1. 서 론
원전 계통의 많은 부품들은 사용목적 및 환경에 따라 여러 가지 서로 다른 강종들로 혼합되어 제작되고 있다 [1,2]. 이에 따라 원자로 내에는 필연적으로 다수의 이종금속 용접부가 존재하게 된다 [3]. 한 예로 경수로를 비롯한 원자로에 1차 계통에서는 페라이트계 저합금 배관과 오스테나이트계 스테인리스강 배관이 용접/접합되어 사용되는 방식이 응용되고 있다. 오스테나이트계 스테인리스강은 내식성이 우수하고 연성 및 내열성이 우수하지만, 가격이 비싸고 Ni과 같이 방사화가 잘 되는 원소를 포함하고 있다 [4]. 이러한 문제를 완화하기 위해 저렴하면서 강도가 높고 가공성이 우수한 페라이트계 저합금강이 배관용 소재의 상대재로 접합되어 사용되고 있다. 그러나, 이종금속 용접부에서는 재료물성의 차이로 인해 다양한 금속학적 문제가 발생하기 쉽다. 특히, 잔류응력의 발생은 원자로 가동 중에 일차수응력부식균열 (Primary Water Stress Corrosion Cracking, PWSCC)을 유발시켜 원자로 배관의 냉각수 누수 사고 발생가능성을 높인다 [5-7]. 따라서, 이종금속 용접부의 금속학적 문제와 잔류응력 발생 저감을 위한 다양한 연구가 시도되어 왔으나 현재까지 근본적인 해결책은 제시되지 못 하고 있다. Ming [8], Prabakaran [9], Javadi [10], Liu [11]등 많은 연구자들은 페라이트계 강과 오스테나이트계 강의 용접/접합부에서 발생하는 상이한 열적/물리적 문제를 활발히 연구하였다. K. Shah [12]과 S. R. Pulugurtha [13]는 화학적, 열적/물리적 성질 차이로 인해 용접부 계면에서 균열 및 박리가 발생된다고 보고하였다. 이종접합에서 발생하는 문제를 완화시키기 위해서는 계면부에서 급격한 열적/물리적 특성 변화가 나타나지 않는 것이 매우 중요하다. 최근 연구 [14-19]가 되고 있는 경사조성재료(Functionally Gradient Material, FGM)의 개념을 이용하면 용접부 조성을 점진적으로 변화시켜서 이종금속 접합의 문제점을 보완할 수 있을 것으로 기대된다 [20]. 경사조성재료 용접부에서는 조성 및 미세구조가 점진적으로 변화되어 기존 이종금속 접합에서 나타나는 문제점 (균열 및 박리)을 피할 수 있다.
한편, 적층제조 (Additive Manufacturing, AM) 공정은 CAD 모델을 기반으로 복잡한 형태의 부품을 경제적으로 제조할 수 있는 제조법이다 [21,22]. 특히, 금속분말 기반적층제조 공정은 금속분말을 연속적으로 적층시켜 3차원 형상의 부품을 제조하는 공정으로서 가장 활발하게 연구되고 있다 [23,24]. 금속분말 적층제조법은 고에너지 직접 적층법 (Direct Energy Deposition, DED)과 분말적층 용융법 (Powder Bed Fusion, PBF)들이 주를 이루고 있다. 그 중 DED 적층공정은 금속 와이어 또는 분말의 원재료를 레이저와 같은 고에너지 열원을 통하여 용융 시킨 후, 이를 선 단위로 적층하여 원하는 입체구조물을 형성하는 방식을 사용한다 [25,26]. DED 적층공정은 하나의 구조물을 제조할 때 여러 가지 다른 종류의 금속분말을 사용할 수 있어 경사조성재료 제작에 매우 유리하다 [27,28]. 이러한 DED 적층공정에는 적층속도, 해칭간격 (Hatch space), 분말분사량 등 다양한 공정변수가 있는데 그 중에서도 레이저 출력은 가장 중요한 공정변수이다 [29,30]. 따라서, 본 연구에서는 DED 적층조형 중 레이저 출력에 따라 경사조성재료의 미세조직과 기계적특성이 어떻게 변화하는지 살펴보았다. 이를 위해 원자로 배관 용접/접합에 사용되고 있는 이종금속접합을 DED 적층공정을 이용하여 오스테나이트/페라이트 경사조성재료 형태로 제작하였다. 오스테나이트/페라이트 이종금속의 경사조성재료에서 나타날 수 있는 금속학적 문제를 다양한 미세조직 관찰과 특성평가를 통하여 연구하였다.
2. 실험방법
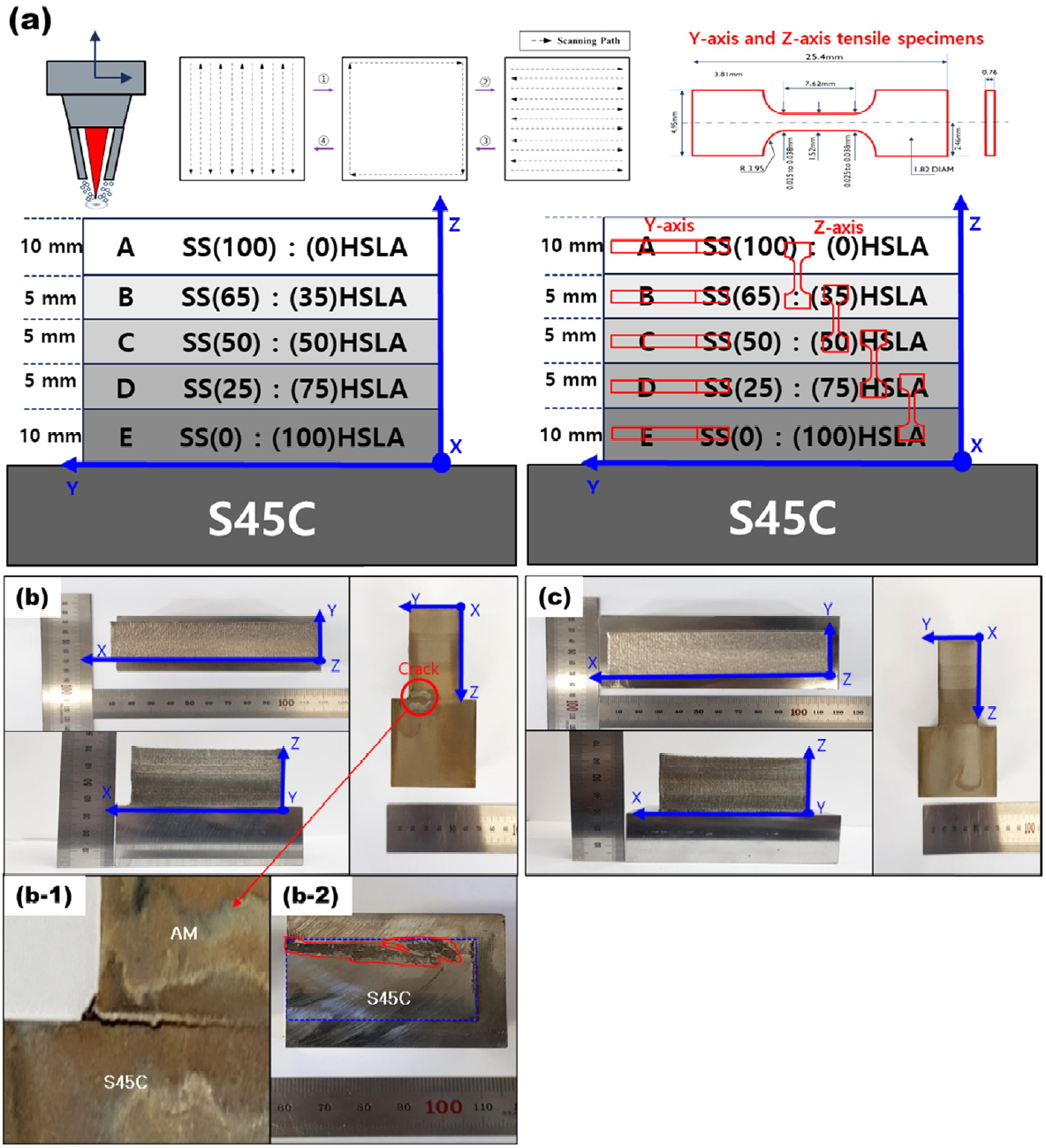
그림 1(a)는 DED로 적층한 적층물의 모식도로써 서로 다른 합금조성을 가지는 5개의 층을 보여준다. 각 층은 Type 316L 스테인리스강 (Stainless Steel, SS)과 고강도-저합금강 (High Strength Low Alloy, HSLA) 분말이 서로 다른 비율로 혼합된 적층 구조를 가지고 있다. 각 층의 혼합비율은 표 1에 정리하였다. 본 연구에서 사용된 Type 316L 분말과 HSLA 분말의 입도는 45~150 μm 수준으로 동일한 입도를 가진 분말을 사용하였다. 레이저 적층공정 조건으로는 레이저빔 크기 0.8 mm, 스캔속도 14 mm/s, 초점거리 9 mm이며, 레이저 출력은 450W, 380W 2가지 조건으로 수행하였다. DED 적층 가공된 시편명은 레이저 출력에 따라 각각 AM450W, AM380W으로 명명하였다. 적층 방법으로는 X 방향으로 일방향 적층 후 외곽을 적층하였고, 그 위에 Y 방향으로 일방향 적층하는 Orthogonal 법을 적용하였다. 제일 아래층 (E층)은 S45C 기판 위에 10 mm 높이로 쌓인 100% HSLA 분말로 제조하였다. 이후 중간 3개의 층 (B, C, D)은 5 mm 높이로 각각 SS 25% : 75% HSLA, SS 50% : 50% HSLA, SS 65% : 35% HSLA의 무게 비율로 혼합된 분말을 이용해 적층 하였다. 가장 위층 (A층)은 다시 10 mm 높이로 100% Type 316L SS 분말을 이용해 적층 하였다. Scanning Electron Microscope (SEM, JSM-7100F)에 장착된 Energy Dispersive Spectroscopy (EDS, EDAX-TEAM XP) 분석과 Electron Back Scatter Diffraction (EBSD, TSL Hikari Super)을 이용해 미세조직을 분석하였다. EBSD 분석 프로그램은 OIM Analysis 8을 이용하였고 Invers Pole Figure (IPF), Image Quaility (IQ), 그리고 Phase Map 등을 확인하였다. 비커스 경도 측정은 적층물의 Y 면에 대하여 A층에서 E층까지 순차적으로 연속 측정하였다. 이 때 사용된 조건은 하중 100 g, 유지시간 10 s, 500배율, 측정간격 0.5 mm 등이었다. 마지막으로 광학현미경 (50배율) 관찰을 통해 시편의 기공을 관찰하였다. 이 후 Image J 프로그램을 이용하여 두 시편에 대한 기공분율을 정량적으로 계산하였다. 또한, 각 층과 계면에 대한 기계적 특성을 알아보기 위해 DED 적층 가공된 경사조성재료의 Y와 Z방향 (그림 1)으로 방전가공하여 SS-3 인장시험편을 채취하였고, SS-3의 절차에 따라 10-3s-1 변형속도로 상온인장 시험을 수행하였다.
3. 결과 및 고찰
3.1. DED적층된 경사조성재료
레이저 출력을 달리하여 DED 적층법으로 경사조성재료 시편을 제조하였다. 그림 1(b)는 AM450W로 80 × 35 × 35 mm 크기로 적층한 경사조성재료 소재의 거시 사진을 보여주고 있다. 적층된 경사조성재료의 Y 방향 단면을 보면 기판과 적층물 경계부분에 균열이 발생한 것을 확인할 수 있었다 (그림 1(b-1)). 기판과 적층물 경계를 절삭해보니, 절삭 도중 적층물이 기판과 접합되어 있지 않고 박리 (delamination) 되어 있는 것이 확인되었다. 박리된 기판을 보면 (그림 1(b-2)) 표면이 매끄러운 상태가 아니었고 X 방향으로 적층 흔적이 남아있었다. 이것은 1 pass 적층 후 바로 위의 pass와 용융혼합이 잘되지 않아, groove 형태로 남은 흔적이었다. 따라서 용융되지 않은 적층물의 영역이 기판에서 박리되어 기판과 적층물간의 접합이 완전히 이루어지지 않은 것으로 확인되었다. 그림 1(c)는 AM380W의 거시 사진으로써 80 × 40 × 35mm 크기로 잘 적층 된 것이 확인되었다. AM450W와는 달리 적층 후 기판과 적층물간의 박리는 발생하지 않았다. AM450W의 경우 기판과 적층물간 (기판과 E층) 접합은 완전히 이루어지지 않았지만, A450W과 AM380W 모두 적층물간 (A-E층)의 박리는 발생하지 않았다.
3.2. 레이저 출력이 다른 경사조성재료의 SEM-EDS 및 EBSD 분석
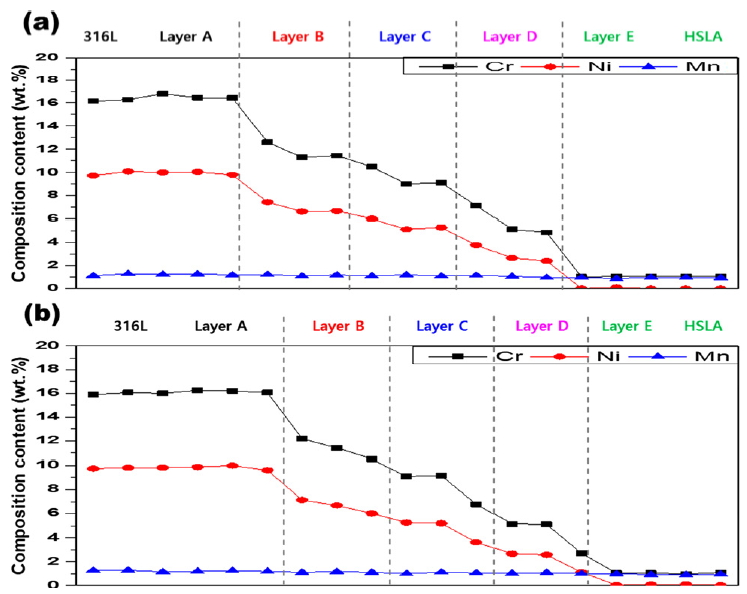
그림 2는 레이저 출력을 달리한 경사조성재료의 SEMEDS 성분분석 결과이다. 각 층의 벌크 조성은 레이저 출력과 관계없이 표 1에서 제시된 혼합분말의 조성과 거의 일치하였다. 이는 두 종류의 분말이 DED 챔버 내에서 분리되지 않고 균질하게 유동하였음을 시사한다. Cr과 Ni, Mn의 함량이 A층에서 E층으로 갈수록 경사적으로 감소하여, 목표한 경사조성 구조가 성공적으로 얻어졌음을 확인하였다.
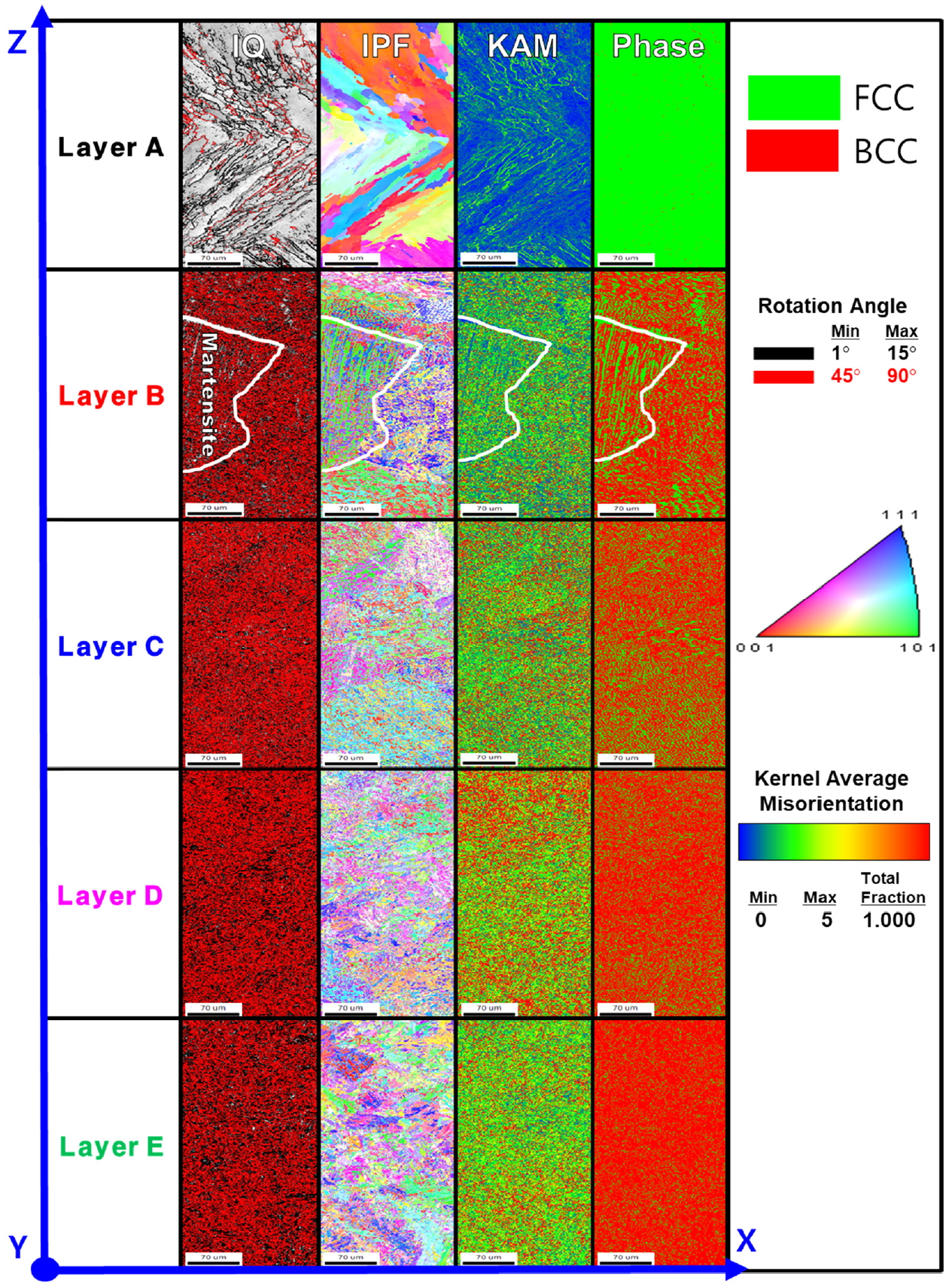
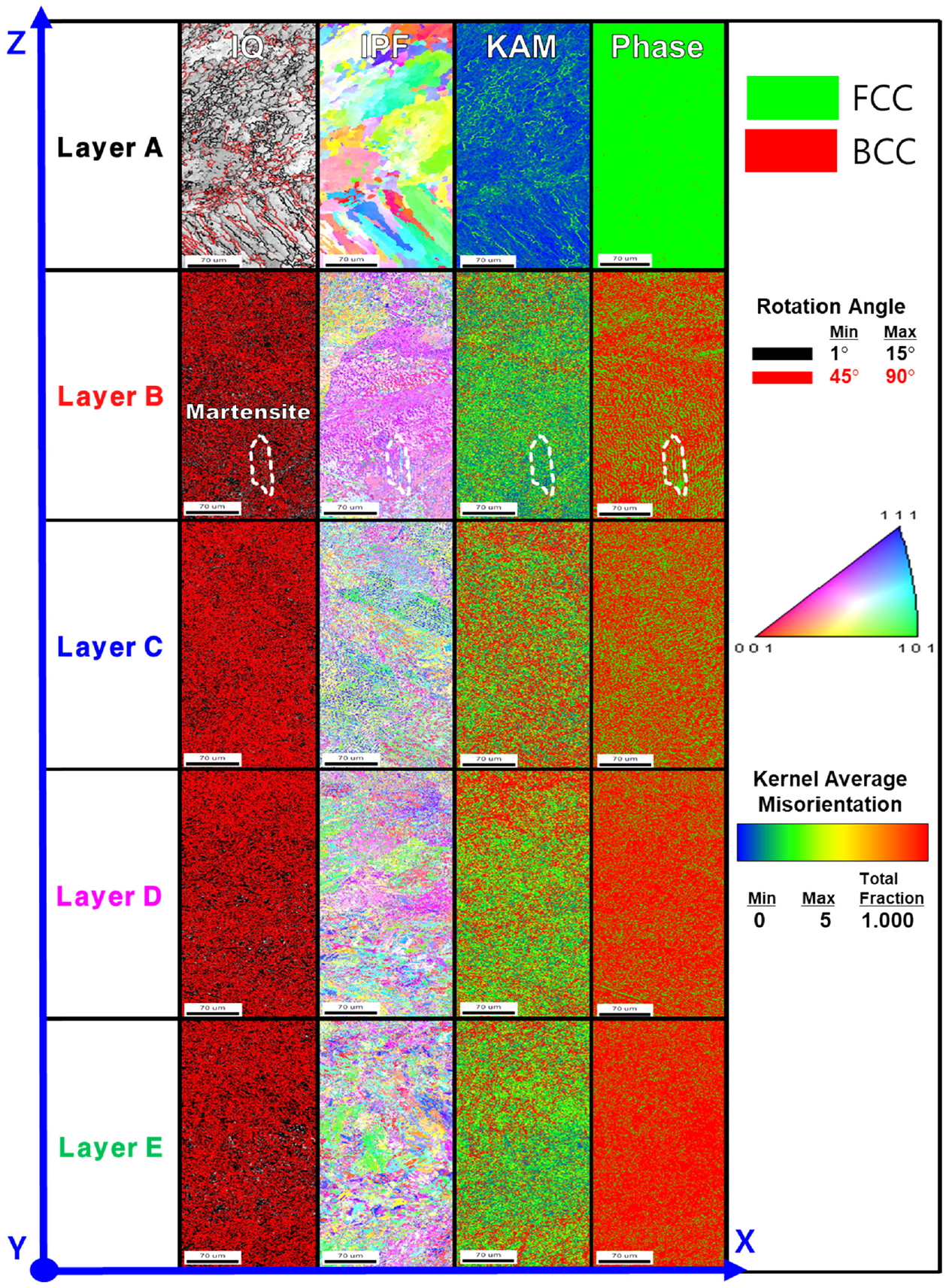
그림 3과 4는 Y방향면에서 얻어진 AM450W와 AM380W의 적층부위별 EBSD 분석 결과이다. A층 (SS100 : 0 HLAS)은 100% 오스테나이트로 이루어졌으며 조대한 등축 결정립구조를 보여주고 있다. AM450W와 AM380W의 결정립 평균 크기는 각각 32 μm, 21 μm 이었다. 대부분의 결정립계면은 저각 (1°~15°)으로 구성되어 있었다. AM450W와 AM380W을 비교하면 레이저 출력에 따른 결정립도 및 상분율 차이는 작았다. 반면, KAM 분석의 경우 AM450W가 결정립계를 따라 높은 KAM 값을 보였다. B층 (SS 65 : 35 HLAS)의 경우 AM450W와 AM380W모두 마르텐사이트와 오스테나이트가 생성되어 있었다. 다만, 마르텐사이트의 경우 AM450W에서 패킷 (packet)의 크기가 상대적으로 크게 나타나며, A층과 비교했을 때 고각경계면이 증가하였다. 또한 AM450W와 AM380W의 평균 결정립 크기는 각각 12 μm, 10 μm로, A층보다 AM450W는 20 μm, AM380W는 12 μm가량 작아졌다. 그리고 페라이트 분율이 증가하였는데 이는 페라이트계 HSLA분말 함량 증가로 인해 페라이트 안정화 원소함량이 높아졌기 때문이다. C층 (SS 50 : 50 HSLA)에서는 마르텐사이트와 페라이트 그리고 잔류 오스테나이트가 미세한 혼합상으로 이루고 있었다. C층의 IQ map에 나타난 것처럼 두 레이저 출력 모두 결정립 각도 (misorientation angle)가 고각(45°~90°)이 많아지기 시작했다. D층 (SS 25 : 75 HSLA)은 두 레이저 출력 모두 C층과 동일하게 마르텐사이트, 페라이트 그리고 잔류 오스테나이트의 미세한 혼합상으로 이루어져있다. C층의 결정립 크기는 각각 6 μm (AM450W), 5 μm (AM380W) 이다. D층에서는 C층보다 결정립 크기가 증가하였다 (AM450W 9 μm, AM380W 8 μm). D층에서도 두 레이처 출력 조건이 모두 고각분율이 증가했다. C와 D 층의 경우 모두 BCC상의 부피분율이 위의 A와 B층에 비해 매우 높게 나타났다. C층과 D층의 마르텐사이트는 DED 적층공정 동안 발생한 급속 냉각 효과에 의해 상이 생성된 것으로 보인다. 가장 아래층인 E층 (SS 0 : 100 HSLA)은 100% 마르텐사이트의 혼합상으로 이루어져 있고, 결정립크기는 AM450W와 AM380W 각각 9 μm, 9 μm으로 D 층과 거의 유사하였다. 각 층의 결정립 크기는 AM450W과 AM380W 시편 모두 오스테나이트 영역이 많은 A층에서 크고, 반대로 페라이트 영역에서는 결정립크기가 작았다. 그리고 오스테나이트 영역과 페라이트 영역이 혼합되어 있는 B~D층에서는 C층 (SS 50 : 50 HSLA)이 결정립 크기가 가장 작았다. 페라이트 함량이 증가될수록 결정립크기는 미세하게 증가하였지만, 오스테나이트 영역인 A층처럼 수십 마이크로미터로 증가하지는 않았다. 각 층의 미세구조는 AM450W과 AM380W이 서로 매우 유사하였고 이는 레이저 출력에 따른 미세구조 변화가 크지 않았음을 보여준다.
3.3. DED적층된 경사조성재료의 기계적 특성 분석
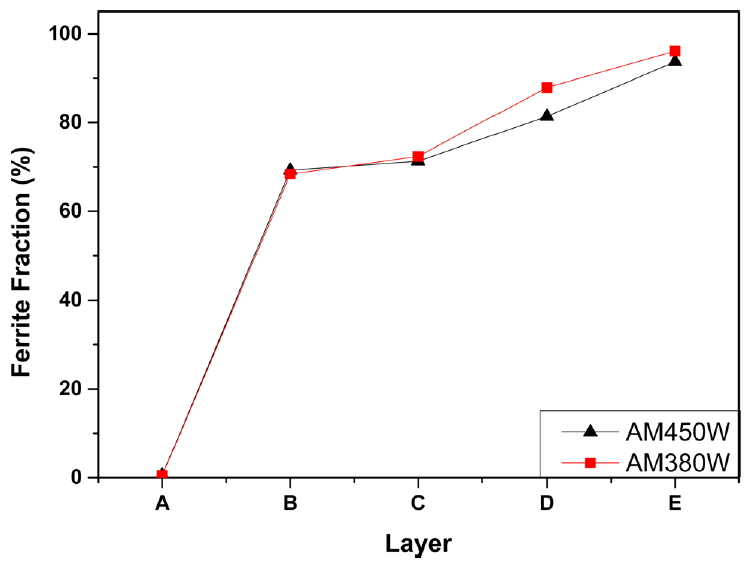
오스테나이트/페라이트 분율은 기계적특성에 매우 큰 영향을 미치기 때문에 각 층의 페라이트 상분율을 EBSD의 Phase를 이용하여 측정하였다 (그림 5). A층은 완전 오스테나이트 상으로 구성되어 있어 페라이트 상이 측정되지 않았다. B층에서부터는 페라이트 상분율이 측정되었으며, B층은 AM450W (69.3%)와 AM380W (68.4%)의 페라이트 상분율이 측정되었다. C층에서는 B층과 큰 차이 없이 두 시편은 각각 71.3 (AM450W), 72.4% (AM380W)로 측정되었다. D층은 81.4% (AM450W)와 87.9% (AM380W)로 측정되어 두 시편간 5%이상의 페라이트 상분율 차이가 났다. 이후 E층에서도 두 시편의 페라이트 상분율은 3% 이내의 차이를 보이며 각각 93.7% (AM450W), 96.1% (AM380W)으로 측정되었다. 한편, 경사적 적층을 위해 5개 층에서 페라이트 분말함량을 변화시키면서 적층을 하였다. 그러나 실제로는 A층과 B층 사이에서 큰 페라이트 상분율 변화가 나타났다. 그 이유는 A층 (HSLA 0 wt%)과 B층 (HLAS 35 wt%)의 페라이트 분말함량 차이로 보인다. B층의 페라이트 분말함량을 35 wt%보다 적은 분말함량을 첨가하면 B층의 페라이트 상분율이 감소하여 페라이트 상분율 변화가 경사적으로 될 것으로 예상된다.
그림 6은 AM450W와 AM380W의 층별 기공분율을 나타내었다. 전반적으로 두 시편 모두 페라이트 분율이 증가할수록 기공분율이 증가하는 경향을 보여주었다. AM450W (그림 6(a))의 경우 A층 (0.029%)이 총 5개 층에서 가장 낮은 기공분율이고, 이 후 D층의 기공분율이 가장 높았다. E층은 D층 대비 0.014% 감소한 0.362%이다. 한편, AM380W은 A층에서 C층까지 기공분율이 증가하였다가 D층에서 C층보다 0.067% 감소한 0.158%를 보여주었다. 가장 아래층인 E층의 기공분율은 D층의 기공분율보다 크게 증가한 1.253%를 보여주었다. AM450W에 비해 레이저 출력이 감소한 AM380W은 E층에서 높은 기공분율이 나타났다. 이는 레이저 출력이 HSLA의 용융온도가 상대적으로 높아, 분말이 완전 용융되지 못한 분말들 사이에서 기공이 발생한 것으로 판단된다. 또한, 본 연구에 사용된 DED 적층공정 변수가 Type 316L에 최적화 되어있었고 HSLA에는 상대적으로 적합하지 않았던 것이 또 다른 원인으로 파악된다. 따라서, 전체적인 시편의 건전성을 위해서는 각 층의 조성별로 최적의 적층조건을 적용해야 할 것으로 보인다.
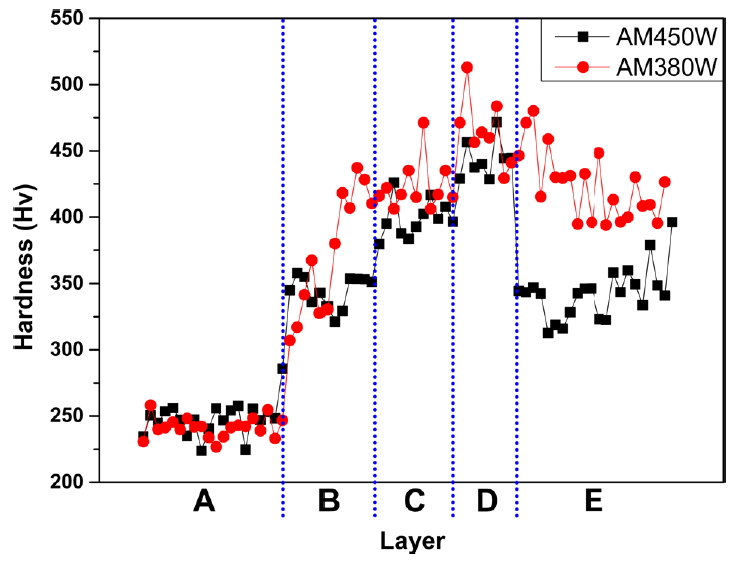
그림 7은 적층방향 (Z-axis)으로 비커스 경도 측정결과를 나타냈다. 잔류 오스테나이트와 마르텐사이트 그리고 페라이트가 혼합된 D층의 경도가 가장 높았던 반면에, 완전 오스테나이트 영역 (A층)의 경도가 가장 낮았다. Hall-Petch 방정식에 따르면 결정립 크기가 가장 작은 C층에서 높은 경도를, 결정립 크기가 큰 A층에서 경도가 낮아야 한다. A층은 Hall-Petch에 따라 경도가 낮았지만, 실제 가장 높은 경도를 갖는 D층은 결정립 크기뿐만 아니라 마르텐사이트 상이 생성되어 경도가 증가하였다. AM450W와 AM380W의 A층은 완전 오스테나이트 영역으로 250 Hv 수준의 경도 값을 가졌고, SS 65% 첨가된 B층에서는 평균적으로 AM380W가 경도가 높았다. C층에서는 두 시편 모두 약 400 Hv의 경도 값을 보였으며, 경도가 가장 높은 D층에서는 평균 450 Hv으로 나타났다. 가장 아래층인 E층에서는 두 시편간의 경도 차이가 현격하게 발생하였다. AM450W의 E층은 360 Hv 수준의 비교적 낮은 평균 경도 값을 보인 반면, AM380W는 430 Hv 수준으로 높은 평균 경도 값을 보였다. 두 시편간에 경도 차이가 크게 발생한 원인으로는 결정립 크기 (표 2 참조) 및 마르텐사이트 분율 차이로 추측된다. 통상적으로 EBSD-KAM값이 높을수록 (붉은색) 마르텐사이트 분율이 높다는 것을 의미 [31,32]하는데 그림 3과 4의 KAM 결과는 마르텐사이트 분율이 AM380W에서 더 높다는 것을 보여준다.
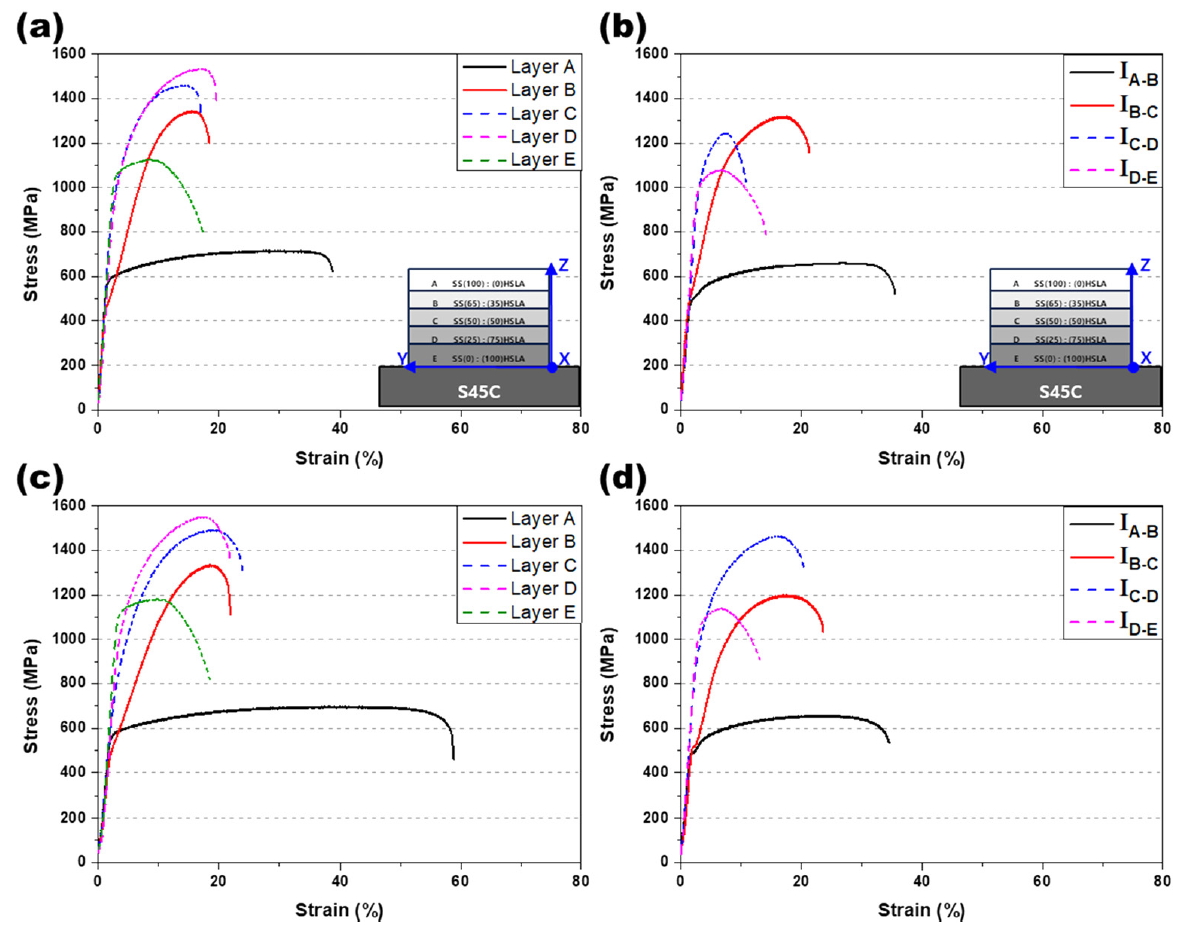
그림 8에는 AM450W와 AM380W의 Y 및 Z 방향 상온인장시험 결과를 나타내었다. 각 층의 개별물성은 적층물의 Y 방향 상온인장을 통해 평가되었고, 층간 계면에 대한 물성은 적층물의 적층방향인 Z 방향 인장시험으로 조사하였다. 그림 8(a)와 (b)는 AM450W의 상온인장시험 결과를 보여주고 있다. 층별 상온인장의 경우 (그림 8(a)), 오스테나이트 분율이 많은 A층 (검정실선)은 가공경화 현상과 함께 약 40%의 가장 큰 연신율을 보였다. 페라이트 (HSLA 35 wt%)가 첨가된 B층 (빨간실선)의 경우, A층 (HSLA 0 wt%)의 상온인장 결과와 다르게 페라이트 분율이 C층 (HSLA 50 wt%)에 가까웠기 때문에 C층 (파란 점선)의 인장시험 결과와 유사한 그래프로 나타났다. 페라이트 분율이 많아지는 C층과 D층 (분홍점선)의 연신율은 A층에 비해 낮은 약 20%을 보이고 있는 반면, 인장강도는 A층의 2배가량 높은 1400 MPa이상으로 나타났다. 그리고 가장 아래층인 E층 (녹색점선)은 오스테나이트와 페라이트가 혼합된 영역 (B, C, D층)에 비해 인장강도와 연신율이 감소하였다. 그림 8(b)는 AM450W의 Z 방향 (계면)에 대한 상온인장시험 결과이다. IA-B (A층과 B층 접합시편)는 오스테나이트 분율이 높아 그림 8(a)의 A층과 유사하였다. IB-C (B층과 C층 접합시편)부터는 페라이트 분율이 증가하였다. 여기서는 약 1320 MPa의 인장강도, 약 21%의 연신율이 나타났다. IC-D (C층과 D층 접합시편)은 IB-C에 비해 페라이트 분율이 증가하였지만, 인장강도와 연신율은 각각 100MPa, 5% 감소하였다. ID-E (D층과 E층 접합시편)에서도 인장강도가 약 100 MPa가량 감소하여 페라이트 분율이 증가할 수록 인장강도가 감소하는 것을 확인하였다.
그림 8(c)와 (d)는 AM380W의 층별 및 계면에 대한 상온인장시험 결과이다. 층별 상온인장 (그림 8(c))은 AM450W (그림 8(a))와 그래프 형태는 유사하나, AM450W보다 인장강도 및 연신율이 더 높게 나타났다. AM380W의 인장특성이 높은 이유는 그림 3과 4의 EBSD에서 나타난 결정립의 크기 영향으로 보인다 (표 2 참조). 이는 AM450W가 AM380W보다 레이저 출력이 높아 입열량 (heat input)이 컸고 이에 따라 적층 후 냉각되는 도중 결정립 성장효과가 두드러진 것으로 보인다. Z 방향 상온인장 결과, IA-B는 AM450W과 큰 차이는 없었고, IB-C는 오히려 약 50 MPa 수준으로 인장강도가 감소하였다. IC-D의 인장강도가 AM450W의 IC-D보다 200 MPa높게 측정되었다. 또한, ID-E에서도 인장강도가 약 50 MPa 높았다.
레이저 출력이 AM450W에서 AM380W으로 낮아질수록 상온인장특성은 오스테나이트 분율과 페라이트 분율의 영향을 크게 받았다. 층별 상온인장특성의 경우, 레이저 출력이 감소함에 따라 오스테나이트 분율이 많은 A층에서는 연신율이 증가하지만 인장강도는 차이가 없었다. 그러나 페라이트 분율이 증가되는 B층부터는 인장강도와 연신율이 증가하였다. 특히 오스테나이트와 페라이트 분율이 혼합된 C층 (SS 50 : 50 HSLA)과 페라이트 분율이 더 많은 D층(SS 25 : 75 HSLA)에서 레이저 출력이 감소함에 따라 인장강도 및 연신율이 증가하였다. 그러나 페라이트 분율이 100%인 E층은 C과 D층에 비해 인장강도와 연신율이 낮았다. 이처럼 페라이트 분율이 증가함에 따라 인장강도와 연신율이 증가하지만, 오스테나이트가 존재하지 않는 경우 오히려 인장강도와 연신율이 크게 낮았다. 계면 인장특성에서도 레이저 출력이 낮아짐에 따라 오스테나이트 분율이 많은 IA-B에서는 큰 차이가 없었고, IB-C는 오히려 인장강도는 감소하였다. 그러나 페라이트 분율이 증가되는 IC-D와 ID-E에서는 인장강도와 연신율이 같이 증가하였다.
3.4. Schaeffler 도표를 이용한 미세조직예측 및 비교분석
레이저 기반 DED로 제작된 부품은 적층 중에 복잡한 열 이력을 겪는다. 이러한 열 이력과 화학적 조성의 변화는 경사조성내에서 미세구조 및 특성 모두에서 국부적인 변화를 초래한다 [33]. 다양한 영역에 존재하는 상을 이해하기 위해, 합금강과 스테인리스강 및 이종접합재에서 용융과 용접하는 동안 주요 미세구조를 예측하는 Schaeffler 도표를 이용하였다. Schaeffler 도표는 합금강과 스테인리스강의 용융 및 용접되는 동안 형성되는 주요 미세구조를 Ni와 Cr의 당량으로 예측 할 수 있다 [34,35]. 당량 계산은 아래의 식 (1)과 (2)으로 계산할 수 있다.
그림 9는 위 식 (1)과 (2)을 이용하여 예측된 레이저 출력에 따른 층별 미세구조를 Schaeffler 도표에 나타낸 것이다. 이때의 조성들은 SEM-EDS에서 측정된 결과를 이용하였다. AM450W의 A층에서 Cr과 Ni 당량은 각각 17, 11%로 오스테나이트와 마르텐사이트 그리고 페라이트 (3%)가 혼합된 영역에 있었다. B층은 Cr (13%), Ni (7.5%)로 마르텐사이트 영역에 위치하나 오스테나이트와 마르텐사이트 혼합영역에 가깝게 있었다. C층의 Cr과 Ni 당량은 각각 11, 4로 마르텐사이트 영역과 마르텐사이트, 페라이트가 혼합된 영역의 경계에 있었다. D층 (Cr 7, Ni 3.8)은 완전한 마르텐사이트 영역에 있고, 가장 아래층 E층은 Cr과 Ni 당량이 각각 2.1, 0.5로 페라이트와 마르텐사이트 혼합영역과 마르텐사이트 영역의 경계에 있었다. AM380W A층은 Cr과 Ni 당량은 각각 17, 10으로 AM450W와 동일한 오스테나이트와 마르텐사이트, 페라이트 (3%)가 혼합된 영역에 있다. B층은 Cr (11%), Ni (7.5%)로 완전한 마르텐사이트 영역에 있었고, 페라이트 영역과 오스테나이트, 마르텐사이트 영역의 경계에 가깝게 있었다. C층은 Cr과 Ni 당량이 각각 7, 5이며, 마르텐사이트 영역과 마르텐사이트, 페라이트가 혼합된 영역의 경계에 있는 AM450W와 달리 완전 마르텐사이트 영역에 있었다. D층은 Cr(6%), Ni (2%) 당량으로 완전 마르텐사이트 영역에 있었다. E층 (Cr 2%, Ni 0.5%)은 AM450W와 유사하게 페라이트와 마르텐사이트 혼합영역과 마르텐사이트 영역의 경계에 있었다.
AM450W와 AM380W은 C층을 제외한 나머지 층에 대한 예상 미세구조가 동일하였다. 그러나 Schaeffler 도표에서 예상된 미세구조와 EBSD 결과 (그림 3, 4)에서 나타난 미세구조와는 다르게 나타났다. 두 시편 모두 A층은 완전한 오스테나이트 상이지만, Schaeffler 도표에서는 오스테나이트와 마르텐사이트 그리고 페라이트가 동시에 존재하는 것으로 나타났다. C층과 D층에서도 마르텐사이트로 예상되었지만, 실제로는 마르텐사이트와 페라이트, 일부 오스테나이트가 혼합되어 있어 Schaeffler 도표와 완전히 일치하지는 않았다. 이렇게 각 층의 미세구조들이 조금씩 일치하지 않은 이유는 2개 이상의 상이한 분말이 혼합될 경우 일부 국부 부위에서는 평균 조성보다 높은 Cr 함량 또는 낮은 Ni함량을 가질 수 있기 때문이다 [36,37]. Schaeffler 도표 상에서 각 층의 위치는 오스테나이트, 마르텐사이트, 페라이트 경계면과 매우 가깝기 때문에 미량의 조성 변화로도 다른 상의 영역으로 이동이 가능하다. 이러한 국부적 조성 불안정영역이 넓어지면 Schaeffler 도표에서 예측된 것과는 다른 조직이 EBSD 관찰에서 얻어질 수 있다.
4. 결 론
본 연구는 Type 316L-고강도저합금강을 경사조성재료로 사용하여 DED 적층 하였고, 적층 시 레이저 출력변화에 따른 경사조성재료에 대한 미세조직 예측 및 EDS, EBSD, 경도 그리고 상온인장 시험을 수행하였으며, 이에 따른 연구 결론은 다음과 같다.
(1) 레이저 출력AM450W과 AM380W의 적층물에 대한 조성함량 변화는 EDS 분석 결과, 경사조성재료의 특징인 경사적 조성함량 변화로 적층 되었다. 레이저 출력이 높은 AM450W에서 S45C기판과 적층물간의 박리 현상은 나타났지만, 적층 된 AM450W와 AM380W의 두 적층물 사이의 박리 및 균열은 어느 층에서도 나타나지 않았다.
(2) EBSD 분석 결과, AM450W과 AM380W모두 A층에서 오스테나이트, B층은 오스테나이트, 마르텐사이트, C층과 D층은 마르텐사이트, 페라이트, 잔류오스테나이트가 생성되었고, 가장 아래층인 E층에서는 마르텐사이트, 페라이트가 동일하게 생성되어 레이저 출력에 따른 미세조직 차이는 없었으나, 미세한 결정립크기 차이가 발생하였다.
(3) 페라이트 분율을 경사적으로 변화시키기 위해서는 B층의 HSLA함량을 35 wt%보다 적게 첨가해야 하는 것으로 나타났다. 레이저 출력에 따른 기공분율은 380W 조건에서 더 높게 나타났다. Type 316L에 적합한 조건으로 적층하였기 때문에 고강도 저합금강 영역에서 특히 기공분율이 높았다. 비커스 경도는 레이저 출력에 따라 D 층까지는 유사하였지만, E층에서는 AM380W가 AM450W보다 약 50 Hv가량 높았다.
(4) 상온인장결과는 AM450W과 AM380W모두 유사한 인장특성을 보였다. 전반적으로 A층에서는 높은 연신율이 그리고 D층에서는 높은 인장강도가 얻어졌다. Z방향 연신에서는 AM380W시료에서 강도와 연신율이 더 높았다. 또한 레이저 출력가 감소함에 따라 결정립크기가 감소하였고, 페라이트 분율이 많은 층과 계면에서 인장강도와 연신율이 증가하였다.
(5) Schaeffler 도표는 실제 EDS 분석한 조성함량으로 측정한 결과와 다른데, 분말이 100% 혼합이 되지 않을 수 있어, 일부 국부적인 영역에서 Cr, Ni 함량이 달라 Schaeffler 도표와는 다른 미세조직이 얻어진 것으로 판단된다.