1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ ņĀä ņäĖĻ│äņĀüņ£╝ļĪ£ ņŚÉļäłņ¦Ć ļ░Å ĒÖśĻ▓Įļ¼ĖņĀ£Ļ░Ć ņŻ╝ļ¬® ļ░øņ£╝ļ®┤ņä£ ņ×ÉļÅÖņ░©ņØś Ļ▓Įļ¤ēĒÖöļź╝ ĒåĄĒĢ£ ņŚ░ļ╣ä Ē¢źņāüņØä ņ£äĒĢ┤ ņĢīļŻ©ļ»ĖļŖä, ļ¦łĻĘĖļäżņŖś ļō▒Ļ│╝ Ļ░ÖņØĆ Ļ▓Įļ¤ē ņåīņ×¼ļź╝ ņ×ÉļÅÖņ░© ņé░ņŚģņŚÉ ņĀüņÜ®ĒĢśļŖö ņŚ░ĻĄ¼ Ļ░£ļ░£ņØ┤ ĒÖ£ļ░£Ē׳ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. ņØ┤ ņżæ ļ¦łĻĘĖļäżņŖśņØĆ ļ╣äņżæņØ┤ ļé«ņĢä Ļ▓Įļ¤ēĒÖö ĒÜ©Ļ│╝Ļ░Ć Ēü¼Ļ│Ā ļåÆņØĆ ļ╣äĻ░ĢļÅä, ĻĖ░Ļ│ä Ļ░ĆĻ│Ąņä▒, ņ╣śņłś ņĢłņĀĢņä▒, ņ¦äļÅÖ ĒØĪņłśņä▒, ļé┤ņŗØņä▒ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¢┤ ņ×ÉļÅÖņ░©ņÜ® ņåīņ×¼ļĪ£ Ēü¼Ļ▓ī ņŻ╝ļ¬® ļ░øĻ│Ā ņ׳ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ░©ļ¤ēņÜ® ļČĆņ×¼ņŚÉ ņé¼ņÜ®ļÉśļŖö Mg ĒĢ®ĻĖłņØĆ ļīĆļČĆļČä ļŗżņØ┤ņ║ÉņŖżĒīģ (Die casting)ņØä ņØ┤ņÜ®ĒĢ£ ņŻ╝ņĪ░ņ×¼ļź╝ ņé¼ņÜ®ĒĢśņ¦Ćļ¦ī ĻĄ¼ņĪ░ņÜ® ņåīņ×¼ļĪ£ņŹ© ņÜöĻĄ¼ļÉśļŖö ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØś ĒĢ£Ļ│äļĪ£ ņØĖĒĢśņŚ¼ ņĀüņÜ® ļ▓öņ£äĻ░Ć ņĀ£ĒĢ£ņĀüņØ┤ļ»ĆļĪ£ Ēü░ ĒĢśņżæņØ┤ ņ×æņÜ®ĒĢśļŖö ņ░©ļ¤ē ĻĄ¼ņĪ░ņ×¼ņŚÉļŖö ņŻ╝ņĪ░ņ×¼ņŚÉ ļ╣äĒĢ┤ ļé┤ĻĄ¼ņä▒, Ļ░ĢļÅä ņĖĪļ®┤ņŚÉņä£ ņØ┤ņĀÉņØ┤ ņ׳ļŖö Ļ░ĆĻ│Ąņ×¼ļź╝ ņĀüņÜ®ĒĢśļĀżļŖö ņŗ£ļÅäĻ░Ć ņØ┤ļŻ©ņ¢┤ ņ¦ĆĻ│Ā ņ׳ļŗż [1,2]. ĒĢśņ¦Ćļ¦ī ņĪ░ļ░Ć ņ£Īļ░®ņĀĢĻ▓░ņĀĢĻĄ¼ņĪ░(HCP)ņØś ļ¦łĻĘĖļäżņŖś ĒĢ®ĻĖłņØĆ ņāüņś©ņŚÉņä£ ņ×æņÜ®ĒĢśļŖö ĻĖ░ņĀĆ ļ®┤ ņŖ¼ļ”ĮĻ│äņØś ņłśĻ░Ć ņĀ£ĒĢ£ņĀüņØ┤Ļ│Ā ļ╣äĻĖ░ņĀĆ ņŖ¼ļ”Įļ®┤ņØś ņ×äĻ│äļČäĒĢ┤ņĀäļŗ©ņØæļĀź (critical resolved shear stress, CRSS)ņØ┤ ĻĖ░ņĀĆ ļ®┤ ņŖ¼ļ”Įļ│┤ļŗż Ēü¼ĻĖ░ ļĢīļ¼ĖņŚÉ ņŖ¼ļ”Į Ļ│äĻ░Ć ĒÖ£ņä▒ĒÖöļÉśĻĖ░ ņ¢┤ļĀżņøī ņä▒ĒśĢņä▒ņØ┤ ļéśņüśļŗż. ļśÉĒĢ£ ņĢĢņŚ░ļÉ£ ļ¦łĻĘĖļäżņŖś ĒĢ®ĻĖłņØĆ ņ┤łĻĖ░ņŚÉ ņĢĢņŚ░ ļ®┤Ļ│╝ ĒÅēĒśĢĒĢ£ ļ░®Ē¢źņ£╝ļĪ£ (0001) ĻĖ░ņĀĆ ļ®┤ ņ¦æĒĢ®ņĪ░ņ¦üņØ┤ ļ░£ļŗ¼ļÉśņ¢┤ ĻĖ░ņĀĆ ļ®┤<a>ņŖ¼ļ”ĮņØś ĻĄ¼ļÅÖņØ┤ ņĀ£ĒĢ£ļÉśļ»ĆļĪ£ ņāüņś©ļ│ĆĒśĢņŚÉņä£ļŖö ņīŹņĀĢņŚÉ ņØśņĪ┤ĒĢśņŚ¼ ļ│ĆĒśĢņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦äļŗż [3]. ņØ┤ ļĢīļ¼ĖņŚÉ ļ¦łĻĘĖļäżņŖś ĒĢ®ĻĖłņØś ņä▒ĒśĢņä▒ņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ£ ĻĖ░ņĪ┤ ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņś©ļÅä, Ļ░ĆĻ│Ąļ░®Ē¢ź, Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░, ļ│ĆĒśĢļźĀ ņåŹļÅä, Li, YĻ│╝ Ļ░ÖņØĆ ĒؼĒåĀļźś ĻĖłņåŹ ņ▓©Ļ░Ć ļō▒ņØś ļŗżņ¢æĒĢ£ ļ│Ćņłśļź╝ Ļ│ĀļĀżĒĢśņŚ¼ ĻĖ░Ļ│äņĀü Ļ▒░ļÅÖ ļ░Å ĒśĢņä▒ļÉ£ ņ¦æĒĢ®ņĪ░ņ¦üņŚÉ ļö░ļźĖ ņŖ¼ļ”Į, ņīŹņĀĢ Ļ▒░ļÅÖņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņłśĒ¢ēļÉśņ¢┤ ņÖöļŗż [4,5]. ņØ┤ņżæ ņŖ¼ļ”Į ļ│ĆĒśĢĻ│╝ Ļ┤ĆļĀ©ĒĢśņŚ¼ ļ╣äĻĖ░ņĀĆ ļ®┤ ņŖ¼ļ”Į ĒÖ£ņä▒ĒÖöņÖĆ Ļ┤ĆļĀ©ļÉ£ ņś©ļÅä ļ░Å Ļ░ĆĻ│Ą ļ░®Ē¢źņØś ņśüĒ¢źņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļŖö Mg ĒĢ®ĻĖłņŚÉņä£ ļ¦żņÜ░ ņżæņÜöĒĢśĻ▓ī ļŗżļżäņ¦ĆĻ│Ā ņ׳ņ£╝ļéś [6,7] ļ│ĆĒśĢļźĀ ņåŹļÅäņÖĆ Ļ┤ĆļĀ©ļÉ£ ņŚ░ĻĄ¼ļŖö ņāüļīĆņĀüņ£╝ļĪ£ ņĀüņØĆ ĒÄĖņØ┤ļŗż. Ēśäņ×¼Ļ╣īņ¦Ć ļ│ĆĒśĢļźĀ ņåŹļÅäņØś ņśüĒ¢źņØä Ļ│ĀļĀżĒĢ£ Mg ĒĢ®ĻĖłņØś ļ│ĆĒśĢ Ļ▒░ļÅÖņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļōżņØĆ Ļ│Āļ│ĆĒśĢļźĀ ņåŹļÅä ņśüņŚŁņØĖ 1000 s-1 ņØ┤ņāüņØś ļ│ĆĒśĢļźĀ ņåŹļÅä ņĪ░Ļ▒┤ņØ┤ļéś ļśÉļŖö 1 s-1 ņØ┤ĒĢśņØś ņżĆņĀĢņĀü ļ│ĆĒśĢļźĀ ņåŹļÅä ņśüņŚŁņŚÉņä£ ņØĖņן ļ░Å ņĢĢņČĢņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņŚ¼ ņ¦æĒĢ® ņĪ░ņ¦ü ļ░Å ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖöņÖĆ Ļ┤ĆļĀ©ļÉ£ ņŚ░ĻĄ¼ļōżņØ┤ ņŻ╝ļĪ£ ņłśĒ¢ēļÉśņ¢┤ ņÖöļŗż [8,9]. ĒĢśņ¦Ćļ¦ī ļ¦łĻĘĖļäżņŖśņØä ņä▒ĒśĢĒĢĀ ļĢīļéś ņ×ÉļÅÖņ░© ļČĆņ×¼ļĪ£ ņé¼ņÜ®ļÉśļ®┤ņä£ ņČ®ļÅī ņŗ£ Ļ▓¬ļŖö ļ│ĆĒśĢļźĀ ņåŹļÅäļŖö ņĢĮ 1~ņłś ļ░▒ s-1 ņĀĢļÅä ņé¼ņØ┤ņØ┤ļ®░ ņØ┤ņÖĆ Ļ┤ĆļĀ©ļÉ£ ņżæ ļ│ĆĒśĢļźĀ ņåŹļÅä ņśüņŚŁņŚÉņä£ ņåīņ×¼ņØś ļ»Ėņŗ£ņĀü ļ│ĆĒśĢ Ļ▒░ļÅÖ ļČäņäØņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļŖö ļ»Ėļ╣äĒĢ£ ņāüĒā£ņØ┤ļŗż. ļö░ļØ╝ņä£ ņŗżņĀ£ ļ¦łĻĘĖļäżņŖś ĒĢ®ĻĖłņØś ļČĆņ×¼Ļ░Ć Ļ▓¬ļŖö ņżæ ļ│ĆĒśĢļźĀ ņåŹļÅä ņśüņŚŁņŚÉņä£ņØś ļ│ĆĒśĢ Ļ▒░ļÅÖņŚÉ ļīĆĒĢ£ ļ»Ėņŗ£ņĀü ļČäņäØņØä ĒåĄĒĢ┤ ņĀĢĒÖĢĒĢśĻ│Ā ĒÜ©Ļ│╝ņĀüņØĖ ņä▒ĒśĢņä▒ Ē¢źņāü ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņżæ ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉņä£ ņØĖņןņŗ£ĒŚśņØ┤ Ļ░ĆļŖźĒĢ£ Ļ│ĀņåŹņØĖņןņŗ£ĒŚśĻĖ░ (Servo-hydraulic high-speed tensile test machine, Instron VHS-65/80-25)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ AZ31 Mg ĒĢ®ĻĖłņØś ņżæ ļ│ĆĒśĢļźĀ ņåŹļÅä ņśüņŚŁņŚÉņä£ņØś ļ│ĆĒśĢ Ļ▒░ļÅÖņØä Ļ┤Ćņ░░ĒĢśĻ│Ā ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļźĖ ļ│ĆĒśĢ Ļ▒░ļÅÖņØś ņ░©ņØ┤ņŚÉ ļīĆĒĢ£ ļ¼╝ļ”¼ņĀüņØĖ ņøÉņØĖņØä ļ»Ėņŗ£ņĀü ļČäņäØņØä ĒåĄĒĢ┤ Ļ│Āņ░░ĒĢśĻ│Āņ×É ĒĢ£ļŗż. ņØ┤ļź╝ ņ£äĒĢ┤ ļ│ĆĒśĢļźĀ ņåŹļÅä 0.001 s-1 Ļ│╝ 100 s-1ņŚÉņä£ ņØĖņןņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņŚ¼ ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļźĖ ĒĢŁļ│Ą Ļ░ĢļÅä, ņ£ĀļÅÖ ņØæļĀź, ņŚ░ņŗĀļźĀņØś ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢ©Ļ│╝ ļÅÖņŗ£ņŚÉ ņĀĢļ¤ēņĀüņØĖ ņĪ░ņ¦ü ļČäņäØņØä ņłśĒ¢ēĒĢśĻĖ░ ņ£äĒĢśņŚ¼ 0.001 s-1 ļ░Å 100 s-1ņØś ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉņä£ 5, 10, 15%ņØś ļ│ĆĒśĢļźĀņØ┤ ļČĆĻ│╝ļÉ£ ņŗ£ĒÄĖĻ│╝ Ēīīļŗ©ļÉĀ ļĢīĻ╣īņ¦Ć ņØĖņןņŗ£ĒŚśņØä ņłśĒ¢ēĒĢ£ ņŗ£ĒÄĖņØä ņØ┤ņÜ®ĒĢśņŚ¼ EBSD (Electron backscatter diffraction)ņÖĆ TEM (Transformation Electron Microscope)ņØä ņØ┤ņÜ®ĒĢ┤ ļ»Ėņŗ£ņĀü ļČäņäØņØä ņłśĒ¢ēĒĢśĻ│Ā ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļźĖ Mg ĒĢ®ĻĖłņØś ņ¦æĒĢ® ņĪ░ņ¦ü ļ░Å ņĀäņ£ä Ļ▒░ļÅÖņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
2.1 ņŗ£ĒŚś ņ×¼ļŻī
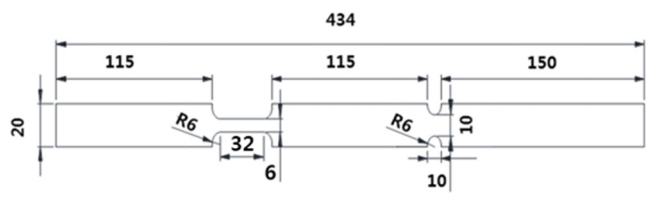
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ĒĢ£ ņŗ£ĒÄĖņØĆ ļæÉĻ╗ś 1.2 mm AZ31 ĒīÉņ×¼ņØ┤ļ®░ ņåīņ×¼ņØś ĒÖöĒĢÖņĀü ņĪ░ņä▒ņØĆ Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”¼Ļ│Ā ņĢĢņŚ░ Ļ│ĄņĀĢ ņŗ£ ļ░£ņāØĒĢ£ ņ×¼ļŻī ļé┤ļČĆņØś Ļ▓░ĒĢ©ņØä ņĀ£Ļ▒░ĒĢśĻ│Ā ņĀĢļ¤ēņĀüņØĖ ņĪ░ņ¦ü ļČäņäØņØä ņłśĒ¢ēĒĢśĻĖ░ ņ£äĒĢśņŚ¼ 345 ┬░CņŚÉņä£ 2 h ļÅÖņĢł ņŚ┤ņ▓śļ”¼ļź╝ ĒĢśņŚ¼ ņ┤łĻĖ░ ņĀäņ£äļź╝ ņĀ£Ļ▒░ĒĢśļŖö ĻĘĀņ¦łĒÖö ņ×æņŚģņØä ņłśĒ¢ēĒĢśņśĆļŗż.
2.2 ņØĖņן ņŗ£ĒŚś ļ░Å ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØä ņ£äĒĢ£ ņŗ£ĒÄĖ ņżĆļ╣ä
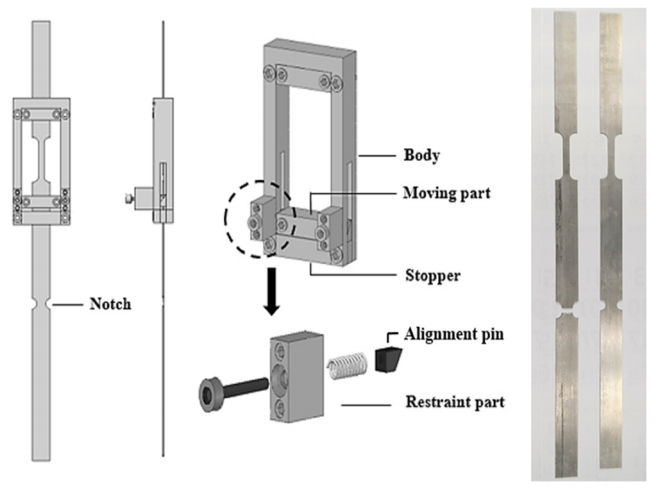
ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļźĖ ņØĖņן ņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśĻĖ░ ņ£äĒĢ┤ ņżĆņĀĢņĀü ļ│ĆĒśĢļźĀ ņåŹļÅä (0.001 s-1)ņŚÉņä£ļŖö ļ¦īļŖźņ×¼ļŻīņŗ£ĒŚśĻĖ░ (Instron-8800)ļź╝ ņé¼ņÜ®ĒĢśņśĆĻ│Ā ņżæ ļ│ĆĒśĢļźĀ ņåŹļÅä ņśüņŚŁ (1~100 s-1)ņŚÉņä£ņØś ņØĖņןņŗ£ĒŚśņØĆ ņĢĪņČöņŚÉņØ┤Ēä░ņØś ņĄ£ļīĆ ņåŹļÅäĻ░Ć 25 m/sņØĖ ņ£ĀņĢĢņŗØ Ļ│ĀņåŹ ņØĖņן ņŗ£ĒŚśĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņ£ĀņĢĢņŗØ Ļ│ĀņåŹ ņØĖņן ņŗ£ĒŚśĻĖ░ļŖö ļ¬®Ēæ£ ņØĖņן ņåŹļÅäņŚÉņä£ ņŗ£ĒÄĖņŚÉ ĒĢśņżæņØä ļČĆĻ│╝ĒĢśĻĖ░ ņ£äĒĢ┤ ņäżĻ│äļÉ£ ĒŖ╣ņłś ņ¦ĆĻĘĖņØĖ Fast-jaw gripņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ│ĀņåŹņØĖņןņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż [10]. Fast-jaw grip ņŗ£ņŖżĒģ£ņØĆ ņ┤łĻĖ░ņŚÉ ņäżņĀĢĒĢ£ ļ¬®Ēæ£ ņØĖņן ņåŹļÅäņŚÉ ļÅäļŗ¼ĒĢ£ Ēøä ņŗ£ĒÄĖņØä ĻĄ¼ņåŹĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņŗ£ĒÄĖņŚÉ ņČ®ļČäĒĢ£ Ļ░ĆņåŹ ĻĄ¼Ļ░äņØ┤ ĒĢäņÜöĒĢśļŗż.
ļö░ļØ╝ņä£ ņØĖņןņŗ£ĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņŗ£ĒÄĖ ĒśĢņāüņØĆ ĻĘĖļ”╝ 1Ļ│╝ Ļ░ÖņØ┤ Ļ░ĆņåŹ ĻĄ¼Ļ░äņØä ņ£äĒĢ┤ ĒĢśļČĆ ĻĘĖļ”Į ļČĆĻ░Ć ņāüļČĆ ĻĘĖļ”ĮļČĆ ļ│┤ļŗż ĻĖĖĻ▓ī ņäżĻ│äļÉśņŚłņ£╝ļ®░ ĒÅēĒśĢ ļČĆņØś ĻĖĖņØ┤ (length)ļŖö 32 mm, ĒÅŁ(Width)ņØĆ 6 mmņ£╝ļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż [11]. ņżĆļ╣äļÉ£ ņŗ£ĒÄĖ ļ░Å ņØĖņןņŗ£ĒŚśĻĖ░ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 0.001, 100 s-1ņØś ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉņä£ ņØĖņןņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż.
0.001 s-1ņØś ņżĆņĀĢņĀü ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉņä£ļŖö ņŗ£ĒŚśĻĖ░ņØś ņŖżĒŖĖļĪ£Ēü¼ (Stroke)ļź╝ ņĀ£ņ¢┤ĒĢśņŚ¼ ļ│ĆĒśĢļźĀņØä ļČĆĻ│╝ĒĢĀ ņłś ņ׳ņ¦Ćļ¦ī, Ļ│ĀņåŹņØĖņןņŗ£ĒŚśĻĖ░ļŖö ņןļ╣ä ĒŖ╣ņä▒ņāü ņŗ£ĒŚśņØ┤ ņŗ£ņ×æļÉśļ®┤ ņżæĻ░äņŚÉ ņåŹļÅä ņĀ£ņ¢┤Ļ░Ć ļČłĻ░ĆļŖźĒĢśņŚ¼ ņŗ£ĒÄĖņŚÉ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢĀ ļĢīĻ╣īņ¦Ć ņŗ£ĒŚśņØ┤ ņ¦äĒ¢ēļÉśĻ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗ£ĒÄĖņØś Ēæ£ņĀÉļČĆņŚÉ ĒŖ╣ņĀĢĒĢ£ ļ│ĆĒśĢļźĀņØä ļČĆĻ│╝ ĒĢ£ ņ▒äļĪ£ Ēæ£ņĀÉļČĆ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśĻĖ░ ņĀäņŚÉ Ļ│ĀņåŹņØĖņןņŗ£ĒŚśņØä ņóģļŻīĒĢĀ ņłś ņ׳ļŖö ņןņ╣śĻ░Ć ĒĢäņÜöĒĢśļŗż.
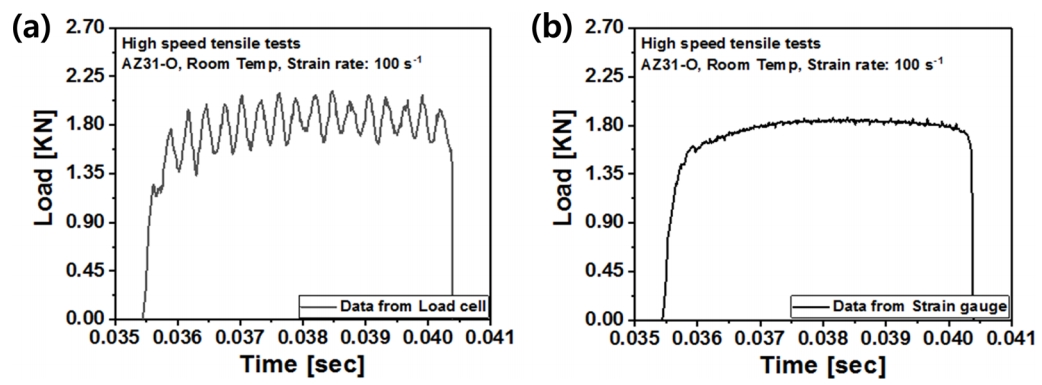
ĻĘĖļ”╝ 2ļŖö ņŗ£ĒÄĖņŚÉ ņØ╝ņĀĢĒĢ£ ļ│ĆĒśĢļźĀņØä ļČĆĻ│╝ĒĢĀ ņłś ņ׳ļÅäļĪØ Ļ│ĀņĢłĒĢ£ ļ│ĆĒśĢļźĀ ņĀ£ņ¢┤ņןņ╣ś (strain control device)ņØ┤ļŗż. Ļ│ĀņĢłļÉ£ ļ│ĆĒśĢļźĀ ņĀ£ņ¢┤ņןņ╣śļŖö ņŗ£ĒÄĖņØś ļ│ĆĒśĢņØä ņŖżĒåĀĒŹ╝ (stopper)ņÖĆ ļ¼┤ļ╣ÖĒīīĒŖĖ (moving part)ņØś Ļ░äĻ▓® ņĪ░ņĀłļĪ£ ņĀ£ņ¢┤ĒĢśļŖö ļ░®ņŗØņØ┤ļŗż [12,13]. ĻĘĖļ”¼Ļ│Ā Ļ│ĀņåŹņØĖņןņŗ£ĒŚśĻĖ░ļź╝ ņØ┤ņÜ®ĒĢ£ ĒĢśņżæ ņĖĪņĀĢņØĆ ņŗ£ĒŚśĻĖ░ņŚÉ ļČĆņ░®ļÉ£ ļĪ£ļō£ņģĆ (piezo electric type load cell)ņØä ņØ┤ņÜ®ĒĢĀ Ļ▓ĮņÜ░ ļ│ĆĒśĢļźĀ ņåŹļÅä 50 s-1 ņØ┤ņāüņŚÉņä£ļŖö ĒĢśņżæ ņŗĀĒśĖņŚÉ ļČłĒĢäņÜöĒĢ£ ņŗĀĒśĖ(Noise)Ļ░Ć ĒżĒĢ©ļÉśļŖö ĒĢśņżæ ļ¢©ļ”╝Ēśäņāü (Load ringing phenomenon)ņØ┤ ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņŗ£ĒŚś ļŹ░ņØ┤Ēä░ņØś ņŗĀļó░ņä▒ ĒÖĢļ│┤ļź╝ ņ£äĒĢ┤ ņŗ£ĒÄĖņØś ņÖäņĀä Ēāäņä▒ņśüņŚŁņØĖ ņāüļČĆ ĻĘĖļ”ĮļČĆņŚÉ ņŖżĒŖĖļĀłņØĖ Ļ▓īņØ┤ņ¦Ćļź╝ ļČĆņ░®ĒĢśņŚ¼ ļĪ£ļō£ņģĆ ņŗĀĒśĖņÖĆ ĻĄÉņĀĢĒĢśņŚ¼ ĒĢśņżæņØä ņĖĪņĀĢĒĢśņśĆļŗż [14]. ĻĘĖļ”╝ 3ņØĆ 100 s-1ņØś ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉņä£ ļĪ£ļō£ņģĆĻ│╝ ņŖżĒŖĖļĀłņØĖ Ļ▓īņØ┤ņ¦Ćļź╝ Ļ░üĻ░ü ņØ┤ņÜ®ĒĢśņŚ¼ ĒĢśņżæņŗĀĒśĖļź╝ ņĖĪņĀĢĒĢ£ Ļ▓░Ļ│╝ņØ┤ļ®░ ļĪ£ļō£ņģĆņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĖĪņĀĢĒĢ£ ĒĢśņżæļŹ░ņØ┤Ēä░ļŖö ĒĢśņżæ ļ¢©ļ”╝ĒśäņāüņØ┤ ņŗ¼ĒĢśĻ▓ī ļéśĒāĆļéśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ļ░śļ®┤ ņŖżĒŖĖļĀłņØĖ Ļ▓īņØ┤ņ¦ĆļĪ£ļČĆĒä░ ņ¢╗ņØĆ ĒĢśņżæ ņŗĀĒśĖņŚÉņä£ļŖö ĒĢśņżæļ¢©ļ”╝ ĒśäņāüņØ┤ ņĀ£Ļ▒░ļÉ£ Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż.
ļ│Ćņ£ä ņĖĪņĀĢņØĆ Ļ│ĀņåŹņ╣┤ļ®öļØ╝ (Photron fastcam SA-X2)ļź╝ ĒåĄĒĢ┤ ņŗ£ĒŚś ļÅÖņĢłņØś ļ│ĆĒśĢ ņØ┤ļ»Ėņ¦Ćļź╝ ņĖĪņĀĢĒĢ£ Ēøä ņØ┤ļ»Ėņ¦ĆĻ░äņØś ņāüĒśĖ ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ│ĆĒśĢ Ļ▒░ļÅÖņØä ļČäņäØĒĢśļŖö ļööņ¦ĆĒäĖ ņØ┤ļ»Ėņ¦Ć ņāüĻ┤Ćļ▓Ģ (Digital Image Correlation method)ņØä ņØ┤ņÜ®ĒĢśņśĆļŗż [15]. ļśÉĒĢ£ ņŖżĒŖĖļĀłņØĖ Ļ▓īņØ┤ņ¦ĆņŚÉņä£ ņĖĪņĀĢĒĢ£ ĒĢśņżæļŹ░ņØ┤Ēä░ņÖĆ Ļ│ĀņåŹņ╣┤ļ®öļØ╝ļź╝ ņØ┤ņÜ®ĒĢ£ ļ│ĆĒśĢ ņØ┤ļ»Ėņ¦ĆļŖö ļÅÖņØ╝ĒĢ£ DAQ ņŗ£ņŖżĒģ£ņŚÉņä£ ņä£ļĪ£ ļÅÖĻĖ░ĒÖö ļÉśņ¢┤ ņŗ£ĒŚś ļŹ░ņØ┤Ēä░ņØś ņŗĀļó░ņä▒ņØä Ē¢źņāüņŗ£ņ╝░ļŗż.
TEM ļČäņäØņØä ņłśĒ¢ēĒĢśĻĖ░ ņ£äĒĢ£ ņŗ£ĒÄĖ ņżĆļ╣äļŖö ņ┤łĻĖ░ ņŗ£ĒÄĖ ļ░Å Ļ░üĻ░üņØś ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉņä£ ļ│ĆĒśĢļÉ£ ņŗ£ĒÄĖņØś Ēæ£ņĀÉļČĆ ņżæņŗ¼ņŚÉņä£ 5 ├Ś 5 mm Ēü¼ĻĖ░ļĪ£ ņ▒äņĘ©ĒĢśņŚ¼ ļæÉĻ╗ś 100 ╬╝m Ļ╣īņ¦ĆļŖö ĻĖ░Ļ│äņĀü ņŚ░ļ¦łļź╝ ņłśĒ¢ēĒĢśĻ│Ā Ļ│╝ņŚ╝ņåīņé░ (HCIO4) 50 mlņÖĆ ņŚÉĒāäņś¼ 950 mlļź╝ Ēś╝ĒĢ®ĒĢ£ -25 ┬░CņØś ņĀäĒĢ┤ņĢĪņ£╝ļĪ£ ņĀ£ĒŖĖ ņŚ░ļ¦ł (jet polishing) Ēøä ņĄ£ņóģņĀüņ£╝ļĪ£ 20 ļČäĻ░ä ņØ┤ņś© ļ░Ćļ¦ü (Ion milling)ĒĢ£ ņŗ£ĒÄĖņØä ņØ┤ņÜ®ĒĢśņŚ¼ TEM ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņØĖņן ņŗ£ĒŚś Ļ▓░Ļ│╝
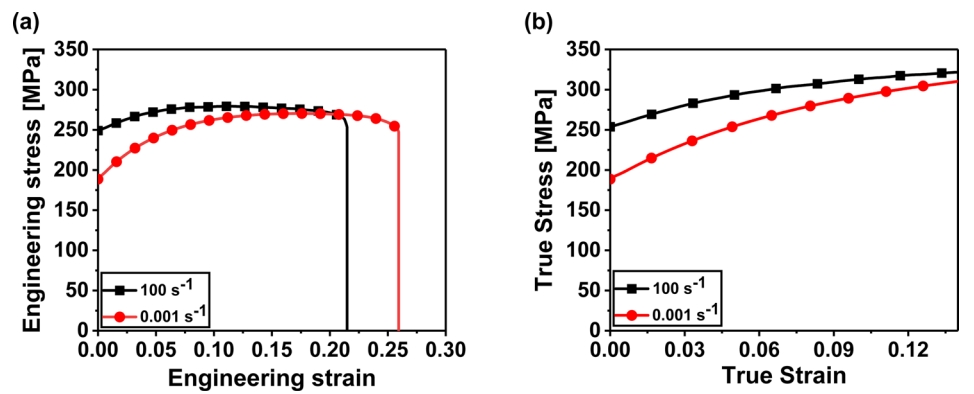
AZ31 Mg ĒĢ®ĻĖłņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ│ĆĒśĢļźĀ ņåŹļÅä 0.001, 100 s-1ņŚÉņä£ ņØĖņןņŗ£ĒŚś ņłśĒ¢ēĒĢ£ Ļ▓░Ļ│╝ļź╝ ņØæļĀźŌĆöļ│ĆĒśĢļźĀ ņäĀļÅäļĪ£ ĻĘĖļ”╝ 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļ│ĆĒśĢļźĀ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆĻ│Ā ĒĢŁļ│Ą ņØ┤ĒøäņØś Ļ░ü ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļØ╝ ņ£ĀļÅÖņØæļĀź ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ņĀäĒśĢņĀüņØĖ ļ│ĆĒśĢļźĀ ņåŹļÅä Ļ▓ĮĒÖö (Strain rate hardening)ņŚÉ ņØśĒĢ┤ ļéśĒāĆļéśļŖö ņ£ĀļÅÖņØæļĀź ĒśĢĒā£ņØ┤ļŗż. ĻĘĖļ”¼Ļ│Ā ņżĆņĀĢņĀü ļ│ĆĒśĢļźĀ ņåŹļÅäņØĖ 0.001 s-1ņŚÉ ļ╣äĒĢ┤ ņżæ ļ│ĆĒśĢļźĀ ņåŹļÅäņØĖ 100 s-1ņŚÉņä£ļŖö ļé«ņØĆ ņŚ░ņŗĀņ£©ņØä ļéśĒāĆļé┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ĻĖ░ņĪ┤ņŚÉ AZ31 ļ¦łĻĘĖļäżņŖś ĒĢ®ĻĖłņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņØĖņןņŗ£ĒŚśņØä ņłśĒ¢ē ņŗżĒŚśĻ▓░Ļ│╝ņÖĆ ņØ╝ņ╣śĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż [16].
3.2 EBSD ļČäņäØ Ļ▓░Ļ│╝
ņĢ×ņä£ ņé┤ĒÄ┤ļ│Ė ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļźĖ ņ×¼ļŻī Ļ▒░ļÅÖņØś ņ░©ņØ┤ņŚÉ ļīĆĒĢ£ ņøÉņØĖ Ļ│Āņ░░ņØä ņ£äĒĢ┤ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ļ│ĀņĢłĒĢ£ ļ│ĆĒśĢļźĀ ņĀ£ņ¢┤ ņןņ╣śļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 0.001 s-1, 100 s-1ņØś ļ│ĆĒśĢļźĀ ņåŹļÅä ņĪ░Ļ▒┤ņŚÉņä£ Ļ░üĻ░ü 5, 10, 15%ņØś ļ│ĆĒśĢļźĀņØä ļČĆĻ│╝ĒĢ£ ņŗ£ĒÄĖ ļ░Å Ēīīļŗ© ļÉ£ ņŗ£ĒÄĖĻ│╝ ļ│ĆĒśĢļźĀņØ┤ ļČĆĻ│╝ļÉśņ¦Ć ņĢŖņØĆ ņ┤łĻĖ░ ņĢĢņŚ░ļÉ£ ņāüĒā£ņØś ņŗ£ĒÄĖņØä ņØ┤ņÜ®ĒĢśņŚ¼ EBSD ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż.
ĻĘĖļ”╝ 5ļŖö ņ┤łĻĖ░ ņŗ£ĒÄĖņØś (0001), (10 1 ┬» 0 10 1 ┬» 0
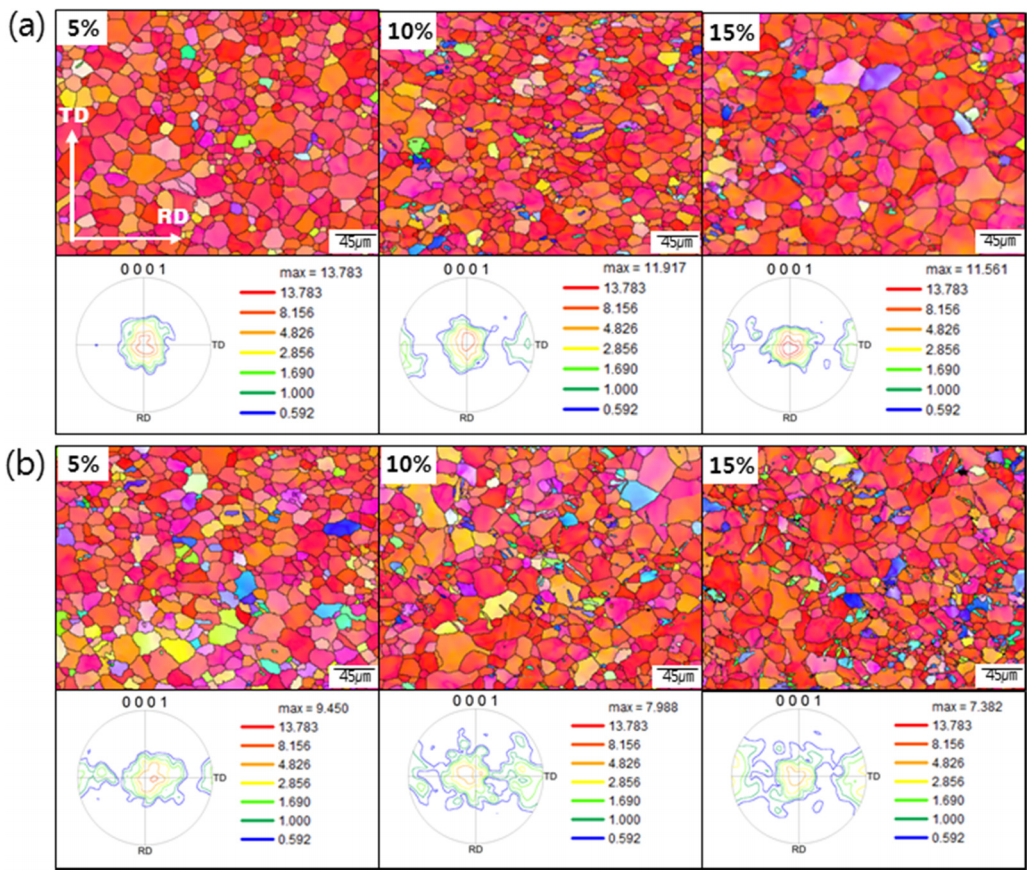
ĻĘĖļ”¼Ļ│Ā ĻĘĖļ”╝ 6ņØś (a), (b)ļŖö ļ│ĆĒśĢļźĀ ņåŹļÅä ļ░Å ņäĀļ│ĆĒśĢļ¤ēņŚÉ ļö░ļźĖ (0001) ĻĘ╣ņĀÉļÅäņÖĆ IPF mapņØä ļéśĒāĆļé┤ņŚłļŗż. ļ©╝ņĀĆ ņøÉņŻ╝ ļ░®Ē¢źņ£╝ļĪ£ TD PlaneņØś ņÖĖĻ│ĮņŚÉ ņāłļĪ£ņÜ┤ ĻĘ╣ņĀÉņØ┤ ĒśĢņä▒ļÉ£ Ļ▓āņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŖöļŹ░ ņØ┤ļ¤¼ĒĢ£ ĻĘ╣ņĀÉņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ c ņČĢ ņØĖņן ļ¬©ļō£ļź╝ Ļ░Ćņ¦ĆļŖö {10 1 ┬» 2 11 2 ┬» 0 11 2 ┬» 0 11 2 ┬» 0 11 2 ┬» 0
ĻĘĖļ”¼Ļ│Ā ĻĘĖļ”╝ 7ņØś (a)ņÖĆ Ļ░ÖņØ┤ ļ│ĆĒśĢļźĀ ņåŹļÅä 100 s-1ņŚÉņä£ 15%ņØś pre-strainņØä ļČĆĻ│╝ĒĢ£ ņŗ£ĒÄĖņØś IQ ļ¦ĄņØä ļ│┤ļ®┤ Ļ▓░ņĀĢļ”ĮĻ│äņÖĆ Ļ▓░ņĀĢļ”Įņé¼ņØ┤ņŚÉņä£ ņ¢┤ļæÉņÜ┤ ņśüņŚŁņØ┤ Ļ┤Ćņ░░ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
ņØ┤ļ¤¼ĒĢ£ ņśüņŚŁņØĆ ņŻ╝ļĪ£ ļåÆņØĆ ņĀäņ£ä ļ░ĆļÅäļź╝ ļéśĒāĆļé┤ļŖö ņśüņŚŁņØ┤ļ®░ Ļ░ÖņØĆ ņ£äņ╣śņŚÉņä£ ĻĘĖļ”╝ 7ņØś (b)ņÖĆ Ļ░ÖņØ┤ IPF ņØ┤ļ»Ėņ¦Ćļź╝ ļ│┤ļ®┤ ĒĢ┤ļŗ╣ ņśüņŚŁņØś Ļ▓░ņĀĢļ”Į ļé┤ļČĆņÖĆ Ļ▓░ņĀĢļ”ĮĻ│ä ņŻ╝ļ│ĆņŚÉ ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”ĮļōżņØ┤ Ļ┤Ćņ░░ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░ņĀĢļ”ĮļōżņØĆ ļ│ĆĒśĢļźĀ ņåŹļÅä 100 s-1ņŚÉņä£ ņØĖņןņŗ£ĒŚśņØä ņłśĒ¢ēĒĢ£ ņŗ£ĒÄĖņŚÉņä£ ļ│ĆĒśĢļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĻĘĖ ļ╣łļÅäĻ░Ć ļåÆņĢäņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ņØ┤ļ¤¼ĒĢ£ Ļ▓░ņĀĢļ”ĮļōżņŚÉ ļīĆĒĢ┤ ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņĢäļלņØś ĻĘĖļ”╝ 8ņØś (a), (b)ļŖö EBSD ļČäņäØņØä ĒåĄĒĢ┤ Ļ┤Ćņ░░ļÉ£ IPF ņØ┤ļ»Ėņ¦ĆņÖĆ ĻĘ╣ņĀÉļÅäļź╝ ĒåĄĒĢśņŚ¼ ĻĖ░ņĀĆ ļ®┤(M)Ļ│╝ ņØĖņןņīŹņĀĢ (tt), ņĢĢņČĢņīŹņĀĢ (ct)ņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļ®░ Ļ┤Ćņ░░ļÉ£ ņīŹņĀĢ ļ░┤ļō£ļōżĻ│╝ ĻĖ░ņĀĆ ļ®┤ņØś ļ░®ņ£ä ņ░©ļź╝ ĻĘĖļ”╝ 8ņØś (c), (d)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
ļ©╝ņĀĆ ĻĘĖļ”╝ 8ņØś (c)ļŖö Ļ┤Ćņ░░ļÉ£ ņīŹņĀĢ ļ░┤ļō£ļōżĻ│╝ ĻĖ░ņĀĆ ļ®┤ņØ┤ Ļ░üĻ░ü 51.38┬░ ņÖĆ 52.98┬░ņØś ļ░®ņ£ä ņ░©ņØ┤ļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ļéśĒāĆļéĖ ĻĘĖļ”╝ņØ┤ļ®░ ĻĘĖļ”╝ 8ņØś (b) ĻĘ╣ņĀÉļÅä ņāüņŚÉņä£ļÅä TD ļ░®Ē¢źņØś ļüØņĀÉņŚÉņä£ ļ▓Śņ¢┤ļé£ ĻĘ╣ņĀÉņØä ĒśĢņä▒ĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤Ļ▓āņØĆ ļ¬©ņ×¼ņÖĆ 56┬░<11 2 ┬» 0 10 1 ┬» 1 1 2 ┬» 10 10 1 ┬» 2
ļśÉĒĢ£, ļ│ĆĒśĢļźĀ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ {10 1 ┬» 1 10 1 ┬» 2
3.2 TEM ļČäņäØ Ļ▓░Ļ│╝
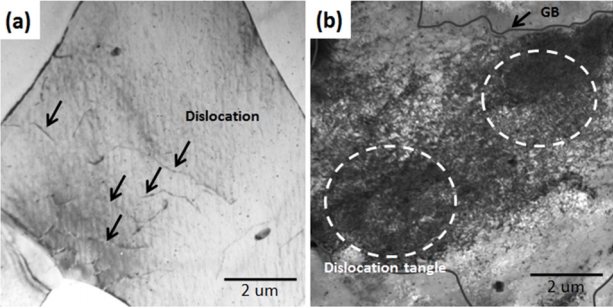
EBSD ļČäņäØņØä ĒåĄĒĢ┤ ĒÖĢņØĖļÉ£ AZ31 ļ¦łĻĘĖļäżņŖś ĒĢ®ĻĖłņØś ņ┤łĻĖ░ ņåīņä▒ļ│ĆĒśĢ ļŗ©Ļ│äņŚÉņä£ ĻĖ░ņĀĆ ļ®┤Ļ│╝ ļ╣äĻĖ░ņĀĆ ļ®┤ņŚÉņä£ņØś ņŖ¼ļ”Į ĒÖ£ņä▒ĒÖöņŚÉ ļö░ļźĖ ļ│ĆĒśĢ Ļ▒░ļÅÖņØä ņ×ÉņäĖĒ׳ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ TEM ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. ļ│ĆĒśĢļźĀ ņåŹļÅä ļ░Å pre-strainļ¤ēņŚÉ ļö░ļźĖ ņĀäņ£äņØś ĒÖ£ņä▒ĒÖö ņĀĢļÅäņÖĆ ĒśĢņä▒ļÉ£ ņĀäņ£äņØś ļ▓äĻ▒░ņŖż ļ▓ĪĒä░ ņä▒ļČä ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░ ļČäņäØļÉ£ ļ▓äĻ▒░ņŖż ļ▓ĪĒä░ņÖĆ ĒÜīņĀł ļ▓ĪĒä░ ņĪ░Ļ▒┤ņŚÉ ĒåĄĒĢ┤ ĒÖ£ņä▒ĒÖöļÉ£ ņŖ¼ļ”ĮĻ│äļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ļ©╝ņĀĆ ņ┤łĻĖ░ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░ ļ│ĆĒśĢ ņĀä ĻĘĀņ¦łĒÖö ņ▓śļ”¼ņŚÉ ņØśĒĢ┤ ņåīņłśņØś ņĀäņ£äļ¦ī Ļ┤Ćņ░░ļÉśļŖö Ļ▓āņØä ĻĘĖļ”╝ 9ņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”¼Ļ│Ā ĻĘĖļ”╝ 9ņÖĆ Ļ░ÖņØ┤ 5%ņØś ļ│ĆĒśĢļźĀņØ┤ ļČĆĻ│╝ļÉ£ ņāüĒā£ņŚÉņä£ļŖö ļ¼┤ņłśĒ׳ ļ¦ÄņØĆ ņĀäņ£äĻ░Ć ņä£ļĪ£ ļÆżņŚēņ╝£(tangle) ņĀäņ£ä ļ░ĆļÅä ļ░Å ļ¬ģĒÖĢĒĢ£ ņĀäņ£ä ņä▒ļČäņØä ņłśĒ¢ēĒĢśĻĖ░ ņ¢┤ļĀżņøī 1%ņØś ņĀĆ ļ│ĆĒśĢļźĀņØ┤ ļČĆĻ│╝ļÉ£ ņāüĒā£ņŚÉņä£ ļ╣äĻĄÉĒĢśņśĆļŗż.
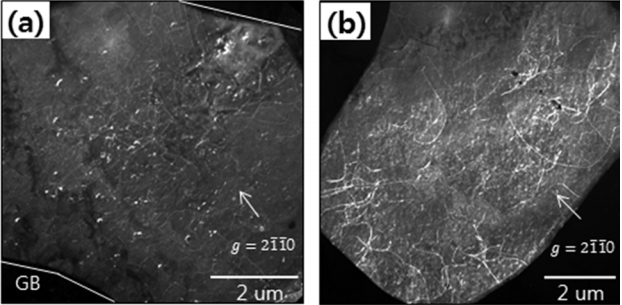
ļ©╝ņĀĆ ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļźĖ ņĀäņ£ä Ļ▒░ļÅÖ ļ░Å ņĀäņ£ä ļ░ĆļÅä ļ│ĆĒÖöļź╝ TEMņØ┤ļ»Ėņ¦Ćļź╝ ĒåĄĒĢśņŚ¼ ĒÖĢņØĖĒĢ£ Ļ▓░Ļ│╝ 0.001 s-1ņØś ņżĆņĀĢņĀü ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉņä£ ļ│ĆĒśĢļÉ£ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░ ĻĘĖļ”╝ 10(a)ņÖĆ Ļ░ÖņØ┤ ĻĖ░ņĀĆ ļ®┤ (Basal plane://B[0001])ņāüņŚÉņä£ ņĀäņ£äļōżņØ┤ Ļ▓░ņĀĢļ”Įļé┤ņŚÉ ĒśĢņä▒ļÉśņ¢┤ ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņØ┤ļź╝ ĒåĄĒĢśņŚ¼ ļ│ĆĒśĢļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļŹö ļåÆņØĆ ņĀäņ£ä ļ░ĆļÅäļź╝ ĒśĢņä▒ĒĢĀ Ļ▓āņ£╝ļĪ£ ņśłņĖĪļÉ£ļŗż. ļ░śļ®┤ ĻĘĖļ”╝ 10 (b)ņÖĆ Ļ░ÖņØ┤ 100 s-1ņŚÉņä£ļŖö ņĀäņ£äļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ Ļ▓āņØä ņØ┤ļ»Ėņ¦Ćļź╝ ĒåĄĒĢśņŚ¼ Ļ▒░ņŗ£ņĀüņ£╝ļĪ£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņĀäņ£äļōżņØ┤ Ļ▓░ņĀĢļ”Į ļé┤ļČĆļ┐Éļ¦ī ņĢäļŗłļØ╝ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ļ░śļŻ©Ēöä ĒśĢĒā£ļĪ£ ļČäĒżĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņØ┤ļź╝ ĒåĄĒĢśņŚ¼ ņ┤łĻĖ░ ļ│ĆĒśĢ ļŗ©Ļ│äņŚÉņä£ļŖö ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļźĖ ņĀäņ£ä ļ░ĆļÅä ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
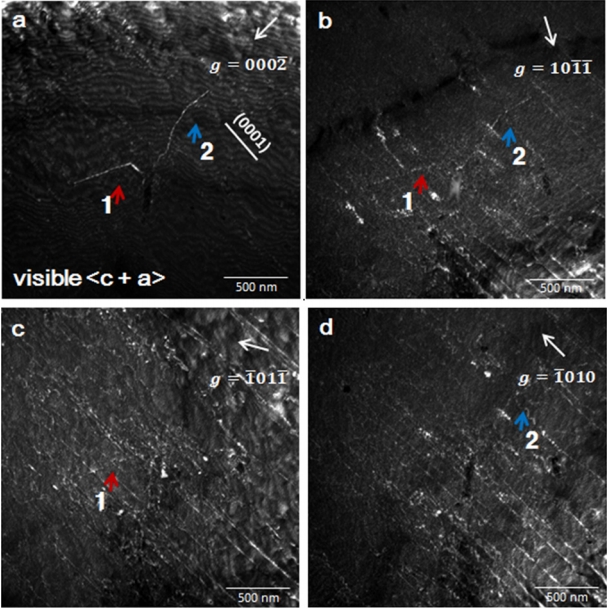
ĻĘĖļ”¼Ļ│Ā Ēæ£ 3ņŚÉ TEM Ļ┤Ćņ░░ņØä ĒåĄĒĢ£ ļ▓äĻ▒░ņŖżļ▓ĪĒä░ (burgerŌĆÖs vector) ņä▒ļČä ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłņ£╝ļ®░ ņØ┤ņŚÉ ļīĆņØæĒĢśļŖö ļ▓äĻ▒░ņŖż ļ▓ĪĒä░ ņä▒ļČäņØś ņĀäņ£äļōżņØä ĻĘĖļ”╝ 11, 12ņŚÉņä£ [1 ┬» 2 1 ┬» 0
ļ©╝ņĀĆ ļ│ĆĒśĢļźĀ ņåŹļÅä 0.001 s-1ņŚÉņä£ 1% ļ│ĆĒśĢļÉ£ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░ <a> ņä▒ļČäņØś ņĀäņ£äĻ░Ć [1 ┬» 2 1 ┬» 0 1 ┬» 2 1 ┬» 0 000 2 ┬» 000 2 ┬» 10 11 ┬» 1 ┬» 01 1 ┬» 1 ┬» 010 1 ┬» 010 1 2 ┬» 13 1 2 ┬» 1 3 ┬» 10 1 ┬» 1 ┬» 1 ┬» 010 1 ┬» 01 1 ┬» 2 ┬» 113 11 2 ┬» 3 ┬» 1 ┬» 2 1 ┬» 0 000 2 ┬» 10 1 ┬» 1 10 1 ┬» 1 ┬» 1 ┬» 010 1 2 ┬» 13 1 2 ┬» 1 3 ┬»
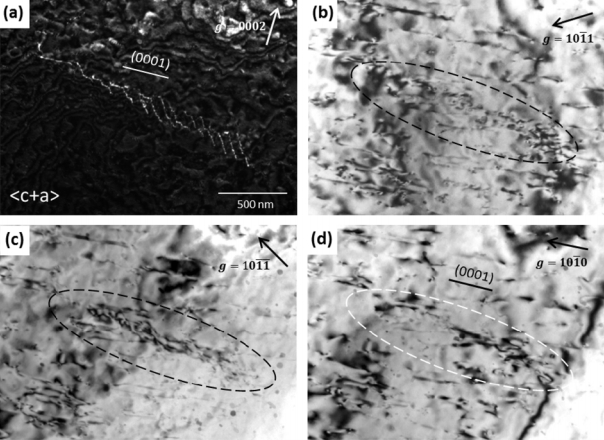
TEM ļČäņäØņØä ĒåĄĒĢśņŚ¼ ņĀäņ£äņØś ļ▓äĻ▒░ņŖż ļ▓ĪĒä░ļź╝ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ļ¬©ļōĀ ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉņä£ ļ│ĆĒśĢļÉ£ ņŗ£ĒÄĖņŚÉņä£ ļŗżņłśņØś <a>ņĀäņ£ä ļ░Å ņåīņłśņØś <c+a>ņĀäņ£äĻ░Ć Ļ┤Ćņ░░ļÉśņŚłļŗż. <c+a> ņĀäņ£äņØś Ļ▓ĮņÜ░ ļæÉĻ░Ćņ¦Ć ļ│ĆĒśĢļźĀ ņåŹļÅä ņĪ░Ļ▒┤ņŚÉņä£ ļ¬©ļæÉ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļ®░ ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļØ╝ ņ░©ņØ┤Ļ░Ć ņŚåļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ņÖĆ Ļ┤ĆļĀ©ĒĢśņŚ¼ Ēö╝ļØ╝ļ»Ėļŗ¼ļ®┤ņŚÉ ĒśĢņä▒ļÉ£ <c+a>ņĀäņ£äļŖö ņĀüņĖĄ Ļ▓░ĒĢ© (stacking fault)ņŚÉ ņØśĒĢ┤ ļČäĒĢ┤ļÉśņ¢┤ Ļ░ĆļÅÖņĀäņ£äņØĖ <a>ņÖĆ Ļ│Āņ░®ņĀäņ£äņØĖ <c>ņĀäņ£äĻ░Ć ĒśĢņä▒ĒĢśļŖöļŹ░ ņØ┤ļĢī ĒśĢņä▒ļÉ£ <c>ņĀäņ£äĻ░Ć ņŚ░ņåŹņĀüņØĖ ļ│ĆĒśĢĻ│╝ņĀĢņŚÉņä£ ņ¦æņĀüļÉśņ¢┤ Ļ░ĆĻ│Ą Ļ▓ĮĒÖö (work hardening)ļź╝ ņāüņŖ╣ņŗ£ĒéżļŖöļŹ░ ĻĖ░ņŚ¼ĒĢ£ļŗżļŖö ļ│┤Ļ│ĀĻ░Ć ņ׳ņ£╝ļéś [25] ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀüņĖĄĻ▓░ĒĢ©ņØ┤ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ļö░ļØ╝ņä£ ņ┤łĻĖ░ ļ│ĆĒśĢļŗ©Ļ│äņŚÉņä£ļŖö Ēöäļ”¼ņ”ś ņŖ¼ļ”Į ļ░Å ĻĖ░ņĀĆ ļ®┤ ņŖ¼ļ”Į ļ®┤ņŚÉņä£ ĒÖ£ņä▒ĒÖöļÉ£ ļ¦ÄņØĆ <a>ņä▒ļČäņØś ņĀäņ£äļōżņØ┤ ņ¦æņĀüļÉśņ¢┤ ņ£ĀļÅÖņØæļĀźņØ┤ ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░ ĻĘĖ ņĀĢļÅäĻ░Ć ļ│ĆĒśĢļźĀ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļŹö Ēü¼Ļ▓ī ļéśĒāĆļéśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ļ│Ė ņŚ░ĻĄ¼ņØś ņŗżĒŚś ņĪ░Ļ▒┤Ļ│╝ Ļ░ÖņØ┤ ļÅÖņĀüļ│ĆĒśĢļźĀ ņåŹļÅä ņśüņŚŁņŚÉņä£ļŖö ļÅÖņĀüĒÜīļ│Ą (dynamic recorvery)ņØ┤ ņØ╝ņ¢┤ļéśĻĖ░ ņ¢┤ļĀżņøī Ļ░ĆĻ│Ą Ļ▓ĮĒÖöņ£© (strain hardening rate)ņØ┤ ņØ╝ņĀĢĒĢśĻ▒░ļéś ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé£ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż [17]. ļö░ļØ╝ņä£ ĻĘĖļ”╝ 4ņŚÉņä£ļÅä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļō»ņØ┤ ļ│ĆĒśĢļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ£©ņØ┤ ņØ╝ņĀĢĒĢ┤ņ¦ĆĻ│Ā ņĄ£ļīĆ ņØĖņןĻ░ĢļÅäņØś ņ░©ņØ┤Ļ░Ć Ļ▒░ņØś ņŚåļŖö Ļ▓āņØä ĒÖĢņØĖ ņłś ņ׳ļŖöļŹ░ ņØ┤ļź╝ ĒåĄĒĢśņŚ¼ ļ│ĆĒśĢļźĀ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĀäņ£ä ļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņ¦Ćļ¦ī, ņ¢┤ļŖÉ ņ×äĻ│äņĀÉņŚÉ ļÅäļŗ¼ĒĢśĻ▓ī ļÉśļ®┤ ņØ╝ņĀĢĒĢ┤ņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö AZ31 Mg ĒĢ®ĻĖłņØä ņØ┤ņÜ®ĒĢśņŚ¼ 0.001 s-1ņØś ņżĆņĀĢņĀü ļ│ĆĒśĢļźĀ ņåŹļÅä ļ░Å 100 s-1ņØś ņżæ ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉņä£ 5, 10, 15 % ļ¦īĒü╝ ņØĖņן ņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņŚ¼ ļ│ĆĒśĢļźĀ ņåŹļÅä ļ│ĆĒÖöņŚÉ ļö░ļźĖ ļ│ĆĒśĢ Ļ▒░ļÅÖņØä Ļ┤Ćņ░░ĒĢśĻ│Ā EBSD ļ░Å TEM ļČäņäØņØä ĒåĄĒĢśņŚ¼ ļ»Ėņŗ£ņĀü ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. Ļ░üĻ░üņØś ļ│ĆĒśĢļźĀ ņåŹļÅä ņĪ░Ļ▒┤ņŚÉņä£ ņØĖņןņŗ£ĒŚśņØä ņłśĒ¢ēĒĢ£ Ļ▓░Ļ│╝ 0.001 s-1ņŚÉ ļ╣äĒĢ┤ 100 s-1ņŚÉņä£ ņ£ĀļÅÖņØæļĀź ļ░Å ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņ¦Ćļ¦ī ņŚ░ņŗĀņ£©ņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ņØ┤ļ¤¼ĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ņ░©ņØ┤ņŚÉ ļīĆĒĢ£ ļ¼╝ļ”¼ņĀüņØĖ ņøÉņØĖņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļ©╝ņĀĆ EBSD ļČäņäØņØä ņłśĒ¢ēĒĢ£ Ļ▓░Ļ│╝ Ļ░üĻ░üņØś ļ│ĆĒśĢļźĀ ņåŹļÅäļĪ£ ņØĖņןņŗ£ĒŚśņØä ņłśĒ¢ēĒĢ£ ņŗ£ĒÄĖņØś (0001)ĻĖ░ņĀĆ ļ®┤ ĻĘ╣ņĀÉļÅäņŚÉņä£ ņøÉņŻ╝ļ░®Ē¢źņ£╝ļĪ£ ņāłļĪ£ņÜ┤ ĻĘ╣ņĀÉņØ┤ ĒśĢņä▒ļÉ£ Ļ▓āņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŖöļŹ░ ņØ┤ļ¤¼ĒĢ£ ĻĘ╣ņĀÉņØĆ cņČĢ ņØĖņן ļ¬©ļō£ļź╝ Ļ░Ćņ¦ĆļŖö {
10 1 ¯ 2
TEM ļČäņäØņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░üĻ░üņØś ļ│ĆĒśĢļźĀ ņåŹļÅä ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ 1% pre-strainņØä ļČĆĻ│╝ĒĢ£ ņāüĒā£ņŚÉņä£ ĒśĢņä▒ļÉ£ ņĀäņ£äļź╝ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ 0.001 s-1ņŚÉ ļ╣äĒĢ┤ 100 s-1ņŚÉņä£ ņĀäņ£ä ļ░ĆļÅäĻ░Ć ļåÆņØĆ Ļ▓āņØä Ļ▒░ņŗ£ņĀüņ£╝ļĪ£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņØ┤ļź╝ ĒåĄĒĢśņŚ¼ ņ┤łĻĖ░ ļ│ĆĒśĢ ļŗ©Ļ│äņŚÉņä£ļŖö ņĀäņ£ä ļ░ĆļÅä ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”¼Ļ│Ā ņĀäņ£ä ņä▒ļČäĻ│╝ ļ▓äĻ▒░ņŖż ļ▓ĪĒä░ļź╝ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ļ¬©ļōĀ ņŗ£ĒÄĖņŚÉņä£ <a> ļ░Å <c+a> ņĀäņ£äļź╝ Ļ┤Ćņ░░Ē¢łĻ│Ā ņØ┤ļź╝ ĒåĄĒĢ┤ ĻĖ░ņĀĆ ļ®┤ ņŖ¼ļ”ĮĻ│╝ Ēö╝ļØ╝ļ»Ėļŗ¼ ņŖ¼ļ”ĮņØ┤ ĒÖ£ņä▒ĒÖöļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłņ£╝ļéś ļ│ĆĒśĢļźĀ ņåŹļÅäņŚÉ ļö░ļØ╝ ņ░©ņØ┤ļŖö ņŚåņŚłļŗż.
ņ£ä Ļ▓░Ļ│╝ļōżņØä ņé┤ĒÄ┤ļ│┤ņĢśņØä ļĢī 0.001 s-1ņŚÉ ļ╣äĒĢ┤ 100 s-1ņØś ļ│ĆĒśĢļźĀ ņåŹļÅä ņĪ░Ļ▒┤ņŚÉņä£ ļŹö ļ¦ÄņØĆ ņīŹņĀĢļōżņØ┤ ĒśĢņä▒ļÉśļ®░ ĒśĢņä▒ļÉ£ ņīŹņĀĢļōżņØ┤ ņĀäņ£äņØś ņןņĢĀļ¼╝ ņŚŁĒĢĀņØä ĒĢśļŖö Ļ▓āĻ│╝ ļ│ĆĒśĢ ņ┤łĻĖ░ņØś ņĀäņ£ä ļ░ĆļÅä ņ░©ņØ┤ņŚÉ ņØśĒĢ┤ ņ£ĀļÅÖņØæļĀźņØ┤ ņ”ØĻ░ĆĒĢ£ļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż. ļśÉĒĢ£, ņŚ░ņŗĀņ£© ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļŖö ņÜöņØĖņ£╝ļĪ£ ļ│Ė ņŚ░ĻĄ¼ņØś ņŗżĒŚś ņĪ░Ļ▒┤Ļ│╝ Ļ░ÖņØ┤ ļÅÖņĀü ĒÜīļ│ĄņØ┤ ļ░£ņāØĒĢśĻĖ░ ņ¢┤ļĀżņÜ┤ Ļ▓āĻ│╝ ļ│ĆĒśĢļźĀ ņåŹļÅä ņ░©ņØ┤ņŚÉ ļö░ļźĖ ņĀäņ£ä ļ░ĆļÅä ņ░©ņØ┤Ļ░Ć ņŻ╝ņÜöĒĢśļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ļ░¢ņŚÉ ņīŹņĀĢļ”ĮĻ│ä ņŻ╝ļ│Ćņ£╝ļĪ£ ņ¦æņĀüļÉ£ ņĀäņ£äņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢśļŖö ņØæļĀź ņ¦æņżæ ļśÉĒĢ£ ņŚ░ņŗĀņ£©ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.