1. 서 론
STS 347 스테인리스강은 300계 스테인리스강의 기본 성분인 18%Cr-8%Ni에 탄소 안정화 원소인 Nb를 소량 첨가해서 STS 304 스테인리스강의 취약한 입계 예민화를 개선한 강종이다 [1-3]. Nb의 입계 예민화 방지는 탄소가 Nb에 의해 MX 형태의 탄화물로 우선 석출되어 입계 석출물인 M23C6 형성을 방해하기 때문이다 [4]. MX에서 M은 Nb, V, Ti, Ta, Zr와 같은 금속 원소이고, X는 탄소나 질소와 같은 침입형 원소를 의미하는데, STS 347 스테인리스강에는 이들 합금원소 중에서 Nb와 탄소의 함량이 월등이 높기 때문에 MX 석출물의 대부분은 NbC 형태의 미세 탄화물이라고 할 수 있다. TP304H에 소량의 Nb만 첨가시킨 TP347H는 600 °C 설계 강도가 TP304H 대비 35% 이상 높다 [6]. 이것은 예민화 방지를 위해 형성시킨 미세 NbC의 우수한 고온 안정성[7]과 NbC로 반응하지 못하고 남은 Nb가 기지 조직을 강화[8]하기 때문이다. STS 347 스테인리스강은 고온 내식성도 우수한데, Cr 함량이 18%로 높고, Mo 함량은 거의 없어 증기(steam) 산화 부식에 매우 강하다 [9]. 그리고 Na2SO4나 V2O5, K2SO4와 같은 용융염에 의한 고온 부식 저항성도 높아[10] 보일러의 가열용 연료 사용 범위도 넓힐 수 있다. STS 347 스테인리스강은 이런 우수한 고온 특성 때문에 발전 플랜트의 핵심 설비 중의 하나인 보일러의 과열 증기용 튜브나 파이프용 재질로 자주 사용된다. 하지만 보일러용 튜브로 사용된 STS 347 스테인리스강에서 재열균열(reheat cracking)로 알려진 손상 기구에 의해 최근까지도 파손이 발생하는 것으로 보고되고 있다 [11–17]. 재열균열은 크리프 이완이 입계에 집중되어 발생하는 취성파괴로 주로 고온용 강재가 용접이나 냉간 가공에 의해 잔류응력이 형성된 후 크리프 온도에 노출시 발생된다 [18,19]. 재열균열은 STS 304, 316, 321, 347과 같은 다양한 오스테나이트계 스테인리스강에서 발생할 수 있는데, 그 중에서 STS 347 스테인리스강의 재열균열 경향성이 가장 크다 [20-22].
재열균열에 대한 연구는 1950년대에 발전 플랜트에서 사용되던 STS 347 스테인리스강이 파손된 것을 계기로 시작되었다 [23]. 이후 재열균열의 직, 간접적 발생 요인에 대해 많은 연구들이 있었고, 강재에 존재하는 잔류응력에 의해 석출물이 지역적으로 불균일하게 형성되는 것이 가장 일반적으로 받아들이는 재열균열의 원인이다 [20,22–28]. Hans van Wortel[15]의 조사에 따르면 재열균열은 잔류응력이 존재하는 용접 열영향부나 냉간 가공부가 운전 온도인 550~750 °C에 노출 시 1년 이내에 대부분 발생되었다. 그리고 냉간 가공부나 용접부의 응력제거 열처리 과정 중의 매우 짧은 시간에서도 발생 가능한 것으로도 알려져 있다. 발생 원인에 대한 많은 연구에도 불구하고 재열균열에 대한 방지책은 아직 명확치 않다. 산업 현장에서는 STS 347 스테인리스강의 경제적 이점 때문에 위험성을 어느 정도 감안하고 사용하고 있다. 하지만 STS 347 스테인리스강은 고온·고압의 극한 환경에 적용되는 경우가 많기 때문에 사고 발생시 플랜트에 커다란 손실을 유발할 시킬 수 있다.
기존 보고된 문헌에 따르면 NbC 석출물이 재열균열 발생에 중요한 역할을 하는 것으로 알려져 있지만[37] NbC 형성량이나 다른 석출물의 영향에 대한 연구는 미비한 실정이다. 실제로 STS 347 스테인리스강에서 형성될 수 있는 석출물은 M23C6, MX, 시그마상(σ phase), Z phase, 라베스상(Laves phase) 등으로 다양하다 [32,33]. 하지만 재열균열이 비교적 짧은 시간에 발생한다는 점을 감안하면 재열균열 발생 시점에 존재할 수 있는 주요 석출물은 NbC, M23C6이다 [34]. 반면 STS 304나 316 스테인리스강은 M23C6가 주요 석출물이고 MX 석출물은 형성되지 않지만, 이 강재들도 재열균열이 발생된다는 것을 감안할 때 M23C6 석출물 형성에 따른 재열균열 영향은 더욱 관심있게 확인해 볼 필요가 있다.
본 연구의 목적은 NbC와 M23C6의 형성량과 냉간 가공 적용 유무에 따른 STS 347 스테인리스강의 재열균열 경향성을 확인하고, 이를 통해 재열균열의 발생 원인을 더욱 명확히 하는 것이다. 또한 석유화학 플랜트나 발전 플랜트 건설에 필수적으로 사용되는 보일러 및 압력 용기의 설계, 제작, 검사에 관한 기술 기준(ASME BPVC)[35]이나 전력 산업기술기준(KEPIC)[36]의 요구 조건이 재열균열 예방에 적절한지 대해서도 논의하게 될 것이다. 이를 위해 동일한 성분과 생산 이력을 가진 시편들에 NbC와 M23C6 형성량을 달리하기 위해 3가지 다른 열처리를 적용할 것이다. 그리고 이들 열처리 시편을 두 그룹으로 나눠 한 그룹에는 냉간 가공을 모사하기 위해 10% 예비변형(pre-strain)을 적용할 것이다. 제작된 시편들은 석출물 분석과 크리프 파단 시험을 통해 재열균열 경향성을 확인하게 될 것이다.
2. 실험 방법
2.1 재료 및 열처리
본 연구에서 사용된 STS 347 스테인리스강은 1,200 °C에서 최종 열간 압연된 직경 290 mm 크기의 환봉으로 성분은 표 1과 같다. 열간 가공 과정 간에 형성된 잔류응력과 석출물을 제거하기 위해 용체화 풀림(solution annealing, SA)을 실시하였다. 시편의 용체화 풀림은 ASTM[5]에서 추천하는 최소 온도보다 50 °C 높은 1,150 °C에서 2시간 유지 후 수냉하는 조건으로 실시되었다.
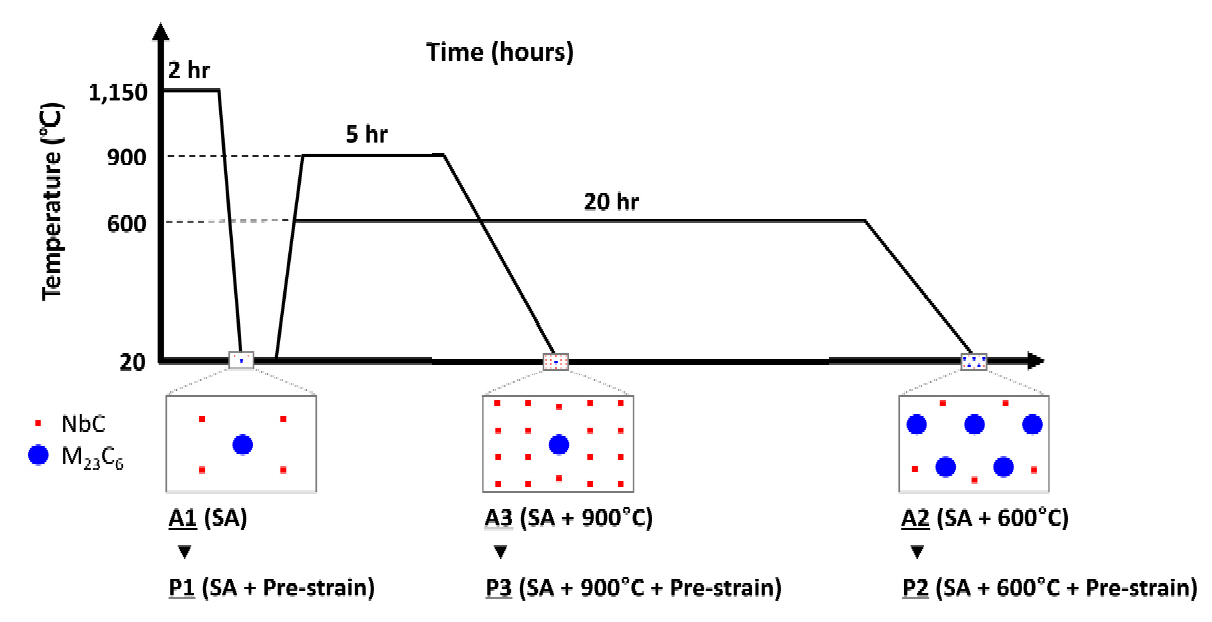
용체화 풀림(SA) 이후 일부 시편들은 M23C6 와 NbC를 형성시키기 위해 그림 1과 같이 600 °C와 900 °C에서 각5 시간과 20시간을 유지하였다. 편의상 용체화 풀림 시편은 A1, 이후 600 °C에서 M23C6 석출물 형성 처리한 시편은 A2, 900 °C에서 NbC 석출물 형성 처리한 시편은 A3로 구분하였다. 그리고 열처리된 시편에 10% 예비변형(Prestrain)을 적용한 경우에는 P1, P2, P3로 구분하였다.
2.2 예비변형 및 인장 시험
예비변형 적용과 인장 시험은 모두 10톤 용량의 만능 재료 시험기(UT-100E, MTDI, Korea)를 이용하였다. 우선 냉간 가공을 모사하기 위해서 용체화 및 석출물 형성 열처리가 완료된 사각 막대 형상의 시편에 신장계(extensometer)를 설치하고 하중을 적용하였다. 하중 제거 후 측정된 모든 시편의 연신율은 10%였다. 한편 인장 시험은 ASTM E8의 sub size 규격에 맞춰 가공되었고, 상온에서 1.0 × 10-3s-1 변형률 속도로 진행하였다.
2.3 크리프 파단 시험
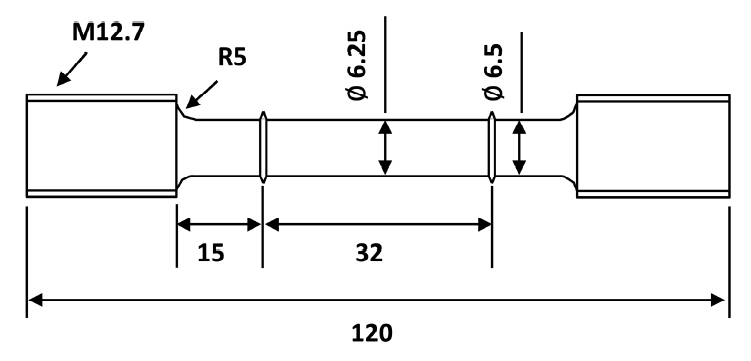
열처리 및 예비변형이 적용된 직사각형 형태의 시편을 그림 2와 같이 그립부에 나사선을 가진 환봉 형태의 시편으로 가공하였다. 크리프 파단 시험은 기본적으로 ASTM E139에 따라 진행되었는데, 분위기는 대기 환경이고 응력 적용은 일정 하중 방식을 사용하였다. 크리프 파단 시험은 3가지 조건에서 실험되었으며, 750 °C에서는 100 MPa의 응력을 650 °C에서는 200 MPa과 150 MPa 응력을 적용하였다. 계획된 하중은 시편이 목표로 한 온도에 도달하고 1시간 후에 적용하였다. 가열로 내에는 3군데의 온도 제어 장치가 있고 이를 통해 시편 전체 길이에서 목표 온도의 ±2 °C 이내로 관리하였다. 그리고 시편의 숄더(shoulder)에 부착된 신율계를 통해 시편의 크리프 변형을 측정하였다.
2.4 미세 조직 및 석출물 확인
열처리에 따른 미세 조직 관찰 및 석출물 분석을 위해 시편을 연마하고, 질산과 염산을 1:3 비율로 섞은 산으로 에칭한 후 광학현미경 및 주사전자현미경으로 관찰하였다. 결정립 크기는 ASTM E112의 Heyn lineal intercept 방법에 따라 광학 현미경에서 200배 크기로 찍은 사진에 1.6 mm 길이의 선을 그어 측정하였다. 세부 미세 조직과 석출물 분포, 파면 분석은 High-resolution scanning electron microscope (HR-SEM, SU8010, Hitachi, Japan)을 이용하였고, 석출물 확인은 Energy Dispersive X-ray Spectroscopy (EDS, System1, Thermofhiser, Korea)와 Xray Diffratometer (DE/D8 Advance, Bruker, Germany)를 이용하였다.
3. 실험 결과
3.1 미세조직 분석
1,150 °C에서 2시간 동안 용체화 풀림 처리된 A1 시편의 평균 결정립 크기는 약 45 μm 였다. 그리고 용체화 풀림 후 600 °C에서 석출물 형성 열처리가 된 A2 시편의 평균 결정립 크기도 A1과 매우 유사하였다. 반면 900 °C에서 석출물 형성 열처리된 A3 시편의 평균 결정립 크기는 50 μm 정도로 약간 성장하였다. 해당 석출물 열처리 조건에서 재결정이 일어나기 위해서는 최소 4~10% 이상 냉간 가공이 필요하다고 보고되고 있다 [35,36]. 공급받은 환봉은 재결정 온도 이상에서 열간 압연된 후 용체화 풀림 열처리까지 적용하여 잔류응력을 제거시켰기 때문에 석출물 형성을 위한 열처리 조건에서는 재결정에 의한 결정립 미세화는 일어나지 않고 성장만 일어나는 것으로 판단된다.
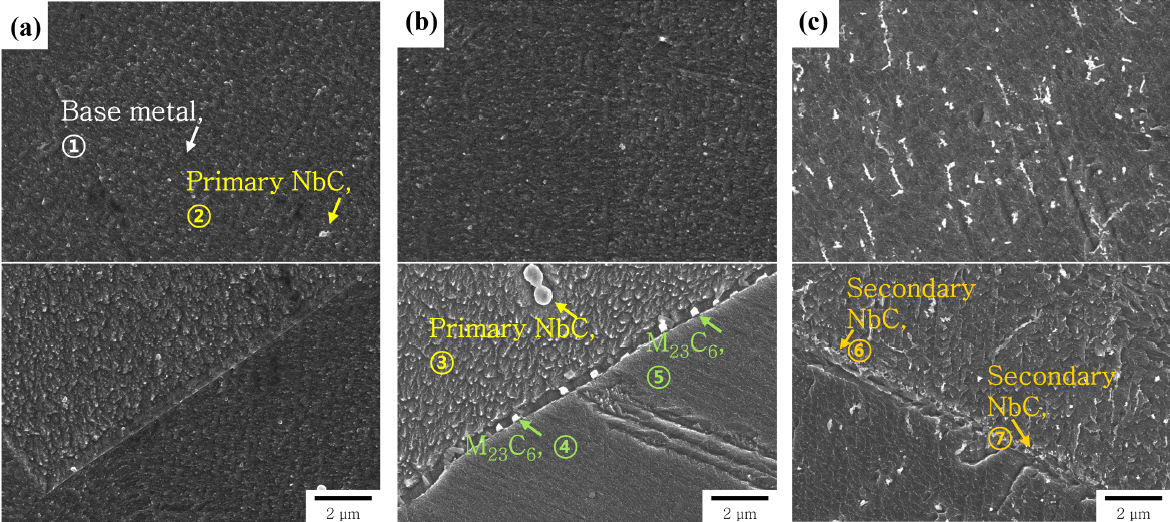
그림 3은 A1, A2, A3 시편의 석출물 분석을 위한 HR-SEM 사진으로 A1과 A3 시편에서 주로 확인되는 석출물은 NbC이다. NbC 석출물은 강재의 응고나 고온 제작 과정 간에 형성되어 성장하는 1차 NbC와 그 이후 열처리나 고온 사용 과정 중에 형성되는 2차 NbC로 나눌 수 있다. J. Erneman[40]은 1차 NbC의 크기를 0.2 μm 이상으로, 2차 NbC는 0.2 μm 이하로 구분하였다. 용체화 풀림 처리를 실시한 A1 시편에서는 결정 입내에 미고용된 0.2 μm 이상 크기의 1차 NbC와 미세 2차 NbC를 소량 확인할 수 있었으며 결정립계에서도 소량의 1차 NbC가 관찰되었다.
M23C6 형성 열처리를 진행한 A2 시편에서는 A1 시편대비 입내 석출물의 형성량이나 크기의 변화는 관찰되지 않았다. 하지만 입계 석출물의 크기와 형성량에서는 큰 차이를 보였다. A1 시편에서는 거의 확인되지 않았던 조대 입계 석출물이 그림 3(b)와 같이 다수 확인되었다. 표 2의 ④, ⑤는 이 조대 입계 석출물의 EDS 확인 결과인데, Cr 과 탄소 함량이 모재 대비 휠씬 높은 것으로 나타났다[38]. 본 연구에서 측정된 A2 시편의 입계 석출물의 Cr 함량은 32~35%로 50% 미만이지만, 모재 성분의 간섭 영향을 고려한다면 M23C6 석출물로 추정할 수 있다 [41].
NbC 형성 열처리를 진행한 A3 시편에서는 A1 시편 대비 0.2 μm 이하 크기의 2차 NbC가 입내와 입계 모두에서 다수 형성되었다(그림 3(c)). 입계 석출물의 크기는 A2 시편 대비 휠씬 더 미세하지만 형성된 숫자는 휠씬 많았다. A3 시편에 형성된 이들 석출물들은 그 크기가 매우 작아 표 2의 ⑥, ⑦과 같이 EDS 성분 측정시 모재 성분의 영향을 많이 받았다. 하지만 다른 성분들은 모재와 비슷한데 비해 Nb함량은 모재 대비 휠씬 높기 때문에 2차 NbC로 추정할 수 있다.
그림 4는 A1, A2, A3 시편의 XRD 측정 결과로 앞서 설명한 SEM 및 EDS 분석 결과와 동일하게 나왔다. 우선 A1 시편에서는 열처리 과정 중에 미고용 되었거나 냉각 과정 간에 소량 형성된 NbC와 M23C6가 존재하는 것을 알 수 있다. 반면 A2 시편은 A1 대비 NbC 함량의 변화는 거의 없지만 M23C6 양은 많아졌고, A3 시편에서는 A1 대비 M23C6의 함량 변화는 거의 없지만 NbC의 양이 증가한 것을 알 수 있다.
3.2 인장시험
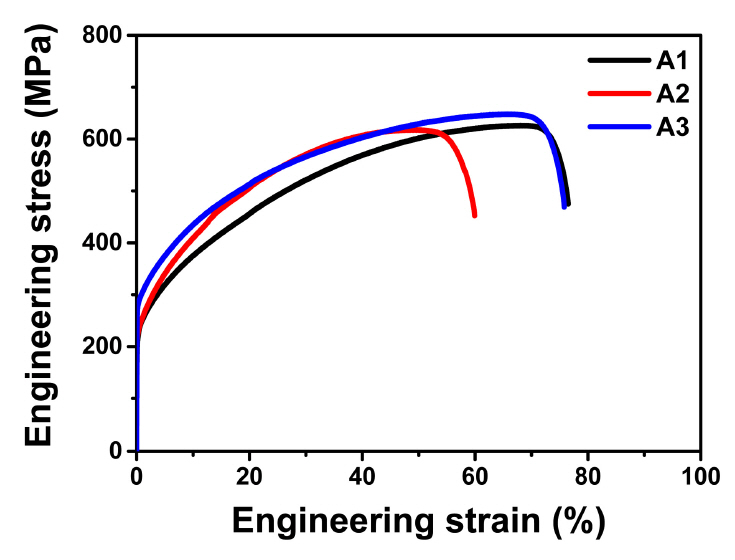
그림 5는 열처리 조건에 따른 상온 인장 시험 결과를 나타내고, 그 결과를 표 3에 정리하였다. 인장 시험 결과 3가지 열처리 조건 모두 ASTM/ASME 기준의 강도와 연성을 만족하였다 [44]. 용체화 풀림 후 600 °C에서 석출물 형성 열처리가 된 A2 시편의 평균 결정립 크기는 A1과 유사하여 인장 강도나 항복 강도의 변화는 크지 않았다. 하지만 A2 시편의 연성은 A1 시편에 비해 20% 정도로 크게 떨어졌다. 이는 A2 시편에서 결정립계에 집중된 석출물이 공동(void) 생성점으로 작용해 연성이 감소되는 것으로 설명할 수 있다 [42,43]. 한편 입내와 입계에 NbC가 형성된 A3시편은 A1 시편보다 강도가 상대적으로 높아졌으나 연성은 큰 차이를 보이지 않았다.
3.3 크리프파단시험
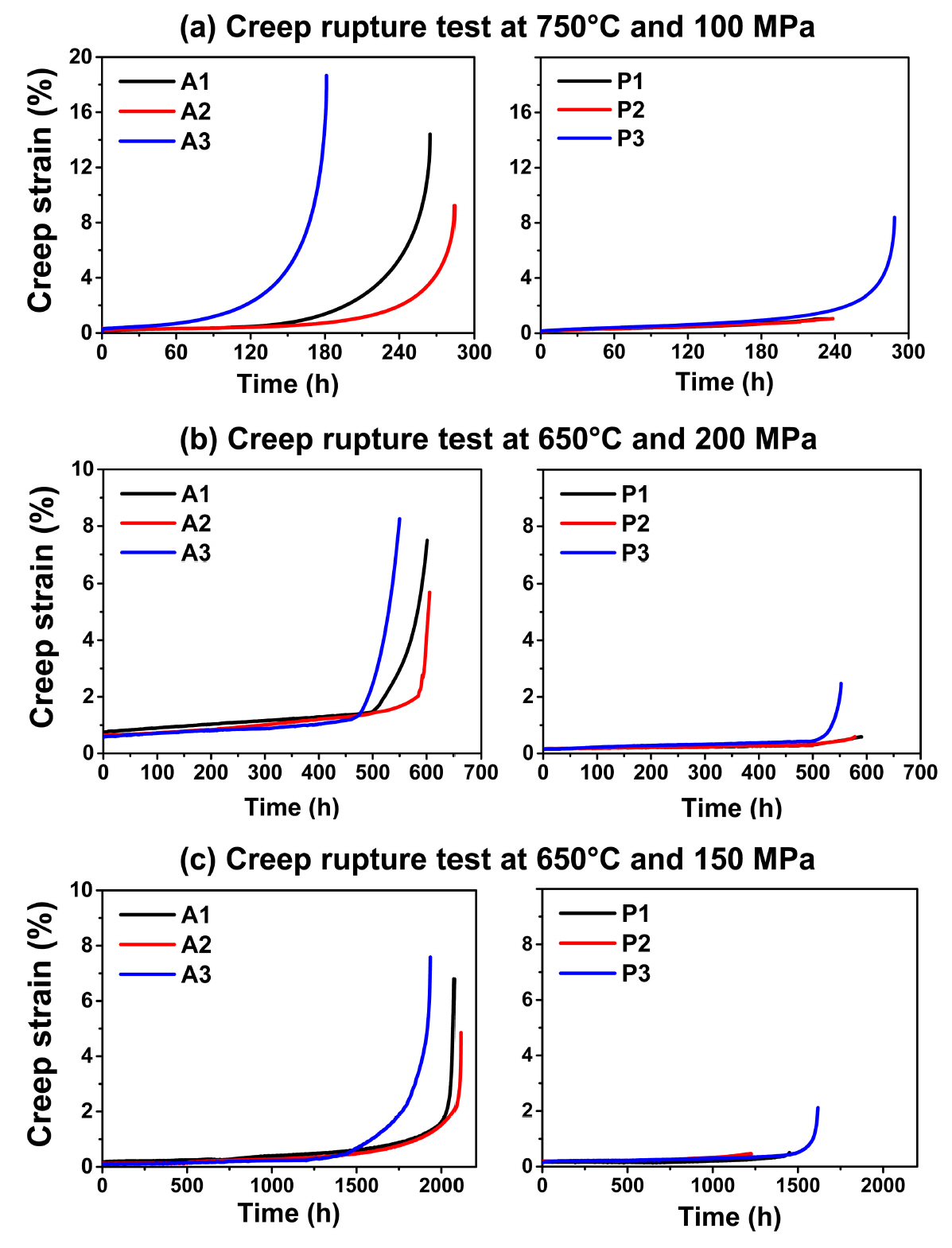
그림 6은 A1~A3 시편과 P1~P3 시편의 크리프 파단 곡선으로 (a)는 750 °C에서 100 MPa을 (b)는 650 °C에서 200 MPa을 (c)는 650 °C에서 150 MPa을 적용한 결과이다. 750 °C에서 100 MPa의 응력을 적용했던 크리프 파단 시험 조건에서는 예비변형을 적용하지 않은 A1, A2, A3 시편의 연성이 각각 14.4, 9.2, 18.7%로 동일한 열처리 조건을 가진 모든 시편들 중에서 가장 높게 나왔다. 그 중에서도 입내와 입계에 미세 석출물이 다수 형성된 A3 시편의 연성이 가장 높았고, 입계에 조대 석출물이 다수 형성된 A2 시편의 연성이 가장 낮았다.
한편 10% 예비변형이 적용된 P1, P2, P3 시편은 A1, A2, A3 시편 대비 최소 크리프 속도(minimum creep rate)가 표 4와 같이 35% 전후로 감소되었는데 이것은 전위밀도 증가에 의한 자연스런 현상이라고 할 수 있다. 하지만 P1, P2, P3 시편의 연성 변화는 크리프 파단 시험 전에 형성시킨 석출물의 종류에 따라 크게 차이가 났는데, A3 대비 P3는 55% 정도만 감소되었지만 A1과 A2 대비 P1과 P2는 90% 정도나 감소되었다. 또한 P3의 크리프 파단 연성은 약 8%로 연성과 취성 파괴가 혼합된 형태이지만 P1과 P2는 크리프 파단 연성이 1% 정도로 높은 수준의 취성 파괴 형태를 보였다. 미세 NbC를 사전에 형성시키지 않은 P1과 P2의 연성이 많이 낮은 이유는 석출물이 지역적으로 불균일하게 형성되었기 때문으로 생각할 수 있다. 예비변형에 의해 입내에 전위가 생성되고, 이 전위에 입내 석출물 형성이 가속화되면서 입계가 상대적으로 약해지게 된다. 크리프 변형시 상대적으로 약한 입계에 변형이 집중되면서 연성이 큰 폭으로 감소하게 된다. 이는 재열균열의 전형적인 현상으로, P3 시편은 예비변형 전에 미세 NbC가 입내와 입계에 고루 분포되면서 재열균열 경향성이 상대적으로 줄어든 것으로 추정된다.
650 °C에서 200 MPa와 150 MPa의 응력을 적용한 크리프 파단 시험 조건에서의 크리프 파단 연성과 최소 크리프 속도 변화 경향성도 750 °C에서 100 MPa의 응력을 적용한 크리프 파단 시험의 결과와 매우 유사하게 나왔다. 다만 크리프 파단 시험 온도가 낮아졌기 때문에 연성은 전반적으로 줄어들고, 파단 시간은 휠씬 길어졌다.
3.4 파면 분석
그림 7은 750 °C, 100 MPa 조건에서의 크리프 파단 시험 후 파면을 관찰한 SEM 사진이다. 연성이 14.4%와 18.7%로 가장 높았던 A1, A3 시편에서는 다수의 딤플(dimple)을 가진 입내 연성 파괴가 주요 파괴 형태로 확인되었고, 일부에서 입계 파괴의 흔적도 관찰되었다. 9.2%의 연성을 가진 A2시편에서는 상대적으로 A1과 A3 시편 대비 입계 파괴가 많아지면서 입내 파괴와 입계 파괴가 혼합된 형태의 파면이 관찰되었다. 연성이 1.0%와 1.1%로 크게 낮아진 P1과 P2 시편에서는 딤플이 거의 없는 입계 취성 파괴 형태가 나타났고, 이런 파면이 재열균열의 전형적인 모습이라고 할 수 있다 [17,27-30]. 연성이 8.4%로 상대적으로 높았던 P3 시편은 입내 파괴와 입계 파괴가 혼합된 형태의 파면이 관찰되었다.
그림 8은 650 °C, 200 MPa조건에서 크리프 파단 시험 후의 파면 SEM 사진이다. 예비변형을 적용하지 않은 A1, A2, A3 시편에서는 750 °C, 100 MPa 시험 조건의 결과와 달리 입계 취성 파괴와 입내 연성 파괴뿐만 아니라 입내의 벽개 파괴도 관찰되었다. 입내 벽개 파괴가 관찰된 것은 크리프 온도는 낮아지고 응력은 높아졌기 때문으로 보인다. 반면 예비변형이 적용된 P1, P2 시편은 750 °C, 100 MPa의 P1, P2 시편과 매우 유사한 입계 파괴 파면이 관찰되었다. P3시편은 750 °C의 P3 대비 입계 파괴가 조금 더 증가하였지만 여전히 딤플이 다수 관찰되었다.
4. 결과 고찰
4.1 온도 및 응력에 따른 석출물 형성
일반적으로 M23C6 석출물은 모재의 탄소 함량이 많을수록 그 형성 속도와 형성 온도가 높아지는데, 본 연구에 사용된 0.046%의 탄소 함량이면 600~700 °C 사이에서 그 형성 속도가 가장 빠르다 [45]. 하지만 이 온도 구간에서는 온도가 높을수록 NbC 형성량도 증가하기 때문에 본 연구에서는 600 °C를 M23C6 형성의 최대화 온도로 설정하였다. 그리고 이 온도는 STS 347 스테인리스강의 예민화가 가장 심각한 구간으로도 이미 잘 알려져 있다 [46,47]. M23C6는 NbC와 달리 결정립계 우선 형성되는데[47], A2 시편의 열처리 조건에서 M23C6는 대부분이 결정립계 형성되는 것으로 알려져 있다 [48]. 이는 그림 3의 SEM 분석을 통해서도 확인되었다.
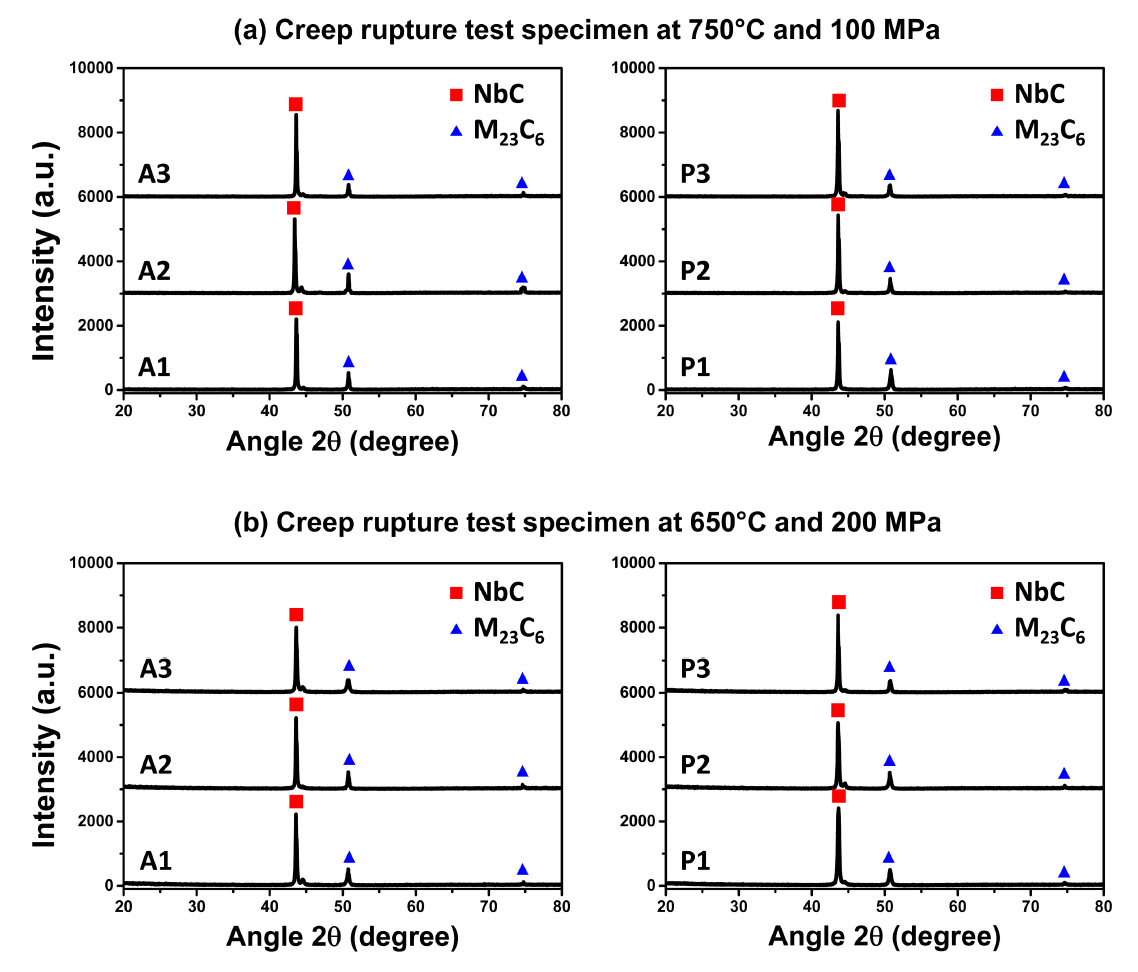
그림 9는 크리프 파단 시험 후의 XRD 분석 결과이다. 크리프 파단 시험 온도가 M23C6 석출 온도 구간[48,51]에 속하고 시험 시간도 수백 시간 이상으로 길기 때문에 크리프 시험 전의 A2 시편 대비 크리프 파단 시험후의 A1, A2, P1, P2 시편에서 M23C6 형성량이 더 많아졌다. 하지만 열처리 조건이나 예비변형의 적용 유무에 따른 M23C6 형성량의 경향성을 찾긴 어려웠다. 이는 크리프 파단 시험의 유지 시간이 석출물 형성 열처리 유지 시간 대비 휠씬 길어 열처리 조건이 최종 석출물 형성량에 큰 영향을 미치지 못하기 때문인 것으로 보인다. NbC를 형성시킨 A3와 P3 시편에서는 크리프 파단 시험 후에도 단순히 열처리만 진행된 A2 시편 대비 M23C6 형성량이 많아지지 않았다. 이는 NbC가 M23C6 형성 이전에 충분히 석출되면 Nb가 결정 입계와 그 부근의 탄소를 NbC 형태로 제거 또는 안정화시키기 때문이다 [32].
한편 NbC는 850~900 °C 부근에서 형성 속도가 가장 빠른 것으로 알려져 있다 [52,53]. 그리고 이 온도 범위는 M23C6 형성을 방지하기 위해 실시하는 안정화 열처리의 가장 일반적인 온도이다 [50]. 900 °C 열처리시 다수의 미세 석출물이 입내와 입계에 형성되는 것은 그림 3과 4를 통해서 이미 확인되었다. NbC는 비교적 넓은 온도 범위에서 형성되는데[50], 크리프 파단 시험 온도도 이 범위에 포함되기 때문에 그림 9와 같이 모든 시편에서 그림 4의 크리프 파단 시험 전의 A3 시편 대비 NbC의 양이 증대된 것을 알 수 있다. 하지만 형성량이나 형성 위치에는 큰 영향을 미칠 수는 있지만 고온에서 유지 시간이 길어지면 시편 전체에서의 형성량에는 큰 영향이 없는 것으로 보인다.
4.2 석출물 형성에 따른 재열균열 경향성
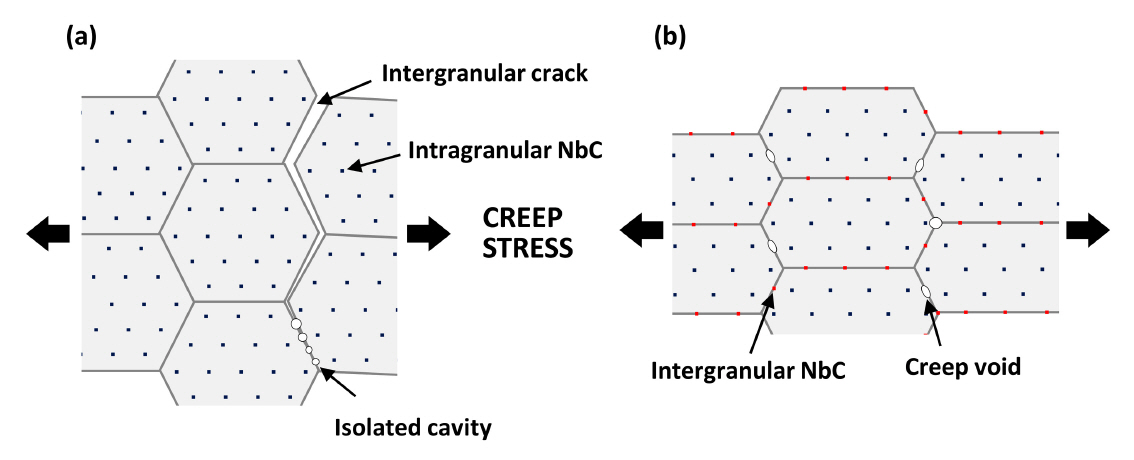
그림 10(a)와 같이 입계 대비 입내에 미세 석출물 형성이 많아지면 입계에 크리프 변형이 집중되면서 크리프 연성이 크게 감소하게 된다. 크리프 연성을 높이기 위해서는 크리프 중에 입내가 충분히 변형될 수 있어야 한다. 이를 위해서는 입내 변형동안 입계가 손상되지 않을 정도로 충분히 강해야 한다 [54]. Morris[56]의 연구 결과에 따르면 미세 입계 석출물의 밀도가 높으면 크리프 연성이 증가하지만 조대 입계 석출물의 밀도가 높으면 크리프 연성이 오히려 감소하게 된다. 이는 본 실험에서도 동일한 결과를 얻을 수 있었다. NbC는 열적 안정성이 높아[32] 600~800 °C에서 잘 성장하지 않는다 [55]. 미세 NbC를 입계에 형성시킨 A3 시편은 그림 6과 같이 모든 크리프 파단 시험 조건에서 가장 우수한 연성을 나타내었다. 반면 탄소를 기지 조직에 과포화 고용시킨 A1 시편은 크리프 파단 시험 동안 형성된 입내 전위에 의해 입내 미세 석출물이 우선 형성될 수 있다 [30]. 또한 과포화 고용된 탄소들이 입계에서 조대한 M23C6로도 쉽게 형성되기 때문에 A3 대비 연성이 낮게 나온 것으로 생각해 볼 수 있다. 또한 A2 시편은 600 °C 열처리로 결정립계 이미 상당량의 조대 M23C6가 석출하였다. M23C6 탄화물은 고온에서 쉽게 성장하는데[30], 크리프 파단 시험 동안 M23C6가 추가 생성되고 더 성장했기 때문에 크리프 연성이 가장 낮게 나타나게 된다.
모든 크리프 파단 시험 조건에서 P1 시편과 P2 시편의 크리프 파단 연성은 거의 비슷하게 나왔다. 이를 통해 크리프 파단 시험 이전에 M23C6를 형성시키는 것은 재열균열에 균열에 거의 영향이 없는 것처럼 보일 수 있다. 그러나 P1과 P2 시편의 크리프 파단 연성이 너무 낮아 크리프 파단 연성만으로는 M23C6의 영향도를 평가하기는 쉽지 않다. 따라서 Monkman-Grant (MG) 방법을 통해 변형률을 주요 변수로 사용해서 단기간의 시험에서 얻은 값으로 장시간의 수명을 예측해 보았다 [56]. 유사 강종 간에는 단순히 최소 크리프 변형률에 크리프 파단 시간을 곱해서 얻은 MG 값만으로 수명을 비를 판단 수 있다 [21]. 표4에서 P1과 P2 시편 간의 MG 값을 비교해 보면 크리프 파단 시간이 길어 질수록 P1의 MG 값이 증가하는 것을 알 수 있다. STS 347 스테인리스강이 실제로 설계되고 사용되는 파단 시간은 100,000시간을 휠씬 상회한다는 것을 감안하면 M23C6은 실질적으로는 재열균열을 더 악화시키는 석출물로 생각해 볼 수 있다. 앞서 그림 3에서 확인한 것처럼 A2 또는 P2 시편에는 0.1~0.2 μm 이상의 입계 조대 석출물이 다수 형성되었고, 이들은 크리프 파단 시험 동안에는 2배 이상으로 성장하였다. M23C6도 미세 석출물일 때는 결정립계 강화시킬 수 있다. 하지만 M23C6는 열적 안정성이 낮아 쉽게 성장하기 때문에 결정립계 강화에 특별한 역할을 하지 못하게 된다 [30]. 또한 M23C6는 입계 최인접부에서 예민화에 의해 무석출대를 잘 형성시키는 것으로도 알려져 있다. 결정립계 바로 인접부에서 이런 무석출대가 형성되면 입내와 입계의 강도 차이는 더 커지게 된다. 그리고 K. S. Min[59]에 따르면 M23C6는 MC 탄화물 대비 계면 에너지(interfical enegy)가 높기 때문에 크리프 저항성을 낮춘다고 한다. 비록 M23C6이 재열균열의 주요 인자는 아니지만 여전히 재열균열 발생 경향성을 증대시키는 원인 중에 하나로 생각할 수 있다.
STS 347 스테인리스강에서 NbC를 예비응력 적용 이전에 형성시키면 재열균열 경향성을 어느 정도 감소는 시킬 수 있는 것으로 나타났다. 석출물의 대다수를 차지하는 2차 NbC는 열적 안정성이 높고 고온에서 잘 성장하지 않는 것으로 잘 알려져 있다 [32,54]. Chengyu Chi[60]에 따르면 650 °C에서 10,000시간을 유지해도 50 nm 정도로 밖에 성장하지 않는 것으로 확인되었다. 900 °C 열처리로 NbC를 예비응력 적용 이전에 그림 10(b)와 같이 입내와 입계에 고르게 분포시키게 되면 입내와 입계의 크리프 강도 차이가 감소되면서 크리프 파단 시험 동안 입내 변형을 유도하게 되어 크리프 연성 감소가 상대적으로 크지 않게 된다. P3 시편의 크리프 파단 연성이 P1이나 P2 대비 높고, A3 시편 대비 P3 시편의 연성 감소율이 상대적으로 낮은 것도 이를 통해 설명 가능하다. 반면 미세 NbC를 입계에 생성시키지 않고 예비응력을 가하게 되면 입내에 형성된 전위에 의해 그림 10(a)와 같이 입내에 미세 석출물이 집중 형성되어 입내가 입계보다 더 강화되고 입내와 입계의 강도 차이가 상대적으로 커지게 된다. 여기에 크리프 응력이 적용되면 상대적으로 약한 입계에 변형이 집중되면서 극단적인 크리프 파단 연성 감소가 나타나게 된다. P1과 P2 시편의 높은 재열균열 경향성을 이를 통해 설명 가능하다.
4.3 건설 및 제작 코드의 적절성
발전이나 석유화학 플랜트 건설에서 압력 기기 및 압력 배관, 보일러 등의 건설 및 제작 코드로 자주 사용되는 ASME[37,61]나 KEPIC에서는 STS 347/347H 스테인리스강의 응력제거 열처리 관련 요구 조건들이 명기 되어있다. 가령 설계(design) 온도가 540~675 °C이면 15%까지의 냉간 가공에 대해서는 응력제거 열처리를 면제해주게 된다. 그 이상의 설계 온도에서는 10%까지의 냉간 가공에 대해서 응력제거 열처리를 면제해주게 된다. 해당 설계 온도 조건에서 냉간 가공률의 제한치를 초과하면 균열 방지를 위해 응력제거 열처리를 1,040 °C 이상에서 하도록 요구를 하고 있다. 잔류응력이 재열균열의 핵심 원인[22,24–30]이므로 STS 347 스테인리스강을 고온에 사용하기 전에 응력 제거 열처리를 해주는 것이 재열균열 방지에는 분명한 효과가 있을 것이다. 하지만 본 연구 결과에 따르면 ASME의 추천과 다르게 NbC 석출물 형성 열처리가 되지 않은 STS 347 스테인리스강의 경우 10%의 변형률만으로도 650 °C에서 심각한 재열균열이 발생할 수 있음이 확인되었다. STS 347/347H 스테인리스강의 보다 안전한 사용을 위해서는 ASME 코드의 냉간 가공율이나 설계 기준 온도의 상한치를 낮추어야 할 것이다. 용접 열영향부의 잔류응력은 현장에서 정량적으로 측정하기는 어렵다. STS 347 스테인리스강의 용접 열영향부가 재열균열에 취약한 온도에 사용되어야 하는 경우 잔류응력이 가장 크고, 탄소가 과포화 고용되어 있는 결정립 조대화 영역은 응력제거 열처리 또는 안정화 열처리가 적용되어야 할 것이다. 또는 용접 입열이나 층간 온도, 용접 재료 등과 같은 잔류응력을 최소화시킬 수 있는 용접 조건을 확인해서 설계 온도에 따라 제한을 두는 방안에 대해서도 검토하여 코드 추가가 필요할 것이다.
5. 결 론
본 연구에서는 STS 347 스테인리스강의 재열균열 경향성에 미치는 석출물 형성과 냉간 가공의 영향을 분석하여 다음과 같은 결론을 얻었다.
(1) 냉간 가공에 의해 발생한 잔류응력은 입내와 입계 석출물 불균일 형성의 원인이 되고, 이로 인해 크리프 변형이 크리프 저항이 상대적으로 낮아진 입계에 집중되면서 크리프 연성이 극단적으로 감소한다. 크리프 파단 시험과 석출물 및 파면 분석을 통해 잔류응력이 재열균열의 주요 원인이라는 것을 확인하였다.
(2) STS 347 스테인리스강에서 잔류응력에 의해 미세 NbC가 입내에 주로 형성될 경우 입내가 입계 대비 상대적으로 강해지면서 입계에 변형이 집중되게 되고, 이로 인해 재열균열이 발생하게 된다. 반면 잔류응력이 형성되기 전에 900 °C에서 NbC 석출 열처리를 하게 되면, 입내뿐만 아니라 입계에도 다수의 미세 NbC가 형성되는데, 이는 입내와 입계의 크리프 강도 차이를 감소시켜 재열균열 경향성을 줄이게 된다.
(3) STS 347 스테인리스강에서 M23C6 석출물은 입계에 우선 형성되고 빠르게 성장하여 장기 크리프 수명에 악영향을 주기 때문에 실질적으로 재열균열의 민감도를 높일 것으로 생각되지만 재열균열의 주요 원인이라고 보기는 어렵다.
(4) 석유화학 플랜트나 발전 플랜트의 건설 및 제작 코드로 사용되는 ASME나 KEPIC에서는 STS 347 스테인리스강의 설계 온도가 650 °C일 경우 냉간 변형률이 15%를 초과하는 경우에만 취성 파괴 방지를 위해 응력제거 열처리를 하게 되어 있다. 하지만 본 연구에 따르면 안정화 열처리가 적용되지 않았을 경우 냉간 변형률이 10%만 되어도 크리프 연성이 극단적으로 낮아지는 것을 확인하였다.
이에 따라 냉간 가공율이나 설계 기준 온도의 상한치를 낮추거나 안정화 열처리 적용을 강제하는 등의 조치가 필요해 보인다.