1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ ņ£Āļ¤ĮņŚ░ĒĢ®ņØś ļ░░ĻĖ░Ļ░ĆņŖż Ļ┤ĆļĀ© ĒÖśĻ▓ĮĻĘ£ņĀ£ CO2 ĻĖ░ņżĆ 2015ļģä 130 g/km ņłśņżĆņŚÉņä£ 2020ļģä 95 g/km ļĪ£ ĻĘ£ņĀ£Ļ░Ć Ļ░ĢĒÖöļÉ©ņŚÉ ļö░ļØ╝ ņŚ░ļŻī ĒÜ©ņ£© ņ”ØļīĆ ļ░Å ĻĘ£ņĀ£ ņČ®ņĪ▒ņØä ņ£äĒĢ┤ ņ×ÉļÅÖņ░© ņĀ£ņĪ░ņé░ņŚģņŚÉņä£ļŖö Ļ▓Įļ¤ēĒÖö ļČĆĒÆł ņĀ£ņĪ░ņŚÉ ņĀüĒĢ®ĒĢ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņ░©ņ▓┤ ļČĆĒÆłņĀüņÜ®ņØ┤ ĒÖ£ļ░£ĒĢśĻ▓ī ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż [1-3]. Ēżļō£ F150 ĒŖĖļ¤ŁņØś Ļ▓ĮņÜ░ ņĢīļŻ©ļ»ĖļŖä ļČĆĒÆłņØä ņ░©ņ▓┤ņŚÉ ņĀüņÜ®ĒĢśņŚ¼ ņØ┤ņĀä ļ¬©ļŹĖ ļīĆļ╣ä 340 kg Ļ▓Įļ¤ēĒÖöĒĢśņśĆĻ│Ā, ņ×¼ĻĘ£ņ¢┤ XJ ļ¬©ļŹĖņØĆ ņ░©ņ▓┤ņØś ĒöäļĀłņ×äņØä 100% ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņ£╝ļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż [4,5]. ĻĘĖ ņÖĖņŚÉļÅä ņ×ÉļÅÖņ░©ņØś ņŚöņ¦ä ņ╝ĆņØ┤ņŖż, Ēøäļō£, ņÖĖņן Ēī©ļäÉ, ļĖīļĀłņØ┤Ēü¼ ļööņŖżĒü¼ ļō▒ ņ×ÉļÅÖņ░©ņØś ļČĆĒÆłļōżņØ┤ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØä ĻĖ░ļ░śņ£╝ļĪ£ ļīĆņ▓┤ļÉśĻ│Ā ņ׳ļŗż [6].
ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś Ļ▓ĮņÜ░ 20┬░C ĻĖ░ņżĆ, ņ▓Ā ļīĆļ╣ä ļģ╣ļŖöņĀÉņØ┤ ļé«Ļ│Ā, ņŚ┤ņĀäļÅäņ£©ņØĆ 3ļ░░ ņØ┤ņāü ļåÆņ¦Ćļ¦ī, Al2O3 Ēæ£ļ®┤ ņé░ĒÖöņĖĄņ£╝ļĪ£ ņØĖĒĢ┤ Ēæ£ļ®┤ ņĀæņ┤ēņĀĆĒĢŁņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ņŚ┤ņØæļĀźņŚÉ ņØśĒĢ£ ļ│ĆĒśĢņŚÉ ņĘ©ņĢĮĒĢśņŚ¼ ņĪ░ļ”ĮĻ│ĄņĀĢļ┐Éļ¦ī ņĢäļŗłļØ╝, ņÜ®ņĀæ ĒÆłņ¦łņØä ĒÖĢļ│┤ĒĢśĻĖ░ņŚÉ ļ¦ÄņØĆ ņ¢┤ļĀżņøĆņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż [7,8]. ĒŖ╣Ē׳ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņĀĆĒĢŁ ņÜ®ņĀæ ņŗ£, Ēæ£ļ®┤ņØś ņ¢ćņØĆ ņé░ĒÖöņĖĄĻ│╝ ļé«ņØĆ ļ¬©ņ×¼ Ļ│Āņ£ĀņĀĆĒĢŁ ļ░Å ņÜ®ņ£ĄņĀÉ, ļåÆņØĆ ņĀäĻĖ░/ņŚ┤ ņĀäļÅäļÅäļĪ£ ņØĖĒĢśņŚ¼ ļåÆņØĆ Ļ░ĆņĢĢļĀźĻ│╝ ņĀäļźś, ņ¦¦ņØĆ Ļ│ĄņĀĢ ņŗ£Ļ░äņØś ņ¦æņżæņĀüņØĖ Ļ│Āņ×ģņŚ┤ņØ┤ ņĀĆĒĢŁņÜ®ņĀæņŚÉņä£ļŖö ĒĢäņłśņĀüņØ┤ļŗż [9,10]. ĻĘĖļ¤¼ļéś Ļ░ĆĒś╣ĒĢ£ ņÜ®ņĀæņĪ░Ļ▒┤Ļ│╝ ņĢīļŻ©ļ»ĖļŖäņØś ņŚ┤ņ£äĒĢ£ ņÜ®ņĀæĒŖ╣ņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ ņÜ®ņĀæļČĆ ļé┤ļČĆņŚÉ ņłśņČĢĻ│Ą ļśÉļŖö Ēæ£ļ®┤ Ēü¼ļ×Ö ļō▒ņØś Ļ▓░ĒĢ©ņØ┤ ļ░£ņāØļÉśĻ│Ā, ņÜ®ņĀæļČĆņØś ļ¼╝ņä▒ņØ┤ ņĀĆĒĢśļÉśļŖö ļō▒ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ļ¼ĖņĀ£Ļ░Ć ļ░£ņāØļÉśĻ│Ā ņ׳ļŗż [11-13].
ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņĀĆĒĢŁ ņÜ®ņĀæ ņŗ£ ļäłĻ▓¤ ļé┤ļČĆĻ▓░ĒĢ© ņĀ£ņ¢┤ļź╝ ņ£äĒĢ┤ M. Huang ļō▒ [14]ņØĆ ņāüļŗ©ņĀäĻĘ╣ņŚÉ ņśüĻĄ¼ņ×ÉņäØņØä ņןņ░®ĒĢśņŚ¼ ņ×ÉĻĖ░ņןņØä ĒśĢņä▒ĒĢ©ņŚÉ ļö░ļØ╝ ļäłĻ▓¤Ļ▓ĮņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā, ļäłĻ▓¤ ļé┤ļČĆĻ▓░ĒĢ©ņØ┤ Ļ░ÉņåīĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. U. Shah ļō▒ [11]ņØĆ ņĀäĻĘ╣ņŚÉ ņØĖņ£äņĀüņ£╝ļĪ£ ņ¦äļÅÖņØä Ļ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļäłĻ▓¤ ļé┤ļČĆĻ▓░ĒĢ©ņØ┤ Ļ░ÉņåīĒĢśņśĆĻ│Ā, ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØś ņ”ØĻ░ĆņøÉņØĖņØä ĻĘ£ļ¬ģĒĢśņśĆļŗż. Z. Luo ļō▒ [15]ņØĆ ņśłļ╣ä ĒåĄņĀä(pre-heating)ņŗ£ Al2O3 ņé░ĒÖöņĖĄņØä ļČĢĻ┤┤ĒĢ©ņŚÉ ļö░ļØ╝ ņĀæņ┤ēņĀĆĒĢŁ Ļ░Éņåī ļ░Å ļäłĻ▓¤Ļ▓Į ĒÖĢņןņŚÉ ļīĆĒĢ£ Ļ░£ņäĀņ▒ģņØä ņĀ£ņŗ£ĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś ņØ┤ņÖĆ Ļ░ÖņØĆ ļ░®ļ▓ĢļōżņØĆ ņČöĻ░ĆņĀüņØĖ ņןņ╣ś ļ░Å ĻĖ┤ Ļ│ĄņĀĢņŗ£Ļ░äņ£╝ļĪ£ ņØĖĒĢ┤ ĒśäņןņŚÉņä£ņØś ņĀüņÜ®Ļ░ĆļŖźņä▒ņØ┤ ļåÆņ¦Ć ņĢŖļŗż. ņØ┤ņÖĆ ļŗ¼ļ”¼ ņÜ®ņĀæņŗ£Ļ░äļÅÖņĢł Ļ░ĆņĢĢļĀźņØä ņĀ£ņ¢┤ĒĢĀ Ļ▓ĮņÜ░, ņČöĻ░ĆņĀüņØĖ ņןņ╣śņÜöņåīņÖĆ ņĀäĻĖ░ņØś ņåīļ¬©Ļ░Ć ĒĢäņÜöĒĢśņ¦Ć ņĢŖņ£╝ļ»ĆļĪ£ ļČĆĻ░ĆņĀüņØĖ ņāØņé░ ļ╣äņÜ®ņØ┤ ņ”ØĻ░ĆĒĢśņ¦Ć ņĢŖĻ│Ā, ņä£ļ│┤ ļ¬©Ēä░ ņĀ£ņ¢┤ļ░®ņŗØņØś Ļ░ĆņĢĢļĀź ņןļ╣äĻ░Ć ņ׳ļŖö ĒśäņןņŚÉļŖö ņ”ēĻ░üņĀüņØĖ ņĀüņÜ®ņØ┤ Ļ░ĆļŖźĒĢ£ ņןņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż.
ņśłļ╣äņŗ£Ļ░äņØś Ļ░ĆņĢĢļĀźņØĆ Al2O3 ņé░ĒÖöņĖĄ ļČĢĻ┤┤ ļ░Å Ēæ£ļ®┤ņĪ░ļÅä Ē¢źņāü, ĻĄŁļČĆņĀü ļ░£ņŚ┤ĒśäņāüņØä ņĀĆĻ░ÉĒĢĀ ņłś ņ׳Ļ│Ā, ņØ┤ļŖö ņśłļ╣ä ĒåĄņĀäĻ│╝ ļÅÖņØ╝ĒĢ£ ĒÜ©Ļ│╝ļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż [16]. H. J. Lin ļō▒ [17]ņØĆ Transformation-induced plasticityĻ░ĢņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØĆ ļäłĻ▓¤ ļé┤ļČĆņØś Ļ▓░ĒĢ©ņØä Ļ░ÉņåīĒĢśļŖö ĒÜ©Ļ│╝ļź╝ Ļ░Ćņ¦äļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś ņĢ×ņä£ ņ¢ĖĻĖēļÉ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņ▓ĀĻ│╝ ņĢīļŻ©ļ»ĖļŖäņØś Ļ│Āņ£Ā ĒŖ╣ņä▒ņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņÜ®ņĀæĒŖ╣ņä▒ņØ┤ ņāüņØ┤ ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņ¢æņé░ļØ╝ņØĖ ņĀüņÜ®ņŚÉļŖö ļ»ĖĒØĪĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØ╝ļČĆ ņĀĆņ×ÉļōżņØĆ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä Ļ░ĆĒĢĀ Ļ▓ĮņÜ░ ļäłĻ▓¤ņØś ļé┤ļČĆ Ļ▓░ĒĢ©ņØ┤ Ļ░ÉņåīĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆņ£╝ļéś, ņØ┤ļōż ņŚ░ĻĄ¼ļŖö Ļ│ĄĒåĄņĀüņ£╝ļĪ£ ņÜ®ņĀæņŗ£Ļ░äļČĆĒä░ ņ£Āņ¦Ćņŗ£Ļ░äļÅÖņĢł Ļ░ĆņĢĢļĀźņØä ņä£ņä£Ē׳ ņ”ØĻ░Ćņŗ£Ēé┤ņŚÉ ļö░ļØ╝ ņł£ņłś ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś Ļ░ĆņĢĢļĀźņØś ĒÜ©Ļ│╝Ļ░Ć ļ¬ģĒÖĢĒĢśĻ▓ī ņĀ£ņŗ£ļÉśņ¦Ć ņĢŖņĢśļŗż [12,18,19]. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ļŖö Ļ│ĄņĀĢņŗ£Ļ░ä ļÅÖņĢł Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļźĖ ĒÜ©Ļ│╝ļź╝ ĻĘ£ļ¬ģĒĢśĻĖ░ ņ£äĒĢ┤ SORPAS┬« ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤ņÖĆ ņÜ®ņĀæļ¬©ļŗłĒä░ļ¦ü ņŗĀĒśĖ, ļ»ĖņäĖĻĄ¼ņĪ░ ļČäņäØņØä ĒåĄĒĢ┤ ņÜ®ņĀæ ĒŖ╣ņä▒ņØä Ļ│Āņ░░ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1. ņŗ£ĒŚśĒÄĖ ņĀ£ņ×æļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ░ĆĻ│ĄĻ▓ĮĒÖö ņ▓śļ”¼ļÉ£(H32) Al 5052 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņåīņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņé¼ņÜ®ļÉ£ Ēö╝ ņÜ®ņĀæņ×¼ņØś ļæÉĻ╗śļŖö 1.2 mmņ£╝ļĪ£, ļ░£Ļ┤æ ļČäĻ┤æ ļČäņäØĻĖ░(Optical Emission Spectrometer, OES)ļź╝ ĒåĄĒĢ┤ ĒÜŹļōØĒĢ£ ĒĢ®ĻĖł ņĪ░ņä▒ņØĆ Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĀĆĒĢŁ ņÜ®ņĀæ ņŗ£ ņĀäĻĘ╣ Ēæ£ļ®┤ņØś ņĢłņĀĢĒÖöļź╝ ņ£äĒĢ┤ ņĀüņĀĢ ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉņä£ ņĢĮ 10ĒÜī ņÜ®ņĀæ ĒøäņŚÉ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆĻ│Ā ISO 14270ņØś Ēæ£ņżĆ ĻĘ£Ļ▓®ņØä ĻĘ╝Ļ▒░ļĪ£ ņŗ£ĒÄĖ ņäĀļŗ©ņ£╝ļĪ£ļČĆĒä░ ņÜ®ņĀæņ¦ĆņĀÉĻ╣īņ¦Ć ņĄ£ņåī 23 mm ņØ┤ņāü Ļ▒░ļ”¼ļź╝ ņ£Āņ¦ĆĒĢśņŚ¼ ņŗ£ĒŚśĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. Ļ░üĻ░üņØś Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ņĀäĻĘ╣ ņśżņŚ╝ņ£╝ļĪ£ ņØĖĒĢ£ ņŚ┤ĒÖö ļ░Å ņĀäĻĘ╣ Ēæ£ļ®┤ņØś ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ ņĖĄņŚÉ ļīĆĒĢ£ ņśüĒ¢źņØä ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ ļ¦żļ▓ł ņāł ņĀäĻĘ╣ņ£╝ļĪ£ ĻĄÉņ▓┤ĒĢ£ Ēøä ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
2.2. ņÜ®ņĀæņĪ░Ļ▒┤
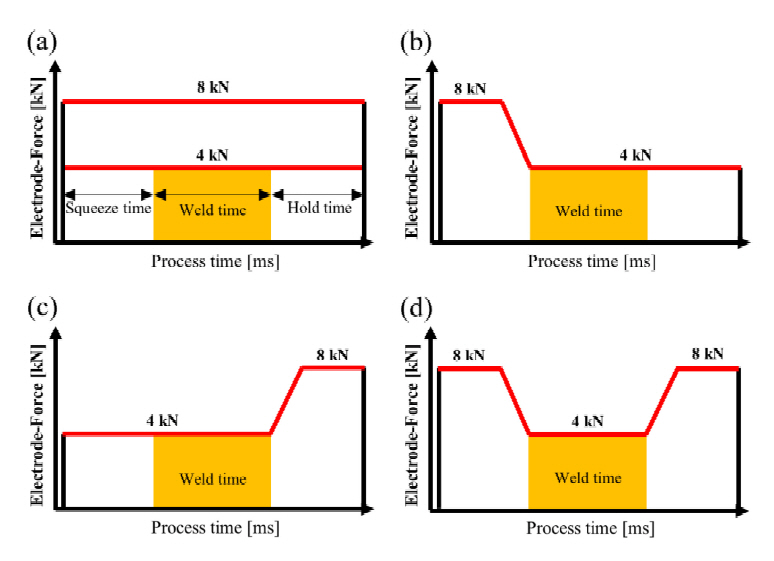
ĻĖ░ļ│Ė ņÜ®ņĀæņĪ░Ļ▒┤ņØĆ ISO 18595:2007(E) ļ░Å AWS D8.9M: 2012 ņÜ®ņĀæ Ļ░ĆņØ┤ļō£ļź╝ ĻĖ░ļ░śĒĢśņŚ¼ Ļ░ĆņĢĢļĀź 4 kN, ņÜ®ņĀæņŗ£Ļ░ä(weld time) 80 ms ļĪ£ ņäżņĀĢĒĢśņśĆĻ│Ā, ņÜ®ņĀæ ņĀäļźśļŖö 25 kA ļĪ£ ņäżņĀĢĒĢśņśĆļŗż. Ļ░ĆņĢĢļĀźņØś ņśüĒ¢źņŚÉ ļīĆĒĢ┤ ļ╣äĻĄÉ┬ĘļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ĻĘĖļ”╝ 1ņŚÉņä£ ļ│┤ļŖöĻ▓āĻ│╝ Ļ░ÖņØ┤ ņÜ®ņĀæņŗ£Ļ░äĻ│╝ ņÜ®ņĀæņĀäļźśļź╝ Ļ│ĀņĀĢĒĢ£ Ļ▓ĮņÜ░ņÖĆ Ļ│ĄņĀĢņŗ£Ļ░äļé┤ Ļ░ĆņĢĢ ņ£äņ╣śļź╝ ļ│ĆņłśļĪ£ ļæÉĻ│Ā ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņĢłņĀĢņĀüņØĖ ņŗżĒŚśņØä ņ£äĒĢ┤ ņśłļ╣äņŗ£Ļ░ä(squeeze time)Ļ│╝ ņÜ®ņĀæņØ┤ ņóģļŻīļÉ£ Ēøä ņ£Āņ¦Ć ņŗ£Ļ░ä(hold time)ņØĆ 200 ms ļĪ£ Ļ│ĀņĀĢĒĢśņśĆĻ│Ā, ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉņä£ ļ│┤ĒÄĖņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖö Cu - Cr(3 wt%) ĒÅēĒīü ņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢśņśĆļŗż [20]. ņĀäĻĘ╣ņØś ņ╣śņłśļŖö ĒīÉņ×¼ņØś ļæÉĻ╗śļź╝ Ļ│ĀļĀżĒĢśņŚ¼ ├Ė16 mm, ņäĀļŗ© ļ░śĻ▓Į(R) 75 mmļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņÜ®ņĀæ ņןļ╣äļŖö ņŻ╝Ēīīņłś 1200 Hz, Mid-Frequency Direct Current (MFDC)ņØś ARO (IBOX ŌĆō 1200) ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņśĆĻ│Ā, Ļ░ĆņĢĢļĀźņØĆ ņä£ļ│┤ ļ¬©Ēä░ ļ░®ņŗØņ£╝ļĪ£ ņĀ£ņ¢┤ļÉśļŖö C type Ļ▒┤ņØä ņé¼ņÜ®ĒĢśņśĆļŗż.
2.3. ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤(SORPAS┬« simulation)
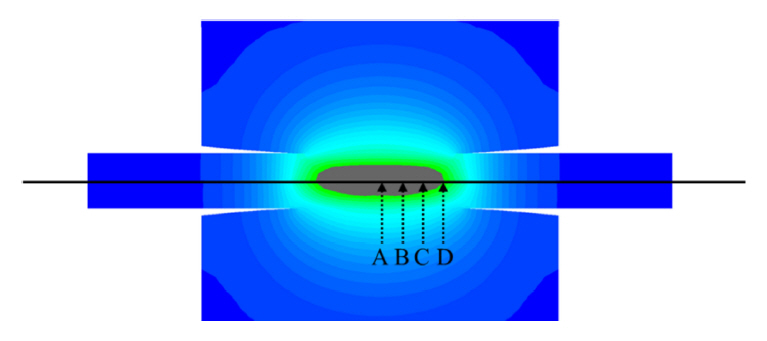
ņÜ®ņĀæņŗ£Ļ░ä ļÅÖņĢł Ļ░ĆņĢĢ ņ£äņ╣śņŚÉ ļö░ļźĖ ļäłĻ▓¤ Ļ▒░ļÅÖ, ņĀæņ┤ē ņĀĆĒĢŁ, ņś©ļÅä ļČäĒżļź╝ ļ╣äĻĄÉ┬ĘĻ│Āņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ ņĀĆĒĢŁņÜ®ņĀæ ņĀäņÜ® SORPAS┬« ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ĒÖ£ņÜ®ĒĢśņśĆļŗż. ĻĘĖļ”╝ 2ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļØ╝ ņ£Āņé¼ĒĢ£ ļäłĻ▓¤Ļ▓Į(ŌēÆ5.83 mm)ņØä ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ┤ type 1ņØś ņÜ®ņĀæņĀäļźśļŖö 26 kA, type 2ņØś ņÜ®ņĀæņĀäļźśļŖö 35 kA, type 3ņØś ņÜ®ņĀæņĀäļźśļŖö 30 kA ļĪ£ ņäżņĀĢĒĢśņśĆĻ│Ā, ņĀæĒĢ®ļ®┤ņØś ņżæņŗ¼(A)ņŚÉņä£ļČĆĒä░ Ļ░Ćņןņ×Éļ”¼(D)Ļ╣īņ¦Ć ļÅÖņØ╝ĒĢ£ Ļ▒░ļ”¼ļĪ£ ļéśļłäņ¢┤ ļČäņäØĒĢśņśĆļŗż. ņśłļ╣äņŗ£Ļ░äĻ│╝ ņÜ®ņĀæņŗ£Ļ░ä, ņ£Āņ¦Ćņŗ£Ļ░äņØĆ ņŗżņĀ£ ņÜ®ņĀæņĪ░Ļ▒┤Ļ│╝ ļÅÖņØ╝ĒĢśĻ▓ī ņäżņĀĢĒĢśņśĆĻ│Ā, ņśłļ╣äņŗ£Ļ░äĻ│╝ ņÜ®ņĀæņŗ£Ļ░äņØś ņĀäĻĘ╣ņØś Ļ░ĆņĢĢļĀźņŚÉ ļö░ļØ╝ 3Ļ░Ćņ¦Ć ņ£ĀĒśĢņ£╝ļĪ£ ļČäļźśĒĢśņśĆļŗż (Ēæ£ 2).
2.4. ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØļ░®ļ▓Ģ
ņÜ®ņĀæļČĆņØś ļ»ĖņäĖĻĄ¼ņĪ░ ļČäņäØņØä ņ£äĒĢ┤ SiC #160 - #1200 Ļ╣īņ¦Ć ĒÅ┤ļ”¼ņŗ▒(polishing) Ēøä ļŗżņØ┤ņĢäļ¬¼ļō£ ņä£ņŖżĒÄ£ņģś 6 ╬╝m, 3 ╬╝m ņÜ®ņĢĪ ņł£ņ£╝ļĪ£ Ļ░ĆņŻĮ ņŚ░ļ¦łĒĢśņśĆļŗż. 95% H2O(l), 2.5% NH3(l), 1.5% HCl(l), 1% HF(l) ņ╝łļ¤¼(Keller) ņÜ®ņĢĪņ£╝ļĪ£ ņĢĮ 20ņ┤łĻ░ä ņŚÉņ╣Ł ĒĢśņśĆĻ│Ā, Ļ┤æĒĢÖĒśäļ»ĖĻ▓ĮņØä ĒåĄĒĢ┤ ņ£ĪņĢłņĪ░ņ¦ü(macrostructure)ņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(Scanning Electron Microscope, SEM)Ļ│╝ ņŚÉļäłņ¦Ć ļČäĻ┤æļČäņäØļ▓Ģ(Energy Dispersive X-ray micro analysis, EDAX)ņØä ņé¼ņÜ®ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1. SORPAS┬« ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ Ēśäņāü ĒĢ┤ņäØ
ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś Ļ│Āņ£ĀĒĢ£ ņä▒ņ¦łņØĖ Al2O3 ņé░ĒÖöņĖĄņ£╝ļĪ£ ņØĖĒĢ┤ ĻĄŁļČĆņĀü ļ░£ņŚ┤ Ēśäņāü ļ░Å ņĀäĻĘ╣ņØś ļō£ļĀłņŗ▒ ņŻ╝ĻĖ░Ļ░Ć ņ¦¦ņĢäņ¦ĆļŖö ļō▒ņØś ļ¦ÄņØĆ ļ¼ĖņĀ£Ļ░Ć ļ░£ņāØĒĢ£ļŗż [21-23]. ĒīÉņ×¼ņØś Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ņé░ĒÖöņĖĄņØĆ ņśłļ╣äņŗ£Ļ░äņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö Ļ░ĆņĢĢļĀźņØä ĒåĄĒĢ┤ ņØ╝ļČĆ ļČĢĻ┤┤ĒĢĀ ņłś ņ׳ņ£╝ļéś, ņé░ĒÖöņĖĄņØś ļæÉĻ╗śĻ░Ć ņłś nm ļĪ£ ņ¢ćņĢä ņé░ĒÖöņĖĄņØś ļČĢĻ┤┤ Ļ▒░ļÅÖ ĒśäņāüņØä ĻĘ£ļ¬ģĒĢśĻĖ░ņŚÉ ĒĢ£Ļ│äĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. ļö░ļØ╝ņä£ ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ĒåĄĒĢ┤ Ļ░äņĀæņĀüņ£╝ļĪ£ ņé░ĒÖöņĖĄņØś ļČĢĻ┤┤ņÖĆ ņÜ®ņĀæ Ļ▒░ļÅÖņØä ņĀæņ┤ēņĀĆĒĢŁĻ│╝ ļ░£ņŚ┤ĒśĢĒā£, ņś©ļÅä ļō▒ņ£╝ļĪ£ ļ╣äĻĄÉĒĢśņśĆļŗż.
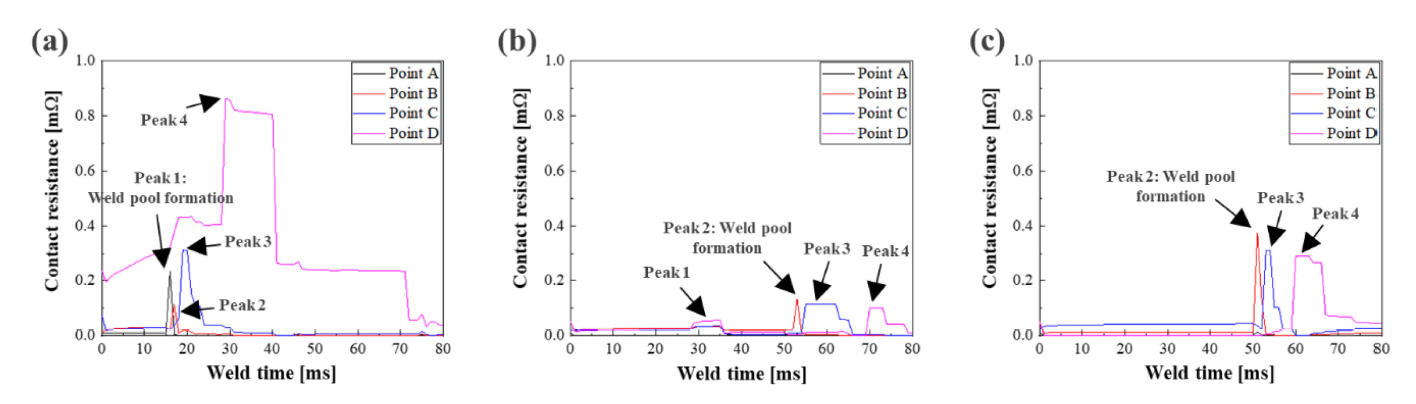
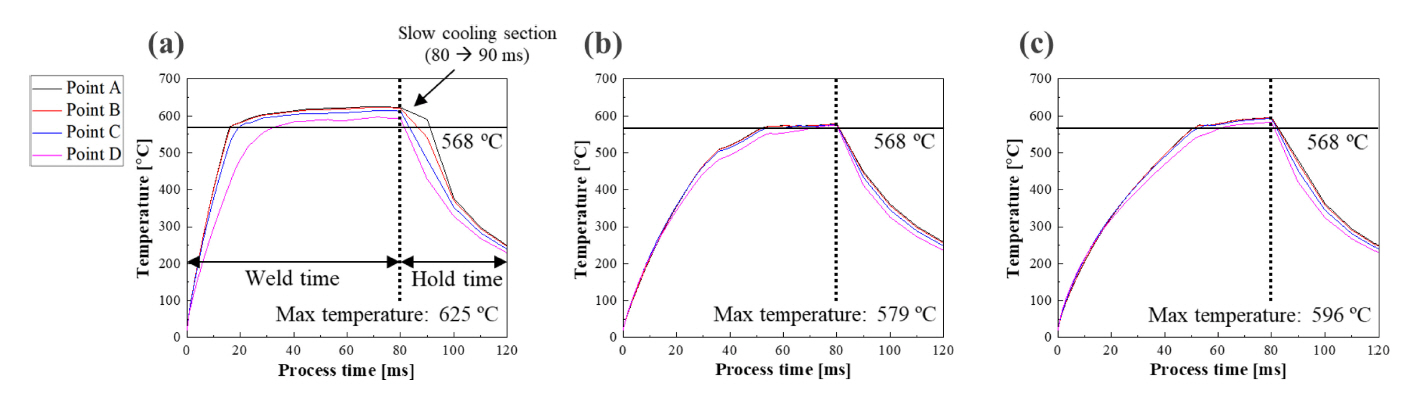
ĻĘĖļ”╝ 3ņØĆ Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļØ╝ ņĀæņ┤ēņĀĆĒĢŁņØä ļ╣äĻĄÉ ņ£äĒĢ┤ SORPAS┬« ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ĒåĄĒĢ┤ ņÜ®ņĀæņŗ£Ļ░äļÅÖņĢł ņĀæņ┤ēņĀĆĒĢŁņØś ļ│ĆĒÖöļź╝ Ļ░üĻ░ü ļéśĒāĆļéĖ Ļ▓░Ļ│╝ņØ┤ļŗż. ņ┤łĻĖ░ ņÜ®ņĀæņŗ£Ļ░ä ļÅÖņĢłņØś ņĀæņ┤ē ņĀĆĒĢŁņØĆ Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļØ╝ ņĀĆĒĢŁ ļČäĒż, ņĀĆĒĢŁņØś Ēü¼ĻĖ░, Ēö╝Ēü¼ņØś ļ░£ņāØ ņŗ£ņĀÉņŚÉ ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢśņśĆļŗż. ĻĘĖļ”╝ 3(a)ņØś Ēö╝Ēü¼ 1-4ņØś Ļ▓ĮņÜ░ ĒåĄņĀä ņ┤łĻĖ░ņŚÉ ņ¦æņżæļÉśņ¢┤ ņ׳Ļ│Ā, ĻĘĖļ”╝ 3(b)Ļ│╝ ĻĘĖļ”╝ 3(c)ņØś Ēö╝Ēü¼ļŖö 50 ms ņŚÉņä£ 70 ms Ļ╣īņ¦Ć ļČäĒżĒĢśņśĆļŗż. ņ┤łĻĖ░ ņÜ®ņĀæņŗ£Ļ░ä ļÅÖņĢł ņĀæņ┤ēņĀĆĒĢŁņØĆ ĻĘĖļ”╝ 3(a), ĻĘĖļ”╝ 3(c), ĻĘĖļ”╝ 3(b) ņł£ņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ņØ┤ļ¤¼ĒĢ£ ĒśäņāüļōżņØĆ ņśłļ╣äņŗ£Ļ░äņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤ņØś ņĀæņ┤ēņĀĆĒĢŁ(ĻĘĖļ”╝ 3(b)ņÖĆ ĻĘĖļ”╝ 3(c))Ļ│╝ ņĀüņÜ®ĒĢśņ¦Ć ņĢŖņØĆ ņĀæņ┤ēņĀĆĒĢŁ(ĻĘĖļ”╝ 3(a))ņØä ļ╣äĻĄÉĒĢĀ Ļ▓ĮņÜ░, ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢłņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ©ņŚÉ ļö░ļźĖ Ļ▓░Ļ│╝ļĪ£ ĒīÉļŗ©ļÉśļéś, Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ņŚÉ ļö░ļźĖ ĒÜ©Ļ│╝ļź╝ Ēö╝Ēü¼ņØś ĒśĢĒā£ņÖĆ ņĀæņ┤ē ņĀĆĒĢŁļ¦īņØä ĒåĄĒĢ┤ ĻĘ£ļ¬ģĒĢśĻĖ░ņŚö ļŗżņåī ļ»ĖĒØĪĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£ Ēö╝Ēü¼ņØś ļ░£ņāØņŗ£ņĀÉņŚÉ ļö░ļźĖ ļäłĻ▓¤ņØś ņāØņä▒Ļ▒░ļÅÖņØä ĻĘĖļ”╝ 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
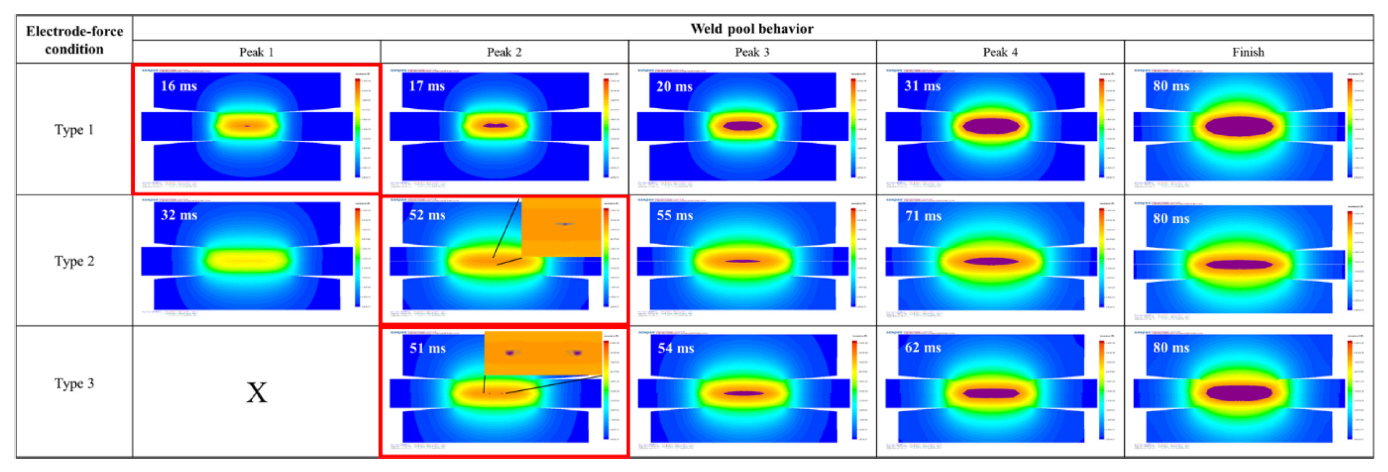
ĻĘĖļ”╝ 4ļŖö Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļźĖ Ēö╝Ēü¼ 1-4 (ĻĘĖļ”╝ 3)ņŚÉ ļīĆĒĢ£ ļäłĻ▓¤ņØś ņä▒ņן Ļ▒░ļÅÖņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņ▓½ ļ▓łņ¦Ė Ēö╝Ēü¼ņØś Ļ▓ĮņÜ░ ļäłĻ▓¤ņØ┤ ņĄ£ņ┤ł ņāØņä▒ļÉ©ņŚÉ ļö░ļØ╝ ļ░£ņāØĒĢśņśĆĻ│Ā, ņØ┤Ēøä ņÜ®ņĀæņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļźĖ ņŚ░ņåŹņĀüņØĖ Ēö╝Ēü¼ļŖö ļäłĻ▓¤ņØ┤ ņä▒ņןĒĢ©ņŚÉ ļö░ļØ╝ ļ░£ņāØĒĢśņśĆļŗż. Ļ░ü Ēö╝Ēü¼ņØś ļ░£ņāØņŗ£ņĀÉņØĆ ļäłĻ▓¤ņØś ņä▒ņןņåŹļÅäļź╝ ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ņ▓ÖļÅäļĪ£ ņ×æņÜ®ĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kN ņØä ņĀüņÜ®ĒĢ£ ĻĘĖļ”╝ 3(a)ņØś ļäłĻ▓¤ņØĆ ņÜ®ņĀæņŗ£Ļ░ä 16 ms ņŚÉņä£ ņĄ£ņ┤ł ņāØņä▒ļÉśņŚłĻ│Ā, 31 ms Ļ╣īņ¦Ć ņä▒ņןĒĢśņśĆļŗż. 31 ms ņØ╝ļĢīņØś ļäłĻ▓¤ņØĆ ĒåĄņĀä ņóģļŻī ņŗ£ņĀÉņØś ļäłĻ▓¤ņØś Ēü¼ĻĖ░ļéś ĒśĢĒā£ņĀüņ£╝ļĪ£ ņ£Āņé¼ĒĢśņśĆļŗż. ņśłļ╣äņŗ£Ļ░äņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ĻĘĖļ”╝ 3(b)Ļ│╝ ĻĘĖļ”╝ 3(c)ņØĆ Ļ░üĻ░ü 52 ms, 51 ms ņŗ£ņĀÉņŚÉņä£ ļäłĻ▓¤ņØ┤ ņāØņä▒ļÉśņŚłņ£╝ļ®░, 71 ms, 62 ms ņŗ£ņĀÉņŚÉņä£ ņĄ£ņóģ ļäłĻ▓¤ņØś ĒśĢĒā£ļĪ£ ņä▒ņןĒĢśņśĆļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢ┤ ļ│╝ ļĢī ņśłļ╣äņŗ£Ļ░äņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØĆ ņĀæņ┤ēņĀĆĒĢŁņØä Ļ░Éņåīņŗ£ņ╝£ ļäłĻ▓¤ņØś ņāØņä▒ ļ░Å ņä▒ņן ņåŹļÅäļź╝ Ļ░ÉņåīĒĢ£ļŗż.
ĻĘĖļ”╝ 5ļŖö Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆņØś ņś©ļÅäļČäĒżļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņØĆ ņåīņ×¼ņØś ņĀæņ┤ēņĀĆĒĢŁĻ│╝ ļ¬©ņ×¼ ņĀĆĒĢŁņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæņĀäļźśļź╝ ņØĖĻ░ĆĒĢśņŚ¼ ņĀĆĒĢŁ ņŚ┤ņØä ļ░£ņāØņŗ£ņ╝£ ņĀæĒĢ®ĒĢśļŖö ļ░®ņŗØņØ┤ļŗż. ļö░ļØ╝ņä£ ņŻ╝ņÜĖņØś ļ▓Ģņ╣ÖņŚÉ ĻĖ░ņØĖĒĢśņŚ¼ ņĀæņ┤ē ņĀĆĒĢŁ ļśÉļŖö ņÜ®ņĀæ ņĀäļźśĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĀäņ▓┤ņĀüņØĖ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ£ļŗż. ņÜ®ņĀæļČĆņØś ņś©ļÅäļČäĒżļŖö type 1ņØ┤ ņÜ®ņĀæņ┤łĻĖ░ņŚÉ Ļ░Ćņן ļåÆņĢśĻ│Ā, type 2ņÖĆ 3ņØ┤ ņ£Āņé¼ĒĢ£ Ļ▒░ļÅÖņØä ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ 3ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņĀæņ┤ēņĀĆĒĢŁņØ┤ ļåÆņØĆ type 1ņØś Ļ▓ĮņÜ░, ņ┤łĻĖ░ ņś©ļÅäĻ░Ć ĻĖēĻ▓®Ē׳ ņāüņŖ╣ĒĢśņśĆĻ│Ā, ņāüļīĆņĀüņ£╝ļĪ£ ņĀæņ┤ēņĀĆĒĢŁņØ┤ ļé«ņØĆ type 2, 3ņØś Ļ▓ĮņÜ░ļŖö ņś©ļÅäĻ░Ć ņä£ņä£Ē׳ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņĀæņ┤ēņĀĆĒĢŁņØ┤ Ļ░Ćņן Ēü░ Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņĪ░Ļ▒┤(type 1)ņØĆ Al 5052-H32 ĒīÉņ×¼ņØś ņÜ®ņ£ĄņĀÉņØĖ 568┬░C Ļ╣īņ¦Ć ņĢĮ 32.24┬░C/ms ņåŹļÅäļĪ£ ņŖ╣ņś©ĒĢśņśĆĻ│Ā, ņŚ░ņåŹņĀüņ£╝ļĪ£ ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤(type 2)Ļ│╝ ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢłņŚÉ ļåÆņØĆ Ļ░ĆņĢĢļĀź(type 3)ņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤ņØĆ Ļ░üĻ░ü 10.54┬░C/ms, 10.75┬░C/ms ļĪ£ņŹ© ņĀæņ┤ēņĀĆĒĢŁņØ┤ Ļ░Ćņן Ēü░ ņĪ░Ļ▒┤(type 1)ļ│┤ļŗż ņĢĮ 3ļ░░ ļŖÉļ”¼Ļ▓ī ņŖ╣ņś© ĒĢśņśĆļŗż. ņØ┤ļŖö ņśłļ╣äņŗ£Ļ░äņØś ļåÆņØĆ Ļ░ĆņĢĢļĀź(type 2, 3)ņØĆ ņÜ®ņĀæņ┤łĻĖ░ Al2O3 ņé░ĒÖöņĖĄ ļČĢĻ┤┤ĒĢśļŖö ĒÜ©Ļ│╝ļĪ£ ņØĖĒĢ┤ ĒåĄņĀä ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā, ņĀæņ┤ē ņĀĆĒĢŁņØ┤ Ļ░ÉņåīĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņ”ē, ņĀäņ▓┤ņĀüņØĖ ņ×ģņŚ┤ļ¤ēņØ┤ Ļ░ÉņåīĒĢ©ņŚÉ ļö░ļØ╝ ļäłĻ▓¤ņØś ņāØņä▒ ņŗ£ņĀÉņØ┤ ņ¦ĆņŚ░ļÉśĻ│Ā ļäłĻ▓¤ņØś ņä▒ņן ņåŹļÅäļź╝ Ļ░ÉņåīĒĢśļŖö ņŚŁĒĢĀņØä ĒĢśņśĆļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż [24].
3.2. SORPAS┬« ņåīĒöäĒŖĖņø©ņ¢┤ņÖĆ Ēśäņן ņŗżņŗ£Ļ░ä ļ¬©ļŗłĒä░ļ¦ü ņŗĀĒśĖņØś ļ╣äĻĄÉ
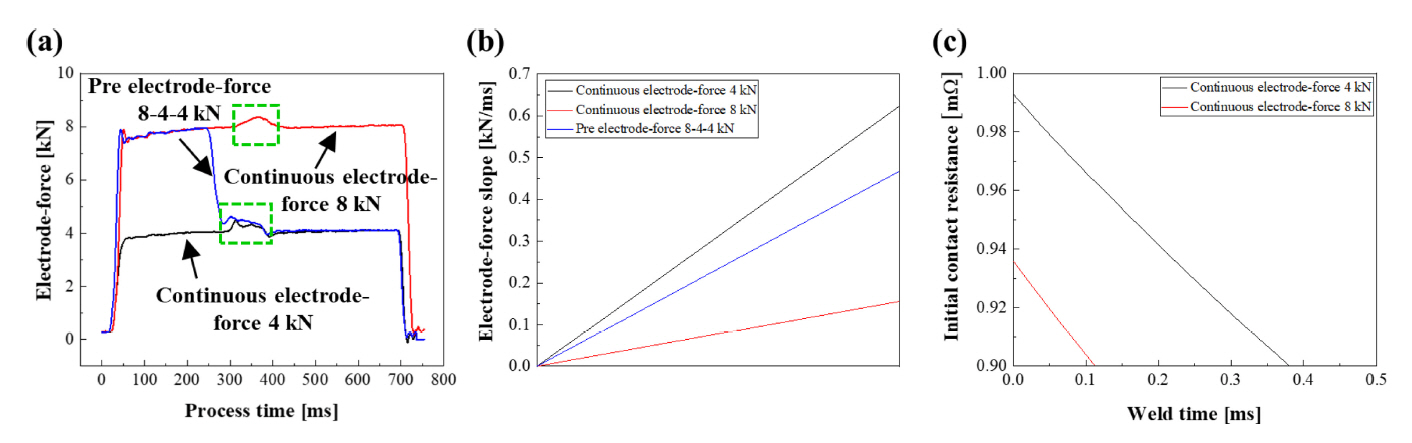
ņ░©ņ▓┤ ņĪ░ļ”ĮĒśäņןņŚÉņä£ļŖö ņŗ£ņŗ£Ļ░üĻ░ü ļ│ĆĒĢśļŖö ĒÖśĻ▓ĮņĀüņØĖ ņÜöņØĖņØ┤ļéś, ņÜ®ņĀæĻĖ░ņØś Ļ┤Ćļ”¼ņāüĒā£ ļō▒ ļŗżņ¢æĒĢ£ ļ│ĆņłśĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ Ēśäņן ņāüĒÖ®ņØä ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤ņāüņŚÉ ļ░śņśüĒĢśņ¦Ć ļ¬╗ĒĢśļ»ĆļĪ£ ĒśäņןņŚÉņä£ ļ░£ņāØĒĢśļŖö ļ│ĆņłśļōżņØś Ļ▒░ļÅÖņØä ļ¬ģĒÖĢĒ׳ ļ¬©ņé¼ĒĢśĻĖ░ņŚÉļŖö ĒĢ£Ļ│äĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. ļö░ļØ╝ņä£ ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤ņØś Ļ▓░Ļ│╝ņÖĆ ņÜ®ņĀæ ņżæ ļ░£ņāØĒĢ£ ņŗżņŗ£Ļ░ä ļ¬©ļŗłĒä░ļ¦ü ņŗĀĒśĖļź╝ ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæ ļ¬©ļŗłĒä░ļ¦ü ņŗĀĒśĖļź╝ ĻĘĖļ”╝ 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ 6(a)ļŖö Ļ│ĄņĀĢņŗ£Ļ░äļÅÖņĢł Ļ░ĆņĢĢļĀź ņ£ĀĒśĢ(type)ļ│äļĪ£ Ļ░ĆņĢĢļĀźņØś ļ│ĆĒÖöĻ▒░ļÅÖņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ĒåĄņĀäņØ┤ ņ¦äĒ¢ēļÉśļŖö ļÅÖņĢł ņĀ£ņŗ£ĒĢ£ ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ļ│╝ļĪØĒĢ£ ĒśĢĒā£ņØś Ļ░ĆņĢĢļĀźĻĘĖļלĒöäĻ░Ć Ļ┤Ćņ░░ļÉ£ļŗż. ņØ┤ļŖö ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņä£ļ│┤ ļ¬©Ēä░ļĪ£ Ļ░ĆņĢĢļĀźņØä ņĀ£ņ¢┤ĒĢśļŖö ļ░®ņŗØņØĆ ļäłĻ▓¤ņØ┤ ņÜ®ņ£Ą┬ĘĒīĮņ░ĮļÉ©ņŚÉ ļö░ļØ╝ Ļ░ĆņĢĢļĀź ļ│┤ņāü ņĢīĻ│Āļ”¼ņ”śņŚÉ ņØśĒĢ┤ ņäżņĀĢĒĢ£ Ļ░ĆņĢĢļĀźļ│┤ļŗż ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä Ļ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [25]. ņ”ē, ļäłĻ▓¤ņØś ņÜ®ņ£Ą┬ĘĒīĮņ░ĮņŚÉ ņØśĒĢ┤ ļ│╝ļĪØĒĢ£ ĒśĢĒā£ņØś Ļ░ĆņĢĢļĀźĻĘĖļלĒöäĻ░Ć ņ¢╗ņ¢┤ņ¦ĆĻ│Ā, ņÜ®ņ£ĄĻ│╝ ĒīĮņ░ĮņØ┤ ĻĖēĻ▓®ĒĢĀņłśļĪØ Ļ░ĆņĢĢļĀźĻĘĖļלĒöäņØś ĻĖ░ņÜĖĻĖ░Ļ░Ć Ļ░ĆĒīīļź┤Ļ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£ Ļ░ĆņĢĢļĀź ĻĘĖļלĒöäļŖö ļäłĻ▓¤ņØś ņä▒ņן ņåŹļÅäļź╝ ĒÅēĻ░ĆĒĢśļŖö Ļ░äņĀæņĀüņØĖ ņ▓ÖļÅäļĪ£ ņ×æņÜ®ĒĢ£ļŗż [26,27].
ĻĘĖļ”╝ 6(b)ļŖö ļäłĻ▓¤ņØś ņä▒ņןņåŹļÅäļź╝ ņśłņĖĪĒĢśĻĖ░ ņ£äĒĢ┤ ĻĘĖļ”╝ 6(a)ņØś ĻĘĖļלĒöäņŚÉņä£ ņÜ®ņĀæņŗ£Ļ░äņŚÉ ĒĢ┤ļŗ╣ļÉśļŖö ņŗ£ņĀÉņØś ņ┤łĻĖ░ ņāüņŖ╣ĒĢśļŖö ĻĖ░ņÜĖĻĖ░ļź╝ ļ»ĖļČäĒĢśņŚ¼ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢł ļåÆņØĆ Ļ░ĆņĢĢļĀź(type 3)ņØä ņĀüņÜ®ĒĢ£ ņŗ£ĒŚśĒÄĖņØś Ļ░ĆņĢĢļĀź ĻĖ░ņÜĖĻĖ░(electrode-force slope)ļŖö ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kN ņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤(type 1)ļ│┤ļŗż ļŗżņåī ņÖäļ¦īĒĢśņśĆļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņśłļ╣äņŗ£Ļ░äņØś ļåÆņØĆ Ļ░ĆņĢĢļĀź ņĀüņÜ®ņŗ£ ļäłĻ▓¤ņØ┤ ņä£ņä£Ē׳ ņä▒ņןĒĢśļŖö Ļ▓āņØä ņ£ĀņČöĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£, ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢłņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤(type 3)ņØś ņ┤łĻĖ░ ņĀæņ┤ē ņĀĆĒĢŁ(initial contact resistance)ņØĆ ņĀäņ▓┤ Ļ│ĄņĀĢļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kN ņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤(type 1)ņØś 993 ╬╝╬® ļīĆļ╣ä 935 ╬╝╬® ņ£╝ļĪ£ Ļ░ÉņåīĒĢśņśĆļŗż (ĻĘĖļ”╝ 6(c)). ļö░ļØ╝ņä£ ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ĒåĄĒĢ┤ ļéśĒāĆļéĖ ņĀæņ┤ēņĀĆĒĢŁņØś ļČäĒż(ĻĘĖļ”╝ 3)ņÖĆ ļäłĻ▓¤ņØś ņāØņä▒Ļ▒░ļÅÖ(ĻĘĖļ”╝ 4)Ļ│╝ ņŗżņĀ£ ņÜ®ņĀæ ļ¬©ļŗłĒä░ļ¦ü Ļ▓░Ļ│╝ņÖĆ ņØ╝ņ╣śĒĢśņśĆļŗż.
3.3. Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļźĖ ļŗ©ļ®┤ ļ░Å ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ
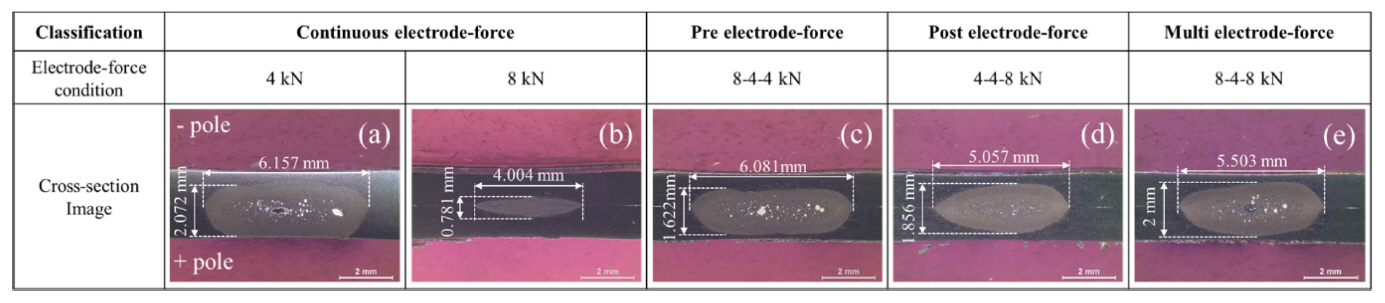
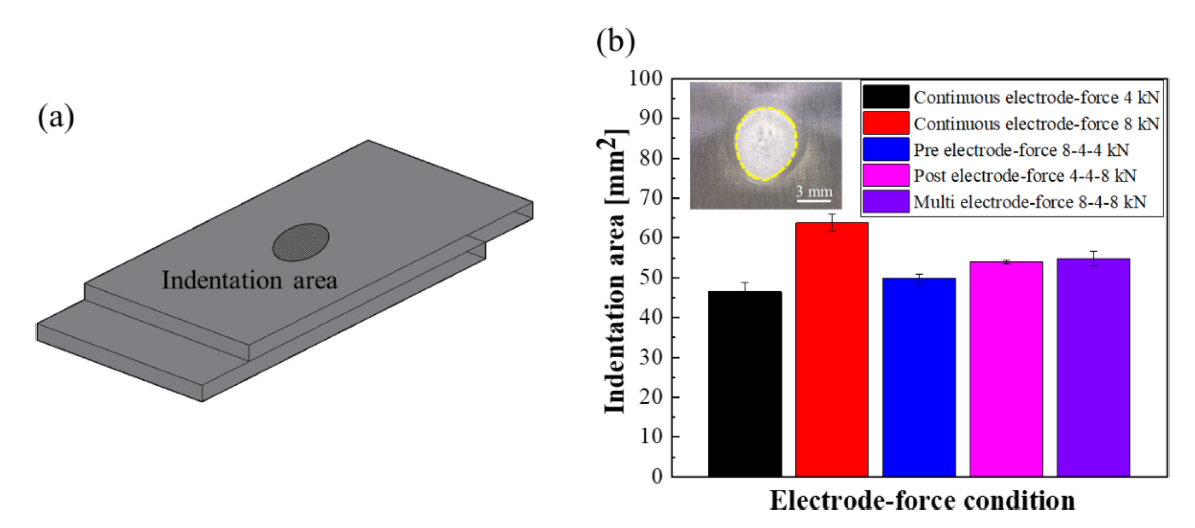
ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤(SORPAS┬«)ļŖö Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ņŚÉ ļö░ļźĖ ņśłļ╣äņŗ£Ļ░äĻ│╝ ņÜ®ņĀæņŗ£Ļ░ä ļÅÖņĢłņØś Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ņŚÉ ļīĆĒĢ┤ņä£ļŖö ĻĄ¼ĒśäņØ┤ Ļ░ĆļŖźĒĢśļéś, ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦ü ļ░Å Ļ▓░ĒĢ©ņŚÉ ļīĆĒĢ£ ņĀĢļ│┤ļź╝ ņ¢╗ĻĖ░ņŚÉļŖö ĒĢ£Ļ│äĻ░Ć ņ׳ņ¢┤ Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆņØś ļŗ©ļ®┤ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 7ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ ĒśĢņāüĻ│╝ ļé┤ļČĆņØś Ļ▓░ĒĢ©ņŚÉ ļīĆĒĢ┤ ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢśņśĆļŗż. 5 ņóģļźśņØś ņŗ£ĒÄĖ ļ¬©ļæÉ, ļīĆļČĆļČä ĒĢśļČĆ ĒīÉņ×¼ ņ¬Įņ£╝ļĪ£ ņ╣śņÜ░ņ│ÉņĀĖ ļäłĻ▓¤ņØ┤ ĒśĢņä▒ļÉśņŚłļŗż. ņØ┤ļŖö ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ Peltier ĒÜ©Ļ│╝ļĪ£ ņØĖĒĢ┤ (+)ĻĘ╣ņØ┤ (-)ĻĘ╣ļ│┤ļŗż ļ©╝ņĀĆ ļ░£ņŚ┤ļÉśĻ│Ā, ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņØĆ ņŚ┤ņØ┤ ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [28]. ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kN ņØä ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░, ĒīÉņ×¼ņÖĆ ņĀäĻĘ╣ņØś ļČĆņ░®ļÉśļŖö ĒśäņāüņØĖ ņ£Ąņ░®(sticking)ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļéś, ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢł Ļ░ĆņĢĢļĀź 8 kN ņØä ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņ£Ąņ░®ņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśņ¦Ćļ¦ī ļäłĻ▓¤ņØś Ēü¼ĻĖ░ļŖö ļŗżņåī ņ×æņĢśļŗż. ņØ┤ļŖö ņ┤łĻĖ░ ņĀæņ┤ēņĀĆĒĢŁņØś Ļ░ÉņåīļĪ£ ļ░£ņŚ┤ņØ┤ ņä╝Ēä░ņŚÉ ņ¦æņżæļÉśĻ│Ā, ņĀäņ▓┤ņĀüņØĖ ņ×ģņŚ┤ļ¤ēņØ┤ Ļ░ÉņåīĒĢ©ņŚÉ ļö░ļźĖ ļ░£ņāØļÉ£ Ēśäņāü ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 8 kN ņØä ņĀüņÜ®ĒĢ£ ņŗ£ĒŚśĒÄĖņØä ņĀ£ņÖĖĒĢ£ ļéśļ©Ėņ¦Ć ņŗ£ĒŚśĒÄĖņØś ļäłĻ▓¤Ļ▓ĮņØĆ ĻĘ£Ļ▓®ņŚÉņä£ ņÜöĻĄ¼ĒĢśļŖö ņĄ£ņåī ļäłĻ▓¤Ļ▓Į 4 t(t= ĒīÉņ×¼ ļæÉĻ╗ś, 4.38 mm)ņØä ļ¦īņĪ▒ĒĢśņśĆņ£╝ļéś, Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļØ╝ ļäłĻ▓¤ņØś ņżæņŗ¼ļČĆņŚÉņä£ Ēü¼Ļ│Ā ņ×æņØĆ Ļ▓░ĒĢ©ļōżņØ┤ Ļ┤Ćņ░░ļÉ£ļŗż [29].
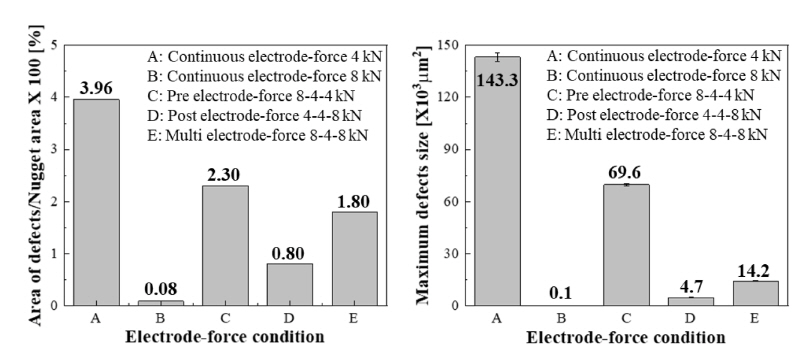
ĻĘĖļ”╝ 8ņØĆ ņÜ®ņĀæļČĆņØś ļé┤ļČĆĻ▓░ĒĢ© ļ®┤ņĀüĻ│╝ Ļ▓░ĒĢ©ņØś ņĄ£ļīĆĒü¼ĻĖ░ļź╝ ņĀĢļ¤ēņĀüņ£╝ļĪ£ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļØ╝ ļäłĻ▓¤ ļé┤ļČĆņØś Ļ▓░ĒĢ©ļČäĒżļŖö ļ¦ÄņØĆ ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢśņśĆļŗż. ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kN ņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤(A)ņØĆ ļäłĻ▓¤ ļé┤ļČĆņØś Ļ▓░ĒĢ©ņØ┤ Ļ░Ćņן ļ¦ÄņØ┤ ļČäĒżĒĢśĻ│Ā ņ׳Ļ│Ā (3.96%), Ļ▓░ĒĢ©ņØś Ēü¼ĻĖ░Ļ░Ć Ļ░Ćņן ņ╗Ėļŗż (143.3├Ś103 ╬╝m2). ļ░śļ®┤ņŚÉ, ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 8 kN ņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤(B)ņØś Ļ▓ĮņÜ░, Ļ▓░ĒĢ©ņØ┤ Ļ▒░ņØś ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖņĢśļŗż. ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢłņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░ (C), ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kN ņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤(A)ņØś Ļ▓ĮņÜ░ļ│┤ļŗż 1.66% Ļ▓░ĒĢ©ņØ┤ Ļ░ÉņåīĒĢśņśĆļŗż. ļé«ņØĆ ņÜ®ņ£ĄņĀÉņØä Ļ░Ćņ¦ä ĒĢ®ĻĖłņØä ņÜ®ņĀæĒĢĀ Ļ▓ĮņÜ░, ņ×ģņŚ┤ņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņÜ®ņ£ĄļČĆņØś ĒīĮņ░Į ļ░Å ņłśņČĢņŚÉ ņØśĒĢ┤ ņÜ®ņ£Ąļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā, ļé┤ļČĆ Ļ▓░ĒĢ©ļźĀņØ┤ ņ”ØĻ░ĆĒĢ£ļŗż [30,31]. ņØ┤ņŚÉ ļö░ļØ╝ ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢłņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤(C)ņØś Ļ▓░ĒĢ©ņØś Ļ░ÉņåīļŖö ņ×ģņŚ┤ļ¤ē Ļ░ÉņåīņŚÉ ļö░ļźĖ ļé«ņØĆ Ļ▓░ĒĢ©ņØś ņāØņä▒ Ļ░ĆļŖźņä▒Ļ│╝ ņé░ĒÖöņĖĄņØä ņ┤łĻĖ░ņŚÉ ļČĢĻ┤┤ĒĢ©ņ£╝ļĪ£ ņé░ĒÖöņĖĄņØ┤ ņÜ®ņĀæļČĆļé┤ ņÜ®ņ£ĄļÉśņŚłĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ£Āņ¦Ćņŗ£Ļ░äļÅÖņĢł ļåÆņØĆ Ļ░ĆņĢĢļĀź(DņÖĆ E)ņØä ņĀüņÜ®ĒĢ£ ņŗ£ĒŚśĒÄĖļōżņØś ļäłĻ▓¤ ļé┤ļČĆĻ▓░ĒĢ©ņØĆ Ļ░üĻ░ü 0.8%, 1.8% ļČäĒżĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢł ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤(C)ņØś Ļ▓░ĒĢ© ņłśņ╣śļ│┤ļŗż Ēü░ ĒÅŁņ£╝ļĪ£ Ļ░ÉņåīĒĢśņśĆļŗż.
ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ĒÜ©Ļ│╝ļŖö ĒåĄņĀäņØ┤ ļüØļé£ ņ¦üĒøä ņ¦äĒ¢ēļÉ©ņŚÉ ļö░ļØ╝ ņ×ģņŚ┤ļ¤ēĻ│╝ ļ¼┤Ļ┤ĆĒĢśļŗż. ļö░ļØ╝ņä£ ņÜ®ņĀæļČĆ ļé┤ļČĆĻ▓░ĒĢ©ņØ┤ Ļ░ÉņåīĒĢ£ ņøÉņØĖņØä ĻĘ£ļ¬ģĒĢśĻĖ░ ņ£äĒĢ┤ Ēæ£ļ®┤ņØś ņĢĢņ×ģļ®┤ņĀü(indentation area)ņØä ĻĘĖļ”╝ 9ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņśłļ╣äņŗ£Ļ░äņŚÉ ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņŗ£ĒŚśĒÄĖņØś ņĢĢņ×ģļ®┤ņĀüņØĆ ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kN ņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤Ļ│╝ ņ£Āņé¼ĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś, ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 8 kN ņØä ņĀüņÜ®ĒĢ£ Ļ▓ĮņÜ░, ņĢĢņ×ģļ®┤ņĀüņØś Ēü░ ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśņśĆļŗż. ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░, ņĀæņ┤ē ļ®┤ņĀüņØĆ ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢłņØś ņĢĢņ×ģļ®┤ņĀüļ│┤ļŗż ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, ņØ┤ļŖö ņĀäĻĘ╣ņØ┤ Ļ░ĆņĢĢ ļÉĀ ļĢī ņÜ®ņĀæļČĆņØś ņāüĒā£ (ņĢĪņāü ļśÉļŖö Ļ│Āņāü)ņŚÉ ļö░ļźĖ ņ░©ņØ┤ņÖĆ Ļ░ĆņĢĢļĀźņØś ņäĖĻĖ░ņŚÉ ņśüĒ¢źņØ┤ ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [32,33]. ņĢĪņ▓┤ņāüĒā£ļŖö Ļ│Āņ▓┤ņāüĒā£ņŚÉ ļ╣äĒĢ┤ ņ×ģņ×ÉņØś ļ░░ņŚ┤ņØ┤ ļČłĻĘ£ņ╣ÖĒĢ©ņŚÉ ļö░ļØ╝ ņāüļīĆņĀüņ£╝ļĪ£ ņ×Éņ£ĀļĪ£ņØ┤ ņÜ┤ļÅÖĒĢĀ ņłś ņāüĒā£ņØ┤ļ»ĆļĪ£ ņĢĪņāüņØś ļäłĻ▓¤ņØĆ Ļ│Āņ▓┤ņāüĒā£ņØĖ ļäłĻ▓¤ļ│┤ļŗż ņÖĖļČĆļĪ£ļČĆĒä░ Ļ░ĆĒĢ┤ņ¦ĆļŖö ĒלņŚÉ ļīĆĒĢ┤ ņĀĆĒĢŁĒĢśļŖö ĒלņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ”ē, ņĢĢņ×ģļ®┤ņĀüņØĆ ļ¼╝ļ”¼ņĀüņØĖ ĒלņØś ņśüĒ¢źņØä ĒÅēĻ░ĆĒĢĀ ņłś ņ׳ļŖö Ļ░äņĀæņĀüņØĖ ņ”ØĻ▒░ļź╝ ņØśļ»ĖĒĢśĻ│Ā, ņŗØ 1Ļ│╝ Ļ░ÖņØ┤ Ļ░äļŗ©ĒĢśĻ▓ī Ēæ£ĒśäļÉ£ļŗż. ļö░ļØ╝ņä£ ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤ņØś ņĢĢņ×ģļ®┤ņĀüņØ┤ ĻĘĖļĀćņ¦Ć ņĢŖņØĆ ņĪ░Ļ▒┤ļ│┤ļŗż ņ”ØĻ░ĆĒĢ£ ņØ┤ņ£ĀļŖö ļ¼╝ļ”¼ņĀüņØĖ ĒלņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁņØ┤ ļé«ņ£╝ļ»ĆļĪ£ ļ░£ņāØĒĢ£ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż [34].
ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤ļŖö ņŻ╝ņÜĖņØś ļ▓Ģņ╣ÖņŚÉ ļö░ļźĖ ņ×ģņŚ┤ļ¤ēņŚÉ ĻĘ╝Ļ▒░ĒĢśņŚ¼ ņśłļ╣äņŗ£Ļ░äĻ│╝ ņÜ®ņĀæņŗ£Ļ░äņØś Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ĒÜ©Ļ│╝ļŖö ĒĢ┤ņäØņØ┤ Ļ░ĆļŖźĒĢ£ ļ░śļ®┤, ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ĒÜ©Ļ│╝ļŖö ņ×ģņŚ┤Ļ│╝ ļ¼┤Ļ┤ĆĒĢśļ»ĆļĪ£ ĒĢ┤ņäØņØ┤ ļČłĻ░ĆĒĢśļŗż. ļö░ļØ╝ņä£ ļāēĻ░üņåŹļÅäņŚÉ ļīĆĒĢ£ ļČĆļČäņØä Ļ│ĀļĀżĒĢśĻĖ░ ņ£äĒĢ┤ ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś Ļ░ĆņĢĢļĀźņØś ĒÜ©Ļ│╝ņŚÉ ļīĆĒĢ┤ ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż.
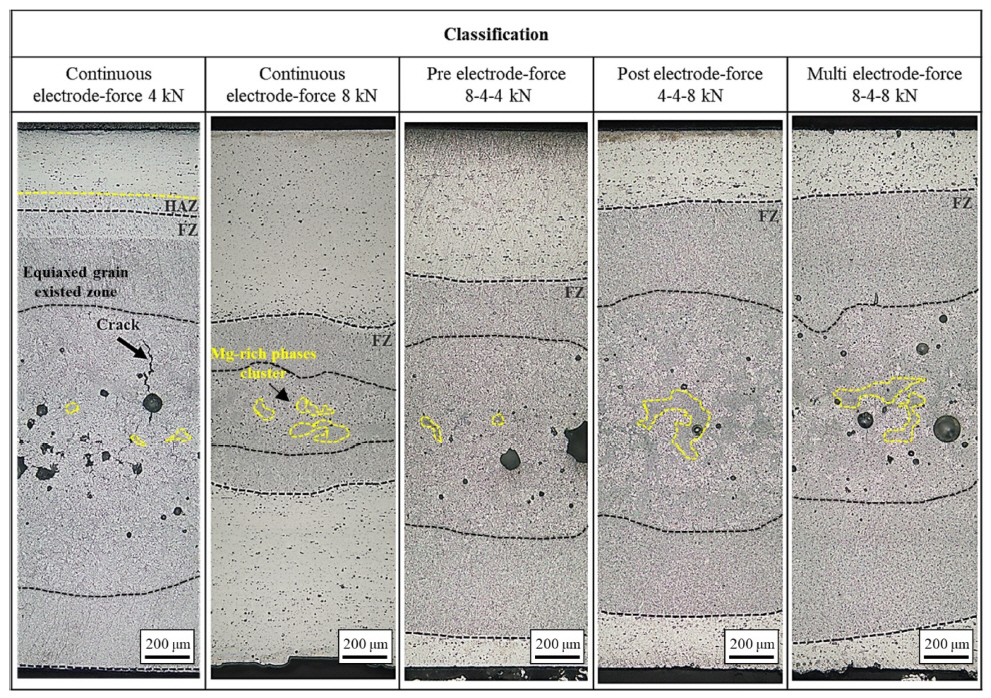
ĻĘĖļ”╝ 10ņØĆ Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Al 5052 ĒĢ®ĻĖłņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ ņÜ®ņĀæļČĆļŖö ņŚ┤ņśüĒ¢źļČĆ(heat affected zone, HAZ)ņÖĆ ņÜ®ņ£ĄļČĆ(fusion zone, FZ)ļĪ£ ĻĄ¼ļČäļÉśĻ│Ā, ļ»ĖņäĖņĪ░ņ¦üņØĆ ņĢīļŻ©ļ»ĖļŖä ĻĖ░ņ¦Ć(╬▒-aluminum matrix)ņÖĆ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝(Al3Mg2, Mg2Si)ļĪ£ ņØ┤ļżäņĀĖ ņ׳ļŗż [35,36]. ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kN ņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤ņØś ņÜ®ņ£ĄļČĆņŚÉļŖö Ļ▓░ĒĢ©ņØä Ļ┤ĆĒåĄĒĢśļŖö ņóģ ļ░®Ē¢źņØś ĻĘĀņŚ┤(crack)ņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ĒŖ╣ņä▒ņāü ņŚ┤ņŚÉ ļīĆĒĢ£ ņłśņČĢĻ│╝ ĒīĮņ░ĮļźĀņØ┤ ļåÆĻ│Ā, ņÜ®ņĀæĻ│╝ņĀĢ ņżæ ĻĖēņåŹ ļāēĻ░üņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢśļŖö ņ×öļźśņØæļĀź, ņŻ╝ņ£ä ĻĖłņåŹņŚÉ ņØśĒĢ┤ ņÜ®ņĀæļÉ£ ļČĆņ£äņÖĆ ļ¬©ņ×¼Ļ░Ć ņłśņČĢļÉ©ņŚÉ ļö░ļØ╝ ļ░£ņāØĒĢśļŖö ņØĖņןņØæļĀź ĻĘĖļ”¼Ļ│Ā ņĀĆņ£ĄņĀÉ ņÜ®ņ¦ł ņøÉņ×ÉļōżņØś ĒÄĖņäØņŚÉ ņØśĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [20,37]. ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kN ņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤ņØĆ ņŚ┤ņśüĒ¢źļČĆņÖĆ ņÜ®ņ£ĄļČĆĻ░Ć ļ¬ģĒÖĢĒĢśĻ▓ī ĻĄ¼ļČäļÉśņŚłņ£╝ļéś, ņØ┤ļź╝ ņĀ£ņÖĖĒĢ£ ļéśļ©Ėņ¦ĆļŖö ņÜ®ņ£ĄļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆĻ░Ć ļ¬ģĒÖĢĒĢśĻ▓ī ĻĄ¼ļČäļÉśņ¦Ć ņĢŖņĢśļŗż. ņØ┤ļŖö ņĀäņ▓┤ Ļ│ĄņĀĢ ļÅÖņĢł ņŚ░ņåŹņĀüņ£╝ļĪ£ Ļ░ĆņĢĢļĀź 4 kNņØä ņĀüņÜ®ĒĢ£ ņŗ£ĒŚśĒÄĖņØĆ ņ£Āņ¦Ćņŗ£Ļ░äņØś ņ┤łĻĖ░ 10 ms ļÅÖņĢł ņÜ®ņ£ĄņĀÉ(568┬░C)ņØä ļäśļŖö Ļ│Āņś©ņŚÉņä£ ņ£Āņ¦ĆĒĢ©ņŚÉ ļö░ļØ╝ ņØæĻ│ĀņåŹļÅäĻ░Ć ļŖÉļĀĖĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż (ĻĘĖļ”╝ 5). ņĀäņ▓┤ņĀüņ£╝ļĪ£ ņÜ®ņ£ĄļČĆņØś ņżæņŗ¼ņŚÉļŖö ņĢīļŻ©ļ»ĖļŖä ĻĖ░ņ¦Ć ņŻ╝ņ£äņŚÉ ņÜ®ņ¦ł ĒÄĖņäØņØ┤ Ļ┤Ćņ░░ļÉśĻ│Ā, ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢł ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤ļōżņØś ņÜ®ņ£ĄļČĆļŖö ņÜ®ņ¦ł ĒÄĖņäØņØ┤ Ļ┤æļ▓öņ£äĒĢśĻ▓ī ļČäĒżĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ņÜ®ņ¦ł ĒÄĖņäØņØĆ ņØæĻ│Ā Ļ│╝ņĀĢņŚÉņä£ ĻĖ░ņ¦ĆņÖĆ ņÜ®ņ¦łņøÉņ×É Ļ░äņØś ņÜ®ņ£ĄņĀÉ ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ ļ░£ņāØĒĢ£ļŗż. ņØæĻ│Ā ļÅÖņĢł Ļ│Āņ▓┤ņÖĆ ņĢĪņ▓┤ Ļ│äļ®┤ ņäĀļŗ©ņŚÉņä£ ņāüļīĆņĀüņ£╝ļĪ£ ņÜ®ņ£ĄņĀÉņØ┤ ļé«ņØĆ ņÜ®ņ¦ł ņøÉņ×ÉļōżņØĆ ļ░░ņČ£ļÉśĻ│Ā, Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ļČäĒżĒĢśļŖö ņÜ®ņ¦łņøÉņ×ÉļōżņØ┤ ņ”ØĻ░ĆĒĢ£ļŗż [38]. ļśÉĒĢ£, ņĪ░ņä▒ņĀü Ļ│╝ļāēņØ┤ļĪĀņŚÉ ļö░ļØ╝ ņØæĻ│ĀņåŹļÅäĻ░Ć ļ╣Āļź╝ņłśļĪØ ĻĖ░ņ¦Ć ļé┤ļĪ£ ņÜ®ņ¦ł ņøÉņ×ÉļōżņØ┤ Ļ│ĀņÜ®ļÉĀ ņŗ£Ļ░äņØ┤ ņČ®ļČäņ╣ś ņĢŖņ£╝ļ»ĆļĪ£ ņÜ®ņĀæļČĆņØś ņżæņŗ¼ņØś ņÜ®ņ¦ł ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā, ņĪ░ļīĆĒĢ£ ĒÄĖņäØņØ┤ ļ░£ņāØļÉ£ļŗż [39,40].
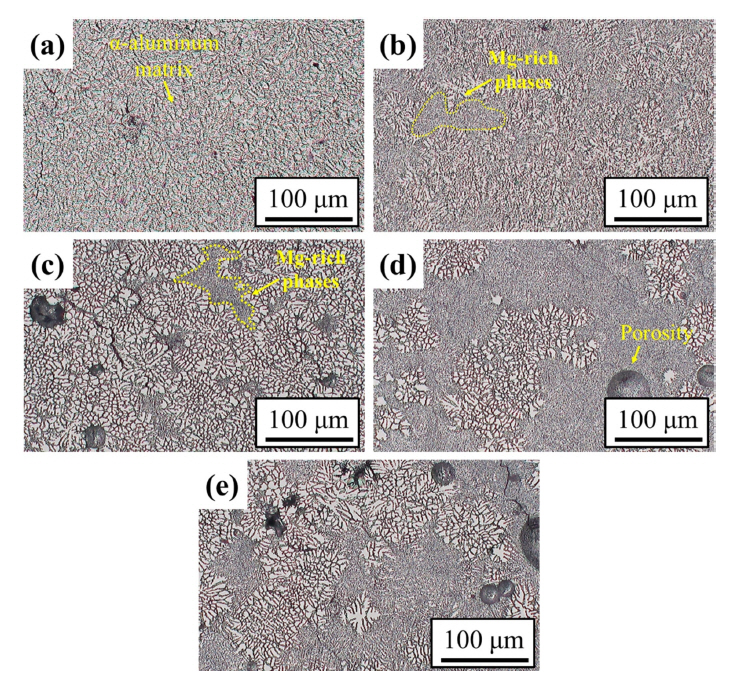
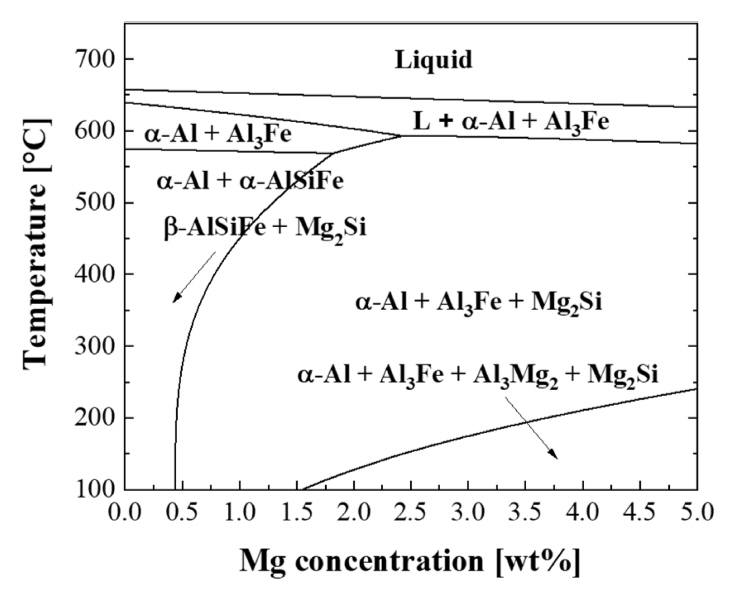
ĻĘĖļ”╝ 11ļŖö Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ 9ņŚÉņä£ Ļ┤Ćņ░░ļÉ£ ņÜ®ņ£ĄļČĆ ņżæņŗ¼ņØś ņĪ░ļīĆĒĢ£ ĒÄĖņäØ(Mg-rich phases)ņØĆ ĒÜīņāēņØś ĒśĢĒā£ņØĖ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝Ļ│╝ ņĢīļŻ©ļ»ĖļŖä ņ┤łņĀĢņ£╝ļĪ£ ĻĄ¼ļČäļÉśĻ│Ā, ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØĆ ņĢīļŻ©ļ»ĖļŖä ņ┤łņĀĢņé¼ņØ┤ņŚÉ ņäØņČ£ļÉśņ¢┤ ņ׳ļŗż. ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØĆ ĻĘĖļ”╝ 12ņŚÉ ļéśĒāĆļéĖ ņĀĢņä▒ļČäņäØņØä ĒåĄĒĢ┤ Al3Mg2 ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ļĪ£ ĒÖĢņØĖĒĢśņśĆņ£╝ļéś, Mg2SiļŖö ņłś nm Ēü¼ĻĖ░ļź╝ Ļ░Ćņ¦ÉņŚÉ ļö░ļØ╝ Ļ┤Ćņ░░ĒĢśņ¦Ć ļ¬╗ĒĢśņśĆļŗż. ņØ┤ļź╝ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓Į(Transmission Electron Microscope, TEM) ļČäņäØņØ┤ ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [41]. ļśÉĒĢ£, ĻĘĖļ”╝ 13ņŚÉ ļéśĒāĆļéĖ JMatPro ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ĻĖ░ļ░śņ£╝ļĪ£ ņ×æņä▒ĒĢ£ Al-2.5Mg ĒÅēĒśĢ ņāüĒā£ļÅäļź╝ ĒåĄĒĢ┤ Mg2SiļŖö ĻĖ░ņ¦Ćļé┤ļČĆņŚÉ ņäØņČ£ļÉśņ¢┤ ņ׳ņØä Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż.
ņ£Āņ¦Ćņŗ£Ļ░äļÅÖņĢł ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤ņØś Mg ĒÅēĻĘĀ ņÜ®ņ¦ł ļåŹļÅäļŖö ļé«ņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢ£ ņĪ░Ļ▒┤ņØś Mg ņÜ®ņ¦ł ĒÅēĻĘĀ ļåŹļÅäļīĆļ╣ä 0.55 ŌĆō 0.8 wt% ļåÆņØĆ ļåŹļÅäļź╝ Ļ░Ćņ¦äļŗż (Ēæ£ 3). ņ”ē, ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░, ņÜ®ņ£ĄļČĆņØś ĒÄĖņäØļÉ£ ņĀĢļÅäņÖĆ ņÜ®ņ¦ł ņøÉņ×ÉņØś ļåŹļÅäņ░©ļź╝ ĒåĄĒĢ┤ ņØæĻ│ĀņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņĄ£ņóģņĀüņ£╝ļĪ£ ņ£Āņ¦Ćņŗ£Ļ░äļÅÖņĢł ļåÆņØĆ Ļ░ĆņĢĢļĀźņØĆ Ļ▓░ĒĢ©ņØä Ļ░ÉņåīĒĢśļŖö ņŚŁĒĢĀĻ│╝ ļŹöļČłņ¢┤ ņØæĻ│ĀņåŹļÅäļź╝ ņ”ØĻ░ĆĒĢśļŖö ĒÜ©Ļ│╝ļź╝ Ļ░ĆņĪīļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļźĖ ĒÜ©Ļ│╝ļź╝ ĻĘ£ļ¬ģĒĢśĻĖ░ ņ£äĒĢ┤ Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļźĖ ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤ņÖĆ ņŗżņŗ£Ļ░ä ņÜ®ņĀæ ļ¬©ļŗłĒä░ļ¦ü ņŗĀĒśĖļź╝ ļ╣äĻĄÉĒĢśņśĆĻ│Ā, ņŗżņĀ£ ņÜ®ņĀæļČĆņØś ļŗ©ļ®┤, ņÜ®ņĀæļČĆņØś ļ»ĖņäĖĻĄ¼ņĪ░ ļ╣äĻĄÉ┬ĘļČäņäØņØä ĒåĄĒĢ┤ Ļ░ĆņĢĢļĀź ņĀ£ņ¢┤ ņ£äņ╣śņŚÉ ļö░ļźĖ ĒÜ©Ļ│╝ļź╝ Ļ│Āņ░░ĒĢśņśĆļŗż.
1. ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤ņÖĆ ņŗżņŗ£Ļ░ä ņÜ®ņĀæ ļ¬©ļŗłĒä░ļ¦ü ņŗĀĒśĖņÖĆ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢłņØś Ļ░ĆņĢĢļĀźņØĆ ļäłĻ▓¤ņØś ņāØņä▒ņŗ£ĻĖ░ņÖĆ ņä▒ņןņåŹļÅä, ļäłĻ▓¤ ļé┤ļČĆĻ▓░ĒĢ©, ņĀæņ┤ē ņĀĆĒĢŁĻ│╝ ļ░ĆņĀæĒĢ£ Ļ┤ĆĻ│äĻ░Ć ņ׳ļŗż. ņśłļ╣äņŗ£Ļ░ä ļÅÖņĢł ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ņŗ£ ļäłĻ▓¤ņØś ņä▒ņןņŗ£ĻĖ░Ļ░Ć ļŖ”ņČ░ņ¦ĆĻ▓ī ļÉśĻ│Ā, ļäłĻ▓¤ņØś ņä▒ņןņåŹļÅäņÖĆ ņĀæņ┤ēņĀĆĒĢŁņØ┤ Ļ░ÉņåīĒĢ£ļŗż. ļśÉĒĢ£, ļäłĻ▓¤ņØś ļŗ©ļ®┤ Ļ┤Ćņ░░ņØä ĒåĄĒĢ┤ ļé┤ļČĆĻ▓░ĒĢ©ņØ┤ 42% Ļ░ÉņåīĒĢśņśĆļŗż. ņØ┤ļŖö ļåÆņØĆ ņĀäĻĘ╣ņØś ĒלņŚÉ ņØśĒĢ┤ Al2O3 ņé░ĒÖöņĖĄņØ┤ ļČĢĻ┤┤ļÉ©ņŚÉ ļö░ļØ╝ ņ×ģņŚ┤ļ¤ēņØ┤ Ļ░ÉņåīĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
2. ņÜ®ņĀæĒĢ┤ņäØ ņåīĒöäĒŖĖņø©ņ¢┤ņÖĆ ļäłĻ▓¤ ļŗ©ļ®┤, Ēæ£ļ®┤ ņĢĢņ×ģļ®┤ņĀüņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ ņÜ®ņĀæņŗ£Ļ░ä ļÅÖņĢłņØś Ļ░ĆņĢĢļĀźņØĆ ļäłĻ▓¤ņØś ĒśĢņāüĻ│╝ Ēü¼ĻĖ░, ļäłĻ▓¤ņØś ļé┤ļČĆĻ▓░ĒĢ©Ļ│╝ Ļ┤ĆļĀ© ņ׳ļŗż. Ļ│╝ļÅäĒĢ£ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ņŗ£ ļäłĻ▓¤ņØś ļé┤ļČĆĻ▓░ĒĢ©ņØĆ 99% Ļ░ÉņåīĒĢśņśĆņ£╝ļéś, Ļ│äļ®┤ļ░®Ē¢źņ£╝ļĪ£ ļäłĻ▓¤ņØ┤ ņä▒ņןĒĢśĻ│Ā ļäłĻ▓¤ņØś ļåÆņØ┤Ļ░Ć Ļ░ÉņåīĒĢśņśĆļŗż. ļśÉĒĢ£, ļäłĻ▓¤Ļ▓ĮņØś ĻĘ£Ļ▓®ņØĖ 4 tļź╝ ļ¦īņĪ▒ĒĢśņ¦Ć ļ¬╗ĒĢśņśĆļŗż. ņØ┤ļŖö Ēæ£ļ®┤ ņĢĢņ×ģļ®┤ņĀüņØä ĒåĄĒĢ┤ Ļ░ĆņĢĢļĀźņØś ņśüĒ¢źņØ┤ Ļ░Ćņן ļ¦ÄņØ┤ ņ×æņÜ®ĒĢ©ņŚÉ ļö░ļØ╝ ĻĖ░ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3. ļäłĻ▓¤ ļŗ©ļ®┤Ļ│╝ Ēæ£ļ®┤ ņĢĢņ×ģļ®┤ņĀü, ļ»ĖņäĖņĪ░ņ¦üņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś Ļ░ĆņĢĢļĀźņØĆ ļäłĻ▓¤ņØś ļé┤ļČĆ Ļ▓░ĒĢ©Ļ│╝ ņÜ®ņĀæļČĆ ņżæņŗ¼ņØś ĒÄĖņäØ, ņØæĻ│ĀņåŹļÅäņÖĆ ļ░ĆņĀæĒĢ£ Ļ┤ĆĻ│äĻ░Ć ņ׳ļŗż. ļåÆņØĆ Ļ░ĆņĢĢļĀźņØä ņĀüņÜ®ņŗ£, ļäłĻ▓¤ņØś ļé┤ļČĆĻ▓░ĒĢ©ņØĆ 80% Ļ░ÉņåīĒĢśņśĆĻ│Ā, ņÜ®ņ£ĄļČĆņØś ņżæņŗ¼ņŚÉ Mg ņÜ®ņ¦łņøÉņ×ÉņŚÉ ņØśĒĢ£ ņĪ░ļīĆĒĢ£ ĒÄĖņäØĻ│╝ ņÜ®ņ¦łņøÉņ×ÉņØś ļåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆļŗż. ņ”ē, ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś Ļ░ĆņĢĢļĀźņØĆ ļäłĻ▓¤ņØś ļé┤ļČĆ Ļ▓░ĒĢ©ņØä Ļ░ÉņåīĒĢśļŖö ĒÜ©Ļ│╝ņÖĆ ņØæĻ│Ā ņåŹļÅäļź╝ ņ”ØĻ░ĆĒĢśļŖö ĒÜ©Ļ│╝ļź╝ Ļ░Ćņ¦äļŗż.