗż. ņØ┤ļōż ņŗ£ĒÄĖņŚÉņä£ (111) ļ®┤ņØś ņłśņČĢļźĀņØ┤ 0.03%ņŚÉ ļÅäļŗ¼ĒĢśļŖö ņŗ£Ļ░äņØĆ Ļ░üĻ░ü ņĢĮ 3, 24, 200 ņŗ£Ļ░ä Ļ▒Ėļ”░ļŗż. ļö░ļØ╝ņä£ ņłśņČĢ ņåŹļÅäļŖö LTMAĻ░Ć HTMAļ│┤ļŗż ņĢĮ 66ļ░░, LTMAĻ░Ć SEN ļ│┤ļŗż ņĢĮ 8ļ░░ ļ╣Āļź┤ļŗż. SENņØś ņłśņČĢ ņåŹļÅäļŖö HTMAļ│┤ļŗż ņĢĮ 8ļ░░ ļ╣Āļź┤ļŗż. ņŗ£Ļ░äņŚÉ ļö░ļźĖ (111) Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäļŖö LTMA, SEN, HTMA, FCņØś ņł£ņ£╝ļĪ£ ļŖÉļĀżņ¦äļŗż.
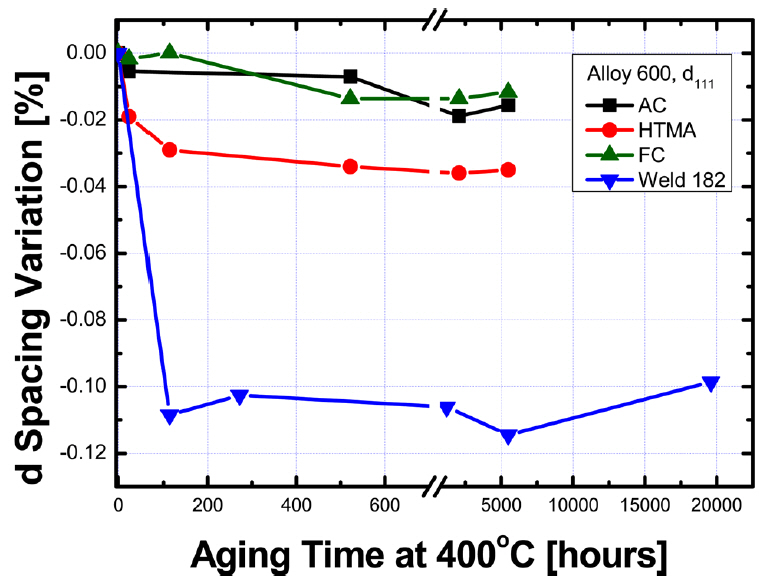
ĻĘĖļ”╝ 7ņØĆ Weld 182, HTMA, Ļ│Ąļāē (air cooling, AC), FC Alloy 600ņØś (111) Ļ▓®ņ×ÉņØś ļ│ĆĒÖöļź╝ ĒĢ©Ļ╗ś ļ╣äĻĄÉĒĢ£ Ļ▓āņØ┤ļŗż. AC ņŗ£ĒÄĖņØś Ļ▓®ņ×É ņłśņČĢņØĆ HTMAļ│┤ļŗż ņ×æņ£╝ļ®░ FCĻ│╝ ņ£Āņé¼ĒĢśļŗż. ņØ┤ņóģ ĻĖłņåŹ ņÜ®ņĀæ ņ×¼ļŻī Weld 182ņØś (111) ļ®┤ņØś ĒżĒÖö ņłśņČĢļźĀņØĆ 0.11% ņĀĢļÅäņØ┤ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĪ░ņé¼ĒĢ£ Ļ▓®ņ×É ņłśņČĢņØĆ Alloy 600ņŚÉ ļīĆĒĢ£ Ļ▓āņØ┤ņ¦Ćļ¦ī, Weld 182 ņÜ®ņĀæļČĆņØś (111) Ļ▓®ņ×É ņłśņČĢņØ┤ Alloy 600ļ│┤ļŗż ņĀüņ¢┤ļÅä 3ļ░░ ņĀĢļÅäņØ┤ļŗż. ņØ┤ Ļ▓░Ļ│╝ļŖö ņÜ®ņĀæļČĆĻ░Ć PWSCCņŚÉ Ļ░Ćņן ņĘ©ņĢĮĒĢ£ ņØ┤ņ£Āļź╝ ņל ņäżļ¬ģĒĢśļŖö ĻĘ╝Ļ▒░ļĪ£ ļ│┤ņØĖļŗż.
4. ļģ╝ ņØś
HTMAļŖö 1100 ┬░CņŚÉņä£, LTMAļŖö 970 ┬░C, SEN Alloy 600ņØĆ HTMA ņ×¼ļŻīļź╝ 600 ┬░CņŚÉņä£ 24ņŗ£Ļ░ä ņ£Āņ¦ĆĒĢ£ Ēøä WQ ņ▓śļ”¼ļÉśļ»ĆļĪ£ ĻĘ£ņ╣ÖĒÖöņØś ņĖĪļ®┤ņŚÉņä£ ļČłĻĘ£ņ╣ÖĒÖöļÉ£ ņāüĒā£ņØ┤ļŗż. ņØ┤ ņ×¼ļŻīļōżņØä 400 ┬░CņŚÉņä£ ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ĒĢśļ®┤ (111) ļ®┤ņØś ņĄ£ļīĆ Ļ▓®ņ×É ņłśņČĢņØś Ēü¼ĻĖ░ļŖö Ļ▒░ņØś ļÅÖņØ╝ĒĢśļŗż. ņØ┤Ļ▓āņØĆ 400 ┬░CņŚÉņä£ņØś ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ņŚÉ ļö░ļźĖ Ļ▓®ņ×É ņłśņČĢņØś Ēü¼ĻĖ░ļŖö ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ ņĀäņØś WQ ņ▓śļ”¼ņŚÉ ļö░ļźĖ ļČłĻĘ£ņ╣ÖĒÖö ņĀĢļÅäļŖö ņ£Āņé¼ĒĢśļŗżļŖö ņØśļ»ĖņØ┤ļŗż. ļ░śļ®┤ FC ņŗ£ĒÄĖņØĆ 1100 ┬░CņŚÉņä£ ņ£Āņ¦ĆļÉśņŚłņ¦Ćļ¦ī 520 ┬░C ņØ┤ĒĢśņØś ĻĘ£ņ╣ÖĒÖö ņś©ļÅä ĻĄ¼Ļ░äņŚÉņä£ ņä£ņä£Ē׳ ļāēĻ░üļÉśļ®┤ņä£ ĻĘ£ņ╣ÖĒÖöļÉ£ ņāüĒā£ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ņ£╝ļ®░ Ļ▓®ņ×É ņłśņČĢņØ┤ 0.015% ņØ┤ĒĢśļĪ£ ņ×æļŗż.
ĻĘĖļ”╝ 6ņŚÉ ļ│┤ņØĖ ļ░öņÖĆ Ļ░ÖņØ┤ LTMA ņ×¼ļŻīņØś (111)ļ®┤ņŚÉņä£ 0.03%ņØś Ļ▓®ņ×É ņłśņČĢņŚÉ ļÅäļŗ¼ĒĢśļŖö ņŗ£Ļ░äņØĆ HTMAļ│┤ļŗż ņĢĮ 66ļ░░ ņĀĢļÅä ļ╣Āļź┤ļŗż. ĻĘ£ņ╣Ö ļ░śņØæņØä ĻĖ░ņ┤łļĪ£ ĒĢśļŖö PWSCC ĻĖ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤ PWSCCņØś Ļ░£ņŗ£ ļ░Å ņĀäĒīī Ļ│╝ņĀĢņØś ĻĄ¼ļÅÖļĀźņØĆ SRO ļ░śņØæņŚÉ ļö░ļźĖ Ļ▓®ņ×ÉņØś ņłśņČĢņŚÉ ņØśĒĢśņŚ¼ Ļ│ĄĻĖēļÉ£ļŗż [8]. ļö░ļØ╝ņä£ LTMA ņāüĒā£Ļ░Ć PWSCCņŚÉ Ļ░Ćņן ņĘ©ņĢĮĒĢ£ ņØ┤ņ£ĀļŖö (111) ļ®┤ņØś Ļ▓®ņ×É ņłśņČĢņØä Ļ░Ćņן ļ╣Āļź┤Ļ▓ī ņØ╝ņ£╝ĒéżĻĖ░ ļĢīļ¼ĖņØ┤ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŗż. ņ”ē, (111) ļ®┤ņØś Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäĻ░Ć ļ╣Āļź┤ļ®┤ PWSCCņŚÉ Ļ░Ćņן ņĘ©ņĢĮĒĢśļŗż. PWSCC ņśłļ»╝ņä▒ņØĆ LTMA > SEN > HTMA > TTņØś ņł£ņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśļŖöļŹ░ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ļ┤Ćņ░░ĒĢ£ (111) ļ®┤ņØś Ļ▓®ņ×É ņłśņČĢ ņåŹļÅä ņł£ņä£ļŖö ņØ┤ņÖĆ ļÅÖņØ╝ĒĢśļŗż. ņØ┤ Ļ▓░Ļ│╝ļŖö PWSCCĻ░Ć Ļ▓®ņ×É ņłśņČĢņŚÉ ņØśĒĢ┤ ņ¦Ćļ░░ļÉ£ļŗżļŖö ĻĘ£ņ╣Ö ļ░śņØæņŚÉ ĻĖ░ņ┤łĒĢ£ PWSCC ĻĖ░ĻĄ¼[8]ņØś ĒāĆļŗ╣ņä▒ņØä ņ×ģņ”ØĒĢśĻ│Ā ņ׳ļŗż.
LTMAĻ░Ć PWSCCņŚÉ Ļ░Ćņן ņĘ©ņĢĮĒĢ£ ļŗżļźĖ ņØ┤ņ£ĀļŖö ĻĘ£ņ╣ÖĒÖöņŚÉ ļö░ļźĖ Ļ▓®ņ×É ņłśņČĢņØś ņØ┤ļ░®ņä▒ Ēü¼ĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ļ│┤ņØĖļŗż. LTMAņØś ņĄ£ļīĆ/ņĄ£ņåī Ļ▓®ņ×É ņłśņČĢļźĀņØś ņØ┤ļ░®ņä▒ņØĆ ņĢĮ 3.5ļ░░ ņĀĢļÅäļĪ£ Ēü¼ļŗż. SEN ņ×¼ļŻīĻ░Ć LTMAļ│┤ļŗż PWSCC ņśłļ»╝ņä▒ņØ┤ ļé«ņØĆ ņØ┤ņ£ĀļŖö (111) ļ®┤ņØś Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäĻ░Ć LTMAļ│┤ļŗż ļŖÉļ”░ Ļ▓āņ£╝ļĪ£ ņäżļ¬ģļÉ£ļŗż. ļö░ļØ╝ņä£ Ļ░Ćņן ļåÆņØĆ ņś©ļÅäņŚÉņä£ ņ£Āņ¦ĆļÉśņ¢┤ ļ¬©ļōĀ ĒāäņåīĻ░Ć Ļ│ĀņÜ®ļÉ£ HTMAļŖö ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ņŚÉ ļö░ļźĖ Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäļŖö Ļ░Ćņן ļŖÉļ”¼ĻĖ░ ļĢīļ¼ĖņŚÉ ļåÆņØĆ PWSCC ņĀĆĒĢŁņä▒ņØä ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ņČöņĖĪļÉ£ļŗż. 1100 ┬░CņŚÉņä£ ņ▓śļ”¼ĒĢ£ HTMAļŖö ļīĆļČĆļČäņØś Ēāäņåīļź╝ Ļ│ĀņÜ®ĒĢśļŖöļŹ░ Ni-Cr-Fe ĒĢ®ĻĖłņØś SRO ļ░śņØæņØś ņåŹļÅäļŖö Ļ│ĀņÜ® ĒāäņåīņŚÉ ņØśĒĢśņŚ¼ ņ¦ĆņŚ░ļÉśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉ£ ļ░ö ņ׳ļŗż [10-14]. TT ņ×¼ļŻīņØś ņĀĆĒĢŁņä▒ņØ┤ Ļ░Ćņן Ēü░ Ļ▓āņØĆ ĻĘĖļ”╝ 5ņŚÉ ļ│┤ņØĖ ļ░öņÖĆ Ļ░ÖņØ┤ (111) ļ®┤ņØś Ļ▓®ņ×É ņłśņČĢ Ēü¼ĻĖ░Ļ░Ć Ļ░Ćņן ņ×æĻ│Ā ņłśņČĢ ņåŹļÅäĻ░Ć ļŖÉļ”¼ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
Ēśäņ×¼ ĻĘ£ņ╣Ö ļ░śņØæņŚÉ ĻĖ░ņ┤łĒĢ£ PWSCC ĻĖ░ĻĄ¼ļŖö PWSCCņØś ņŚ┤ņĀü ĒÖ£ņä▒ĒÖö Ļ│╝ņĀĢņØä ņäżļ¬ģĒĢśļŖö ņ£ĀņØ╝ĒĢ£ Ļ▓āņØ┤ļŗż [8]. Alloy 600ņŚÉņä£ ĻĘ£ņ╣ÖĒÖö ļ░śņØæņŚÉ ļīĆĒĢ£ ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦ĆļŖö 190 kJ/molņØ┤ļŗż [5,6]. ņØ┤ Ļ░ÆņØĆ Alloy 600ņØś PWSCCņŚÉ ļīĆĒĢ£ ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦ĆļŖö 180-210 kJ/molņÖĆ ņל ņØ╝ņ╣śĒĢ£ļŗż. ĻĘ£ņ╣Ö ļ░śņØæņŚÉ ĻĖ░ņ┤łĒĢ£ PWSCC ĻĖ░ĻĄ¼[8]ļŖö (1) PWSCCņŚÉņä£ ņŚ┤ņĀü ĒÖ£ņä▒ĒÖö Ļ│╝ņĀĢņØś ļ│Ėņ¦łņØĆ ĻĘ£ņ╣ÖĒÖö ļ░śņØæņØ┤Ļ│Ā, (2) ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļ®┤ ĒÖĢņé░ Ļ│╝ņĀĢņØ┤ ņ┤ēņ¦äļÉśļ»ĆļĪ£ ĻĘ£ņ╣ÖĒÖö ņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦ĆĻ│Ā, (3) ņØ┤ņŚÉ ļö░ļØ╝ Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäļź╝ ņ”ØĻ░Ćņŗ£ņ╝£ ņ×ģĻ│äļź╝ ļ▓īļ”¼ļŖö ĻĄ¼ļÅÖļĀźņØĆ ņ”ØĻ░ĆĒĢśĻ│Ā, (4) Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäņØś ņ”ØĻ░ĆļŖö ņ×ģĻ│äļź╝ ļ▓īļ”¼ļŖö ņåŹļÅäļź╝ ņ”ØĻ░Ćņŗ£ņ╝£ņä£ ņś©ļÅä ņ”ØĻ░ĆĒĢśļ®┤ PWSCC Ļ░£ņŗ£Ļ░Ć ļ╣©ļØ╝ņ¦äļŗżļŖö Ļ▓āņØä ņל ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż.
Alloy 600ņŚÉņä£ Ļ▓®ņ×É ņłśņČĢ Ļ▒░ļÅÖņØĆ ņ▓śļ”¼ ņĪ░Ļ▒┤Ļ│╝ Ļ▓®ņ×É ļ®┤ņŚÉ ļö░ļØ╝ ņłśņČĢļźĀĻ│╝ ņłśņČĢ ņåŹļÅäĻ░Ć ļŗżļź┤ļŗż. ņ”ē, ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ņĄ£ļīĆ ņłśņČĢļźĀņØä ļ│┤ņØ┤ļŖö (111) ļ®┤Ļ│╝ ņĄ£ņåī ņłśņČĢļźĀņØä ļ│┤ņØ┤ļŖö ļ®┤ņØś ļ╣äņ£©ņØ┤ ļŗ¼ļØ╝ņ¦äļŗż. Alloy 600ņØ┤ PWSCC ĒÖśĻ▓ĮņŚÉņä£ ņØ┤ļ░®ņĀü Ļ▓®ņ×É ņłśņČĢņØś ņĀĢļÅäĻ░Ć ļŹö Ēü¼ļ®┤ ņ×ģĻ│äņŚÉļŖö ļŹö Ēü░ ņØĖņן ņØæļĀźņØä ļ░£ņāØņŗ£Ēé©ļŗż. ņØ┤ ĒÜ©Ļ│╝ļŖö ņ×ģĻ│äņŚÉ voidļéś ļ»Ėņåī ĻĘĀņŚ┤ņØä ĒśĢņä▒ņŗ£Ēéżļ»ĆļĪ£ ņ×ģĻ│ä(intergranular, IG) ĒīīĻ┤┤ņØś ņČ®ļČä ņĪ░Ļ▒┤ņØ┤ ļÉ£ļŗż. ļö░ļØ╝ņä£ Alloy 600ņŚÉņä£ PWSCC ņśłļ»╝ņä▒ņØĆ ĻĘ£ņ╣ÖĒÖö Ļ│╝ņĀĢņŚÉņä£ ļéśĒāĆļéśļŖö Ļ▓®ņ×É ņłśņČĢļźĀņØś Ēü¼ĻĖ░ņÖĆ ĻĘ£ņ╣ÖĒÖö ņåŹļÅäņŚÉ ņØśĒĢ┤ ņ¦Ćļ░░ļÉ£ļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż.
ņāüņÜ® Alloy 600 TT ņĀ£ņĪ░ Ļ│╝ņĀĢņŚÉ ņĀüņÜ®ļÉśļŖö ņŚ┤ņ▓śļ”¼ļŖö ņ¦äĻ│ĄļĪ£ņŚÉņä£ ņŗżņŗ£ļÉśļ»ĆļĪ£ ļāēĻ░ü Ļ│╝ņĀĢņØĆ FC ņ▓śļ”¼Ļ░Ć ļÉ£ļŗż. Alloy 600ņØĆ 520 ┬░C ņØ┤ĒĢśņŚÉņä£ SRO ļ░śņØæņØ┤ ņØ╝ņ¢┤ļéśļ»ĆļĪ£ FC ņ×¼ļŻīļŖö Ļ░Ćņן ĻĘ£ņ╣ÖĒÖö ļÉśņ¢┤ ņ׳ļŖö ņāüĒā£ņØ┤ļŗż. ļśÉĒĢ£ ļ│Ė ņŚ░ĻĄ¼ņØś Ļ┤Ćņ░░ Ļ▓░Ļ│╝ņŚÉ ļö░ļź┤ļ®┤ FCļŖö ļāēĻ░ü Ļ│╝ņĀĢņŚÉņä£ ņČ®ļČäĒ׳ ĻĘ£ņ╣ÖĒÖöĻ░Ć ņØ╝ņ¢┤ļéśņä£ Ļ▓®ņ×É ņłśņČĢ ņĀĢļÅäĻ░Ć ļīĆļץ LTMA, SEN, HTMA ņ×¼ļŻīņØś 1/3 ņĀĢļÅäņŚÉ ļČłĻ│╝ĒĢśļŗż. ļö░ļØ╝ņä£ FC ņŗ£ĒÄĖņØĆ ĻĘ£ņ╣ÖĒÖö Ļ│╝ņĀĢņŚÉņä£ Ļ▓®ņ×É ņłśņČĢņ£╝ļĪ£ ņ×¼ļŻī ļé┤ļČĆņŚÉ ĒśĢņä▒ļÉśļŖö ņ×ģĻ│ä ĒīīĻ┤┤ņØś ĻĄ¼ļÅÖļĀźņØ┤ Ļ░Ćņן ņ×æĻĖ░ ļĢīļ¼ĖņŚÉ PWSCCņŚÉ Ļ░Ćņן Ēü░ ņĀĆĒĢŁņä▒ņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
ņāüĻĖ░ņØś ļģ╝ņØś Ļ│╝ņĀĢņŚÉņä£ PWSCC ĒśäņāüņŚÉ Ļ░Ćņן ņżæņÜöĒĢ£ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņØĖņ×ÉļŖö ļČłĻĘ£ņ╣ÖĒÖö ņĀĢļÅäļØ╝ļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ Alloy 600ņØś ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢņŚÉņä£ ņŚ┤ņ▓śļ”¼ ņś©ļÅäļéś ņŗ£Ļ░äļ│┤ļŗżļŖö ņŚ┤ņ▓śļ”¼ ņØ┤ĒøäņØś ņĄ£ņóģ ļāēĻ░ü Ļ│╝ņĀĢņØ┤ Ļ░Ćņן ņżæņÜöĒĢśļŗż. ņĀüņ¢┤ļÅä Alloy 600ņŚÉņä£ ĒāäĒÖöļ¼╝ņØś ņäØņČ£ņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņĀüņÜ®ĒĢśļŖö HTMAļéś ņ×ģĻ│ä ĒāäĒÖöļ¼╝ņØä ņäØņČ£ĒĢśļŖö TT ņ▓śļ”¼ ĻĘĖ ņ×Éņ▓┤ļ│┤ļŗżļŖö ņĄ£ņóģ ļāēĻ░ü Ļ│ĄņĀĢņŚÉņä£ ĻĘ£ņ╣ÖĒÖöĻ░Ć ņØ╝ņ¢┤ļéśļÅäļĪØ ņĀ£ņ¢┤ĒĢśļŖö Ļ▓āņØ┤ Ļ░Ćņן ņ£ĀņÜ®ĒĢśļŗżļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
ņĄ£ĻĘ╝ X-750 ĒĢ®ĻĖłņŚÉ ļīĆĒĢ£ DSC ļČäņäØņØä ĒåĄĒĢ┤ SRO ļ░śņØæņØś ņĪ┤ņ×¼ņÖĆ ĻĘĖ ĒÜ©Ļ│╝ņŚÉ ļīĆĒĢ┤ ļ│┤Ļ│ĀļÉśņŚłļŗż [15]. Ni-base ĒĢ®ĻĖłņØĖ X-750(Ni-15Cr-8Fe-2.5Ti)ņØĆ TiņØä ņĀ£ņÖĖĒĢśļ®┤ Alloy 600Ļ│╝ ļ¦żņÜ░ ņ£Āņé¼ĒĢ£ ņĪ░ņä▒ņØ┤ļŗż. ņØ┤ņŚÉ ļö░ļź┤ļ®┤ SRO ļ░śņØæņØĆ ņ×¼ļŻīņŚÉ ļé┤ņ×¼ļÉ£ ņŚöĒŖĖļĪ£Ēö╝Ļ░Ć Ļ░ÉņåīĒĢśļŖö Ļ│╝ņĀĢņØ┤ļŗż. ņ¦ĆĻĖłĻ╣īņ¦Ć Alloy 600ņŚÉņä£ņØś SRO ļ░śņØæņØĆ ĒĢ®ĻĖł ņøÉņåīņØś ĒŖ╣ņĀĢ ņøÉņ×É ņé¼ņØ┤ņØś Ļ▓░ĒĢ®ņŚÉ ņØśĒĢ£ ņøÉņ×É ļ░░ņŚ┤ļ¦īņØä ļīĆņāüņ£╝ļĪ£ ĒĢ┤ ņÖöļŗż.
ņ×¼ļŻīļź╝ ĻĄ¼ņä▒ĒĢśļŖö ņøÉņ×ÉļŖö ĒÄĖņØśņāü ĻĄ¼(sphere)ļØ╝Ļ│Ā Ļ░ĆņĀĢļÉśņ¢┤ ņÖöņ¦Ćļ¦ī, ņŗżņĀ£ ņøÉņ×ÉļŖö ĻĄ¼Ļ░Ć ņĢäļŗłļŗż. ņøÉņ×Éļź╝ ĒāĆņøÉņ▓┤ļØ╝Ļ│Ā Ļ░ĆņĀĢĒĢśļ®┤ ņøÉņ×ÉĻ░Ć ņĀæņ┤ē ļśÉļŖö Ļ▓░ĒĢ®ĒĢśļŖö Ļ│╝ņĀĢņŚÉņä£ ņøÉņ×ÉņØś ņןņČĢ ļ░®Ē¢źņØ┤ ĒØÉĒŖĖļ¤¼ņ¦ĆĻ▓ī ļÉśĻ│Ā ņ×¼ļŻīņØś ņŚöĒŖĖļĪ£Ēö╝ļŖö ņ”ØĻ░ĆĒĢ£ļŗż [15]. ņ”ē, ĒāĆņøÉņ▓┤ ĒśĢņāü ņøÉņ×ÉņØś ņĀæņ┤ē ļ░®ļ▓ĢņŚÉ ļö░ļØ╝ ņŚöĒŖĖļĪ£Ēö╝Ļ░Ć ņ”ØĻ░ĆĒĢśļ»ĆļĪ£ SRO ļ░śņØæņØĆ ņł£ĻĖłņåŹņŚÉņä£ļÅä ņØ╝ņ¢┤ļé£ļŗż.
ņøÉņ×ÉļĪ£ ĻĄ¼ņĪ░ ņ×¼ļŻīĻ░Ć Ļ░ĆļÅÖ ĒÖśĻ▓ĮņŚÉ ļģĖņČ£ļÉśņ¢┤ ņåÉņāüļÉśļŖö ņŚ┤ĒÖö(degradation) Ļ│╝ņĀĢņØĆ ņŚöĒŖĖļĪ£Ēö╝Ļ░Ć Ļ░ÉņåīņÖĆ ĻĘĖņŚÉ ļö░ļźĖ Ļ▓®ņ×É ņłśņČĢņŚÉ ņØśĒĢ£ ĒÜ©Ļ│╝ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŗż [15]. ņ£äņŚÉņä£ ņäżļ¬ģĒĢ£ ļ░ö ņ׳ļŖö Alloy 600ņØś PWSCC ņåÉņāüņØĆ SRO ļ░śņØæņŚÉ ņØśĒĢśņŚ¼ ņ¦Ćļ░░ļÉ£ļŗżļŖö ņĖĪļ®┤ņŚÉņä£ ņØ╝ņóģņØś ļģĖĒÖö(aging) Ļ│╝ņĀĢņØ┤ļŗż. ļśÉĒĢ£ ņżæņłśļĪ£ ņĢĢļĀźĻ┤Ć ņ×¼ļŻīņØĖ Zr-2.5%Nb ĒĢ®ĻĖłņØä ņøÉņ×ÉļĪ£ Ļ░ĆļÅÖ ņś©ļÅäņŚÉņä£ ņŗ£ĒÜ© ņ▓śļ”¼ĒĢśļ®┤ ļéśĒāĆļéśļŖö ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØś ļ│ĆĒÖöļÅä ņŚöĒŖĖļĪ£Ēö╝ Ļ░ÉņåīņØś ĒÜ©Ļ│╝ļØ╝Ļ│Ā ļ│┤Ļ│ĀļÉśņ¢┤ ņ׳ļŗż [16].
ņĄ£ĻĘ╝ ļ¦ÄņØ┤ ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ļŖö CoCrFeMnNi ņŚöĒŖĖļĪ£Ēö╝ ĒĢ®ĻĖłņØĆ 5ņóģņØś ņøÉņåīĻ░Ć ņä×ņŚ¼ Ēś╝ĒĢ®ņØś ņŚöĒŖĖļĪ£Ēö╝ļź╝ ļåÆņØĖ Ļ│Ā ņŚöĒŖĖļĪ£Ēö╝(high entropy) ĒĢ®ĻĖłņØ┤ļŗż [17,18]. ņØ┤ ĒĢ®ĻĖłņŚÉņä£ ņé¼ņÜ®ļÉśļŖö ņŚöĒŖĖļĪ£Ēö╝ņÖĆ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ ņŚöĒŖĖļĪ£Ēö╝ņØś ņØśļ»ĖļŖö ņĢĮĻ░ä ļŗżļź┤ļŗż. ĻĘĖļ¤¼ļéś ļŗżļźĖ ņøÉņåīņØś ņøÉņ×ÉĻ░Ć ņä×ņØ╝ ļĢī ņŻ╝ņ£äņŚÉ ņØ┤ņóģ ņøÉņ×Éļź╝ ņĀæĒĢśĻ▓ī ļÉśļ®┤ņä£ ņøÉņ×É ļ░░ņŚ┤ņØś ņŚöĒŖĖļĪ£Ēö╝Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØĆ ņé¼ņŗżņØ┤ļŗż.
5. Ļ▓░ ļĪĀ
1) Alloy 600ņŚÉņä£ LTMA, HTMA, SEN ļ░Å WQ ņ▓śļ”¼ Ēøä 400 ┬░CņŚÉņä£ ĻĘ£ņ╣ÖĒÖö ņ▓śļ”¼ĒĢśļ®┤ (111) ļ®┤ņØś ņĄ£ļīĆ ņłśņČĢļźĀņØĆ 0.04% ņĀĢļÅäņŚÉ ņØ┤ļź┤ļŖö ļ░śļ®┤, FCņØś ņłśņČĢļźĀņØĆ 0.015% ņØ┤ĒĢśļĪ£ ņĀüļŗż.
2) (111) ļ®┤ņØś ņłśņČĢļźĀņØ┤ 0.03% ņĀĢļÅäņŚÉ ļÅäļŗ¼ĒĢśļŖö ņåŹļÅäļŖö LTMAļŖö SENļ│┤ļŗż ņĢĮ 8ļ░░ ļ╣Āļź┤Ļ│Ā HTMAļ│┤ļŗż ņĢĮ 66ļ░░ ļ╣Āļź┤ļŗż.
3) ĻĘ£ņ╣ÖĒÖöņŚÉ ļö░ļźĖ (111) Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäĻ░Ć PWSCCņŚÉ ļīĆĒĢ£ ņśłļ»╝ņä▒ņØä ņ¦Ćļ░░ĒĢśļ»ĆļĪ£ Ļ▓®ņ×É ņłśņČĢ ņåŹļÅäĻ░Ć Ļ░Ćņן ļ╣ĀļźĖ LTMA ņ×¼ļŻīĻ░Ć Ļ░Ćņן ņĘ©ņĢĮĒĢśļŗż.
4) (111) Ļ▓®ņ×É ņłśņČĢļźĀĻ│╝ ņłśņČĢ ņåŹļÅäļŖö PWSCC Ļ░£ņŗ£ Ļ│╝ņĀĢņØä ņ¦Ćļ░░ĒĢśļŖö Ļ░Ćņן ņżæņÜöĒĢ£ ņØĖņ×ÉņØ┤Ļ│Ā, Ļ▓®ņ×É ņłśņČĢļźĀ ņØ┤ļ░®ņä▒ņØĆ 2ņ░©ņĀüņ£╝ļĪ£ ņżæņÜöĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
5) ņāüņÜ® TTņØś PWSCC ņĀĆĒĢŁņä▒ņØ┤ Ļ░Ćņן ļåÆņØĆ ņØ┤ņ£ĀļŖö FC Ļ│╝ņĀĢņŚÉņä£ ĻĘ£ņ╣ÖĒÖöļÉśņ¢┤ (111) ļ®┤ņØś ņłśņČĢļźĀņØ┤ Ļ░Ćņן ņ×æĻ│Ā ņłśņČĢ ņåŹļÅäĻ░Ć ļŖÉļ”¼ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
6) Alloy 600ņŚÉņä£ SRO ļ░śņØæņŚÉ ļö░ļźĖ Ļ▓®ņ×É ņłśņČĢļźĀĻ│╝ ņåŹļÅäĻ░Ć PWSCC Ļ░£ņŗ£ļź╝ ņ¦Ćļ░░ĒĢśļ»ĆļĪ£ Alloy 600ņØś ņĄ£ņóģ ļāēĻ░ü Ļ│╝ņĀĢņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢśļŗż.