1. ņä£ ļĪĀ
ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ļŖö ņäżĻ│ä ņŗ£ ĒīīņØ┤Ēöä ļé┤ Ļ░ĆņŖżļéś ņśżņØ╝ņŚÉ ņØśĒĢ£ ļé┤ņĢĢ(hoop stress)ļ¦īņØä Ļ│ĀļĀżĒĢ£ ņØæļĀźĻĖ░ņ┤łņäżĻ│ä(stress-based design)Ļ░Ć ņØ╝ļ░śņĀüņØ┤ļŗż [1-6]. ĻĘĖļ¤¼ļéś Ļ░ĆņŖżļéś ņøÉņ£ĀņØś ņ▒äĻĄ┤ ĒÖśĻ▓ĮņØ┤ Ļ░łņłśļĪØ ņŚ┤ņĢģĒĢ┤ ņ¦ÉņŚÉ ļö░ļØ╝ ņ¦Ćņ¦äņØ┤ļéś ļÅÖĒåĀ ņ¦ĆņŚŁņŚÉņä£ ĒīīņØ┤ĒöäļØ╝ņØĖņØś Ļ▒┤ņäż ņŗ£ ņ¦Ćļ░śņØś ņøĆņ¦üņ×äņŚÉ ļīĆĒĢśņŚ¼ ļ│ĆĒśĢļŖź(deformability)ņØ┤ ļåÆņØĆ Ļ░Ģņ×¼Ļ░Ć ņÜöĻĄ¼ļÉśļ®┤ņä£ ĒīīņØ┤Ēöä ĻĖĖņØ┤ ļśÉļŖö ņłśņ¦ü ļ░®Ē¢źņ£╝ļĪ£ņØś ļ│ĆĒśĢļŖźņØ┤ ņÜ░ņłśĒĢ£ ļ│ĆĒśĢĻĖ░ņ┤łņäżĻ│ä(strain-based design)Ļ░Ć Ļ░Ģņ×¼ņŚÉ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż [7-22]. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĒīīņØ┤ĒöäņØś ļ│ĆĒśĢļŖźņØä ĒÅēĻ░ĆĒĢśļŖö ĻĖ░ņżĆņ£╝ļĪ£ ņĢĢņČĢ ņóīĻĄ┤ļ│ĆĒśĢļźĀ(compression buckling strain)ņØ┤ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśļŖöļŹ░[23-28], ņóīĻĄ┤ļ│ĆĒśĢļźĀņØĆ Ļ░ĢĻ┤ĆņØś ļ│ĆĒśĢ ņŗ£ ņóīĻĄ┤ņØ┤ ļ░£ņāØĒĢśĻĖ░ ņĀäĻ╣īņ¦ĆņØś ļ│ĆĒśĢļźĀņØä ļ¦ÉĒĢśļ®░, Ļ░Ģņ×¼ņØś ĻĘĀņØ╝ ņŚ░ņŗĀņ£©, Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦Ćņłś, ņŚ░ņåŹ ĒĢŁļ│Ą Ļ▒░ļÅÖ, ĒĢŁļ│Ąļ╣ä ļō▒ņŚÉ ņØśņĪ┤ĒĢ£ļŗż [15-17]. ņ”ē, ņĢĢņČĢ ņóīĻĄ┤ļ│ĆĒśĢļźĀņØĆ Ļ░Ģņ×¼Ļ░Ć ļČłņŚ░ņåŹ ĒĢŁļ│Ą Ļ▒░ļÅÖņØä Ļ░Ćņ¦ł Ļ▓ĮņÜ░ Ļ░ÉņåīĒĢśļ®░, Ļ░ĆĻ│Ą Ļ▓ĮĒÖö ņ¦ĆņłśĻ░Ć Ēü┤ņłśļĪØ ņ”ØĻ░ĆĒĢ£ļŗż [27,28]. ļśÉĒĢ£ ĒĢŁļ│Ąļ╣ä ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ļīĆņ▓┤ļĪ£ Ļ░ÉņåīĒĢśļ®░ ĒīīņØ┤ĒöäņØś ļé┤ņĢĢņØ┤ ņ×æņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż [25,27].
ĒĢ£ĒÄĖ ņĄ£ĻĘ╝ ņŗ¼ĒĢ┤ 2000 m ņØ┤ņāüņŚÉņä£ ņ▒äņĘ©ļÉ£ Ļ░ĆņŖżļéś ņøÉņ£Āļź╝ ņłśņåĪņŗ£ĒéżĻĖ░ ņ£äĒĢ£ ņŗ¼ĒĢ┤ņĀĆņÜ® Ļ░Ģņ×¼Ļ░Ć Ļ░£ļ░£ļÉśĻ│Ā ņ׳ļŖöļŹ░, ņØ┤ļź╝ ņĀüņÜ®ĒĢ£ ĒīīņØ┤ĒöäņØś Ļ▓ĮņÜ░ ņäżņ╣ś/ņÜ┤ņśüņŗ£ ĒĢ┤ņĀĆņŚÉņä£ņØś ņĢłņĀĢņä▒ ļ░Å ņÖĖļČĆ ņĢĢļĀźņØä Ļ│ĀļĀżĒĢ┤ņĢ╝ ĒĢ£ļŗż [29-33]. ĒŖ╣Ē׳ ĒīīņØ┤Ēöäļź╝ ņäżĻ│äĒĢĀ ļĢī ņÖĖļČĆ ņĢĢļĀźņŚÉ ņØśĒĢ£ ņóīĻĄ┤ļ│ĆĒśĢ ņĀĆĒĢŁņä▒, ļ│ĄĒĢ® ņäżņ╣śņØæļĀźņŚÉ ņØśĒĢ£ ĻĄŁļČĆ ņóīĻĄ┤ ņĀĆĒĢŁņä▒ ļ░Å ņÖĖļČĆ ļŹ┤ĒŖĖ(dent)ņŚÉ ņØśĒĢ£ ĻĄŁļČĆ ņóīĻĄ┤ ņĀĆĒĢŁņä▒ņØä Ļ│ĀļĀżĒĢ┤ņĢ╝ ĒĢ£ļŗż [29,30]. ļö░ļØ╝ņä£ ņÖĖļČĆņĢĢļĀźĻ│╝ ĻĄĮĒלņØ┤ ņ×æņÜ®ĒĢśļŖö ņŗ¼ĒĢ┤ņĀĆņÜ® ĒīīņØ┤Ēöä Ļ░Ģņ×¼ņØś ņĢłņĀĢņä▒ņØä ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ┤ ņĀĆĒĢŁļ│Ąļ╣ä ĒŖ╣ņä▒ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŖöļŹ░, ĒĢŁļ│Ąļ╣äĻ░Ć ļé«ņØäņłśļĪØ ĻĄŁļČĆ ņóīĻĄ┤Ļ│╝ ĻĄĮĒלņŗ£ ļ│ĆĒśĢļŖźļĀźņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā, ĒŚłņÜ® Ļ▓░ĒĢ© Ēü¼ĻĖ░ ļ░Å ĒīīņŚ┤(burst) ļ░£ņāØ ņ×äĻ│ä ņØæļĀźņØ┤ ņ”ØĻ░ĆĒĢ£ļŗż [30]. ļé«ņØĆ ĒĢŁļ│Ąļ╣äļŖö ļ│ĆĒśĢĻ▓ĮĒÖöļŖźņØä ļåÆņØ┤Ļ│Ā, ĻĘĀņŚ┤ņäĀļŗ©ņŚÉņä£ņØś ņåīņä▒ļ│ĆĒśĢņØä Ļ░Éņåīņŗ£ņ╝£ ņ£ĀļÅÖņØæļĀźĻ│╝ Ļ┤ĆļĀ©ļÉ£ ņŚ░ņä▒ĒīīĻ┤┤ ņĀĆĒĢŁņä▒ņØä ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż [21,33]. ņØ┤ļ¤¼ĒĢ£ ņŗ¼ĒĢ┤ņĀĆņÜ® ņĀĆĒĢŁļ│Ąļ╣ä ļ│┤ņ”Ø ļ»ĖĻĄŁņäØņ£ĀĒśæĒÜī(American Petroleum Institute, API)API X70ĻĖē ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņØś Ļ▓ĮņÜ░ ĒĢŁļ│Ąļ╣ä 90% ņØ┤ĒĢśļź╝ ļ¦īņĪ▒ĒĢśļŖö Ļ░Ģņ×¼Ļ░Ć ņØ┤ļ»Ė Ļ░£ļ░£ļÉśņŚłņ£╝ļ®░, ņĄ£ĻĘ╝ 85% ņØ┤ĒĢśĻ╣īņ¦Ć ļ│┤ņ”ØņØ┤ Ļ░ĆļŖźĒĢ£ Ļ░Ģņóģ Ļ░£ļ░£ņØ┤ ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ē ņżæņØ┤ļŗż.
ĻĘĖļ¤¼ļéś ĻĄŁļé┤ņÖĖņĀüņ£╝ļĪ£ Ļ░£ļ░£ ļ░Å ņāØņé░ļÉśĻ│Ā ņ׳ļŖö Ļ│ĀĻ░ĢļÅä API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ļōżņØś Ļ▓ĮņÜ░ ļ¦żņÜ░ ļ│Ąņ×ĪĒĢ£ ĒśĢĒā£ņØś ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦ü(bainitic microstructure)ņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ņ£╝ļ®░ ņŚ░ĻĄ¼ņ×Éļōżļ¦łļŗż ņä£ļĪ£ ļŗżļźĖ ļ»ĖņäĖņĪ░ņ¦ü ņĀĢņØśņÖĆ ĻĄ¼ļČäļ▓ĢņØä ņĀüņÜ®ĒĢśĻ│Ā ņ׳ņ¢┤ ĒĢŁļ│Ąļ╣ä, ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ļ░Å Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦Ćņłś ļō▒Ļ│╝ Ļ░ÖņØĆ ņØĖņן ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņØś ņśüĒ¢źņŚÉ ļīĆĒĢ£ ņĀĢĒÖĢĒĢ£ ņØ┤ĒĢ┤Ļ░Ć Ēü¼Ļ▓ī ļ»ĖĒØĪĒĢ£ ņŗżņĀĢņØ┤ļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļŗżņ¢æĒĢ£ ļ»ĖņäĖņĪ░ņ¦ü ĻĄ¼ņä▒ņāüņØä Ļ░Ćņ¦ĆļŖö 6 ņóģļźśņØś API X80ĻĖē ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņŚÉ ļīĆĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į ļ░Å ņĀäņ×ÉĒøäļ░®ņé░ļ×ĆĒÜīņĀł(electron backscatter diffraction, EBSD)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļČäņäØĒĢ£ Ēøä, ņØĖņן ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņŚ¼ ĒĢŁļ│Ąļ╣ä ļ░Å ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņŚÉ ļ»Ėņ╣śļŖö ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņØś ņśüĒ¢źņŚÉ ļīĆĒĢ┤ Ļ│Āņ░░ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ API X80 ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ļŖö Fe-0.06C-0.31Si-1.58Mn-0.50(Ni+Cu+Cr)-0.04Nb-0.015TiņØś ļÅÖņØ╝ĒĢ£ ĒÖöĒĢÖ ņĪ░ņä▒ņØä Ļ░Ćņ¦Ćļ®░, ņŚ┤Ļ░ä ņĢĢņŚ░ ņØ┤Ēøä ļāēĻ░ü ņóģļŻī ņś©ļÅä(finish cooling temperature), ļāēĻ░ü ļŗ©Ļ│ä ļ░Å ļāēĻ░ü ņåŹļÅä(cooling rate) ļō▒ņØś Ļ░ĆĻ│ĄņŚ┤ņ▓śļ”¼Ļ│ĄņĀĢ(thermo-mechanical control process, TMCP) ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ 20 mm ļæÉĻ╗śļź╝ Ļ░¢ļŖö 6 ņóģļźśņØś API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ļź╝ ņĀ£ņĪ░ĒĢśņśĆļŗż. ņĀ£ņĪ░ļÉ£ API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ļōżņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ņĢĢņŚ░ ĒīÉņ×¼ņØś ņśåļ®┤(longitudinal-short transverse plane, L-S plane)ņØä ņŚ░ļ¦łĒĢśĻ│Ā 3% ļéśņØ┤Ēāł ņÜ®ņĢĪņ£╝ļĪ£ ņŚÉņ╣ŁĒĢ£ Ēøä Ļ┤æĒĢÖĒśäļ»ĖĻ▓Įņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņśĆļŗż. ļśÉĒĢ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņØś Ļ▓ĮņÜ░ ļ╣äņ×¼Ļ▓░ņĀĢ ņśüņŚŁ(non-recrystallization region)ņŚÉņä£ņØś Ēü░ ņĢĢĒĢśļ¤ēĻ│╝ Ļ░ĆņåŹ ļāēĻ░ü(accelerated cooling) ļĢīļ¼ĖņŚÉ ļ│Ąņ×ĪĒĢ£ ĒśĢĒā£ņØś ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņØ┤ ĒśĢņä▒ļÉśņ¢┤ ņØ┤ļź╝ ĻĄ¼ļČäĒĢśĻ│Ā ņĀĢļ¤ēņĀüņ£╝ļĪ£ ļ»ĖņäĖņĪ░ņ¦ü ļČäņ£©ņØä ņĖĪņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ EBSD ļČäņäØņØä ņŗżņŗ£ĒĢśņśĆļŗż. EBSD ņŗ£ĒÄĖņØĆ ņĢĢņŚ░ ĒīÉņ×¼ņØś ļæÉĻ╗ś 1/4 ļÉśļŖö ņ£äņ╣śņØś L-Sļ®┤ņØä ĻĖ░Ļ│äņĀüņ£╝ļĪ£ ņŚ░ļ¦łĒĢ£ Ēøä 92% ņĢäņäĖĒŖĖņé░Ļ│╝ņÖĆ 8% Ļ│╝ņŚ╝ņåīņé░ņØä Ēś╝ĒĢ®ĒĢśņŚ¼ ļäŻņØĆ ļČäņé¼ņŗØ ņĀäĒĢ┤ņŚ░ļ¦łĻĖ░ļĪ£ ņĀäĒĢ┤ņŚ░ļ¦łļź╝ ņŗżņŗ£ĒĢśņŚ¼ ĻĖ░Ļ│äņĀü ņŚ░ļ¦łļĪ£ ņØĖĒĢ┤ ļ░£ņāØļÉ£ Ēæ£ļ®┤ņØś Ļ▓░ĒĢ©ņØä ņĀ£Ļ▒░ĒĢśņśĆļŗż. EBSD ļČäņäØņØĆ ņĀäĻ│äļ░®ņČ£ĒśĢ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(field emission scanning electron microscope, FE-SEM) ļé┤ņŚÉņä£ ļČäņäØĒĢśņśĆņ£╝ļ®░, Ļ▓░ņĀĢ ļ░®ņ£äļŖö TSLņé¼(Tex SEM Laboratories Inc.)ņŚÉņä£ ņĀ£Ļ│ĄĒĢśļŖö ļ░░Ē¢ź ņśüņāü Ēśäļ»ĖĻ▓Į(orientation imaging microscopy, OIM) ļČäņäØ ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż.
ņØĖņן ņŗ£ĒÄĖņØĆ ļ»ĖĻĄŁņ×¼ļŻīņŗ£ĒŚśĒśæĒÜī(American Society for Testing and Materials, ASTM) ĻĘ£Ļ▓®ņØĖ ASTM E8ņŚÉ ļö░ļØ╝ ņĀ£ņĪ░ļÉ£ API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņØś ļæÉĻ╗ś 1/4 ļÉśļŖö ņ£äņ╣śņŚÉņä£ ņĢĢņŚ░ ļ░®Ē¢ź(rolling direction)ņØś ņłśņ¦ü ļ░®Ē¢ź(transverse direction)ņ£╝ļĪ£ Ēæ£ņĀÉ Ļ▒░ļ”¼ 25 mm, ņ¦üĻ▓Į 6.3 mmņØś sub-size ļ┤ēņāü ņŗ£ĒÄĖņ£╝ļĪ£ Ļ░ĆĻ│ĄĒĢśĻ│Ā, 10Ēåż ņÜ®ļ¤ēņØś ļ¦īļŖźņØĖņןņŗ£ĒŚśĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ 5 mm/minņØś Ēü¼ļĪ£ņŖż ĒŚżļō£(cross-head) ņåŹļÅäļĪ£ ņāüņś©ņŚÉņä£ ņØĖņן ņŗ£ĒŚśĒĢśņśĆļŗż. API 5L ĻĘ£ņĀĢ[34]ņŚÉ ļö░ļØ╝ ĒĢŁļ│Ą Ļ░ĢļÅä(yield strength)ļŖö ņØæļĀź-ļ│ĆĒśĢļźĀ Ļ│ĪņäĀņ£╝ļĪ£ļČĆĒä░ 0.5% ļ│ĆĒśĢļźĀņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņ£ĀļÅÖ ņØæļĀź(flow stress)ņ£╝ļĪ£ ņĀĢņØśĒĢśņśĆņ£╝ļ®░, ņØĖņן Ļ░ĢļÅä(tensile strength), ĒĢŁļ│Ąļ╣ä(yield ratio), ĻĘĀņØ╝ ņŚ░ņŗĀņ£©(uniform elongation), ņ┤Ø ņŚ░ņŗĀņ£©(total elongation) ļ░Å Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦Ćņłś(work hardening exponent)ļź╝ ņĖĪņĀĢĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝
3.1 ļ»ĖņäĖņĪ░ņ¦ü
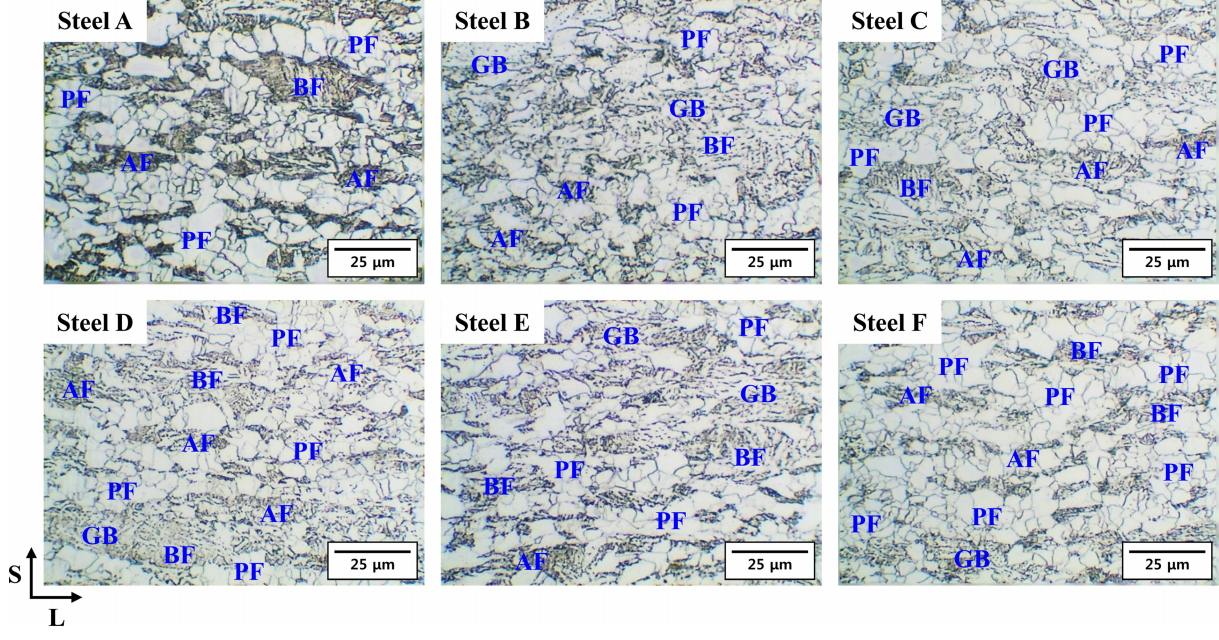
ņĄ£ĻĘ╝ ņĀĆĒāäņåīņÖĆ TMCP Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀ£ņĪ░ļÉśļŖö API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņŚÉņä£ļŖö ļŗżĻ░üĒśĢ ĒÄśļØ╝ņØ┤ĒŖĖ(polygonal ferrite, PF)ņÖĆ ņ╣©ņāü ĒÄśļØ╝ņØ┤ĒŖĖ(acicular ferrite, AF), Ļ│╝ļ”ĮĒśĢ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ(granular bainite, GB) ļ░Å ļ▓ĀņØ┤ļéśņØ┤ĒŖĖĒśĢ ĒÄśļØ╝ņØ┤ĒŖĖ(bainitic ferrite, BF) ļō▒ņØś ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üļōżņØ┤ Ēś╝ĒĢ®ļÉ£ ļ¦żņÜ░ ļ│Ąņ×ĪĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØ┤ ļéśĒāĆļéśļ®░, ĒĢ®ĻĖł ņøÉņåī ļ░Å ņĀ£ņĪ░ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ Ļ░ü ļ»ĖņäĖņĪ░ņ¦üņØś ļČäņ£©ņØ┤ ļŗ¼ļØ╝ņ¦äļŗż. ĻĘĖļ¤¼ļéś ņØ┤ļōż ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üļōżņØś Ļ▓ĮņÜ░ Ļ▒░ņŗ£ņĀüņ£╝ļĪ£ļéś ņŗżĒŚśņĀüņ£╝ļĪ£ ĻĄ¼ļČäĒĢśĻĖ░ ļ¦żņÜ░ ņ¢┤ļĀĄĻ│Ā, ņŚ░ĻĄ¼ņ×Éļōżļ¦łļŗż ļŗżļź┤Ļ▓ī ņĀĢņØśĒĢśĻ│Ā ņ׳ņ¢┤ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀ£ņĪ░ļÉ£ API ļØ╝ņØĖĒīīņØ┤ĒöäĻ░Ģ Ļ░Ģņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦üņØä PFņÖĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņ£╝ļĪ£ ĻĄ¼ļČäĒĢśņśĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ļÅÖņØ╝ĒĢ£ ĒÖöĒĢÖ ņĪ░ņä▒ņØä Ļ░¢Ļ│Ā ļŗżņ¢æĒĢ£ ņĀ£ņĪ░ Ļ│ĄņĀĢņŚÉ ļö░ļØ╝ ņĀ£ņĪ░ļÉ£ 6ņóģļźśņØś API ļØ╝ņØĖĒīīņØ┤ĒöäĻ░Ģ Ļ░Ģņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤æĒĢÖĒśäļ»ĖĻ▓Įņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņŚ¼ ĻĘĖļ”╝ 1ņŚÉ ļéśĒāĆļāłļŗż. ļ¬©ļōĀ Ļ░Ģņ×¼ņŚÉņä£ PFņÖĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņØ┤ Ēś╝ĒĢ®ļÉśņ¢┤ ņĪ┤ņ×¼ĒĢ©ņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŗż. ĒŖ╣Ē׳ PFņØś Ļ▓ĮņÜ░ ņÖäņĀä ņ×¼Ļ▓░ņĀĢņ£╝ļĪ£ ņØĖĒĢ┤ Ļ▓░ņĀĢļ”Į ļé┤ļČĆņŚÉ ļé«ņØĆ ņĀäņ£ä ļ░ĆļÅäņØś ĒŖ╣ņ¦ĢņØä Ļ░Ćņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ĻĘĖļ”╝ 1ņŚÉņä£ ļÜ£ļĀĘĒĢśĻ▓ī ĻĄ¼ļČäļÉ©ņØä ņĢī ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņ¢┤ļæĪĻ▓ī ļ│┤ņØ┤ļŖö ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņØś Ļ▓ĮņÜ░ ļ¼ĖĒŚī[35-40]ņŚÉņä£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŖö AF, GB ļ░Å BFņØś ņāüņØä ĻĄ¼ļČäĒĢśļŖö Ļ▓āņØ┤ ĒĢ£Ļ│äĻ░Ć ņ׳ņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
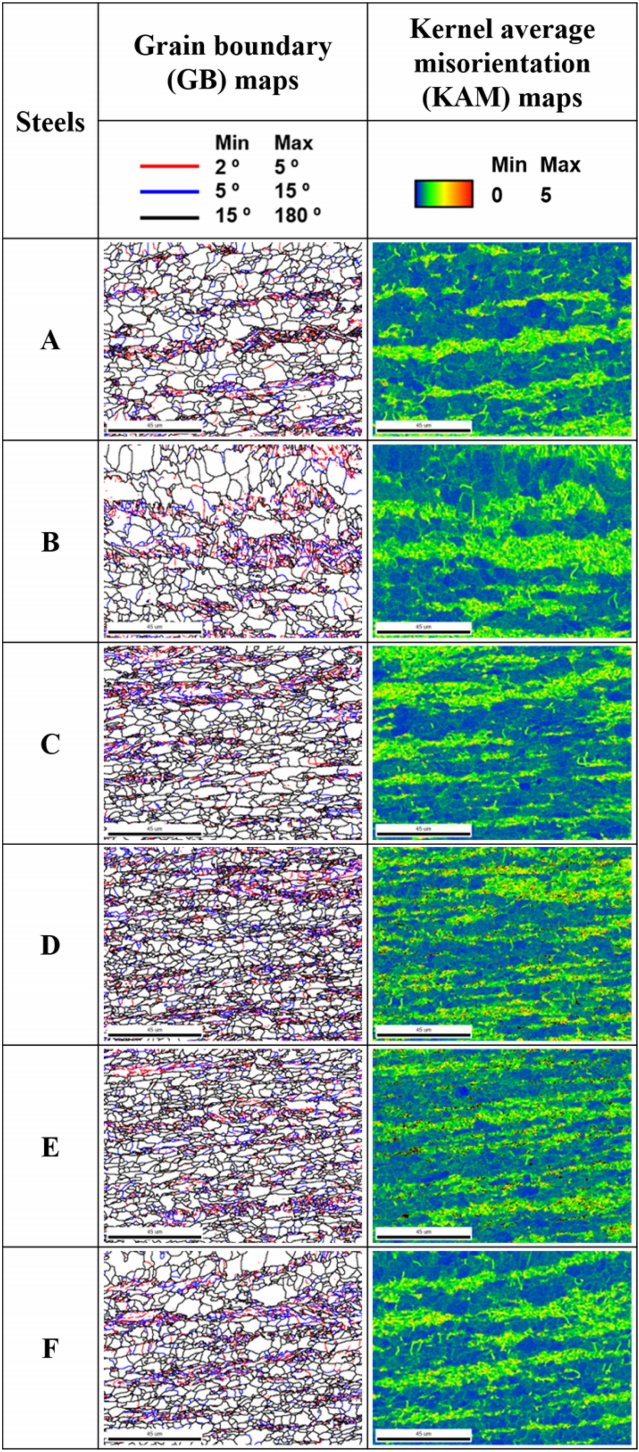
ĒĢ£ĒÄĖ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ API Ļ░Ģņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļ│┤ļŗż ņĀĢĒÖĢĒĢśĻ▓ī ĻĄ¼ļČäĒĢśĻ│Ā, ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×Éļź╝ ņĀĢļ¤ēņĀüņ£╝ļĪ£ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ EBSD ļČäņäØņØä ņŗżņŗ£ĒĢśņŚ¼, ĻĘĖ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 2ņÖĆ 3ņŚÉ ļéśĒāĆļāłļŗż. ļ¬©ļōĀ Ļ░Ģņ×¼ņŚÉņä£ PFņÖĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ ļ»ĖņäĖņĪ░ņ¦üņØ┤ ļÜ£ļĀĘĒĢśĻ▓ī ļéśĒāĆļé¼ļŖöļŹ░, ĒŖ╣Ē׳ Ļ▓░ņĀĢļ”ĮĻ│ä ļ░Å ņ╗żļäÉ ĒÅēĻĘĀ ļ░®ņ£äņ░©(kernel average misorientation, KAM) ĻĘĖļ”╝ņØä ļ│┤ļ®┤ PFņØś Ļ▓ĮņÜ░ ļ¬©ļōĀ Ļ▓░ņĀĢļ”ĮĻ│äĻ░Ć Ļ│ĀĻ▓ĮĻ░üĻ│ä(high-angle grain boundary)ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳Ļ│Ā Ļ▓░ņĀĢļ”Į ļé┤ļČĆņŚÉ ņĀäņ£ä ļ░ĆļÅäĻ░Ć ļ¦żņÜ░ ļé«ņØĆ ĒŖ╣ņ¦ĢņØä ņĢī ņłś ņ׳ļŗż(ĻĘĖļ”╝ 2). ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņØĆ ņāüļīĆņĀüņ£╝ļĪ£ ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”Į ĒŖ╣ņ¦ĢņØä ļ│┤ņØ┤Ļ│Ā ņ׳ņ£╝ļ®░ Ļ▓░ņĀĢļ”Į ļé┤ļČĆņŚÉ ņĀĆĻ▓ĮĻ░üĻ│ä(low-angle grain boundary)Ļ░Ć ļŗżņłś ņĪ┤ņ×¼ĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņØś ņØ╝ļ░śņĀüņØĖ ĒŖ╣ņ¦Ģņ£╝ļĪ£ AF, GB ļ░Å BFņØś Ļ▓ĮņÜ░ ļČłņÖäņĀäĒĢ£ ņ×¼Ļ▓░ņĀĢ, ļ╣ĀļźĖ ļāēĻ░üņåŹļÅäņŚÉ ņØśĒĢ£ ņāüļ│ĆĒā£ļĪ£ ņØĖĒĢ┤ Ļ▓░ņĀĢļ”Į ļé┤ļČĆņŚÉ ņāüļīĆņĀüņ£╝ļĪ£ ņĀäņ£ä ļ░ĆļÅäĻ░Ć ļåÆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ PFņØś ļČäņ£©ņØĆ OIM ļČäņäØ ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ņØ┤ņÜ®ĒĢ£ Ļ▓░ņĀĢļ”Į ļ░®ņ£äņ░© ņŖżĒöäļĀłļō£(grain orientation spread, GOS) ĻĘĖļ”╝ņØä ĒÖ£ņÜ®ĒĢśņśĆļŗż. GOS ļČäņäØņØĆ ĒĢśļéśņØś Ļ▓░ņĀĢļ”Į ņĢłņŚÉņä£ Ļ░ü ņĀÉ(point) Ļ░äņØś ĒÅēĻĘĀ ļ░®ņ£äņ░©(misorientation)ļź╝ Ļ│äņé░ĒĢśņŚ¼ ņĪ░Ļ▒┤ņŚÉ ļČĆĒĢ®ĒĢśļŖö Ļ▓░ņĀĢļ”ĮņØä PFļĪ£ Ļ▓░ņĀĢĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ ņØ┤ņĀä ņŚ░ĻĄ¼ Ļ▓░Ļ│╝[40]ļź╝ ĒåĀļīĆļĪ£ ĒĢśņŚ¼ PFņÖĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņØä ĻĄ¼ļČäĒĢśĻĖ░ ņ£äĒĢ┤ 5┬░ņØś Ļ▓░ņĀĢļ”ĮĻ│╝ 2┬░ņØś ļ░®ņ£äņ░© ņĪ░Ļ▒┤ņØä ņé¼ņÜ®ĒĢśņŚ¼ PFņØś ļČäņ£©ņØä ņĀĢļ¤ēņĀüņ£╝ļĪ£ ņĖĪņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£ ņĀĆļ░░ņ£© EBSD ļČäņäØņØä ĒåĄĒĢ┤ 15┬░ņØś Ļ▓░ņĀĢļ”Į ņĪ░Ļ▒┤ņŚÉņä£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļź╝ Ēæ£ 1ņŚÉ ļéśĒāĆļāłļŗż. ļ©╝ņĀĆ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļ│┤ļ®┤, D Ļ░ĢņØĆ 6.7 ╬╝mļĪ£ Ļ░Ćņן ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ļ│┤ņśĆĻ│Ā, C Ļ░ĢņØĆ 11.7 ╬╝mļĪ£ Ļ░Ćņן ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”Į ĒŖ╣ņä▒ņØä ļ│┤ņśĆļŗż. GOS ļČäņäØņØä ĒåĄĒĢ£ ļ»ĖņäĖņĪ░ņ¦ü ļČäņ£© ņĖĪņĀĢ Ļ▓░Ļ│╝ļź╝ ļ│┤ļ®┤(ĻĘĖļ”╝ 3 ļ░Å Ēæ£ 1), ļ¬©ļōĀ Ļ░Ģņ×¼ņŚÉņä£ PF ļČäņ£©ņØ┤ 50% ņØ┤ņāüņ£╝ļĪ£ ņĪ┤ņ×¼ĒĢśņśĆĻ│Ā, B Ļ░ĢņØ┤ 60.7%ļĪ£ Ļ░Ćņן ļé«ņØĆ PF ļČäņ£©ņØä ļéśĒāĆļāłņ£╝ļ®░, A, D ļ░Å F Ļ░ĢņØś Ļ▓ĮņÜ░ 70% ņØ┤ņāüņØś ļåÆņØĆ PF ļČäņ£©ņØä ļ│┤ņśĆļŗż. ņØ┤ļŖö PF ĒĢĄņāØņä▒ Ļ┤ĆņĀÉņŚÉņä£ ļ│╝ ļĢī, A, D ļ░Å F Ļ░ĢļōżņØś Ļ▓ĮņÜ░ ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņØĆ PF ĒĢĄņāØņä▒ņØ┤ ļ░£ņāØĒĢśņŚ¼ ļ¦ÄņØĆ ļČäņ£©ņØ┤ ļéśĒāĆļé£ Ļ▓āņ£╝ļĪ£ ņāØĻ░üĒĢĀ ņłś ņ׳ļŖöļŹ░, ņØ╝ļ░śņĀüņ£╝ļĪ£ PF ĒĢĄņāØņä▒ ņןņåīļŖö ĻĄ¼ ņśżņŖżĒģīļéśņØ┤ĒŖĖ Ļ▓░ņĀĢļ”ĮĻ│ä(prior austenite grain boundaries)ļĪ£ ņĢīļĀżņĀĖ ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ņāüļīĆņĀüņ£╝ļĪ£ ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”Į ĒŖ╣ņ¦ĢņØä ļ│┤ņØ┤ļŖö A, D ļ░Å F Ļ░ĢļōżņØ┤ ļåÆņØĆ PF ļČäņ£©ņØä ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż.
3.2 ņØĖņן ĒŖ╣ņä▒
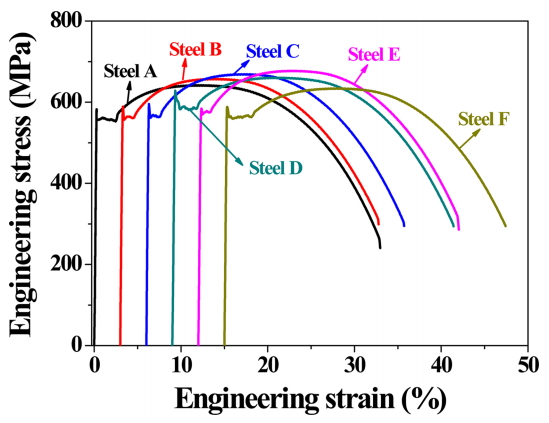
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņ¢┤ ņĢĢņŚ░ ļ░Å Ļ░ĆņåŹ ļāēĻ░ü ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ļ»ĖņäĖņĪ░ņ¦üņØ┤ ļŗżļźĖ 6ņóģļźśņØś API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ļź╝ ņĀ£ņĪ░ĒĢ£ Ēøä ņāüņś© ņØĖņן ņŗżĒŚśņØä ņŗżņŗ£ĒĢ£ Ļ│Ąņ╣Ł ņØæļĀź-ļ│ĆĒśĢļźĀ Ļ│ĪņäĀņØä ĻĘĖļ”╝ 4ņŚÉ ļéśĒāĆļāłļŗż. ņĀ£ņĪ░ ņĪ░Ļ▒┤Ļ│╝ Ļ┤ĆĻ│äņŚåņØ┤ ļ¬©ļōĀ Ļ░Ģņ×¼ņŚÉņä£ ļČłņŚ░ņåŹ ĒĢŁļ│Ą Ļ▒░ļÅÖņØä ļéśĒāĆļāłļŖöļŹ░, ņØ┤ļŖö ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ Ļ░Ģņ×¼ņØś Ļ▓ĮņÜ░ PFĻ░Ć ņŻ╝ļÉ£ ņāüņ£╝ļĪ£ ņĪ┤ņ×¼ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļ¦ÄņØĆ PF ļé┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö Ļ│ĀņÜ® Ēāäņåī ņøÉņ×ÉņÖĆ Ļ░ĆļÅÖ ņĀäņ£äņÖĆņØś ņāüĒśĖĻ┤ĆĻ│äņŚÉ ņØśĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ£äņØś ņØæļĀź-ļ│ĆĒśĢļźĀ Ļ│ĪņäĀņ£╝ļĪ£ļČĆĒä░ ņ¢╗ņØĆ ņØĖņן ĒŖ╣ņä▒ņØä Ēæ£ 2ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŖöļŹ░, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņØś Ļ▓ĮņÜ░ ĒĢŁļ│Ą Ļ░ĢļÅä 551 MPa ņØ┤ņāüņ£╝ļĪ£ ļ¬©ļæÉ X80 ĻĖēņ×äņØ┤ ĒÖĢņØĖļÉśņŚłļŗż.
ņØ╝ļ░śņĀüņ£╝ļĪ£ ĒĢŁļ│Ą Ļ░ĢļÅäņØś Ļ▓ĮņÜ░ ņ┤łĻĖ░ ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņŚÉ ņØśĒĢ┤ Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ░øļŖöļŹ░, Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ļ»ĖņäĖĒĢśĻ▒░ļéś, Ļ▓ĮĒĢ£(hard) ļ»ĖņäĖņĪ░ņ¦üņØś ļČäņ£©ņØ┤ ļåÆņØäņłśļĪØ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć Ēü¼ļŗż. D Ļ░ĢņØś Ļ▓ĮņÜ░ 606 MPaņØś Ļ░Ćņן ļåÆņØĆ ĒĢŁļ│Ą Ļ░ĢļÅä ĒŖ╣ņä▒ņØä ļéśĒāĆļāłļŖöļŹ░, D Ļ░ĢņØś Ļ▓ĮņÜ░ ļŗżļźĖ Ļ░ĢņŚÉ ļ╣äĒĢ┤ ņŚ░ĒĢ£(soft) ļ»ĖņäĖņĪ░ņ¦üņØĖ PF ļČäņ£©ņØ┤ ļŗżņåī ļåÆņ¦Ćļ¦ī, Ļ░Ćņן ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”Įņ£╝ļĪ£ ņØĖĒĢ┤ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć Ļ░Ćņן ļåÆņØĆ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ņÖĆļŖö ļ░śļīĆļĪ£ B ļ░Å C Ļ░ĢņØś Ļ▓ĮņÜ░ ļé«ņØĆ PF ļČäņ£©ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņāüļīĆņĀüņ£╝ļĪ£ ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļĪ£ ņØĖĒĢ┤ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņĢśļŗż. ņØĖņן Ļ░ĢļÅäņØś Ļ▓ĮņÜ░ C Ļ░ĢņØ┤ 681 MPaļĪ£ Ļ░Ćņן ļåÆņĢśļŗż. ĒĢŁļ│Ą Ļ░ĢļÅäļź╝ ņØĖņן Ļ░ĢļÅäļĪ£ ļéśļłł Ļ░Æņ£╝ļĪ£ Ēæ£ĒśäļÉśļŖö ĒĢŁļ│Ąļ╣äņØś Ļ▓ĮņÜ░ D Ļ░ĢņØ┤ 0.92ļĪ£ Ļ░Ćņן ļåÆņĢśĻ│Ā, C Ļ░ĢņØ┤ 0.85ļĪ£ Ļ░Ćņן ļé«ņĢśļŗż. ĒĢ£ĒÄĖ Hollomon ņŗØņŚÉ ĻĖ░ļ░śĒĢśņŚ¼ ņØĖņן ņØæļĀź-ļ│ĆĒśĢļźĀ Ļ│ĪņäĀņ£╝ļĪ£ļČĆĒä░ ņĖĪņĀĢĒĢ£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśņØś Ļ▓ĮņÜ░ AņÖĆ F Ļ░ĢņØ┤ 0.140 ņØ┤ņāüņ£╝ļĪ£ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņĢśņ£╝ļ®░, E Ļ░ĢņØ┤ 0.128ļĪ£ Ļ░Ćņן ļé«ņØĆ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦Ćņłśļź╝ ļ│┤ņśĆļŗż. ĒĢŁļ│Ąļ╣äņÖĆ ļŹöļČłņ¢┤ Ļ│Āļ│ĆĒśĢļŖź ĒŖ╣ņä▒ņŚÉ ņÜöĻĄ¼ļÉśļŖö ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØś Ļ▓ĮņÜ░ ļ¬©ļōĀ Ļ░Ģņ×¼ņŚÉņä£ 10% ņØ┤ņāüņØś ļåÆņØĆ Ļ░ÆņØä ļ│┤ņśĆņ£╝ļ®░, ĒŖ╣Ē׳ A, D ļ░Å F Ļ░ĢļōżņØś Ļ▓ĮņÜ░ 12% ņØ┤ņāüņØś ņÜ░ņłśĒĢ£ Ļ│Āļ│ĆĒśĢļŖź ĒŖ╣ņä▒ņØä ļéśĒāĆļāłļŗż.
4. Ļ▓░Ļ│╝ Ļ│Āņ░░
4.1 ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņÖĆ ĒĢŁļ│Ąļ╣äņØś ņāüĻ┤ĆĻ┤ĆĻ│ä
API ļØ╝ņØĖĒīīņØ┤ĒöäĻ░Ģ Ļ░Ģņ×¼ņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØĆ ļ»ĖņäĖņĪ░ņ¦ü ĻĄ¼ņä▒ņŚÉ Ēü¼Ļ▓ī ņØśņĪ┤ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ░ņłśĒĢ£ ļ│ĆĒśĢļŖź ĒŖ╣ņä▒ņØä Ļ░¢ļŖö API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ļź╝ Ļ░£ļ░£ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ļŗżņ¢æĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņÖĆ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņØ┤ĒĢ┤ĒĢśļŖö Ļ▓āņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢśļŗż. ņĄ£ĻĘ╝ ņŚ¼ļ¤¼ ņŚ░ĻĄ¼ņ×ÉļōżļĪ£ļČĆĒä░ API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņŚÉ ļīĆĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØś ņśüĒ¢źņØä ņäżļ¬ģĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŖöļŹ░, Yasuda ļō▒[18]ņØś ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ņŚÉ ļö░ļź┤ļ®┤ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ-ĒÄśļØ╝ņØ┤ĒŖĖņØś 2ņāü ņĪ░ņ¦üņØä Ļ░¢ļŖö ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņŚÉņä£ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖĻ░Ć 20% ņŚÉņä£ 40% ņé¼ņØ┤ņØś ļČäņ£©ņØä Ļ░Ćņ¦ł ļĢī Ļ░Ćņן ļé«ņØĆ ĒĢŁļ│Ąļ╣äļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓░Ļ│╝ļź╝ ļ│┤ņśĆļŗż. Sung ļō▒[19]ņØĆ ļÅÖņØ╝ ĒÖöĒĢÖ ņĪ░ņä▒ņØä Ļ░¢ļŖö ņŗ£ĒÄĖņŚÉ ļīĆĒĢśņŚ¼ ļāēĻ░ü ņóģļŻī ņś©ļÅäļź╝ ļŗ¼ļ”¼ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦ü ļČäņ£©ņØä ļ│ĆĒÖöņŗ£ņ╝£ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. ĻĘĖļōżņØś Ļ▓░Ļ│╝ņŚÉ ņØśĒĢśļ®┤, Ļ│ĀĻ░ĢļÅä ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ Ļ░ĢņØś ņØĖņן Ļ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØĆ BFņÖĆ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ-ņśżņŖżĒģīļéśņØ┤ĒŖĖ(martensite-austenite, MA)ņØś ņśüĒ¢źņØä ļ░øņ£╝ļ®░ MAĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒĢŁļ│Ąļ╣äļŖö ņ¦üņäĀņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśņśĆļŗż. ņØ┤ļŖö ļ│ĆĒśĢ ņŗ£ ĒÄśļØ╝ņØ┤ĒŖĖņÖĆ MA ņé¼ņØ┤ņØś Ļ▓░ņĀĢļ”ĮĻ│ä ņŻ╝ļ│ĆņŚÉņä£ ļ¦ÄņØĆ ņ¢æņØś ņĀäņ£äĻ░Ć ņāØņä▒ļÉśļŖöļŹ░, ņØ┤ ņĀäņ£äļōżņØĆ ņØ┤ļÅÖņØ┤ ņē¼ņÜ┤ Ļ░ĆļÅÖ ņĀäņ£äļĪ£ņä£ ņĪ┤ņ×¼ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĒĢŁļ│Ąļ╣äĻ░Ć MAņÖĆ Ļ░ÖņØĆ Ļ▓ĮĒĢ£ ņāüņŚÉ ņØśĒĢ£ ņĀäņ£ä ļ░ĆļÅäņŚÉ Ēü░ ņśüĒ¢źņØä ļ░øļŖöļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. ĒĢ£ĒÄĖ Igari ļō▒ [20]ņØś ņŚ░ĻĄ¼ņŚÉ ņØśĒĢśļ®┤ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØä ņ”ØĻ░Ćņŗ£ĒéżļŖö ĒÜ©Ļ│╝ņĀüņØĖ ļ░®ļ▓Ģņ£╝ļĪ£ļŖö ĒÄśļØ╝ņØ┤ĒŖĖ ļśÉļŖö MA Ļ░ÖņØĆ Ļ▓ĮĒĢ£ ņāüņØä ļÅäņ×ģņŗ£ĒéżļŖö Ļ▓āņØ┤ ņ׳ļŗż. ņØ┤ļŖö MA ļ│ĆĒā£ ņŗ£, ļåÆņØĆ ļ│ĆĒśĢļŖźņŚÉ ĻĖ░ņŚ¼ĒĢśļŖö ņĀäņ£äļōżņØ┤ ņāØņä▒ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļØ╝Ļ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ Igari ļō▒ņØĆ ļåÆņØĆ Ļ░ĢļÅä ļ░Å ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØä Ļ░Ćņ¦ĆļŖö Ļ░Ģņ×¼ņŚÉ ņĀüĒĢ®ĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņ£╝ļĪ£ MAĻ░Ć ĒĢ©ņ£ĀļÉ£ ĒÄśļØ╝ņØ┤ĒŖĖ-ļ▓ĀņØ┤ļéśņØ┤ĒŖĖņØś 2ņāü ņĪ░ņ¦üņØä ņĀ£ņŗ£ĒĢśņśĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļŗżņ¢æĒĢ£ ņĀ£ņ¢┤ ņĢĢņŚ░ ļ░Å Ļ░ĆņåŹ ļāēĻ░ü ņĪ░Ļ▒┤ņŚÉ ņØśĒĢ┤ ņĀ£ņĪ░ļÉ£ Ļ░Ģņ×¼ņØś ļīĆĒĢśņŚ¼ ņāüņś© ņØĖņן ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢ£ Ēøä ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņØś ņśüĒ¢źņŚÉ ļīĆĒĢ┤ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż. ĻĘĖļ”╝ 5(a)ņÖĆ (b)ņŚÉ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ ļ░Å PF ļČäņ£©ņŚÉ ļö░ļźĖ ĒĢŁļ│Ąļ╣ä ļ│ĆĒÖöļź╝ ļéśĒāĆļāłļŗż. ĒĢŁļ│Ąļ╣äļŖö ĒĢŁļ│Ą Ļ░ĢļÅäļź╝ ņØĖņן Ļ░ĢļÅäļĪ£ ļéśļłł Ļ░Æņ£╝ļĪ£ ĒĢŁļ│Ąļ╣äņŚÉ ļ»Ėņ╣śļŖö ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņŚÉ ļīĆĒĢ┤ Ļ│Āņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ĒĢŁļ│Ą Ļ░ĢļÅäņÖĆ ņØĖņן Ļ░ĢļÅäļź╝ ļéśļłäņ¢┤ Ļ░ü ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ļ»ĖņäĖņĪ░ņ¦üņØś ņśüĒ¢źņŚÉ ļīĆĒĢ┤ Ļ│Āņ░░ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ Ļ░Ģņ×¼ņØś Ļ▓ĮņÜ░ ĻĘĖļ”╝ 5(a)ņŚÉ ļéśĒāĆļéĖ Ļ▓āĻ│╝ Ļ░ÖņØ┤ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ņ×æņĢäņ¦łņłśļĪØ ĒĢŁļ│Ąļ╣äĻ░Ć ņ╗żņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļāłņ¦Ćļ¦ī, ļ»ĖņäĖņĪ░ņ¦ü ļČäņ£©ņŚÉ ļö░ļźĖ Ēü░ ļ│ĆĒÖöļŖö ļ│┤ņØ┤ņ¦Ć ņĢŖņĢśļŗż(ĻĘĖļ”╝ 5(b)). ļśÉĒĢ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ ļ░Å PF ļČäņ£©ņŚÉ ļö░ļźĖ ņØæļĀź ļ│ĆĒÖöļ¤ē(ņØĖņן Ļ░ĢļÅä ŌĆō ĒĢŁļ│Ą Ļ░ĢļÅä)ņØä ļ│┤ļ®┤(ĻĘĖļ”╝ 5(c), (d) ļ░Å Ēæ£ 2), ņØæļĀź ļ│ĆĒÖöļ¤ēņØĆ PF ļČäņ£©ņŚÉ Ēü░ ņśüĒ¢źņØä ļ░øņ¦Ć ņĢŖņ¦Ćļ¦ī, Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ņ×æņØäņłśļĪØ ņØæļĀź ļ│ĆĒÖöļ¤ēņØ┤ ņ×æņĢäņ¦ÉņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖöļŹ░, ņØ┤ļŖö ņāüļīĆņĀüņ£╝ļĪ£ ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ Ļ░¢ļŖö Ļ░Ģņ×¼ņØś Ļ▓ĮņÜ░ ĒĢŁļ│Ą ņØ┤Ēøä ļåÆņØĆ Ļ░ĆĻ│ĄĻ▓ĮĒÖöĻ░Ć ņØ╝ņ¢┤ļé¼ļŗżĻ│Ā ņāØĻ░üĒĢĀ ņłś ņ׳ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ļ»ĖņäĖĒĢ┤ņ¦łņłśļĪØ ņĢäļלņØś ņל ņĢīļĀżņ¦ä ĒÖĆ ĒÄśņ╣ś(Hall-Petch) Ļ┤ĆĻ│äņŗØņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļ”Į ļ»ĖņäĖĒÖö Ļ░ĢĒÖöņŚÉ ņØśĒĢ┤ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż [41].
ņŚ¼ĻĖ░ņä£ Žā0ļŖö ĒĢŁļ│Ą Ļ░ĢļÅä, ŽāiļŖö ņĀäņ£ä ņÜ┤ļÅÖņŚÉ ļīĆĒĢ£ Ļ▓░ņĀĢ Ļ▓®ņ×ÉņØś ņĀĆĒĢŁņØä ļéśĒāĆļé┤ļŖö ļ¦łņ░░ ņØæļĀź, kļŖö Ļ▓░ņĀĢļ”ĮĻ│äņØś ņāüļīĆņĀü Ļ░ĢĒÖöņŚÉ ĻĖ░ņŚ¼ļÅäļź╝ ņĖĪņĀĢĒĢśļŖö ņĀĆņ¦Ć Ļ│äņłś, DļŖö Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ļéśĒāĆļéĖļŗż. ĒĢśņ¦Ćļ¦ī Ļ▓░ņĀĢļ”Į ļ»ĖņäĖĒÖöņŚÉ ņØśĒĢ┤ ņØĖņן Ļ░ĢļÅä ņŚŁņŗ£ ņ”ØĻ░ĆĒĢ£ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŖöļŹ░, ņŗżņĀ£ļĪ£ Ļ▓░ņĀĢļ”Į ļ»ĖņäĖĒÖöņŚÉ ņØśĒĢ┤ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć ņØĖņן Ļ░ĢļÅäļ│┤ļŗż ļŹö Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĒĢŁļ│Ąļ╣äļź╝ ņ”ØĻ░Ćņŗ£Ēé©ļŗż. ņØ┤ļź╝ ļ»ĖņäĖņĪ░ņ¦üņĀüņ£╝ļĪ£ ņāØĻ░üĒĢ┤ļ│┤ļ®┤, ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ░ĢļÅäļŖö ņĀäņ£äņØś ņøĆņ¦üņ×äņŚÉ ņØśĒĢ┤ ņäżļ¬ģļÉĀ ņłś ņ׳ņ£╝ļ®░ ņĀäņ£äņØś ņŖ¼ļ”ĮņØ┤ ņ¢ĄņĀ£ļÉśļ®┤ Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ļŗż. ļö░ļØ╝ņä£ Ļ▓░ņĀĢļ”ĮņØ┤ ļ»ĖņäĖĒÖöļÉśņŚłņØä Ļ▓ĮņÜ░ ņ”ØĻ░ĆļÉ£ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ņØśĒĢ┤ ņĀäņ£äņØś ņŖ¼ļ”ĮņØ┤ ņ¢ĄņĀ£ļÉśņ¢┤ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ļŗż. ĒĢśņ¦Ćļ¦ī ĒĢŁļ│Ą ņØ┤Ēøä ņĀäņ£ä ļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā, ņĀäņ£äļōżņØ┤ Ļ▓░ņĀĢļ”ĮĻ│ä, ņäØņČ£ļ¼╝ļōżņØś ņןņĢĀļ¼╝ņŚÉ ņ¦æņĀü(pile up)ļÉśņ¢┤ ņŚŁ ņØæļĀź(back stress)ņØ┤ ļ░£ņāØĒĢśļŖöļŹ░, ņØ┤ ņŚŁ ņØæļĀźņØ┤ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņØś ņŻ╝ļÉ£ ĻĖ░ĻĄ¼ļĪ£ ļ│┤Ļ│ĀļÉ£ļŗż [41]. ļśÉĒĢ£ ņ¦æņĀüļÉśļŖö ņĀäņ£äņØś ņłśļŖö Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ņŚÉ ņśüĒ¢źņØä ļ░øļŖöļŹ░, ņĀäņ£äņøÉņØ┤ ņ¦üĻ▓Į DņØĖ Ļ▓░ņĀĢļ”ĮņØ┤ ņżæņŗ¼ņŚÉ ļåōņŚ¼ņ׳ņØä ļĢī ņ¦æņĀüļÉ£ ņĀäņ£äņØś ņłśļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż [41].
ņŚ¼ĻĖ░ņä£ nņØĆ ņ¦æņĀüļÉ£ ņĀäņ£äņØś ņłś, kļŖö 1ņŚÉ Ļ░ĆĻ╣īņÜ┤ ņāüņłś, ŽäsļŖö ņŖ¼ļ”Įļ®┤ņŚÉņä£ņØś ĒÅēĻĘĀ ļČäĒĢ┤ ņĀäļŗ© ņØæļĀź, DļŖö Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░, GļŖö Ļ░Ģņä▒ļźĀ, bļŖö ļ▓äĻ▒░ņŖż(Burgers) ļ▓ĪĒä░ņØ┤ļŗż. ņ£ä ņŗØņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤ ņ¦æņĀüļÉ£ ņĀäņ£äņØś ņłśļŖö Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ņŚÉ ļ╣äļĪĆĒĢ£ļŗżĻ│Ā ņāØĻ░üĒĢĀ ņłś ņ׳ļŗż. ņ”ē Ļ▓░ņĀĢļ”Į ļ»ĖņäĖĒÖöņŚÉ ņØśĒĢ┤ ņ¦æņĀüļÉ£ ņĀäņ£äņØś ņłśĻ░Ć Ļ░ÉņåīļÉśĻ│Ā ņØ┤ļĪ£ ņØĖĒĢ┤ ņŚŁ ņØæļĀźņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņ×æņĢä Ļ░ĆĻ│ĄĻ▓ĮĒÖöĻ░Ć ņĀüĻ▓ī ņØ╝ņ¢┤ļé£ļŗżĻ│Ā ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ Ļ▓░ņĀĢļ”ĮņØ┤ ļ»ĖņäĖĒĢ┤ņ¦łņłśļĪØ ĒĢŁļ│Ąļ╣äĻ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓░Ļ│╝ļŖö, Ēāäņä▒ ļ│ĆĒśĢ ņśüņŚŁ(elastic deformation region)ņŚÉņä£ņØś Ļ▓░ņĀĢļ”Į ļ»ĖņäĖĒÖöņŚÉ ņØśĒĢ£ Ēü░ ĒĢŁļ│Ą Ļ░ĢļÅä ņ”ØĻ░ĆņÖĆ ļÅÖņŗ£ņŚÉ ņåīņä▒ ļ│ĆĒśĢ ĻĄ¼Ļ░ä(plastic deformation region)ņŚÉņä£ņØś ņāüļīĆņĀüņ£╝ļĪ£ ņĀüņØĆ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņŚÉ ņØśĒĢ£ Ļ▓āņ£╝ļĪ£ ņØ┤ĒĢ┤ļÉĀ ņłś ņ׳ļŗż.
4.2 ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņÖĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØś ņāüĻ┤ĆĻ┤ĆĻ│ä
ĒĢ£ĒÄĖ ņĄ£ĻĘ╝ ĒĢŁļ│Ąļ╣äņÖĆ ļŹöļČłņ¢┤ Ļ│Āļ│ĆĒśĢļŖź ĒŖ╣ņä▒ņ£╝ļĪ£ ņÜöĻĄ¼ļÉśļŖö ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ļśÉĒĢ£ ļ»ĖņäĖņĪ░ņ¦ü ņØĖņ×ÉņŚÉ ņØśņĪ┤ĒĢ£ļŗż. ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØś Ļ▓ĮņÜ░ ņØæļĀź(stress) Ļ░£ļģÉņØĖ ĒĢŁļ│Ąļ╣äņÖĆļŖö ļŗ¼ļ”¼ ļ│ĆĒśĢļźĀ(strain) ņĖĪļ®┤ņŚÉņä£ ņāØĻ░üĒĢĀ ņłś ņ׳ļŗż. ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØĆ ĒĢŁļ│Ą ņØ┤Ēøä ļäżĒé╣ņØ┤ ļ░£ņāØĒĢśĻĖ░ ņĀäĻ╣īņ¦Ć ņŗ£ĒÄĖņØ┤ ĻĘĀņØ╝ĒĢśĻ▓ī ņŚ░ņŗĀļÉśļŖö ĻĄ¼Ļ░äņ£╝ļĪ£, ņŗ£ĒÄĖ ņĀäņ▓┤ņŚÉņä£ ņĀäņ£äņØś ņŖ¼ļ”ĮņØ┤ ĒÅŁļäōĻ▓ī ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖö Ļ▓ĮņÜ░ ļåÆņØĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ĒŖ╣ņä▒ņØä ļéśĒāĆļéĖļŗżĻ│Ā ņāØĻ░üĒĢĀ ņłś ņ׳ļŗż. ņĀäņ£äņØś ņŖ¼ļ”ĮņØĆ Ļ▓░ņĀĢļ”ĮĻ│ä, ņäØņČ£ļ¼╝, Ļ│ĀņÜ® ņøÉņ×É ļō▒Ļ│╝ Ļ░ÖņØĆ ņןņĢĀļ¼╝ņŚÉ ņØśĒĢ┤ ņ¢ĄņĀ£ļÉĀ ņłś ņ׳Ļ│Ā ņĀäņ£äļōż Ļ░äņØś ņāüĒśĖņ×æņÜ®ņŚÉ ņØśĒĢ┤ņä£ļÅä ņ¢ĄņĀ£Ļ░Ć Ļ░ĆļŖźĒĢ£ Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż [41]. ļö░ļØ╝ņä£ ļåÆņØĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ļ▓░ņĀĢļ”Į ļé┤ņŚÉņä£ ņøÉĒÖ£ĒĢ£ ņĀäņ£äņØś ņŖ¼ļ”Į ļČäņ£äĻĖ░ļź╝ ĒśĢņä▒ĒĢśļŖö Ļ▓āņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢśļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż.
Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ ļ░Å PF ļČäņ£©ņŚÉ ļö░ļźĖ ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ļ│ĆĒÖöļź╝ ļéśĒāĆļéĖ ĻĘĖļ”╝ 5(e) ļ░Å (f)ļź╝ ļ│┤ļ®┤, Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ļ»ĖņäĖĒĢ┤ņ¦łņłśļĪØ, PF ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØ┤ ņ”ØĻ░ĆĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ Ļ░Ģņ×¼ļōżņØś Ļ▓ĮņÜ░ ĒÖöĒĢÖ ņĪ░ņä▒ņØ┤ ļÅÖņØ╝ĒĢśņ¦Ćļ¦ī, ņĀ£ņĪ░ Ļ│ĄņĀĢņŚÉ ļö░ļØ╝ ļŗżļźĖ ļ»ĖņäĖņĪ░ņ¦ü ļČäņ£©ņØä Ļ░¢ĻĖ░ ļĢīļ¼ĖņŚÉ, ņĢ×ņĀłņŚÉņä£ ņäżļ¬ģĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ Ļ▓░ņĀĢļ”Į ļ»ĖņäĖĒÖöņŚÉ ņØśĒĢ£ ĒĢĄ ņāØņä▒ņ▓ś ņ”ØĻ░ĆĻ░Ć ļ»ĖņäĖņĪ░ņ¦ü ļČäņ£©ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż. ļö░ļØ╝ņä£ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņŚÉ ļ»Ėņ╣śļŖö Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ ļ░Å PF ļČäņ£©ņØś ņśüĒ¢źņØĆ ļÅÖņŗ£ņŚÉ Ļ┤ĆļĀ© ņ¦Ćņ¢┤ ņāØĻ░üĒĢĀ ņłś ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ļ▓░ņĀĢļ”ĮņØ┤ ļ»ĖņäĖĒĢ£ Ļ░Ģņ×¼ļōż(A, D ļ░Å F Ļ░Ģ)ņØś Ļ▓ĮņÜ░ ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņØĆ PF ļČäņ£©ņØä ļéśĒāĆļéĖļŗż. ļśÉĒĢ£ ņĀ£ņ¢┤ ņĢĢņŚ░ ļ░Å Ļ░ĆņåŹ ļāēĻ░üņŚÉ ņØśĒĢ┤ ņĀ£ņĪ░ļÉśļŖö API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņØś Ļ▓ĮņÜ░ PF ņØ┤ņÖĖņŚÉ AF, GB ļ░Å BFņÖĆ Ļ░ÖņØĆ ļ│Ąņ×ĪĒĢ£ ņĀĆņś© ļ│ĆĒā£ņĪ░ņ¦üļōżņØ┤ ņĪ┤ņ×¼ĒĢśļŖöļŹ░, ņØ┤ļ¤¼ĒĢ£ ņĪ░ņ¦üļōżņØś Ļ▓ĮņÜ░ ļé┤ļČĆņŚÉ Ļ▓ĮĒĢ£ 2 ņ░©ņāü ļ░Å ļåÆņØĆ ņĀäņ£ä ļ░ĆļÅäļĪ£ ņØĖĒĢ┤ PF ņāüĻ│╝ ļ╣äĻĄÉĒĢśņŚ¼ ļé«ņØĆ ņĀäņ£äņØś ņŖ¼ļ”Į Ļ▒░ļÅÖņØä ļéśĒāĆļéĖļŗż [35,40]. ņ”ē Ļ▓░ņĀĢļ”ĮņØ┤ ļ»ĖņäĖĒĢ£ Ļ░Ģņ×¼ļōżņØĆ ņĀäņ£äņØś ņŖ¼ļ”ĮņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņøÉĒÖ£Ē׳ ņØ╝ņ¢┤ļéśļŖö PF ļČäņ£©ņØ┤ ļ¦ÄņĢä ņåīņä▒ ļČłņĢłņĀĢņä▒ņØä ņĢ╝ĻĖ░ņŗ£ĒéżļŖö ņĀäņ£ä ņ¦æņĀüņŚÉ ņØśĒĢ£ ļäżĒé╣ņØä Ļ░Éņåīņŗ£ĒéżĻĖ░ ļĢīļ¼ĖņŚÉ ļåÆņØĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ĒŖ╣ņä▒ņØä ļéśĒāĆļéĖļŗżĻ│Ā ļ│╝ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ņĀĆĒĢŁļ│Ąļ╣ä ļ░Å ļåÆņØĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØś Ļ│Āļ│ĆĒśĢļŖź ĒŖ╣ņä▒ņØä ļÅÖņŗ£ņŚÉ Ļ░¢ļŖö API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ļź╝ Ļ░£ļ░£ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ņāüļīĆņĀüņ£╝ļĪ£ ņĪ░ļīĆĒĢśĻ▓ī ņĀ£ņĪ░ĒĢśĻ│Ā ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”Įņ£╝ļĪ£ ņØĖĒĢ£ ļČĆņĪ▒ĒĢ£ Ļ░ĢļÅä ĒŖ╣ņä▒ņØĆ Ļ│ĀņÜ® Ļ░ĢĒÖö ļ░Å ņäØņČ£ Ļ░ĢĒÖöņÖĆ Ļ░ÖņØĆ ļŗżļźĖ Ļ░ĢĒÖö ĻĖ░ĻĄ¼ņŚÉ ņØśĒĢ┤ ļ¦īņĪ▒ņŗ£ņ╝£ņĢ╝ ĒĢ©ņØä ņĢī ņłś ņ׳ļŗż.
4.3 ĒĢŁļ│Ąļ╣ä, ĻĘĀņØ╝ ņŚ░ņŗĀņ£©, Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśņØś ņāüĻ┤ĆĻ┤ĆĻ│ä
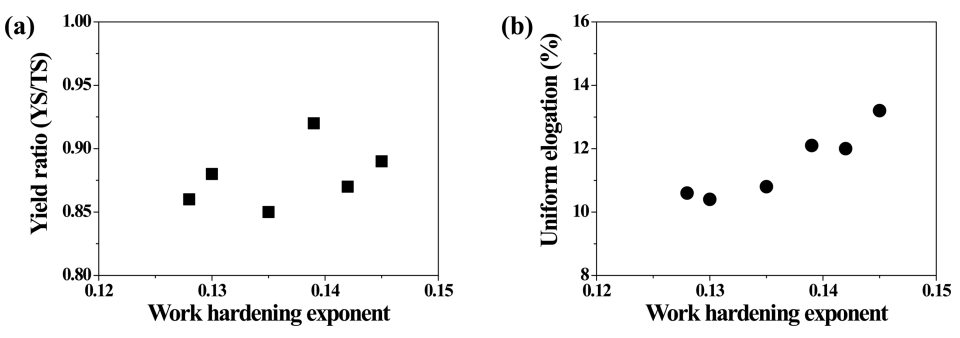
ļŗżņ¢æĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ░¢ļŖö API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņØś ĒĢŁļ│Ąļ╣ä ļ░Å ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ĒŖ╣ņä▒ņØĆ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśņÖĆ ļ░ĆņĀæĒĢ£ Ļ┤ĆĻ│äĻ░Ć ņ׳ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŖöļŹ░, Ji ļō▒[21]ņØĆ Ļ│ĀĻ░ĢļÅä ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņŚÉņä£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśļŖö ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ļ░Å ĒĢŁļ│Ąļ╣äņŚÉ ņśüĒ¢źņØä ņŻ╝ļ®░ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ĒĢŁļ│Ąļ╣äĻ░Ć ļé«ņĢäņ¦äļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśĻ│Ā ņ׳ļŗż. Schwinn ļō▒[22]ņØĆ X100 ĻĖēņØś ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņŚÉ ļīĆĒĢśņŚ¼ Ļ│Āļ│ĆĒśĢļźĀ ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢ£ Ļ▓░Ļ│╝, ĒĢŁļ│Ąļ╣äĻ░Ć ļé«ņĢäņ¦łņłśļĪØ ļåÆņØĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ĒŖ╣ņä▒ņØä Ļ░¢ļŖö ļ░śļ╣äļĪĆ Ļ┤ĆĻ│äĻ░Ć ņä▒ļ”ĮĒĢ£ļŗżĻ│Ā ņäżļ¬ģĒĢśĻ│Ā ņ׳ļŗż. ĻĘĖļ¤¼ļéś ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņØś Ļ▓ĮņÜ░, Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ĒĢŁļ│Ąļ╣ä ļ░Å ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż(ĻĘĖļ”╝ 6). Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśļŖö ņÖĖļČĆ ņØæļĀźņŚÉ ņØśĒĢ┤ Ļ░ĆĻ│ĄļÉ£ ņ×¼ļŻīņØś Ļ░Ģņä▒ņØ┤ ņ”ØĻ░ĆĒĢśļŖö ņĀĢļÅäļź╝ ļéśĒāĆļé┤ļŖö ņ¦ĆņłśļĪ£, ņØ┤ļŖö ĒĢŁļ│Ą ņØ┤Ēøä ĻĘĀņØ╝ ļ│ĆĒśĢ ņśüņŚŁņŚÉņä£ ņØæļĀź-ļ│ĆĒśĢļźĀ Ļ│ĪņäĀņØś ĻĖ░ņÜĖĻĖ░ļĪ£ Ēæ£ĒśäļÉ£ļŗż. ņ”ē, Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśļŖö ņØæļĀźĻ│╝ ļ│ĆĒśĢļźĀņØ┤ ļÅÖņŗ£ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ░Æņ£╝ļĪ£, ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņØś ņśüĒ¢źņØä ļ│┤ļŗż ņ▓┤Ļ│äņĀüņ£╝ļĪ£ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ĒĢŁļ│Ąļ╣äņÖĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØä ņØæļĀź ļ░Å ļ│ĆĒśĢļźĀ Ļ┤ĆņĀÉņŚÉņä£ ļČäļ”¼ĒĢśņŚ¼ Ļ│Āņ░░ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż.
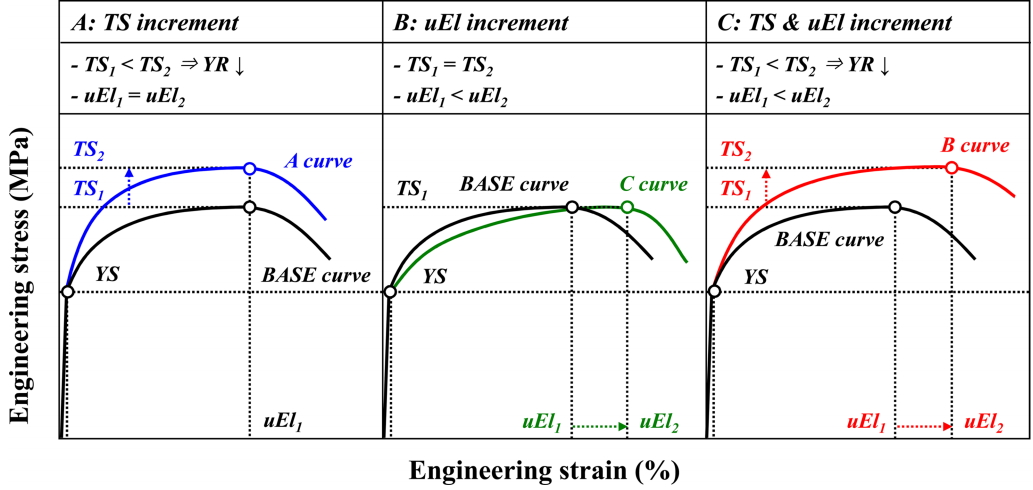
ņØæļĀźĻ│╝ ļ│ĆĒśĢļźĀ ļ│ĆĒÖöņŚÉ ļö░ļØ╝ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśņÖĆ ĒĢŁļ│Ąļ╣ä ļ░Å ĻĘĀņØ╝ ņŚ░ņŗĀņ£© Ļ░äņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ĻĘĖļ”╝ 7ņŚÉ ļÅäņŗØņĀüņ£╝ļĪ£ ļéśĒāĆļāłļŗż. ļ©╝ņĀĆ A ĒśĢĒā£ņ▓śļ¤╝ ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ļ│ĆĒÖö ņŚåņØ┤ ņØĖņן Ļ░ĢļÅäļ¦ī ņ”ØĻ░ĆĒĢĀ Ļ▓ĮņÜ░ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ĒĢŁļ│Ąļ╣äĻ░Ć Ļ░ÉņåīĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśņÖĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØĆ ņāüĻ┤ĆĻ┤ĆĻ│äĻ░Ć ņŚåļŗżĻ│Ā ņāØĻ░üļÉĀ ņłś ņ׳ļŗż. ļŗżņØīņ£╝ļĪ£ B ĒśĢĒā£ņ▓śļ¤╝ Ļ░ĢļÅä ļ│ĆĒÖö ņŚåņØ┤ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØ┤ ņ”ØĻ░ĆĒĢ£ Ļ▓ĮņÜ░, A ĒśĢĒā£ņÖĆļŖö ļ░śļīĆļĪ£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśņŚÉ ļö░ļØ╝ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØĆ ļ│ĆĒĢśņ¦Ćļ¦ī, ĒĢŁļ│Ąļ╣äņŚÉ ņśüĒ¢źņØä ņŻ╝ņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ņāØĻ░üĒĢĀ ņłś ņ׳ļŗż. ņäĖļ▓łņ¦ĖļĪ£ C ĒśĢĒā£ņÖĆ Ļ░ÖņØ┤ ņØĖņן Ļ░ĢļÅäņÖĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØ┤ ļ¬©ļæÉ ļ│ĆĒÖöĒĢśļŖö Ļ▓ĮņÜ░ Ļ│ĪņäĀņØś ĻĖ░ņÜĖĻĖ░ ĒśĢĒā£ņŚÉ ļö░ļØ╝ ĒĢŁļ│Ąļ╣äņÖĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņŚÉ ļ»Ėņ╣śļŖö Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśņØś ņśüĒ¢źņØ┤ ļŗżļź┤Ļ▓ī ļéśĒāĆļé£ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ĒĢŁļ│Ąļ╣ä, ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ļ░Å Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉļŖö ņä£ļĪ£ ļŗżļź┤ļ®░, Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśļŖö ņØæļĀźĻ│╝ ļ│ĆĒśĢļźĀ ļ│ĆĒÖöņŚÉ ļÅÖņŗ£ņŚÉ ņØśņĪ┤ĒĢśļŖö ĒŖ╣ņä▒ Ļ░Æņ£╝ļĪ£ ĒĢŁļ│Ąļ╣ä, ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ļ░Å Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦Ćņłś ņé¼ņØ┤ņŚÉļŖö ņØ╝ļ░śņĀüņØĖ ņāüĻ┤ĆĻ┤ĆĻ│äĻ░Ć ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖņØīņØä ņĢī ņłś ņ׳ļŗż. Ēśäņ×¼Ļ╣īņ¦Ć ļ│┤Ļ│ĀļÉ£ API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ļōżĻ│╝ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ Ļ░Ģņ×¼ļōżņŚÉ ļīĆĒĢśņŚ¼ ĒĢŁļ│Ąļ╣äņÖĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļ╣äĻĄÉĒĢ£ ĻĘĖļ”╝ 8 ĻĘĖļלĒöäļź╝ ļ│┤ļ®┤[9-14,42-44], ĒĢŁļ│Ąļ╣äņÖĆ ĻĘĀņØ╝ ņŚ░ņŗĀņ£© Ļ░äņŚÉļŖö ļ╣äļĪĆĻ┤ĆĻ│äĻ░Ć ņä▒ļ”ĮĒĢśņ¦Ć ņĢŖņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
5. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö TMCPņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ļŗżņ¢æĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ░¢ļŖö API ļØ╝ņØĖĒīīņØ┤Ēöä Ļ░Ģņ×¼ņŚÉ ļīĆĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×Éļź╝ ņĀĢļ¤ēņĀüņ£╝ļĪ£ ņĖĪņĀĢĒĢśĻ│Ā, ņØĖņן ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢ£ Ēøä ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ņØĖņן ĒŖ╣ņä▒ Ļ░äņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ Ļ│Āņ░░ĒĢśņŚ¼ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
(1) ĒĢŁļ│Ą Ļ░ĢļÅäļŖö Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü ļČäņ£©Ļ│╝ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ņŚÉ ļÅÖņŗ£ņŚÉ ņØśņĪ┤ĒĢśļŖöļŹ░, Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ļ»ĖņäĖĒĢśĻ▒░ļéś Ļ▓ĮĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØś ļČäņ£©ņØ┤ ļåÆņØäņłśļĪØ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć ņØ╝ļ░śņĀüņ£╝ļĪ£ Ēü¼ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņĪ░ļÉ£ D Ļ░ĢņØĆ ļŗżļźĖ Ļ░ĢņŚÉ ļ╣äĒĢ┤ ņŚ░ĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØĖ PF ļČäņ£©ņØ┤ ļŗżņåī ļåÆņ¦Ćļ¦ī, Ļ░Ćņן ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”Įņ£╝ļĪ£ ņØĖĒĢ┤ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć Ļ░Ćņן ļåÆņĢśļŗż.
(2) ĒĢŁļ│Ąļ╣äņŚÉ ļ»Ėņ╣śļŖö ļ»ĖņäĖņĪ░ņ¦üņØś ņśüĒ¢źņŚÉ ļīĆĒĢ┤ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ņ×æņĢäņ¦łņłśļĪØ ĒĢŁļ│Ąļ╣äĻ░Ć ļīĆņ▓┤ļĪ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņØ┤ļŖö Ļ▓░ņĀĢļ”Į ļ»ĖņäĖĒÖöņŚÉ ņØśĒĢ£ ĒĢŁļ│Ą Ļ░ĢļÅä ņ”ØĻ░ĆņÖĆ ņĀäņ£ä ņ¦æņĀüņŚÉ ņØśĒĢ£ Ļ░ĆĻ│ĄĻ▓ĮĒÖö Ļ░ÉņåīļĪ£ ņäżļ¬ģļÉĀ ņłś ņ׳ņŚłļŗż.
(3) ĒĢŁļ│Ąļ╣äņÖĆ ĒĢ©Ļ╗ś Ļ│Āļ│ĆĒśĢļŖź ĒŖ╣ņä▒ņ£╝ļĪ£ ņÜöĻĄ¼ļÉśļŖö ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØś Ļ▓ĮņÜ░ PF ļČäņ£©ņØ┤ ļåÆņØäņłśļĪØ ĻĘĀņØ╝ ņŚ░ņŗĀņ£©ņØ┤ ņ”ØĻ░ĆĒĢśņśĆļŖöļŹ░, ņØ┤ļŖö ņĀäņ£ä ņŖ¼ļ”ĮņØ┤ ņÜ®ņØ┤ĒĢ£ PF ļČäņ£© ņ”ØĻ░ĆĻ░Ć ņåīņä▒ ļČłņĢłņĀĢņä▒ņØä ņĢ╝ĻĖ░ņŗ£ĒéżļŖö ņĀäņ£ä ņ¦æņĀüņŚÉ ņØśĒĢ£ ļäżĒé╣ņØä Ļ░Éņåīņŗ£ĒéżĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż.
(4) Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ĒĢŁļ│Ąļ╣ä, ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ļ░Å Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśņŚÉ ļ»Ėņ╣śļŖö ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉļŖö ņä£ļĪ£ ļŗżļź┤ļ®░, Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśļŖö ņØæļĀźĻ│╝ ļ│ĆĒśĢļźĀ ļ│ĆĒÖöņŚÉ ļÅÖņŗ£ņŚÉ ņØśņĪ┤ĒĢśļŖö ĒŖ╣ņä▒ Ļ░Æņ£╝ļĪ£ ĒĢŁļ│Ąļ╣ä, ĻĘĀņØ╝ ņŚ░ņŗĀņ£© ļ░Å Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦Ćņłś ņé¼ņØ┤ņŚÉļŖö ņØ╝ļ░śņĀüņØĖ ņāüĻ┤ĆĻ┤ĆĻ│äĻ░Ć ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖņĢśļŗż.