1. ņä£ ļĪĀ
ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł (Metallic glass, MG)ņØĆ ņןņŻ╝ĻĖ░ņĀü ĻĘ£ņ╣Öņä▒ņØ┤ Ļ▓░ņŚ¼ļÉ£ ņøÉņ×ÉĻĄ¼ņĪ░ļĪ£ ņØĖĒĢśņŚ¼ Ļ▓░ņĀĢņ¦ł ĒĢ®ĻĖłĻ│╝ ĻĄ¼ļČäļÉśļŖö ņÜ░ņłśĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒Ļ│╝[1-3] ļŹöļČłņ¢┤ ņŚ┤Ļ░Ćņåīņä▒ ņä▒ĒśĢ(Thermoplastic forming, TPF)ņØ┤ Ļ░ĆļŖźĒĢśļŗżļŖö ļÅģĒŖ╣ĒĢ£ ņןņĀÉņØä Ļ░Ćņ¦äļŗż[4-6]. ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØĆ ņ£Āļ”¼ ņĀäņØ┤ ņś©ļÅä(Tg)ņÖĆ Ļ▓░ņĀĢĒÖö Ļ░£ņŗ£ ņś©ļÅä(Tx) ņé¼ņØ┤ņŚÉņä£ Ļ│╝ļāēĻ░ü ņĢĪņ▓┤ ņśüņŚŁ (Supercooled liquid region)ņØä Ļ░Ćņ¦Ćļ®░, TgņŚÉ ļīĆĒĢ£ ņāüļīĆņĀüņØĖ ņś©ļÅäņŚÉ ļö░ļØ╝ Ļ▓░ņĀĢļÉśļŖö ņĀÉļÅä (Viscosity, ╬Ę)ņŚÉ ņØśņĪ┤ĒĢśļŖö ļē┤ĒåĀļŗłņĢł ņĀÉņä▒ ņ£ĀļÅÖ (Newtonian viscous flow, NVF)ņŚÉ ņØśĒĢśņŚ¼ TPFĻ░Ć ņØ┤ļŻ©ņ¢┤ņ¦ł ņłś ņ׳ļŗż[7]. TPFļź╝ ĒÖ£ņÜ®ĒĢśļ®┤ ļ│Ąņ×ĪĒĢ£ ļ¬©ņ¢æņØ┤ļéś ņĀĢĻĄÉĒĢ£ Ēæ£ļ®┤ Ēī©Ēä┤ņØä ļŗ©ņØ╝ ņä▒ĒśĢ ļŗ©Ļ│äļź╝ Ļ▒░ņ│É ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņŚÉ ņēĮĻ▓ī ĻĄ¼ĒśäĒĢĀ ņłś ņ׳ļŗż. ĒŖ╣Ē׳ MEMS ļČĆĒÆłņØ┤ļéś Ēæ£ļ®┤ Ēī©Ēä░ļŗØĻ│╝ Ļ░ÖņØĆ ļ│Ąņ×ĪĒĢ£ ĒśĢņāüņØś ņåīĒśĢ ņĀ£ĒÆłņØä ļ¦łņØ┤Ēü¼ļĪ£ ļśÉļŖö ļéśļģĖ ņŖżņ╝ĆņØ╝ļĪ£ ļ│┤ļŗż ņēĮĻ│Ā ņĀĢĒÖĢĒĢśĻ▓ī ņĀ£ņĪ░ĒĢĀ ņłś ņ׳ļŗżļŖö ņĀÉņŚÉņä£ ņןņĀÉņØ┤ ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż[4,8]. ĒŖ╣Ē׳, ņĄ£ņóģ Ļ░ĆĻ│Ą ĒśĢĒā£ņØś Ēü¼ĻĖ░Ļ░Ć ņ×æņØäņłśļĪØ ņä▒ĒśĢ ņŗ£ Ļ░ĆņŚ┤ ļ░Å ļāēĻ░üņåŹļÅä ņĪ░ņĀłņØ┤ ņÜ®ņØ┤ĒĢśļ»ĆļĪ£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś ņĘ©ņĢĮĒĢ£ ļ¼ĖņĀ£ņĀÉ ņżæ ĒĢśļéśņØĖ Ļ▓░ņĀĢĒÖöļź╝ ņ¢ĄņĀ£ĒĢśļŖö ļŹ░ ņ׳ņ¢┤ ļŹöņÜ▒ ņÜ®ņØ┤ĒĢ£ ņĖĪļ®┤ņØ┤ ņ׳ļŗż. ļ┐Éļ¦ī ņĢäļŗłļØ╝ Ēü¼ĻĖ░Ļ░Ć ņ×æņØäņłśļĪØ Ļ░ĢļÅä ļ░Å ņåīņä▒ ļ│ĆĒśĢļŖź ļō▒ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØ┤ Ē¢źņāüļÉśļŖö Ļ▓ĮĒ¢źņØ┤ ņ׳ļŗż[8]. ņØ┤ļ¤¼ĒĢ£ ņĀÉņŚÉ ņ░®ņĢłĒĢśņŚ¼ TPFĻ░Ć ņĀüņÜ®ļÉ£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļŖö ņĀÉņ░© ņåīĒśĢ ņĀ£ĒÆł ļ░Å Ēæ£ļ®┤ Ēī©Ēä░ļŗØņØä ņżæņŗ¼ņ£╝ļĪ£ ļ░£ņĀäĒĢ┤ ļéśĻ░ĆĻ│Ā ņ׳ļŗż[9,10].
ĒÖĆļĪ£ĻĘĖļשņØĆ ņāüņŚģņĀüņ£╝ļĪ£ ņĀ£ĒÆłņØś Ļ░Ćņ╣śļź╝ ļåÆņØ┤ĻĖ░ ņ£äĒĢ£ ņןņŗØņĀüņØĖ ļööņ×ÉņØĖ ņÜöņåīļĪ£ ņé¼ņÜ®ļÉĀ ņłś ņ׳ņ£╝ļ®░, ļśÉĒĢ£ ļ│ĄņĀ£Ļ░Ć ņ¢┤ļĀĄĻĖ░ ļĢīļ¼ĖņŚÉ ļĖīļ×£ļō£ ļ│┤ĒśĖ ļ░Å ņĀ£ĒÆł ņŗØļ│äņŚÉļÅä ĒÖ£ņÜ®ļÉ£ļŗż. Ēśäņ×¼ļŖö ĒżņØ╝ ĒśĢĒā£ņØś Ļ│ĀļČäņ×É Ēæ£ļ®┤ņŚÉ ĒÖĆļĪ£ĻĘĖļשņØä Ēöäļ”░ĒīģĒĢśņŚ¼ ņĀ£ĒÆłņŚÉ ņØ┤ļź╝ ņĀæņ░®ĒĢśļŖö ļ░®ņŗØņØ┤ ņŻ╝ļĪ£ ĒÖ£ņÜ®ļÉśĻ│Ā ņ׳ļŗż. ĻĘĖļ¤¼ļéś ņ×ÉļÅÖņ░© ļé┤ļČĆņØś ņןņŗØ ļČĆĒÆł, ļ░░Ēä░ļ”¼ ĒĢśņÜ░ņ¦Ģ ļśÉļŖö ĒÖöņןĒÆł ĒżņןĻ│╝ Ļ░ÖņØĆ ĻĖłņåŹ ņ×¼ļŻīņŚÉ ĒÖĆļĪ£ĻĘĖļשņØä ņ¦üņĀæ Ēöäļ”░ĒīģĒĢśņŚ¼ ĒÖ£ņÜ®ĒĢśĻ│Āņ×É ĒĢśļŖö ņłśņÜöņŚÉ ņØśĒĢśņŚ¼ ņØ┤ņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ ļśÉĒĢ£ ĻŠĖņżĆĒ׳ ņ¦äĒ¢ēļÉśņ¢┤ņÖöļŗż[4,11,12]. ĻĖłņåŹ ĒÖĆļĪ£ĻĘĖļשņØĆ ļé┤ĻĄ¼ņä▒ ņĖĪļ®┤ņŚÉņä£ ĻĖ░ņĪ┤ Ļ│ĀļČäņ×É ņ×¼ļŻīņŚÉ ļ╣äĒĢśņŚ¼ ņøöļō▒Ē׳ ļø░ņ¢┤ļéśļ»ĆļĪ£ ņĀ£ĒÆł ņŗØļ│äņØ┤ļØ╝ļŖö ĒÖĆļĪ£ĻĘĖļש Ļ│Āņ£ĀņØś ņןņĀÉņØä ĻĘ╣ļīĆĒÖöĒĢśĻĖ░ņŚÉ Ļ░Ćņן ņĀüĒĢ®ĒĢĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝, ņŗ¼ļ»Ėņä▒ ļśÉĒĢ£ ļø░ņ¢┤ļéś Ļ│ĀļČĆĻ░ĆĻ░Ćņ╣ś ņé░ņŚģņŚÉ ņĀüņÜ®ļÉśņ¢┤ ņĀ£ĒÆłņØś Ļ░Ćņ╣ś ņāüņŖ╣ņŚÉ Ēü¼Ļ▓ī ĻĖ░ņŚ¼ĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆļÉ£ļŗż. ĻĖłņåŹņ×¼ļŻīņØś ĒÖĆļĪ£ĻĘĖļש Ēī©Ēä┤ Ēöäļ”░ĒīģņØĆ ļĀłņØ┤ņĀĆ Ļ┤æņøÉņØä ĻĖ░ļ░śņ£╝ļĪ£ ĒĢ£ ņŚ¼ļ¤¼ ņŚĀļ│┤ņŗ▒ Ļ│ĄņĀĢ (Spatial light modulator [11], femto-second laser [13], low-cost fiber laser [14-16], UV nanosecond laser pulses [12,17]) ņØä ĒåĄĒĢ┤ ļ░£ņĀäĒĢśņŚ¼ ņĄ£ĻĘ╝ņŚÉļŖö ņŖżĒģīņØĖļ”¼ņŖż ņŖżĒŗĖ Ēś╣ņØĆ ļŗłņ╝łĻĖ░ ņ┤łĒĢ®ĻĖł ļō▒ņŚÉņä£ļÅä ļéśļģĖ Ēī©Ēä░ļŗØņØä ņä▒Ļ│ĄņĀüņ£╝ļĪ£ ņłśĒ¢ēĒĢĀ ņłś ņ׳Ļ▓ī ļÉśņŚłļŗż [17]. ņØ┤ļ¤¼ĒĢ£ Ēī©Ēä░ļŗØ ĻĖ░ņłĀņØĆ ĒÄäņŖż ņŚÉļäłņ¦Ć, ĒÄäņŖż ļ░śļ│ĄļźĀ, ņŖżņ║ö ņåŹļÅä, ļĀłņØ┤ņĀĆ ņŖżĒī¤ Ēü¼ĻĖ░ ļśÉļŖö ļĀłņØ┤ņĀĆ ļ╣ö ņŖżņ║ö ļ░®Ē¢ź ļō▒Ļ│╝ Ļ░ÖņØĆ ļĀłņØ┤ņĀĆ ņ▓śļ”¼ ļ¦żĻ░£ļ│Ćņłśļź╝ ņĀłļ¼śĒĢśĻ▓ī ņĪ░ņĀłĒĢśņŚ¼ ņäĖļČĆ Ēī©Ēä┤ņØä ņ¦üņĀæ ļ¦łĒé╣ĒĢśņŚ¼ ņĀ£ņĪ░ĒĢ┤ņĢ╝ ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņāØņé░ņä▒ņØ┤ ļ¢©ņ¢┤ņ¦äļŗżļŖö Ēü░ ļŗ©ņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż.
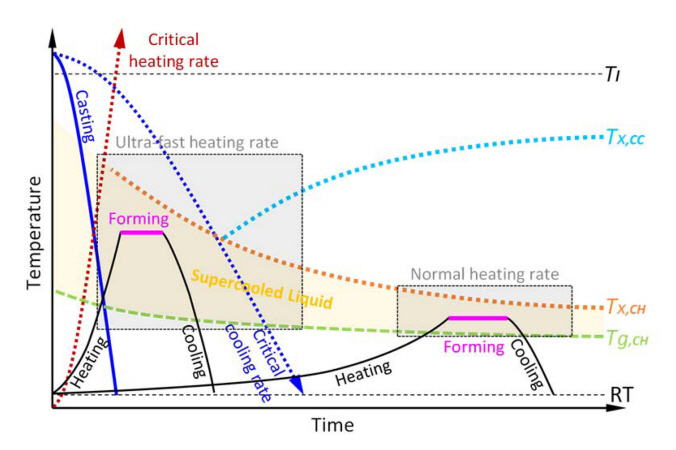
ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØĆ ļ¬©ļōĀ ĻĖłņåŹ ņżæņŚÉņä£ ņ£ĀņØ╝ĒĢśĻ▓ī TPFĻ░Ć Ļ░ĆļŖźĒĢśļ»ĆļĪ£ ņĀäĒåĄņĀüņØĖ ļĀłņØ┤ņĀĆ ļ¦łĒé╣ Ēī©Ēä░ļŗØņØ┤ ņĢäļŗī Ļ│Āņś© ņĢĢņ×ģņŚÉ ņØśĒĢ£ Ēöīļ×½ ĒöäļĀłņŗ▒ ļśÉļŖö ļĪż-Ēł¼-ļĪż ņŚ░ņåŹ ņä▒ĒśĢ ļ░®ņŗØņØś Ēī©Ēä░ļŗØ ĻĖ░ņłĀņØä ņĀüņÜ®ĒĢĀ ņłś ņ׳ņ¢┤ Ļ▓░ņĀĢņ¦ł ĻĖłņåŹņ×¼ļŻīņŚÉ ļ╣äĒĢśņŚ¼ ĒśäņĀĆĒ׳ ļåÆņØĆ ņāØņé░ņä▒ņØä Ļ░Ćņ¦ł ņłś ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś TPF Ļ│ĄņĀĢņØĆ Tg ņØ┤ņāüņØś Ļ│Āņś©ņŚÉņä£ ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖöļŹ░, Ļ░ĆņŚ┤ ņåŹļÅäņŚÉ ļö░ļØ╝ņä£ ņä▒ĒśĢ Ļ░ĆļŖźĒĢ£ ņś©ļÅäĻĄ¼Ļ░äņØ┤ Ļ░Ćļ│ĆņĀüņØĖ ĒŖ╣ņ¦ĢņØ┤ ņ׳ļŗż. ļśÉĒĢ£ Ļ░ĆņŚ┤ ņåŹļÅä ļ░Å ņä▒ĒśĢ ņŗ£Ļ░äņŚÉ ļö░ļØ╝ņä£ Ļ▓░ņĀĢĒÖöĻ░Ć ļ░£ņāØĒĢĀ ņłś ņ׳ņ£╝ļ»ĆļĪ£ ĒĢ®ĻĖłņØś ņŚ┤ņĀü ņĢłņĀĢņä▒ņŚÉ ļö░ļØ╝ņä£ ņĀüņĀłĒĢ£ TPF Ļ│ĄņĀĢ ņś©ļÅä ļ░Å ņŗ£Ļ░äņŚÉ Ļ┤ĆĒĢ£ ņä▒ĒśĢ Ļ░ĆļŖź ņśüņŚŁ (TPF processing window)ņØä ļ¬ģĒÖĢĒĢśĻ▓ī ĻĘ£ļ¬ģĒĢśļŖö Ļ▓āņØ┤ ņżæņÜöĒĢśļŗż. ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś TPFņØĆ TgņÖĆ Tx ņé¼ņØ┤ņØś ņś©ļÅäņŚÉņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀÉļÅä(╬Ę)Ļ░Ć 108 Pa┬Ę;s ņØ┤ĒĢśņØĖ ņĪ░Ļ▒┤ņŚÉņä£ ņłśĒ¢ēļÉśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņ¢┤ ņÖöļŗż[8,18]. ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś ņĀÉļÅäļŖö Tg(1012 Pa┬Ęs) ņØ┤ņāüņØś ņś©ļÅäņŚÉņä£ Tl(10-2 Pa┬Ęs)ņŚÉ Ļ░ĆĻ╣īņøīņ¦łņłśļĪØ ņĀÉņ░© Ļ░ÉņåīĒĢśļŖöļŹ░, Ļ░ĆņŚ┤ņåŹļÅäĻ░Ć ļ╣Āļź╝ņłśļĪØ TgĻ░Ć ņ”ØĻ░ĆĒĢśņŚ¼ ņĀÉļÅäļÅä ļÅÖņØ╝ņś©ļÅäņŚÉņä£ ļŹöņÜ▒ ļåÆņĢäņ¦Ćļ»ĆļĪ£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ļåÆņØĆ Ļ░ĆņŚ┤ņåŹļÅäļź╝ Ļ░¢ļŖö Ļ│ĄņĀĢņŚÉņä£ļŖö ļŹöņÜ▒ ļåÆņØĆ ņś©ļÅäņŚÉņä£ ņä▒ĒśĢņØ┤ ņłśĒ¢ēļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ĻĘĖļ¤¼ļéś Ļ│Āņś© ņä▒ĒśĢņŗ£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś Ļ▓░ņĀĢĒÖöļź╝ Ēö╝ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ Ļ▓░ņĀĢĒÖöĻ░Ć ņŗ£ņ×æļÉśļŖö ņś©ļÅäņØĖ Tgļź╝ ņ┤łĻ│╝ĒĢśņŚ¼ ņä▒ĒśĢĒĢĀ ņłś ņŚåņ£╝ļ»ĆļĪ£ ņĀüņĀłĒĢ£ ņä▒ĒśĢ ņś©ļÅäņØś ņäĀĒāØņØ┤ ņżæņÜöĒĢśļŗż. ļśÉĒĢ£ Ļ░ĆņŚ┤ ņåŹļÅäĻ░Ć ļ╣Āļź╝ņłśļĪØ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ņ׳ņ£╝ļ»ĆļĪ£ Ļ│ĀņåŹ Ļ░ĆņŚ┤ņØ┤ Ļ░ĆļŖźĒĢ£ ņĪ░Ļ▒┤ņŚÉņä£ļŖö TlņŚÉ ĻĘ╝ņĀæĒĢ£ ļåÆņØĆ ņś©ļÅä ļ░Å ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņĀÉļÅäņŚÉņä£ TPFņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ł ņłś ņ׳ļŗż. ĒŖ╣Ē׳ ļ¦łņØ┤Ēü¼ļĪ£ ļ░Å ļéśļģĖ ļČĆĒÆł ņä▒ĒśĢ ļ░Å Ēī©Ēä░ļŗØņØś Ļ▓ĮņÜ░ ņŗ£ļŻīņØś ņ¦łļ¤ēņØ┤ ņ×æņĢä Ļ│ĀņåŹ Ļ░ĆņŚ┤ņØ┤ ņÜ®ņØ┤ĒĢśļ»ĆļĪ£, Ļ│ĀņåŹ Ļ░ĆņŚ┤ņØä ĒåĄĒĢ┤ ļ│┤ļŗż ļé«ņØĆ ņĀÉļÅäņŚÉņä£ TPFļź╝ ņłśĒ¢ēĒĢśņŚ¼ ņÜ░ņłśĒĢ£ ņ╣śņłśņĀĢļ░ĆļÅäļź╝ ņ¢╗ņØä ņłś ņ׳ļŗż. ĻĘĖļ”╝ 1ņØĆ ņØ╝ļ░śņĀüņØĖ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś CCTņÖĆ CHT Ļ│ĪņäĀ ļ░Å Ļ│╝ļāēĻ░ü ņĢĪņ▓┤ņśüņŚŁņŚÉņä£ TPF Ļ│ĄņĀĢņØä ļ│┤ņŚ¼ņŻ╝ļŖö Ļ░£ļץļÅäņØ┤ļŗż[19]. ļ│Ė ĻĘĖļ”╝ņØä ĒåĄĒĢśņŚ¼ ņÜ®ņ£ĄļÉ£ ĒĢ®ĻĖłņØ┤ ļāēĻ░üņØä ĒåĄĒĢ┤ ļ╣äņĀĢņ¦ł ĻĄ¼ņĪ░ļź╝ ĒśĢņä▒ĒĢĀ ņłś ņ׳ļŖö ņ×äĻ│ä ļāēĻ░ü ņåŹļÅä (Critical cooling rate)ļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ļ│┤ļŗż ļ╣ĀļźĖ ļāēĻ░üņåŹļÅäļĪ£ ĒĢ®ĻĖł ņÜ®ĒāĢņØä ļāēĻ░üĒĢśļŖö Ļ▓ĮņÜ░ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś ņĀ£ņĪ░Ļ░Ć Ļ░ĆļŖźĒĢśļŗż. ļśÉĒĢ£, ņŚ░ņåŹ Ļ░ĆņŚ┤ņŗ£ ņĖĪņĀĢļÉśļŖö ņ£Āļ”¼ņĀäņØ┤ņś©ļÅäņÖĆ Ļ▓░ņĀĢĒÖö Ļ░£ņŗ£ņś©ļÅä ņé¼ņØ┤ņØś ņś©ļÅäĻĄ¼Ļ░ä (Tg, CH - Tx, CH)ņŚÉņä£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØĆ ņ£Āļ”¼ņĀäņØ┤Ļ▒░ļÅÖņØä ĒåĄĒĢ┤ Ļ│╝ļāēĻ░ü ņĢĪņ▓┤ņāüĒā£ļĪ£ ņĪ┤ņ×¼ĒĢśļ®░, ĒĢ┤ļŗ╣ ļ▓öņ£äņŚÉņä£ 1012 Pa┬ĘsņŚÉņä£ ļČĆĒä░ ņĀÉļÅäĻ░Ć ļé«ņĢäņĀĖ TPFņØ┤ Ļ░ĆļŖźĒĢśĻ▓ī ļÉśļ®░, ļŹö ļé«ņØĆ ņĀÉļÅäļź╝ ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņĄ£ļīĆĒĢ£ Tx, CH Ļ│ĪņäĀņŚÉ Ļ░ĆĻ╣īņÜ┤ ņĪ░Ļ▒┤ņŚÉņä£ ņä▒ĒśĢņØä ņłśĒ¢ēĒĢśļŖö Ļ▓āņØ┤ ļ░öļ×īņ¦üĒĢśļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ mm Ēü¼ĻĖ░ ņØ┤ņāüņØś ļ▓īĒü¼ ņŗ£ĒÄĖņØĆ Ļ│ĀņåŹ Ļ░ĆņŚ┤ņØ┤ ņ¢┤ļĀĄĻĖ░ ļĢīļ¼ĖņŚÉ ņłśņŗŁ K/s ņØ┤ĒĢśņØś Ļ░ĆņŚ┤ņåŹļÅäĻ░Ć ņĀüņÜ®ļÉśļ®░, ĻĖēņåŹ ļ░®ņĀä ņĀĆĒĢŁ Ļ░ĆņŚ┤ļ▓Ģ (Capacitive discharge heating method) [20, 21]Ļ│╝ Ļ░ÖņØĆ ņĀäļźś ņØĖĻ░Ćļź╝ ĒåĄĒĢ£ ĻĖēņåŹ Ļ░ĆņŚ┤ ļ░®ņŗØņØä ņĀüņÜ®ĒĢśĻ▒░ļéś, ļ¦łņØ┤Ēü¼ļĪ£ ņØ┤ĒĢś ļæÉĻ╗śņØś ņåīĒśĢ ņāśĒöīņØä ņĀäļÅäļź╝ ĒåĄĒĢśņŚ¼ Ļ░ĆņŚ┤ĒĢśļŖö Ļ▓ĮņÜ░ Ļ│ĀņåŹ Ļ░ĆņŚ┤ņØä ĒåĄĒĢ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļäōņØĆ ņä▒ĒśĢ ĻĄ¼Ļ░ä ļ░Å ļé«ņØĆ ņĀÉļÅäņŚÉņä£ TPFņØ┤ Ļ░ĆļŖźĒĢśļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤, ņŻ╝ņ¢┤ņ¦ä ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņŚÉ ļīĆĒĢ┤ ļ¬ģĒÖĢĒĢ£ TPF processing windowļź╝ ĻĘ£ļ¬ģĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņĀĆņåŹ ļ░Å Ļ│ĀņåŹ Ļ░ĆņŚ┤ņØä ĒåĄĒĢśņŚ¼ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś ņŗżņĀ£ Tg, CH ļ░Å Tx, CH Ļ│ĪņäĀņØä ņ¢╗ņ¢┤ņĢ╝ ĒĢ£ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĻĖ░ņĪ┤ņŚÉ ļ│┤Ļ│ĀļÉ£ ļŗżņ¢æĒĢ£ ļ▓īĒü¼ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł ņżæ TPFņŚÉ ņĀüĒĢ®ĒĢ£ ļ¦łĻĘĖļäżņŖśĻ│ä ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØä ņäĀĒāØĒĢśņŚ¼ Flash-DSC ļō▒ ņŚ┤ļČäņäØ ņןļ╣äļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ņŚ░ņåŹ ļāēĻ░ü ļ│ĆĒā£ (Continuous cooling transformation, CCT) Ļ│ĪņäĀ ļ░Å ņŚ░ņåŹ Ļ░ĆņŚ┤ ļ│ĆĒā£ (Continuous heating transformation, CHT) Ļ│ĪņäĀņØä ņ×æļÅäĒĢśĻ│Ā, 100 ~ 105 K/sņØś ļäōņØĆ ņŖ╣ņś© ņåŹļÅä ļ▓öņ£äņŚÉņä£ TPF processing windowļź╝ ļ¬ģĒÖĢĒ׳ ĻĘ£ļ¬ģĒĢśņśĆļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņĀüņĀłĒĢ£ ņä▒ĒśĢ ņĪ░Ļ▒┤ņŚÉņä£ TPFļź╝ ņłśĒ¢ēĒĢśņŚ¼ ļéśļģĖņŖżņ╝ĆņØ╝ ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░Ēīģ ĻĖ░ņłĀņØä ņä▒Ļ│ĄņĀüņ£╝ļĪ£ Ļ░£ļ░£ĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ļŖö ļ¦łņØ┤Ēü¼ļĪ£ ļ░Å ļéśļģĖ ņŖżņ╝ĆņØ╝ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł ņä▒ĒśĢ ĻĖ░ņłĀņØś ņāüņÜ®ĒÖöļź╝ ņ┤ēņ¦äĒĢĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ļŗżņ¢æĒĢ£ ņĪ░ņä▒ņØś ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņŚÉņä£ ņĄ£ņĀüņØś ņś©ļÅä ļ░Å ņŖ╣ņś© ņåŹļÅä ņĪ░Ļ▒┤ņØä ņĖĪņĀĢĻĖ░ļ░śņ£╝ļĪ£ ĒĢ£ņĀĢĒĢśņŚ¼ TPFņØ┤ Ļ░ĆļŖźĒĢśļÅäļĪØ TPF processing windowļź╝ ĻĘ£ļ¬ģĒĢĀ ņłś ņ׳ļŖö ņ▓┤Ļ│äņĀüņØĖ Ļ░ĆņØ┤ļō£ļØ╝ņØĖņØä ņĀ£ņŗ£ĒĢ£ļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 99.9 % ņØ┤ņāüņØś Ļ│Āņł£ļÅä ĻĄ¼ļ”¼ (Cu), ņØ┤ĒŖĖļź© (Y), ļ░Å Ļ░ĆļÅīļ”¼ļŖä (Gd) ņøÉņåīļź╝ ņĢäĒü¼ ĒöīļØ╝ņ”łļ¦ł Ļ│ĄņĀĢņ£╝ļĪ£ ņĢäļź┤Ļ│ż Ļ░ĆņŖż ļČäņ£äĻĖ░ņŚÉņä£ ņÜ®ĒĢ┤ĒĢśņŚ¼ ļ▓äĒŖ╝ ĒśĢĒā£ņØś Cu-Y ļ░Å Cu-Gd ļ¬©ĒĢ®ĻĖłņØä ņĀ£ņĪ░ĒĢśņśĆļŗż. ņĢäĒü¼ ņÜ®ĒĢ┤ ņŗ£ ņä▒ļČäņØś ĒÄĖņäØņØä ņżäņØ┤ĻĖ░ ņ£äĒĢ┤ Ļ░üĻ░ü 5ĒÜī ļ░śļ│ĄĒĢśņŚ¼ ņÜ®ĒĢ┤ĒĢśņśĆļŗż. Ļ░ü ļ¬©ĒĢ®ĻĖłņØĆ Ļ│ĀņŻ╝Ēīī ņ£ĀļÅä ņÜ®ĒĢ┤ļĪ£ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĢäļź┤Ļ│ż ļČäņ£äĻĖ░ņŚÉņä£ ņ¦łĒÖöļČĢņåī (BN) ņĮöĒīģļÉ£ ĒØæņŚ░ ļÅäĻ░ĆļŗłņŚÉņä£ Ļ│Āņł£ļÅä ļ¦łĻĘĖļäżņŖś (Mg) ņøÉņåīņÖĆ ĒĢ®ĻĖłĒÖöĒĢśņŚ¼ ņĄ£ņóģņĀüņ£╝ļĪ£ Mg65Cu25Y10 ļ░Å Mg65Cu25Gd10 (at. %) ņĪ░ņä▒ņØś ĒĢ®ĻĖłņ£╝ļĪ£ ņĀ£ņĪ░ĒĢśņśĆļŗż. ņĪ░ņä▒ĻĘĀņ¦łņä▒ņØä Ļ░£ņäĀĒĢśĻĖ░ ņ£äĒĢ┤ ļ¬©ĒĢ®ĻĖłņØä ņ£ĀļÅäļĪ£ ļé┤ņŚÉņä£ 3ĒÜī ņØ┤ņāü ņÜ®ņ£ĄĒĢśņśĆļŗż. ņÜ®ņ£ĄņØä ļ¦łņ╣£ ļæÉ ņĪ░ņä▒ņØś ļ¬©ĒĢ®ĻĖłņØä ĒÖ£ņÜ®ĒĢśņŚ¼ ļ®£ĒŖĖ ņŖżĒö╝ļŗØ ņןņ╣śļź╝ ĒåĄĒĢ┤ ļ”¼ļ│Ė ĒśĢĒā£ņØś ņŗ£ĒÄĖņØä ņĀ£ņĪ░ĒĢśņśĆļŗż . Ļ░ü ļ¬©ĒĢ®ĻĖłņØĆ ņäØņśüĻ┤ĆņŚÉ ņןņ×ģļÉśņ¢┤ Ļ│ĀņŻ╝Ēīī ņ£ĀļÅä Ļ░ĆņŚ┤ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņÖäņĀäĒ׳ ņÜ®ĒĢ┤ļÉśĻ│Ā, 50 kPa ņĢĢļĀźņØś ņĢäļź┤Ļ│ż Ļ░ĆņŖżļź╝ ņŻ╝ņ×ģĒĢ©ņ£╝ļĪ£ņŹ© ĻĘĖ ņÜ®ĒāĢņØä ņĢĮ 40 m/sņØś Ēæ£ļ®┤ņåŹļÅäļĪ£ ĒÜīņĀäĒĢśļŖö ĻĄ¼ļ”¼ Ē£Ā (Wheel) Ēæ£ļ®┤ņŚÉ ļČäņé¼ĒĢśņŚ¼ ņĢĮ 30 ╬╝m ļæÉĻ╗ś ļ”¼ļ│ĖĒśĢĒā£ņØś ņŗ£ĒÄĖņ£╝ļĪ£ ņĀ£ņĪ░ĒĢśņśĆļŗż. ļ”¼ļ│ĖņāüĒā£ņŚÉņä£ ņÜ░ņłśĒĢ£ ņä▒ĒśĢļŖźņØ┤ ĻĘ£ļ¬ģļÉ£ Mg65Cu25Gd10 ņĪ░ņä▒ņØś ļ¬©ĒĢ®ĻĖłņØä ņØĖņĀØņģś ņ║ÉņŖżĒīģņØä ĒåĄĒĢ┤ ļ▓īĒü¼ ņŗ£ĒÄĖņ£╝ļĪ£ ņĀ£ņĪ░ĒĢśņśĆļŗż. ņØ┤ļź╝ ņ£äĒĢ┤ ļ¬©ĒĢ®ĻĖłņØäņäØņśüĻ┤ĆņŚÉ ņןņ×ģĒĢśņŚ¼ Ļ│ĀņŻ╝Ēīī ņ£ĀļÅä Ļ░ĆņŚ┤ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņÖäņĀäĒ׳ ņÜ®ĒĢ┤ĒĢśĻ│Ā, 50 kPa ņĢĢļĀźņØś ņĢäļź┤Ļ│ż Ļ░ĆņŖżļź╝ ņŻ╝ņ×ģĒĢśņŚ¼ ĻĘĖ ņÜ®ĒāĢņØä ĻĄ¼ļ”¼ ļ¬░ļō£ņŚÉ ņŻ╝ņ×ģĒĢśņŚ¼ 2 mm ļæÉĻ╗śņØś ĒīÉņāü ļ▓īĒü¼ ņŗ£ĒÄĖņØä ņĀ£ņĪ░ĒĢśņśĆļŗż.
ņĀ£ņĪ░ļÉ£ ĒĢ®ĻĖł ņŗ£ĒÄĖņØś Ļ▓░ņĀĢĻĄ¼ņĪ░ ļČäņäØņØä ņ£äĒĢ┤ X-ņäĀ ĒÜīņĀł ļČäņäØ ņןņ╣ś (New D-8 Advance, Bruker)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ CuK╬▒ ņäĀ (╬╗=1.541 ├ģ)ņ£╝ļĪ£ 10ŌĆō80┬░ ĻĄ¼Ļ░äņŚÉņä£ ĒÜīņĀł Ēī©Ēä┤ ļČäņäØ ņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņĀ£ņĪ░ļÉ£ ĒĢ®ĻĖłņØś ņŚ┤Ļ░Ćņåīņä▒ ņä▒ĒśĢ ņśüņŚŁ (TPF processing window) Ļ│╝ ņ£Āļ”¼ņĀäņØ┤ņś©ļÅä (Tg), Ļ▓░ņĀĢĒÖö Ļ░£ņŗ£ņś©ļÅä (Tx), ļ░Å ņÜ®ņ£Ąņś©ļÅä (Tl) ļō▒ ĒŖ╣ņä▒ ņś©ļÅäļź╝ ĻĘ£ļ¬ģĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņØ╝ļ░ś ņŗ£ņ░©ņŻ╝ņé¼ņŚ┤ļ¤ēĻ│ä (Conventional DSC, DSC 8500 Perkin Elmer, and TGA/DSC1 Mettler Toledo) ļ░Å Ļ│ĀņåŹ ņŗ£ņ░©ņŻ╝ņé¼ņŚ┤ļ¤ēĻ│ä (Flash-DSC, Flash-DSC 1 Mettler Toledo) ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ņŚ┤ ĒØÉļ”ä Ļ│ĪņäĀ (Heat flow curves)ņØä ņĖĪņĀĢĒĢśņśĆļŗż. ņØ╝ļ░ś DSC ļČäņäØņØĆ ņĢīļŻ©ļ»ĖļŖä Ēī¼ ļ░Å ņĢīļŻ©ļ»Ėļéś ļÅäĻ░ĆļŗłņŚÉ ņĢĮ 20 mg ņĀĢļÅäņØś ņŗ£ļŻīļź╝ ļäŻņØĆ Ēøä Ļ│Āņł£ļÅä ņĢäļź┤Ļ│ż Ļ░ĆņŖż ļČäņ£äĻĖ░ņŚÉņä£ 40 K/minņØś ņØ╝ņĀĢĒĢ£ ņŖ╣ņś© ņåŹļÅäļĪ£ Ē¢ēĒĢśņśĆņ£╝ļ®░, Flash-DSC ļČäņäØņØĆ ļ”¼ļ│Ė ņāśĒöīņØä ņĢĮ 100 ╬╝m ļäłļ╣äņØś ņ×æņØĆ ņĪ░Ļ░üņ£╝ļĪ£ ņ×Éļź┤Ļ│Ā Flash-DSC ņ╣®ņŚÉ ļĪ£ļō£ĒĢśņŚ¼ 102 ~2.5├Ś104 K/s ņé¼ņØ┤ņØś ņŖ╣ņś© ņåŹļÅäļĪ£ Ē¢ēĒĢśņśĆļŗż. ņŚ░ņåŹ ļāēĻ░ü ļ│ĆĒā£ Ļ│ĪņäĀņØś ņ×æļÅäļź╝ ņ£äĒĢśņŚ¼ Flash-DSC ņןņ╣śļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņ£Ąņś©ļÅäņØś 100ļÅä ņØ┤ņāü ņś©ļÅäņØĖ 873 KļĪ£ Ļ░ĆņŚ┤ĒĢ£ Ēøä 103 ~1.5├Ś104 K/sņØś ļāēĻ░üņåŹļÅäļĪ£ ņĪ░Ļ▒┤ņØä ļŗ¼ļ”¼ĒĢśļ®░ ņāüļ│ĆĒÖö Ļ░£ņŗ£ņś©ļÅäļź╝ ņĖĪņĀĢĒĢśņśĆļŗż.
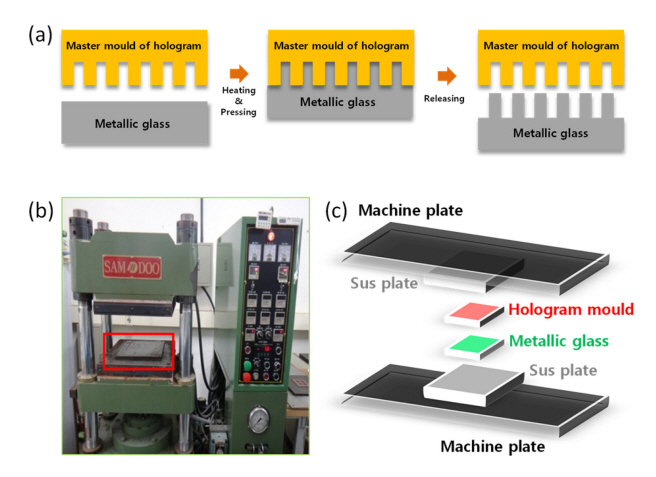
ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░Ēīģ ņŗżĒŚśņØä ņ£äĒĢ£ ĒÖĆļĪ£ĻĘĖļש ļ¬░ļō£ļŖö Ļ│Āņś© ņĢĢņ×ģ Ļ│ĄņĀĢņØä Ļ▓¼ļö£ ņłś ņ׳ļŖö NiĻĖ░ ņ┤łĒĢ®ĻĖłņØä ĻĖ░ļ░śņ£╝ļĪ£ ļĀłņØ┤ņĀĆ Ļ░ĆĻ│ĄņŚÉ ņØśĒĢśņŚ¼ ņłśļ░▒ ļéśļģĖļ»ĖĒä░ ņłśņżĆņ£╝ļĪ£ ņŚĀļ│┤ņŗ▒ ņ▓śļ”¼ļÉ£ ņĀ£ĒÆł (JNSUNG SNT)ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░ĒīģņØĆ Ļ│Āņś© ņĢĢņ×ģ ņä▒ĒśĢĻĖ░ (SAMDOO)ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ļīĆĻĖ░ņżæņŚÉņä£ ņłśĒ¢ēļÉśņŚłļŗż. ņä▒ĒśĢĻĖ░ņØś ņāü, ĒĢś Ļ░ĆņŚ┤ĒīÉņŚÉ Ļ░üĻ░ü ņŖżĒģīņØĖļ”¼ņŖż ņŖżĒŗĖ (SUS-304) ĒöīļĀłņØ┤ĒŖĖļź╝ ņ£äņ╣śņŗ£ĒéżĻ│Ā, ĻĘĖ ņé¼ņØ┤ņŚÉ ĒÖĆļĪ£ĻĘĖļש ļ¬░ļō£ ļ░Å ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØä ļĪ£ļō£ĒĢśņśĆļŗż. ņØ┤ Ēøä ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØä 18.3 K/sņØś ņåŹļÅäļĪ£ ņāüņś©ņŚÉņä£ 483 KĻ╣īņ¦Ć Ļ░ĆņŚ┤ĒĢ£ Ēøä 10ņ┤łĻ░ä 60 Kg┬Ęf/cm3 ņØś Ēלņ£╝ļĪ£ ņĢĢņ×ģĒĢśņŚ¼ ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░ĒīģņØä ņ£äĒĢ£ TPFņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņ×äĒöäļ”░ĒīģņØś ņÖäņä▒ļÅäļź╝ ĻĘ£ļ¬ģĒĢśĻĖ░ ņ£äĒĢśņŚ¼ NiĻĖ░ ņ┤łĒĢ®ĻĖł ĒÖĆļĪ£ĻĘĖļש ļ¬░ļō£ ļ░Å ņĢĢņ×ģ ņä▒ĒśĢļÉ£ Mg65Cu25Gd10 ļ▓īĒü¼ ņāśĒöīņØś Ēæ£ļ®┤ Ēī©Ēä┤ņØä ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į (SU-70, Hitachi)ņØä ĒåĄĒĢ┤ Ļ┤Ćņ░░ĒĢśņŚ¼ ļ╣äĻĄÉĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś TPF ability
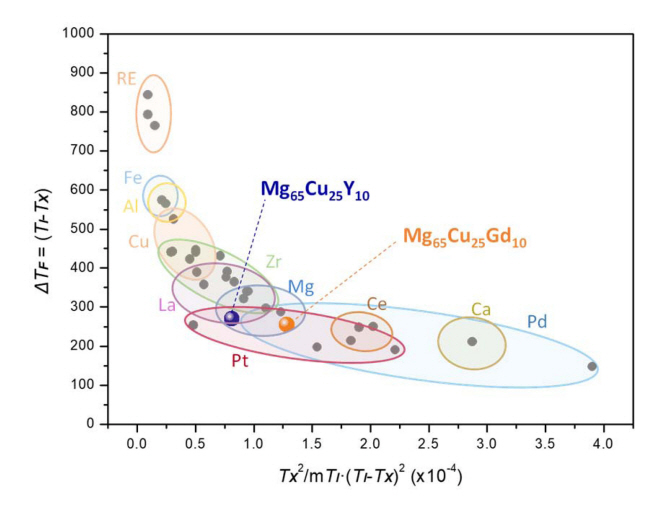
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░ĒīģņŚÉ ņĀüĒĢ®ĒĢ£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØä ņäĀņĀĢĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĻĖ░ņĪ┤ņŚÉ ļ│┤Ļ│ĀļÉ£ ļŗżņ¢æĒĢ£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś ņŚ┤Ļ░Ćņåīņä▒ ņä▒ĒśĢļŖź (TPF ability, TPFA)ņØä ļ╣äĻĄÉĒĢśņśĆļŗż. ņĄ£ĻĘ╝Ļ┤ĆļĀ© ņŚ░ĻĄ¼ņŚÉ ņØśĒĢśļ®┤, ņä£ļĪ£ ļ░śļ╣äļĪĆņØś Ļ┤ĆĻ│äļź╝ Ļ░¢ļŖö ╬öTF = (= Tl ŌĆō Tx) ļ░Å T2x/mTl Ōŗģ (Tl ŌĆō Tx)2 ņØĖņ×É (ņŚ¼ĻĖ░ņä£, mņØĆ fragility index Ļ░Æ)ņŚÉ ņØśĒĢśņŚ¼ TPFAĻ░Ć ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ĒÅēĻ░ĆļÉĀ ņłś ņ׳ļŗż[22]. ĻĘĖļ”╝ 2ļŖö ĻĖ░ņĪ┤ņŚÉ ļ│┤Ļ│ĀļÉ£ ļŗżņ¢æĒĢ£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś ņä▒ĒśĢļŖźņØä ╬öTFĻ░ÆĻ│╝ T2x/mTl Ōŗģ (Tl ŌĆō Tx)2Ļ░ÆņØä ļ╣äĻĄÉĒĢśņŚ¼ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż[23-41]. ĻĘĖļ”╝ņŚÉņä£ ņĢī ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ╬öTFņØś Ļ░ÆņØ┤ ļé«ņØäņłśļĪØ, ĻĘĖļ”¼Ļ│Ā T2x/mTl Ōŗģ (Tl ŌĆō Tx)2ņØś Ļ░ÆņØ┤ ļåÆņØäņłśļĪØ ņÜ░ņłśĒĢ£ ņä▒ĒśĢļŖźņØä ļéśĒāĆļé┤ļŖö Ļ▓āņ£╝ļĪ£ ĒÅēĻ░ĆĒĢĀ ņłś ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņøÉņ×¼ļŻī Ļ░ĆĻ▓®ņØ┤ ļ╣äņŗ╝ Pd ļ░Å PtĻ│ä ĒĢ®ĻĖłĻ│╝ ĻĘ╣ļŗ©ņĀüņØĖ ņĘ©ņä▒ņØä Ļ░Ćņ¦ĆļŖö Ce ļ░Å CaĻ│ä ĒĢ®ĻĖłņØä ņĀ£ņÖĖĒĢśĻ│Ā Ļ░Ćņן ņä▒ĒśĢļŖź ņØĖņ×ÉĻ░Ć ņÜ░ņłśĒĢ£ Mg65Cu25Y10 (ļ╣äņĀĢņ¦ł ĒśĢņä▒ ņĄ£ļīĆ ņ¦üĻ▓Į, Dmax = 4 mm) ļ░Å Mg65Cu25Gd10 (Dmax = 8 mm) ĒĢ®ĻĖłņØä ņäĀņĀĢĒĢśņŚ¼ ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░Ēīģ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ĒŖ╣Ē׳, Mg65Cu25Y10 Ļ│╝ Mg65Cu25Gd10 ĒĢ®ĻĖłņØś Ļ│äņé░ļÉ£ ╬öTFĻ░ÆĻ│╝ T2x/mTl Ōŗģ (Tl ŌĆō Tx)2Ļ░ÆņØĆ Ļ░üĻ░ü 271 K, 256 KĻ│╝ 0.81, 1.28ļĪ£ TPFA ņØĖņ×Éļź╝ ĒåĄĒĢ┤ņä£ Mg65Cu25Gd10 ĒĢ®ĻĖłņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļŹö ņÜ░ņłśĒĢ£ ņä▒ĒśĢļŖźņØä ļéśĒāĆļé╝ Ļ▓āņ£╝ļĪ£ ņśłņĖĪļÉśņŚłļŗż.
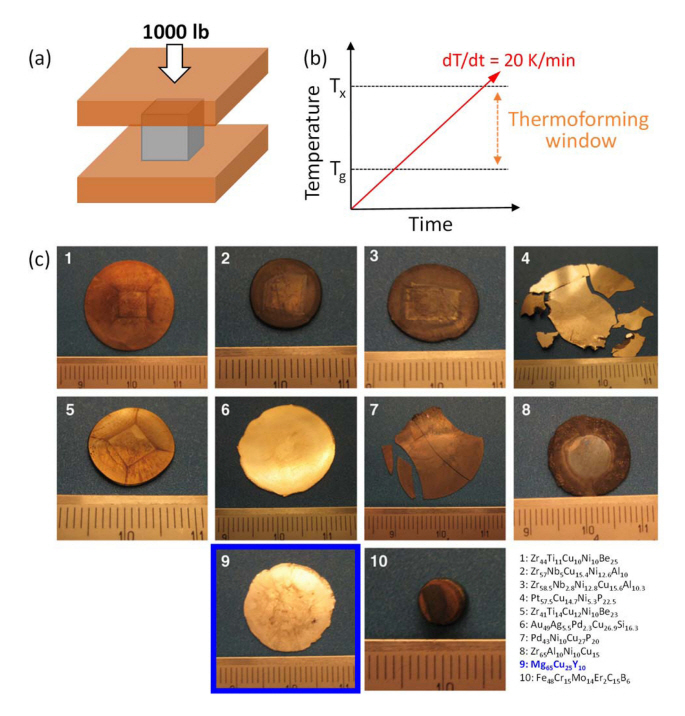
ĻĘĖļ”╝ 3ņØĆ ĻĖ░ņĪ┤ņŚÉ ļ│┤Ļ│ĀļÉ£ ņŚ░ĻĄ¼ņŚÉņä£ 10 ņóģņØś ļŗżņ¢æĒĢ£ ņĪ░ņä▒ņØś ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØä 20 K/minņØś ņØ╝ņĀĢĒĢ£ ņŖ╣ņś© ņåŹļÅä ļ░Å 1000 lbņØś ņØ╝ņĀĢĒĢ£ ņĢĢņČĢ ĒĢśņżæ ĒĢśņŚÉņä£ TPFĒĢśņŚ¼ ĻĘĖ ņĄ£ņóģ ĒśĢņāüņØä ļ╣äĻĄÉĒĢ©ņØä ĒåĄĒĢ┤ TPFAļź╝ ĒÅēĻ░ĆĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż[33]. ĻĘĖļ”╝ 3 (a, b)ļŖö ņāüĻĖ░ ļģ╝ļ¼ĖņØś ņŗżĒŚś ļ░®ļ▓ĢņŚÉ Ļ┤ĆĒĢ£ ļÅäņŗØņØä ļéśĒāĆļéĖļŗż. ĒŖ╣ņ¦ĢņĀüņØĖ Ļ▓āņ£╝ļĪ£, ļ│┤Ļ│ĀļÉ£ ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ░ü ĒĢ®ĻĖłņØä ĻĄ¼ņä▒ĒĢśļŖö ņŻ╝ņÜö ņøÉņåīņŚÉ ļö░ļØ╝ Ļ│╝ļāēĻ░ü ņĢĪņ▓┤ņśüņŚŁņØ┤ ņä£ļĪ£ ļŗ¼ļØ╝ņĀĖņä£ ņØ╝ņĀĢĒĢ£ ņś©ļÅäņŚÉņä£ ņä▒ĒśĢņØä ņłśĒ¢ēĒĢĀ ņłś ņŚåņ£╝ļ»ĆļĪ£ ņØ╝ņĀĢĒĢ£ Ļ░ĆņŚ┤ ņåŹļÅä ĒĢśņŚÉņä£ ņĢĢņ×ģņØä ņŗ£ļÅäĒĢśņśĆņ£╝ļ®░, ļ│┤Ļ│ĀļÉ£ Ļ▓░Ļ│╝Ļ░Ć Ļ░ü ņĪ░ņä▒ņŚÉņä£ ņĄ£ņĀüĒÖöļÉ£ ņä▒ĒśĢ ņĪ░Ļ▒┤ņØ┤ ņĢäļŗÉ ņłś ņ׳ļŗżļŖö ĒĢ£Ļ│äĻ░Ć ņ׳ņ¦Ćļ¦ī Ļ░äļŗ©ĒĢ£ ņŗżĒŚśņĀü ļ░®ļ▓Ģņ£╝ļĪ£ ņä▒ĒśĢļŖźņØä ļ╣äĻĄÉĒĢĀ ņłś ņ׳ļŖö ļ░®ļ▓Ģņ£╝ļĪ£ Ļ│ĀļĀżĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”╝ 3 (c)ļŖö 10 ņóģņØś ņä£ļĪ£ ļŗżļźĖ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś ņä▒ĒśĢ Ēøä ņé¼ņ¦äņØä ļéśĒāĆļé┤ļ®░, ļÅÖņØ╝ĒĢ£ ņŗ£ĒÄĖ Ēü¼ĻĖ░ ļ░Å ņä▒ĒśĢņĪ░Ļ▒┤ (0.1 cm3 ņØś ļÅÖņØ╝ĒĢ£ ņŗ£ĒÄĖ ļČĆĒö╝, 20 K/minņØś ņØ╝ņĀĢĒĢ£ ņŖ╣ņś© ņåŹļÅä, ļ░Å 1000 lb (=4500 N)ņØś ņØ╝ņĀĢĒĢ£ ņĢĢņČĢ ĒĢśņżæ)ņŚÉņä£ ņä▒ĒśĢļÉ£ Ļ▓āņØä Ļ░ÉņĢłĒĢĀ ļĢī, ņä▒ĒśĢ Ēøä ņ¦Ćļ”äņ£╝ļĪ£ TPFAļź╝ ĒÅēĻ░ĆĒĢĀ ņłś ņ׳Ļ│Ā ņé░ĒÖöļÉ£ ņĀĢļÅäļź╝ ņĀĢņä▒ņĀüņ£╝ļĪ£ ļ╣äĻĄÉĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”╝ņØä ĒåĄĒĢ┤ ņĢī ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņäĀņĀĢĒĢ£ Mg65Cu25Y10 ĒĢ®ĻĖłņØĆ AuĻ│ä ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØä ņĀ£ņÖĖĒĢ£ ļ¬©ļōĀ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłļōż Ļ░ĆņÜ┤ļŹ░ Ļ░Ćņן TPFAĻ░Ć ņÜ░ņłśĒĢśļ®░, ņé░ĒÖöļÉ£ ņĀĢļÅäĻ░Ć ņĀüņØĆ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ĻĘĖļ”╝ 2ņŚÉņä£ TPFA ĒÅēĻ░ĆņØĖņ×Éļź╝ ĒåĄĒĢ┤ Ļ│äņé░ļÉ£ Ļ▓ĮĒ¢źĻ│╝ ņØ╝ņ╣śĒĢ£ļŗż. ĒŖ╣Ē׳, Mg65Cu25Y10 ĒĢ®ĻĖłņØĆ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ Tg ļ░Å Txļź╝ Ļ░Ćņ¦Ćļ»ĆļĪ£ ņé░ĒÖöļź╝ ņ¢ĄņĀ£ĒĢ£ ņāüĒā£ņŚÉņä£ ņåÉņēĮĻ▓ī ņä▒ĒśĢņØ┤ Ļ░ĆļŖźĒĢĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
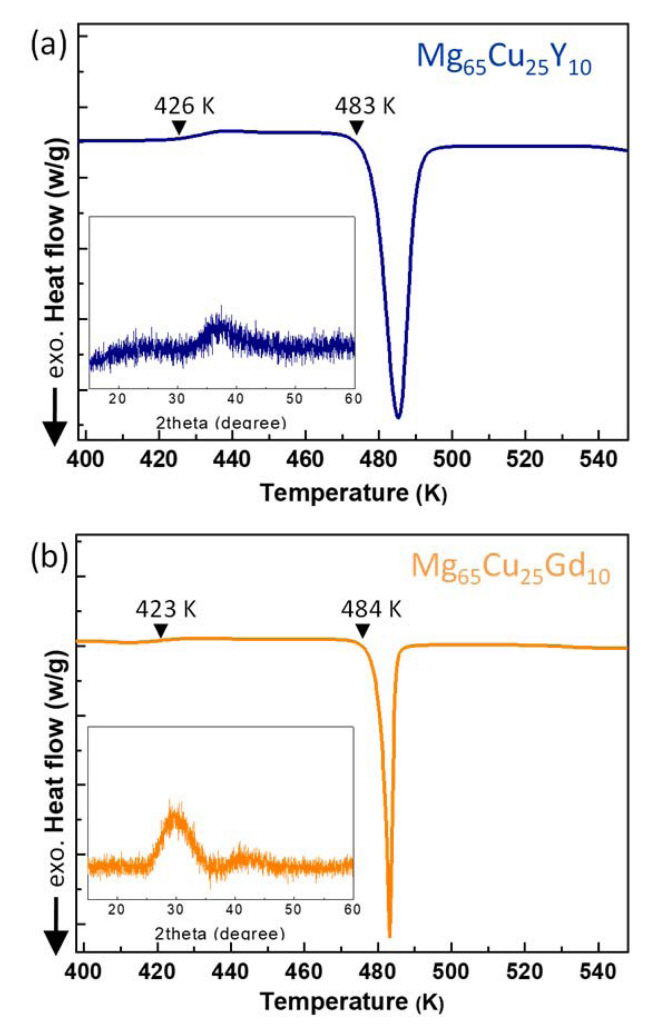
ĻĘĖļ”╝ 4ļŖö ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ĒĢ£ (a) Mg65Cu25Y10 ļ░Å (b) Mg65Cu25Gd10 ĒĢ®ĻĖł ļ”¼ļ│Ė ņŗ£ĒÄĖņØś ņŚ┤ ĒØÉļ”ä Ļ│ĪņäĀ ļ░Å X-ņäĀĒÜīņĀł ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż. ĻĘĖļ”╝ņŚÉņä£ ņĢī ņłś ņ׳ļŖöļ░öņÖĆ Ļ░ÖņØ┤ ļæÉ ĒĢ®ĻĖłņØś X-ņäĀ ĒÜīņĀłĒī©Ēä┤ņØ┤ ļäōĻ│Ā ņÖäļ¦īĒĢ£ Ēö╝Ēü¼ (Broad halo pattern)ļź╝ ļéśĒāĆļāäņŚÉ ļö░ļØ╝ ņĀäĒśĢņĀüņØĖ ļ╣äņĀĢņ¦ł ĻĄ¼ņĪ░Ļ░Ć ĒśĢņä▒ļÉśņŚłņØīņØä ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. ņĖĪņĀĢļÉ£ ļæÉ ĒĢ®ĻĖłņØś TgņÖĆ TxļŖö Ļ░üĻ░ü 426 K, 483 KņÖĆ 423 K, 484 KņØ┤Ļ│Ā, ╬öTF(= Tx ŌĆō Tg))Ļ░ÆņØĆ Ļ░üĻ░ü 57 K ļ░Å 61 KļĪ£ ļæÉ ņĪ░ņä▒ņŚÉņä£ ļ¦żņÜ░ ņ£Āņé¼ĒĢ£ ņŚ┤ ĒŖ╣ņä▒ ņś©ļÅäĻ░Ć ļéśĒāĆļéśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£, ņØ┤ ļæÉ ĒĢ®ĻĖłņŚÉņä£ Tg/TxņÖĆ ņĀÉļÅä (╬Ę) Ēś╣ņØĆ ņÖäĒÖöņŗ£Ļ░ä (Žä)ņØś ļĪ£ĻĘĖ Ļ░ÆņØ┤ ņØ┤ļŻ©ļŖö ĻĖ░ņÜĖĻĖ░ļĪ£ ņś©ļÅäņŚÉ ļö░ļźĖ ņĢĪņāü ĻĄ¼ņĪ░ ļ│ĆĒÖöņØś ļ»╝Ļ░ÉļÅäļź╝ ļéśĒāĆļé┤ļŖö Fragility index, m Ļ░ÆņØ┤ Ļ░üĻ░ü 50 ļ░Å 37.6ņ£╝ļĪ£, Mg65Cu25Gd10 ĒĢ®ĻĖłņŚÉņä£ ļŹö ļé«Ļ▓ī ļéśĒāĆļé¼ļŗż[7,22,27,28,42,43]. ņØ┤ļź╝ ĒåĄĒĢ┤ ļÅÖņØ╝ĒĢ£ ņś©ļÅä ņĪ░Ļ▒┤ņŚÉņä£ ļŹö Ēü░ m Ļ░ÆņØä Ļ░¢ļŖö (ņāüļīĆņĀüņ£╝ļĪ£ fragileĒĢ£) Mg65Cu25Y10 ĒĢ®ĻĖł Ļ░ÆņØ┤ ņĀÉņä▒ņĀĆĒĢś Ļ┤ĆņĀÉņŚÉņä£ļŖö ņ£Āļ”¼ĒĢśļ®░, ļŹö ņ×æņØĆ m Ļ░ÆņØä Ļ░¢ļŖö (ņāüļīĆņĀüņ£╝ļĪ£ strongĒĢ£) Mg65Cu25Gd10 ĒĢ®ĻĖłņØĆ ņĢĪņāüĻĄ¼ņĪ░ņØś ņĢłņĀĢņä▒ ņĖĪļ®┤ņŚÉņä£ TPAņŚÉ ĻĖŹņĀĢņĀüņØĖ ņśüĒ¢źņØä ļü╝ņ╣Ā ņłś ņ׳ņØīņØä ņśłņāüĒĢĀ ņłś ņ׳ļŗż. Ļ░ü ĒĢ®ĻĖłņŚÉ ļīĆĒĢ┤ m Ļ░ÆņØä Ļ│ĀļĀżĒĢśļ®┤ Ļ│╝ļāēĻ░ü ņĢĪņ▓┤ņśüņŚŁņŚÉņä£ ļīĆļ╣ä ņś©ļÅäņŚÉ ļö░ļźĖ ļīĆļץņĀüņØĖ ņĀÉļÅä ļ│ĆĒÖöļź╝ ņ£ĀņČöĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ļź╝ ĒåĄĒĢ┤ TPF ņĪ░Ļ▒┤ņØä ļ│┤ļŗż ņĀĢĒÖĢĒĢśĻ▓ī ņĀ£ņ¢┤ĒĢśļŖöļŹ░ ĒÖ£ņÜ®ĒĢĀ ņłś ņ׳ņ£╝ļ®░ Ļ┤ĆļĀ© ļé┤ņÜ®ņŚÉ ļīĆĒĢ£ Ļ▓āņØä 3.4ņĀłņŚÉņä£ ļ│┤ļŗż ņāüņäĖĒ׳ ļģ╝ņØśĒĢśĻ│Āņ×É ĒĢ£ļŗż.
3.2TPFļź╝ ĒåĄĒĢ£ ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░Ēīģ ņŗżĒŚś
ĻĘĖļ”╝ 5ļŖö ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░Ēīģ ņŗżĒŚśņŚÉ ĒÖ£ņÜ®ĒĢ£ ņןļ╣äņØś Ļ░£ļץļÅäļź╝ ļéśĒāĆļéĖļŗż. ĻĘĖļ”╝ 5 (a)ļŖö NiĻĖ░ ņ┤łĒĢ®ĻĖł ļ¬░ļō£ņØś ĒÖĆļĪ£ĻĘĖļש Ēī©Ēä┤ņØ┤ TPFļź╝ ĒåĄĒĢśņŚ¼ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś Ēæ£ļ®┤ņŚÉ ņĀäņé¼ļÉśļŖö Ļ│╝ņĀĢņØä ļéśĒāĆļéĖļŗż. ļ╣äņĀĢņ¦łņØś Ļ│╝ļāēĻ░ü ņĢĪņ▓┤ņśüņŚŁņŚÉņä£ Ļ│Āņś© ņĢĢņ×ģņØä ĒåĄĒĢśņŚ¼ ĒÖĆļĪ£ĻĘĖļש Ēī©Ēä┤ņØś ņ¢æĻ░üņØĆ ņØīĻ░üņ£╝ļĪ£, ņØīĻ░üņØĆ ņ¢æĻ░üņ£╝ļĪ£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł Ēæ£ļ®┤ņ£╝ļĪ£ ņĀäņé¼ļÉ£ļŗż. ņØ┤ļĢī Ļ│Āņś© ņĢĢņ×ģņØĆ ņĢĮ 10ņ┤łĻ░ä ņłśĒ¢ēļÉśļ®░ ņĢĢņ×ģ Ēøä ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłĻ│╝ ĒÖĆļĪ£ĻĘĖļש ļ¬░ļō£ļź╝ ļČäļ”¼ĒĢ£ Ēøä Ļ│ĄļāēņØä ĒåĄĒĢśņŚ¼ ļāēĻ░üņØ┤ ņłśĒ¢ēļÉ£ļŗż. ĻĘĖļ”╝ 5 (b)ļŖö ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ĒÖ£ņÜ®ĒĢ£ Ļ│Āņś© ņĢĢņ×ģ ņןņ╣śļź╝ ļéśĒāĆļé┤ļŖö ņé¼ņ¦äņØ┤ļ®░, ĻĘĖļ”╝ 5 (c)ņŚÉ ļÅäņŗ£ĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ĒĢ┤ļŗ╣ņןņ╣śņØś ņāü, ĒĢś Ļ░ĆņŚ┤ ĒīÉņŚÉ ņŖżĒģīņØĖļ”¼ņŖż ņŖżĒŗĖ ĒīÉņ×¼ļź╝ Ļ░üĻ░ü ņ£äņ╣śņŗ£ĒéżĻ│Ā ĻĘĖ ņé¼ņØ┤ņŚÉ ĒÖĆļĪ£ĻĘĖļש ļ¬░ļō£ ļ░Å ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØä ļĪ£ļö®ĒĢśņŚ¼ TPFņØä ņłśĒ¢ēĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņØś TPF Ļ│ĄņĀĢņØĆ ņĢ×ņä£ 0.67 K/sņØś ņŖ╣ņś© ņåŹļÅäļĪ£ ņĖĪņĀĢĒĢ£ Tx Ļ░ÆņŚÉ ņĄ£ļīĆĒĢ£ ĻĘ╝ņĀæĒĢ£ 483 KņŚÉņä£ 60 Kg┬Ęf/cm3 ņØś ņØ╝ņĀĢĒĢ£ ĒĢśņżæņØä ņØĖĻ░ĆĒĢ┤ 10ņ┤ł ļÅÖņĢł ņĢĢņ×ģĒĢśņŚ¼ ņłśĒ¢ēĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņØś TPF Ļ│ĄņĀĢņŚÉņä£ Ļ░ĆņŚ┤ ņåŹļÅäļŖö ĻĘĖļ”╝ 4ņŚÉņä£ ņŚ┤ĒØÉļ”ä Ļ│ĪņäĀņØä ņĖĪņĀĢĒĢĀ ļĢī (0.67 K/s)ņŚÉ ļ╣äĒĢśņŚ¼ ņĢĮ 25ļ░░ ņØ┤ņāü ļ╣ĀļźĖ 18.3 K/sņØś ĒÅēĻĘĀ Ļ░ÆņØä ļéśĒāĆļé┤ņ¢┤, Ļ░ĆņŚ┤ ņåŹļÅä ņ”ØĻ░ĆļĪ£ ņØĖĒĢ┤ Ļ░ÆņØ┤ 500 K ņØ┤ņāüņ£╝ļĪ£ ņāüņŖ╣ĒĢśļŖö Ļ▓āņØä Ļ│ĀļĀżĒĢĀ ļĢī Ļ▓░ņĀĢĒÖöļź╝ ņČ®ļČäĒ׳ ņ¢ĄņĀ£ĒĢĀ ņłś ņ׳ļŖö Ļ│ĄņĀĢņĪ░Ļ▒┤ņØ┤ļŗż.
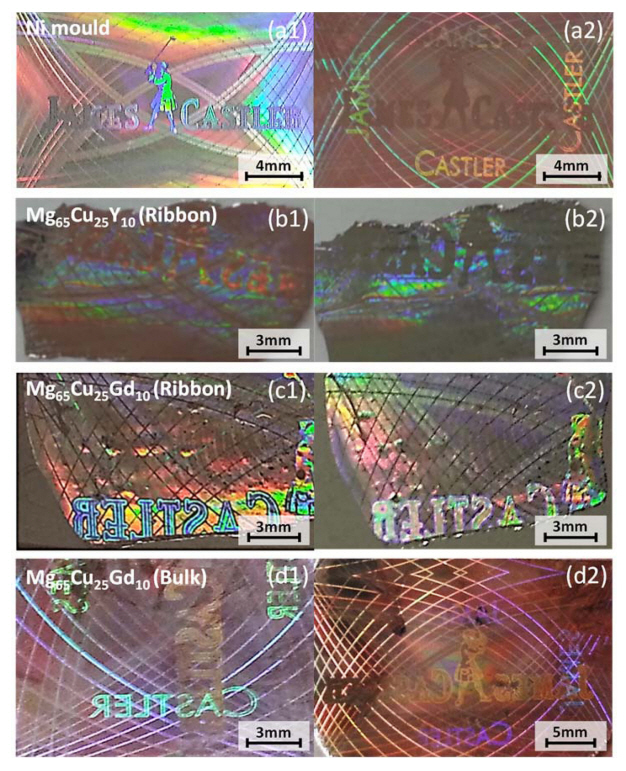
ĻĘĖļ”╝ 6ņØĆ (a1, a2) NiĻĖ░ ņ┤łĒĢ®ĻĖł ĒÖĆļĪ£ĻĘĖļש ļ¬░ļō£ņÖĆ (b1, b2) Mg65Cu25Y10 ļ░Å (c1, c2) Mg65Cu25Gd10 ĒĢ®ĻĖłņØś ļ”¼ļ│Ė ņŗ£ĒÄĖ, ĻĘĖļ”¼Ļ│Ā (d1, d2) Mg65Cu25Gd10 ĒĢ®ĻĖłņØś ļ▓īĒü¼ ņŗ£ĒÄĖņØś TPF Ēøä ņé¼ņ¦äņØä ļ│┤ņŚ¼ņżĆļŗż. Ni ļ¬░ļō£ ļ░Å ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł ņŗ£ĒÄĖņŚÉņä£ Ļ░üļÅäņŚÉ ļö░ļØ╝ņä£ ņä£ļĪ£ ļŗżļźĖ Ēī©Ēä┤ņØ┤ Ļ░ĢņĪ░ļÉśņ¢┤ ļéśĒāĆļéśļŖö ĒÖĆļĪ£ĻĘĖļשņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. Mg65Cu25Y10 ļ░Å Mg65Cu25Gd10 ĒĢ®ĻĖł ļ”¼ļ│Ė ņŗ£ĒÄĖņØś ņé¼ņ¦äņØä ļ╣äĻĄÉĒĢśļ®┤, ņāüļīĆņĀüņ£╝ļĪ£ Mg65Cu25Gd10 ĒĢ®ĻĖłņŚÉņä£ ļŹö ļ¬ģĒÖĢĒĢ£ ĒÖĆļĪ£ĻĘĖļש Ēī©Ēä┤ņØ┤ ļéśĒāĆļé©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤Ļ▓░Ļ│╝ļŖö Mg65Cu25Gd10 ĒĢ®ĻĖłņŚÉņä£ ņāüļīĆņĀüņ£╝ļĪ£ ņ×æņØĆ ╬öTFĻ░ÆĻ│╝ Ēü░ T2x Ōüä mTl Ōŗģ (Tl ŌĆō Tx)2 Ļ░ÆņØ┤ ņ¢╗ņ¢┤ņ¦ä Ļ▓░Ļ│╝ņÖĆ ņל ļČĆĒĢ®ĒĢ£ļŗż. ņØ┤ Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ Mg65Cu25Gd10 ņĪ░ņä▒ 2 mm ļ▓īĒü¼ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł ņŗ£ĒÄĖņØä ņĀ£ņĪ░ĒĢśņŚ¼ ļÅÖņØ╝ĒĢ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ TPFņØä ņłśĒ¢ēĒĢśņśĆĻ│Ā, ĻĘĖļ”╝ 6ņØś (d1, d2)ņŚÉ ļéśĒāĆļéĖ Ļ▓āņ▓śļ¤╝ ņäĀļ¬ģĒĢ£ ĒÖĆļĪ£ĻĘĖļש Ēī©Ēä┤ņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ ņ¢ćņØĆ ļ░Ģļ¦ē ĒśĢĒā£ņØś ņŗ£ĒÄĖ ļ┐É ņĢäļŗłļØ╝ ļŗżņ¢æĒĢ£ Ēü¼ĻĖ░ļź╝ Ļ░Ćņ¦ä ļ▓īĒü¼ ņŗ£ĒÄĖņŚÉņä£ļÅä ļ│Ė ņŚ░ĻĄ¼ņØś TPF Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņÜ®ņØ┤ĒĢśĻ▓ī ĒÖĆļĪ£ĻĘĖļש Ēī©Ēä┤ņØä ĻĄ¼ĒśäĒĢĀ ņłś ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż.
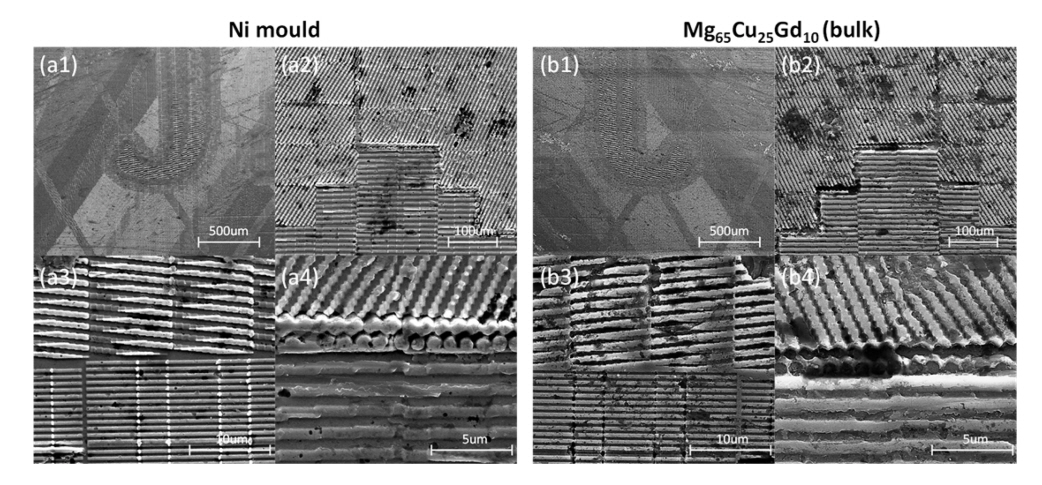
ĻĘĖļ”╝ 7ņØĆ (a1-a4) NiĻĖ░ ņ┤łĒĢ®ĻĖł ĒÖĆļĪ£ĻĘĖļש ļ¬░ļō£ ļ░Å (b1-b4) TPF Ēøä Mg65Cu25Gd10 ļ▓īĒü¼ ņŗ£ĒÄĖņØś Ēæ£ļ®┤ņØä SEMņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņŚ¼ ņ¢╗ņØĆ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. ĻĘĖļ”╝ņŚÉņä£ ņĢī ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ļ¬░ļō£ņÖĆ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł ņŗ£ĒÄĖ ļæÉ Ēæ£ļ®┤ Ēī©Ēä┤ņØ┤ ņä£ļĪ£ļīĆņ╣ŁņØä ņØ┤ļŻ©ņ¢┤ ņä▒Ļ│ĄņĀüņ£╝ļĪ£ ĒÖĆļĪ£ĻĘĖļש Ēöäļ”░ĒīģņØ┤ ĻĄ¼ĒśäļÉśņŚłņ£╝ļ®░, ļ│Ė ņŚ░ĻĄ¼ņØś TPF ņŗżĒŚś ņĪ░Ļ▒┤ņØ┤ ņĀüņĀłĒĢ£ ņś©ļÅä ļ░Å ņŗ£Ļ░ä ņĪ░Ļ▒┤ņŚÉņä£ ņłśĒ¢ēļÉśņŚłņØīņØä ņĢī ņłś ņ׳ļŗż. ĒŖ╣Ē׳ ĻĘĖļ”╝ 7 (a3, a4, b3, b4)ļź╝ ņä£ļĪ£ ļ╣äĻĄÉĒĢśņŚ¼ ļ│┤ļ®┤, ļéśļģĖ ņŖżņ╝ĆņØ╝ļĪ£ ļ»ĖņäĖĒĢśĻ▓ī Ļ░ĆĻ│ĄļÉ£ Ni ļ¬░ļō£ņØś Ēī©Ēä┤ņØ┤ ļ¦żņÜ░ ņĀüņØĆ ņśżņ░©ļĪ£ ņĀäņé¼ļÉśņ¢┤, 10ņ┤łĻ░äņØś Ļ│Āņś© ņĢĢņ×ģ TPF Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ļéśļģĖ ņŖżņ╝ĆņØ╝ Ēī©Ēä┤ņØś ņĀĢĒśĢ Ļ░ĆĻ│ĄņØ┤ ņåÉņēĮĻ▓ī Ļ░ĆļŖźĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3.3 CHT ļ░Å CCT Ļ│ĪņäĀ ņ×æļÅäļź╝ ĒåĄĒĢ£ TPF processing window ĻĘ£ļ¬ģ
ļ│Ė ņŚ░ĻĄ¼ņØś TPFļź╝ ĒÖ£ņÜ®ĒĢ£ ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░Ēīģ ņŗżĒŚśņŚÉņä£ļŖö ņś©ļÅä ļ░Å ņŗ£Ļ░ä ņĪ░Ļ▒┤ņØ┤ ņĄ£ņĀüņØś TPF Ļ│ĄņĀĢņØĖņ¦Ćļź╝ ĒīÉļŗ©ĒĢĀ ĻĖ░ņżĆņØ┤ ņŚåņØä ļ┐Éļ¦ī ņĢäļŗłļØ╝, ņāØņé░ņä▒ Ē¢źņāüņØä ņ£äĒĢ┤ņä£ļŖö ļ¦łņØ┤Ēü¼ļĪ£ ņŖżņ╝ĆņØ╝ ļæÉĻ╗śņØś ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØä ļŹö ļ╣ĀļźĖ ņåŹļÅäļĪ£ Ļ░ĆņŚ┤ĒĢśļŖö Ļ▓āņØ┤ Ļ░ĆļŖźĒĢśļ»ĆļĪ£ Ļ│ĀņåŹ Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ£ TPFņŗ£ ņ¢┤ļ¢ĀĒĢ£ ņĪ░Ļ▒┤ņŚÉņä£ Ļ│ĄņĀĢņØä ņłśĒ¢ēĒĢśņŚ¼ņĢ╝ ĒĢśļŖöņ¦ĆņŚÉ Ļ┤ĆĒĢ£ ņĀĢļ│┤ļź╝ ĒÖĢļ│┤ĒĢśļŖö Ļ▓ā ļśÉĒĢ£ ĒĢäņÜöĒĢśļŗż. ņØ┤ļź╝ ņ£äĒĢ┤ņä£ļŖö ļäōņØĆ Ļ░ĆņŚ┤ ņåŹļÅä ļ▓öņ£äņŚÉņä£ Tg, CH ļ░Å Tx, CH ļź╝ ņĖĪņĀĢĒĢśņŚ¼ Ēö╝ĒīģņØä ĒåĄĒĢ┤ CHT Ļ│ĪņäĀņØä ņ¢╗ņ¢┤ņĢ╝ ĒĢśļ®░, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Flash-DSC ņןļ╣äļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ 102 ~2.5├Ś104 K/s ļ▓öņ£äņØś ņŚ░ņåŹ Ļ░ĆņŚ┤ ņĪ░Ļ▒┤ņŚÉņä£ Mg65Cu25Gd10 ĒĢ®ĻĖłņØś Tg, CH ļ░Å Tx, CH ļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ņĖĪņĀĢļÉ£ ļŹ░ņØ┤Ēä░ļŖö Kissinger ļČäņäØ ļ░®ļ▓ĢņØä ņĀüņÜ®ĒĢśņŚ¼ Ēö╝ĒīģņØä ĒåĄĒĢ┤ CHT Ļ│ĪņäĀņØä ņ¢╗ļŖöļŹ░ ĒÖ£ņÜ®ĒĢĀ ņłś ņ׳ļŗż[44-47]. ļö░ļØ╝ņä£, ņŚ░ņåŹ Ļ░ĆņŚ┤ ņżæ ņ£Āļ”¼ņĀäņØ┤ ņś©ļÅäņÖĆ Ļ▓░ņĀĢĒÖö Ļ░£ņŗ£ ņś©ļÅäņØś Ļ░ĆņŚ┤ ņåŹļÅä ņØśņĪ┤ņä▒ņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ Ēæ£ĒśäļÉĀ ņłś ņ׳ļŗż[48]:
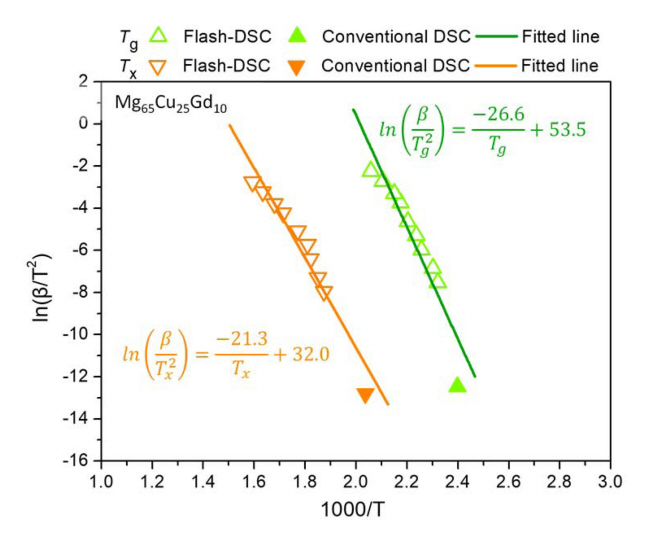
ņØ┤ ņŗØņŚÉņä£ TļŖö Tg,CH ļ░Å Tx, CH, ╬▓ļŖö Ļ░ĆņŚ┤ ņåŹļÅä, EļŖö ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦Ć, RņØĆ ĻĖ░ņ▓┤ ņāüņłś, ĻĘĖļ”¼Ļ│Ā CļŖö ņāüņłśņØ┤ļŗż. -E/RņÖĆ CĻ░Ć ņāüņłśņ×äņØä Ļ│ĀļĀżĒĢĀ ļĢī In(╬▓/T2x)Ļ│╝ 1/Tx ļŖö ņäĀĒśĢņĀüņØĖ ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ Ļ░Ćņ¦äļŗż. ĻĘĖļ”╝ 8ņØĆ ņØ╝ļ░ś DSC ļ░Å Flash-DSCļź╝ ĒåĄĒĢ┤ ņĖĪņĀĢĒĢ£ Mg65Cu25Gd10 ĒĢ®ĻĖłņØś Tg,CH ļ░Å Tx,CH Ļ░ÆņØä ĻĘĖļלĒöäļĪ£ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ĻĘĖļ”╝ņŚÉņä£ ņĢī ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ņĖĪņĀĢļÉ£ ļŹ░ņØ┤Ēä░ Ļ░ÆņØĆ ņŗØ (1)ņŚÉ ņØśĒĢśņŚ¼ ņäĀĒśĢņ£╝ļĪ£ Ēö╝ĒīģļÉśņ¢┤ ĻĖ░ņÜĖĻĖ░ (-E/R) ļ░Å ņĀłĒÄĖ (C)ņØä ņ¢╗ņØä ņłś ņ׳ļŗż. Mg65Cu25Gd10 ĒĢ®ĻĖłņØś Tg, CH ļ░Å Tx, CHņØś ļ│ĆĒÖöļź╝ ļ░śņśüĒĢśļŖö ņŗØņØĆ ĻĘĖļ”╝ņŚÉ Ēæ£ņŗ£ĒĢ£ Ļ▓āĻ│╝ Ļ░ÖņØ┤ ln ╬▓ T g , ┬Ā C H 2 ┬Ā = ┬Ā - 26.6 T g , ┬Ā C H + 53.5 ln ╬▓ T x , ┬Ā C H 2 ┬Ā = ┬Ā - 21.3 T x , ┬Ā C H + 32.0
ņØ┤ ņŗØņŚÉņä£ t1ņØĆ Ļ▓░ņĀĢĒÖö ņŗ£ņ×æņŗ£Ļ░ä, a ļ░Å bļŖö ņāüņłśņØ┤ļŗż. Flash-DSC ņĖĪņĀĢņØä ĒåĄĒĢśņŚ¼ ņ¢╗ņØĆ ln t 1 ( T l 2 ( T x + T l ) 2 T x 3 ( T l - T x ) )
ņ£äņÖĆ Ļ░ÖņØ┤ Ļ│äņé░ļÉ£ Tg, CH, Tx, CH ļ░Å Tx, CC Ļ│ĪņäĀĻ│╝ ņĖĪņĀĢļÉ£ ļŹ░ņØ┤Ēä░ Ļ░ÆņØä ĻĘĖļ”╝ 9ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. ņØ┤ ļĢī, Tx, CHĻ│ĪņäĀ ļ░Å Tx, CC Ļ│ĪņäĀņØś ņĀæņĀÉņØä Ļ▓░ņĀĢĒÖöņØś nose ņ¦ĆņĀÉņ£╝ļĪ£ ĒīÉļŗ©ĒĢĀ ņłś ņ׳ņ£╝ļ®░[46] ņØ┤ņŚÉ ļö░ļØ╝ Mg65Cu25Gd10 ĒĢ®ĻĖłņØś ļ╣äņĀĢņ¦ł ĻĄ¼ņĪ░ ĒśĢņä▒ņØä ņ£äĒĢ£ ņŚ░ņåŹ ļāēĻ░üņŗ£ ņ×äĻ│ä ļāēĻ░ü ņåŹļÅäļŖö ņĢĮ 7.3├Ś103 K/sļĪ£ Ļ│äņé░ļÉ£ļŗż. ņØ┤ Ļ░ÆņØĆ ĻĖ░ ļ│┤Ļ│ĀļÉ£ Mg65Cu25Gd10 ĒĢ®ĻĖłņØś ļ▓īĒü¼ ļ╣äņĀĢņ¦ł ĒśĢņä▒ ņĄ£ļīĆ ņ¦üĻ▓Į 8 mmļĪ£ Ļ│äņé░ļÉ£ ņ×äĻ│äļāēĻ░ü ņåŹļÅä 98.8 K/s [51] ļīĆļ╣ä ņĢĮ 100 ļ░░ Ēü░ Ļ░Æņ£╝ļĪ£, ņØ┤ļ¤¼ĒĢ£ ņ░©ņØ┤ļŖö Flash DSCņŚÉ ņØśĒĢ£ Tx, CC ņĖĪņĀĢņŗ£ ņÜ®ņ£Ąņś©ļÅä ņØ┤ņāüņ£╝ļĪ£ ņĢĪņāü ņ£Āņ¦Ćņŗ£ Ēæ£ļ®┤ņé░ĒÖö Ļ▒░ļÅÖņŚÉ ņØśĒĢ£ ļČłĻĘĀņØ╝ ĒĢĄņāØņä▒ņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉśļ®░, ļŹö ņ×ÉņäĖĒĢ£ ļģ╝ņØśļŖö ļ│Ė ļģ╝ļ¼ĖņØś ļ▓öņŻ╝ļź╝ ļ▓Śņ¢┤ļéś ņ░©Ēøä ļŗżļźĖ ļģ╝ļ¼ĖņŚÉņä£ ņāüņłĀĒĢśĻ│Āņ×É ĒĢ£ļŗż. ņØ┤ņŚÉ ļ░śĒĢ┤ Tx, CH ļ░Å Tx, CC Ļ░ÆņØĆ Ļ│Āņāü ļ╣äņĀĢņ¦ł ņāüĒā£ņŚÉņä£ Ļ░ĆņŚ┤ņØä ĒåĄĒĢ┤ ņ¢╗ņ¢┤ņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ļ¤¼ĒĢ£ ņé░ĒÖöĻ▒░ļÅÖņØś ņśüĒ¢źņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņ×æņ£╝ļ®░, ņØ┤ ļæÉ Ļ░ÆņŚÉ ļīĆĒĢ£ Ļ│ĪņäĀ ņé¼ņØ┤ņØś ņśüņŚŁņŚÉņä£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØĆ ņ£Āļ”¼ ņĀäņØ┤ļź╝ ĒåĄĒĢ┤ Ļ│╝ļāēĻ░ü ņĢĪņ▓┤ņāüĒā£ļĪ£ ņĪ┤ņ×¼ĒĢ£ļŗż. ņŗżņĀ£ TPF Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņä▒ĒśĢņØ┤ Ļ░ĆļŖźĒĢ£ TPF processing windowļŖö Tg, CHļĪ£ļČĆĒä░ ņČ®ļČäĒ׳ ļŹö ļåÆņØĆ ņś©ļÅäļĪ£ Ļ░ĆņŚ┤ļÉśņ¢┤ ņĀÉļÅäĻ░Ć 108 Pa┬Ę;s ņØ┤ĒĢśņØĖ Ļ▓ĮņÜ░ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż[8,18,52]. 105 Pa┬Ęs ņØ┤ĒĢśņØś ņĀÉļÅäņŚÉņä£ļŖö capillary forceņŚÉ ņØśĒĢ┤ Ag paste ĻĄ¼ņä▒ļ¼╝ņ¦ł ņé¼ņØ┤ļź╝ ņ▒äņÜ░ļŖö Ļ│ĄņĀĢņØ┤ Ļ░ĆļŖźĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņ¢┤ ņ׳ņ£╝ļ®░[53], ļśÉĒĢ£ ļ¬░ļō£ņØś Ēæ£ļ®┤ ņāüĒā£ņÖĆ Ļ▒░ņØś ņ£Āņé¼ĒĢ£ ņłśņżĆņØś ņØ┤ņāüņĀüņØĖ ņĀĢĒśĢ Ļ░ĆĻ│ĄņØĆ 104 Pa┬ĘsņØ┤ĒĢśņØś ņĀÉļÅäņŚÉņä£ Ļ░ĆļŖźĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż[20]. ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ│╝ļāēĻ░ü ņĢĪņāüņØś ņĀÉļÅäļŖö ņś©ļÅä ļ░Å Ļ░ĆņŚ┤ņåŹļÅä ļæÉ ļ¦żĻ░£ļ│ĆņłśņŚÉ ņØśņĪ┤ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņĀĢĒÖĢĒĢ£ ņĀÉļÅäļź╝ ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ņĖĪņĀĢĒĢśļŖö Ļ▓āņØĆ ņ¢┤ļĀĄļŗż. ĻĘĖļ¤¼ļéś ĒĢ®ĻĖłņØś fragility index, m Ļ░ÆņØä ņĢīĻ│Ā ņ׳ņØäļĢī TgņŚÉ ļīĆĒĢ£ ņāüļīĆņĀüņØĖ ņś©ļÅäņŚÉņä£ņØś ņĀÉļÅä ļ│ĆĒÖöļź╝ Angel plotņŚÉ ĻĖ░ļ░śĒĢ┤ ņ£ĀņČöĒĢĀ ņłś ņ׳ļŗż. ņÜ░ļ”¼ļŖö ļÅÖņØ╝ĒĢ£ ņĪ░ņä▒ņØś Ļ│╝ļāēĻ░ü ņĢĪņāüņŚÉņä£ Ļ░ĆņŚ┤ ņåŹļÅäņÖĆ ņāüĻ┤ĆņŚåņØ┤ ņĀÉļÅäņÖĆ TgņØś ņāüĻ┤ĆĻ┤ĆĻ│äĻ░Ć ņØ╝ņĀĢĒĢśļŗżļŖö Ļ░ĆņĀĢĒĢśņŚÉ, ņĀÉļÅäņÖĆ Tg/TņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļéśĒāĆļé┤ļŖö Angel plotņ£╝ļĪ£ļČĆĒä░ Mg65Cu25Gd10 ĒĢ®ĻĖłņØś ņĀÉļÅäļź╝ ņČöņĀĢĒĢśņŚ¼ Ļ│äņé░ĒĢśņśĆļŗż[7,54]. ņØ┤ņŚÉ ļö░ļź┤ļ®┤ ĒŖ╣ņĀĢ ņĀÉļÅäļź╝ ļéśĒāĆļé┤ļŖö Ļ│╝ļāēĻ░ü ņĢĪņāüņØś ņś©ļÅäļŖö TgņŚÉ ļīĆĒĢ£ ĒĢ©ņłśļĪ£ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ Ēæ£ĒśäļÉ£ļŗż:
ņØ┤ ņŗØņŚÉņä£ AļŖö Ļ│╝ļāēĻ░ü ņĢĪņāüņØś ņĀÉļÅäņŚÉ ļö░ļØ╝ Angel plotņŚÉņä£ ņČöņĀĢļÉśņ¢┤ ņ¢╗ņ¢┤ņ¦ĆļŖö ņāüņłśļĪ£, ņĀÉļÅä Ļ░ÆņØ┤ 1011 ļČĆĒä░ 103 Pa┬ĘsņØś Ļ░Æņ£╝ļĪ£ ņĀÉņ░©ņĀüņ£╝ļĪ£ Ļ░ÉņåīļÉśļŖö Ļ░ÆņØä Ļ░Ćņ¦ł ļĢī, Ļ░üĻ░ü 1/10ļ░░ļĪ£ ņĀÉļÅä Ļ░ÆņØ┤ ļ│ĆĒĢ┤Ļ░ÉņŚÉ ļö░ļØ╝ 0.979, 0.961, 0.921, 0.894, 0.866, 0.835, 0.803, 0.761, ļ░Å 0.714ņØś Ļ░ÆņØä Ļ░¢ļŖöļŗż. ņØ┤ļĀćĻ▓ī ņŗØ (3)ņŚÉ ņØśĒĢśņŚ¼ ņ¢╗ņ¢┤ņ¦ĆļŖö ĒŖ╣ņĀĢ ņĀÉļÅäļź╝ ļéśĒāĆļé┤ļŖö Ļ│╝ļāēĻ░ü ņĢĪņāüņØś ņś©ļÅä Ļ│ĪņäĀņØä ĻĘĖļ”╝ 9ņØś Tg,CH ļ░Å Tx,CH Ļ│ĪņäĀ ņé¼ņØ┤ņØś ņśüņŚŁņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. ņØ┤ ļĢī, ņØ╝ļ░śņĀüņØĖ TPF processing windowļŖö ņĀÉļÅäĻ░Ć 108 Pa┬Ę;sņØ┤ņāüņØĖ ņś©ļÅäļź╝ ļéśĒāĆļé┤ļŖö Ļ│ĪņäĀ ļ░Å Tx,CH Ļ│ĪņäĀ ņé¼ņØ┤ņØś ņśüņŚŁņ£╝ļĪ£ ņĀĢņØśļÉĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ ņĀĢĒśĢ Ļ░ĆĻ│ĄņØ┤ Ļ░ĆļŖźĒĢ£ ņØ┤ņāüņĀüņØĖ TPF processing windowļŖö 104 Pa┬ĘsņØ┤ņāüņØĖ ņś©ļÅäļź╝ ļéśĒāĆļé┤ļŖö Ļ│ĪņäĀ ļ░Å Tx,CH Ļ│ĪņäĀ ņé¼ņØ┤ņØś ņśüņŚŁņ£╝ļĪ£ ņĀĢņØśļÉĀ ņłś ņ׳ļŗż. ĻĘĖļ”╝ 9ļź╝ ļ░öĒāĢņ£╝ļĪ£ ļŗżņ¢æĒĢ£ Ļ░ĆņŚ┤ ņåŹļÅä ļ░Å ņś©ļÅä ļ▓öņ£äņŚÉņä£ TPFņØ┤ Ļ░ĆļŖźĒĢ£ Ļ│ĄņĀĢņśüņŚŁņØä ļ¬ģĒÖĢĒĢśĻ▓ī ĒīÉļŗ©ĒĢĀ ņłś ņ׳Ļ│Ā, ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł ņŗ£ĒÄĖ ĒŖ╣ņä▒ ļ░Å ņä▒ĒśĢņןņ╣śņØś ĻĄ¼ļÅÖĻ░ĆļŖź ņĪ░Ļ▒┤ņŚÉ ļ¦×ņČöņ¢┤ ņĄ£ņĀüĒÖöļÉ£ TPF Ļ│ĄņĀĢņØä ņäżĻ│äĒĢĀ ņłś ņ׳ļŖö Ļ░ĆņØ┤ļō£ļØ╝ņØĖņØä ņĀ£ņŗ£ĒĢĀ ņłś ņ׳ļŗż. ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņŗżņĀ£ļĪ£ ņłśĒ¢ēĒĢ£ TPF Ļ│ĄņĀĢņØä CHT ļÅäņŗØņ£äņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņČöņĀĢļÉ£ Ļ░ÆņŚÉ ļö░ļź┤ļ®┤ ļ│Ė ņŚ░ĻĄ¼ņØś ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░Ēīģ Ļ│ĄņĀĢņØĆ Mg65Cu25Gd10 ĒĢ®ĻĖłņØś Ļ│╝ļāēĻ░ü ņĢĪņāüņØś ņĀÉļÅäĻ░ĆņĢĮ 106 Pa┬Ęs ļé┤ņÖĖņØś Ļ░ÆņØä Ļ░¢ļŖö ņĪ░Ļ▒┤ņŚÉņä£ ņłśĒ¢ēļÉśņŚłņØīņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ ņĀÉļÅä Ļ░ÆņØĆ ņØ╝ļ░śņĀüņØĖ ĻĖ░ņżĆņŚÉņä£[8,18] TPFņØ┤ ņøÉĒÖ£ĒĢśĻ▓ī Ļ░ĆļŖźĒĢ£ ņĪ░Ļ▒┤ņŚÉ ņ׳ļŗżĻ│Ā ĒÅēĻ░ĆļÉĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ ļ│┤ļŗż ļŹö ņÜ░ņłśĒĢ£ ņ╣śņłś ņĀĢļ░ĆļÅäĻ░Ć ĒĢäņÜöĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ņĄ£ļīĆ 500 KņØś ļŹö ļåÆņØĆ ņś©ļÅäļĪ£ ņŗ£ĒÄĖņØä Ļ░ĆņŚ┤ĒĢśņŚ¼ ņĢĮ 105 Pa┬Ęs ļé┤ņÖĖņØś ņĀÉļÅäņŚÉņä£ TPFļź╝ ņłśĒ¢ēĒĢ©ņØä ĒåĄĒĢ┤ ĻĄ¼ĒśäĻ░ĆļŖźĒĢ©ņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŗż. ļéśņĢäĻ░Ć ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł ņŗ£ĒÄĖņØä 100 K/s ņØ┤ņāüņØś ļ╣ĀļźĖ ņåŹļÅäļĪ£ Ļ░ĆņŚ┤ĒĢĀ ņłś ņ׳ļŖö ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņØ┤ņāüņĀüņØĖ TPF processing windowņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö 104 Pa┬Ęs ņØ┤ĒĢśņØś ņĀÉļÅäņŚÉņä£ļÅä TPFņØä ņłśĒ¢ēĒĢĀ ņłś ņ׳ļŖö Ļ░ĆļŖźņä▒ņØ┤ ņ׳ņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņŚÉ ĒÖĆļĪ£ĻĘĖļש Ēī©Ēä┤ņØä ņ×äĒöäļ”░ĒīģĒĢśĻĖ░ ņ£äĒĢ£ TPF Ļ│ĄņĀĢņØä ņĄ£ņĀüĒÖöĒĢśņśĆļŗż. ņØ┤ļź╝ ņ£äĒĢ┤ ļŗżņ¢æĒĢ£ ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØś TPFA ņØĖņ×Éļź╝ ļ╣äĻĄÉĒĢśņŚ¼ ļīĆĻĖ░ ņżæņŚÉņä£ļÅä ņÜ░ņłśĒĢ£ ņä▒ĒśĢļŖźņØä Ļ░Ćņ¦ł Ļ▓āņ£╝ļĪ£ ņśłņĖĪļÉśļŖö ļ¦łĻĘĖļäżņŖśĻ│ä ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł (Mg65Cu25Y10 ņÖĆ Mg65Cu25Gd10)ņØä ņĀ£ņĪ░ĒĢśĻ│Ā ņŚ┤ļČäņäØņØä ĒåĄĒĢ┤ ņĀüĒĢ®ĒĢ£ TPF Ļ│ĄņĀĢņØä ņäżĻ│äĒĢśņŚ¼ ļéśļģĖ ĒÖĆļĪ£ĻĘĖļש Ēī©Ēä┤ņØä ņä▒Ļ│ĄņĀüņ£╝ļĪ£ ņ×äĒöäļ”░Ēīģ ĒĢśņśĆļŗż. ĒŖ╣Ē׳, ņ▓©ļŗ© ņŚ┤ļČäņäØ ņןņ╣śņØĖ Flash-DSCļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Mg65Cu25Gd10 ĒĢ®ĻĖłņØś Tg,CH, Tx,CH, ļ░Å Tx,CC Ļ░ÆņØä ņĖĪņĀĢĒĢśņŚ¼ CCT ļ░Å CHT Ļ│ĪņäĀņØä ņ×æļÅäĒĢśņśĆĻ│Ā, ĒĢ┤ļŗ╣ ĒĢ®ĻĖłņØś m Ļ░ÆņØä ļ░śņśüĒĢśņŚ¼ ņĀÉļÅäļź╝ ņČöņĀĢĒĢśņŚ¼ ņØ╝ļ░śņĀü TPF processing window (╬Ę<108 Pa┬Ę;s) ļ░Å ņØ┤ņāüņĀü TPF processing window (╬Ę<104 Pa┬Ęs)ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņŚ┤Ļ░Ćņåīņä▒ ņä▒ĒśĢ ņś©ļÅä ļ░Å Ļ│ĄņĀĢ ņŗ£Ļ░äņŚÉ ļīĆĒĢśņŚ¼ ļ¬ģĒÖĢĒ׳ ĻĘ£ļ¬ģĒĢśņśĆļŗż. ņØ┤ņŚÉ ļö░ļØ╝ Mg65Cu25Gd10 ĒĢ®ĻĖłņŚÉņä£ TPFņØä ņ£äĒĢ£ ņĄ£ņĀüņØś ņś©ļÅä ļ░Å Ļ░ĆņŚ┤ ņåŹļÅäļź╝ ņןņ╣ś ļ░Å ņāśĒöīņŚÉ ļ¦×Ļ▓ī ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ļŖö ļ¬ģĒÖĢĒĢ£ Ļ░ĆņØ┤ļō£ļØ╝ņØĖņØä ņĀ£ņŗ£ĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņØś ļ░®ļ▓ĢļĪĀņØĆ ļŗżņ¢æĒĢśĻ▓ī Ļ░£ļ░£ļÉ£ ļŗżļźĖ ņĪ░ņä▒ņØś ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņŚÉņä£ļÅä ļÅÖņØ╝ĒĢśĻ▓ī ņĀüņÜ®ļÉśņ¢┤ ņś©ļÅä, Ļ│ĄņĀĢ ņŗ£Ļ░ä, ĻĘĖļ”¼Ļ│Ā Ļ░ĆņŚ┤ ņåŹļÅäņŚÉ ļö░ļØ╝ Ļ│╝ļāēĻ░ü ņĢĪņāüņØś ņĀÉļÅäļź╝ ņśłņĖĪĒĢśņŚ¼ TPF processing windowļź╝ ļ¬ģĒÖĢĒĢśĻ▓ī ĻĘ£ļ¬ģĒĢśļŖö ļŹ░ ĒÖ£ņÜ®ļÉĀ ņłś ņ׳ļŗż. ļśÉĒĢ£, ļ│Ė ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļŖö ĒÖĆļĪ£ĻĘĖļשņØś Ļ░ĆĻ│Ą ļ╣äņÜ®, ņŗ£Ļ░ä, ļ░Å ļ│Ąņ×Īņä▒ņØä ĒśäņĀĆĒ׳ Ļ░Éņåīņŗ£ņ╝£ ņāØņé░ņä▒ņØä Ēü¼Ļ▓ī Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆļÉśļŖö ļ╣äņĀĢņ¦ł ĒĢ®ĻĖł TPFņØś ņןņĀÉņØä ĻĘ╣ļīĆĒÖöĒĢĀ ņłś ņ׳ļŖö ļ¦łņØ┤Ēü¼ļĪ£ ļ░Å ļéśļģĖ ņŖżņ╝ĆņØ╝ ņä▒ĒśĢ ņĪ░Ļ▒┤ņØä CCT ļ░Å CHT ļÅäļ®┤ ņ×æļÅä ĻĖ░ļ░śņ£╝ļĪ£ ņĀĢļ░Ć ņĀ£ņ¢┤ĒĢśļŖö ļ░®ļ▓ĢņØä ņĀ£ņŗ£ĒĢśņŚ¼, Ē¢źĒøä ļ╣äņĀĢņ¦ł ĒĢ®ĻĖłņØä ĒÖ£ņÜ®ĒĢ£ ĒÖĆļĪ£ĻĘĖļש ņ×äĒöäļ”░Ēīģ ĻĖ░ņłĀ ņāüņÜ®ĒÖöļź╝ ņ┤ēņ¦äĒĢśļŖöļŹ░ Ēü¼Ļ▓ī ĻĖ░ņŚ¼ĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆļÉ£ļŗż.