1. ņä£ ļĪĀ
ņäĖĻ│äņĀüņ£╝ļĪ£ ņś©ņŗżĻ░ĆņŖż ļ░░ņČ£, ņŚ░ļŻī Ļ▓ĮņĀ£ņŚÉ ļīĆĒĢ£ ĻĘ£ņĀĢņØ┤ Ļ░ĢĒÖöļÉ©ņŚÉ ļö░ļØ╝, ņ×ÉļÅÖņ░© ņé░ņŚģļČäņĢ╝ņŚÉņä£ļŖö ņŚ░ļ╣ä Ļ░£ņäĀ ļ░Å ĒÖśĻ▓Įļ¼ĖņĀ£Ļ░Ć ņ¦ĆņåŹņĀüņ£╝ļĪ£ ļīĆļæÉļÉśĻ│Ā ņ׳ļŗż [1]. ņś©ņŗżĻ░ĆņŖż ļ░░ņČ£ ņĀĆĻ░É ļ░Å ņŚ░ļ╣ä Ē¢źņāüņØä ņ£äĒĢ£ ņäĀņĀ£ņĀü ļīĆņØæņ£╝ļĪ£ ņ░©ņ▓┤ Ļ▓Įļ¤ēĒÖö ĻĖ░ņłĀņØä ļ░śļō£ņŗ£ Ļ░£ļ░£ĒĢ┤ņĢ╝ ĒĢ£ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ×ÉļÅÖņ░© ļ¼┤Ļ▓īņØś 10%Ļ░Ć Ļ░ÉņåīĒĢśļ®┤ ņŚ░ļ╣äĻ░Ć ĒÅēĻĘĀ 6.9% Ē¢źņāüļÉĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ņ░©ņ▓┤ Ļ▓Įļ¤ēĒÖöļź╝ ņ£äĒĢ┤ ņĢīļŻ©ļ»ĖļŖä(Aluminum, Al), ļ¦łĻĘĖļäżņŖś(Magnesium, Mg), Ēāäņåīņä¼ņ£Ā Ļ░ĢĒÖö ļ│ĄĒĢ®ņ×¼ļŻī(Carbon fiber-reinforced plastic, CFRP) ļō▒ņØś ļŗżņ¢æĒĢ£ Ļ▓Įļ¤ēņåīņ×¼ņØś ņĀüņÜ®ņØ┤ ĒĢäņÜöĒĢśļŗż [2,3]. ĒŖ╣Ē׳ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ļź╝ ņ░©ņ▓┤ņŚÉ ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░, ņŻ╝ņ▓ĀņØ┤ļéś Ļ░Ģņ▓Ā(Steel)ļ│┤ļŗż ņĀäņ▓┤ ņżæļ¤ēņØś 40-60% Ļ░ÉņåīĒĢśļŖö ĒÜ©Ļ│╝ļĪ£ ņØĖĒĢśņŚ¼ Ļ▓ĮņĀ£ņä▒ ļ░Å ņāØņé░ņä▒ ņĖĪļ®┤ņØä Ļ░ÉņĢłĒĢĀ ļĢī, ļŗżļźĖ Ļ▓Įļ¤ēņåīņ×¼ņŚÉ ļ╣äĒĢśņŚ¼ ļ¦ÄņØĆ ņןņĀÉņØä ņ¦ĆļŗłĻ│Ā ņ׳ņ¢┤ ņ░©ņ▓┤ļČĆĒÆłņŚÉ ļīĆĒĢ£ ņĀüņÜ® ļ░Å ĒÖĢļīĆĻ░Ć ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŖö ņŗżņĀĢņØ┤ļŗż [4].
ņ×ÉļÅÖņ░© ņĪ░ļ”Į Ļ│Ąļ▓Ģ ņżæ ļīĆĒæ£ņĀüņØĖ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņØĆ ņĀĆļ╣äņÜ®, ļåÆņØĆ ņāØņé░ņä▒, Ļ▓¼Ļ│Āņä▒ ļō▒Ļ│╝ Ļ░ÖņØĆ ņןņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¢┤ ņ×ÉļÅÖņ░© ņ░©ņ▓┤ņØś ņŻ╝ņÜö ņĀæĒĢ® Ļ│ĄņĀĢņ£╝ļĪ£ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż. ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ ņŚ┤ ļ░Å ņĀäĻĖ░ ņĀäļÅäņä▒ņØ┤ ļåÆņØĆ ĒŖ╣ņä▒Ļ│╝ ņÜ®ņĀæ ņŗ£ ņ¦æņżæļÉ£ ņØæļĀź ļ░£ņāØņŚÉ ņØśĒĢ£ ņŚ┤ ļ│ĆĒśĢņŚÉ ļö░ļØ╝ Ļ░Ģņ×¼ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæļ│┤ļŗż ļåÆņØĆ ņÜ®ņĀæņĀäļźś(weld current)ņÖĆ Ļ░ĆņĢĢļĀź ļ░Å ņ¦¦ņØĆ ņÜ®ņĀæņŗ£Ļ░ä(weld time)ņØś Ļ│ĄņĀĢņĪ░Ļ▒┤, ĻĘĖļ”¼Ļ│Ā ĒÅēĒīüņĀäĻĘ╣(flat type electrode)ņØ┤ ņé¼ņÜ®ļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż [5].
ļśÉĒĢ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ļŖö ļåÆņØĆ ņé░ĒÖö ĒŖ╣ņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ Ēæ£ļ®┤ņŚÉ ņłś nm ļæÉĻ╗śņØś ļČłĻĘĀņØ╝ĒĢ£ ņé░ĒÖöņĖĄņØä ĒśĢņä▒ņŗ£Ēé©ļŗż [6]. ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņÜ░ņłśĒĢ£ ļé┤ļČĆņŗØ┬Ęļé┤ļ¦łļ¬©ņä▒ņØś ņןņĀÉņØ┤ ņ׳ņ£╝ļéś, ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ Ļ│ĄņĀĢņŚÉņä£ļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ ĒīÉņ×¼ņÖĆ ĻĄ¼ļ”¼(Copper, Cu) ņĀäĻĘ╣ Ļ│äļ®┤ ņé¼ņØ┤ņŚÉ ļåÆņØĆ ļ░£ņŚ┤ņØä ņĢ╝ĻĖ░ņŗ£ĒéżļŖö ņøÉņØĖņ£╝ļĪ£ ņĀäĻĘ╣ Ēæ£ļ®┤ ĒĢ®ĻĖłĒÖö, ņĀäĻĘ╣ņŚ┤ĒÖö, ļ╣äņé░ĒśĢņāü, Ēæ£ļ®┤ ĻĘĀņŚ┤ ļō▒ņØś ļ¼ĖņĀ£ļź╝ ļ░£ņāØņŗ£Ēé©ļŗż. ĒŖ╣Ē׳ ņŚ░ņåŹņĀüņØĖ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ Ļ│ĄņĀĢņŚÉņä£ļŖö Cu-Al ĒĢ®ĻĖłĒÖö Ēśäņāüņ£╝ļĪ£ ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼Ļ░äņØś ņ£Ąņ░® Ēśäņāü(sticking)ņØ┤ ļ░śļ│ĄļÉśņ¢┤, ņĀäĻĘ╣ ņłśļ¬ģņØ┤ ĻĖēĻ▓®Ē׳ ņĀĆĒĢśļÉśĻ│Ā ņ¢æĒśĖĒĢ£ ĒÆłņ¦łņØś ņÜ®ņĀæļČĆļź╝ ĒÖĢļ│┤ĒĢśĻĖ░ ņ¢┤ļĀżņÜ┤ ņŗżņĀĢņØ┤ļŗż. ļö░ļØ╝ņä£ ņ£Ąņ░® ļ░Å ņĀäĻĘ╣ ņŚ┤ĒÖöļĪ£ ņØĖĒĢ£ ĒÆłņ¦łļ¼ĖņĀ£ļź╝ Ļ░£ņäĀĒĢśĻĖ░ ņ£äĒĢ┤ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ Ļ│ĄņĀĢņŚÉņä£ļŖö ļō£ļĀłņŗ▒ ņŻ╝ĻĖ░ļź╝ Ļ░Ģņ×¼ļ│┤ļŗż ņĢĮ 1/6~1/8ļ░░ ņ¦¦Ļ▓ī ĒĢśņŚ¼ ņĀäĻĘ╣ņØä Ļ┤Ćļ”¼ĒĢśĻ│Ā ņ׳ļŗż [7,8].
ņ£äņŚÉņä£ ņ¢ĖĻĖēĒĢ£ ļ¼ĖņĀ£ņĀÉļōżņØä Ļ░£ņäĀĒĢśĻĖ░ ņ£äĒĢ£ ļŗżņ¢æĒĢ£ ņäĀĒ¢ēņŚ░ĻĄ¼ļōżņØ┤ ņ¦äĒ¢ēļÉśņŚłļŗż. ņåīņ×¼ņĀü ņĖĪļ®┤ņŚÉņä£ļŖö Ronnhult ļō▒[9]ņØĆ AA5052 ņåīņ×¼ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ Ļ│ĄņĀĢ ņĀäņŚÉ NaOH ļ░Å ņśźņé┤ņé░ņ£╝ļĪ£ ņŚÉņ╣ŁĒĢśņŚ¼ ņé░ĒÖöņĖĄņØä ņĀ£Ļ▒░ĒĢśņŚ¼ ņÜ®ņĀæ ĒÆłņ¦łņØ┤ Ļ░£ņäĀļÉśņŚłņ£╝ļéś, ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ļåÆņØĆ ņé░ĒÖöņä▒ņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņé░ĒÖöņĖĄņØś ņ×¼ļ░£ņāØ ļ¼ĖņĀ£ļź╝ ņ¦ĆņĀüĒĢśņśĆļŗż. ļśÉĒĢ£ Rashid ļō▒[10]ņØĆ AA5185ņåīņ×¼ Ēæ£ļ®┤ņŚÉ ļŗżņ¢æĒĢ£ ņ£żĒÖ£ņĀ£ļź╝ ņĀüņÜ®ĒĢśņŚ¼ ĒŖ╣ņĀĢ ņĪ░ĒĢ®ņŚÉ ļīĆĒĢ┤ ņĀäĻĘ╣ ņłśļ¬ģņØ┤ ņĢĮ 200 % Ē¢źņāüļÉśļŖö Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā Chan ļō▒[11]ņØĆ ņĀäĻĘ╣ņŚÉ TiC ĻĖłņåŹ ņä▒ļČäņØä ņĮöĒīģĒĢśņŚ¼ ņÜ®ņĀæ ļĪ£ļĖī Ļ│ĪņäĀņØ┤ ņāü┬ĘĒĢśļĪ£ ņØ┤ļÅÖĒĢśĻ│Ā ņĀüņØĆ ņ×ģņŚ┤ļ¤ēņ£╝ļĪ£ļÅä ļÅÖņØ╝ĒĢ£ Ēü¼ĻĖ░ņØś ļäłĻ▓¤ņØ┤ ĒśĢņä▒ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆĻ│Ā, TiC ņĮöĒīģņØ┤ Cu-AlĒÖöņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁņä▒ņØä ņ”ØĻ░Ćņŗ£ņ╝£ ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼ ņé¼ņØ┤ņØś ĻĄŁļČĆ ļ░£ņŚ┤ņØä ņĀĆĻ░ÉĒĢśņŚ¼ ņĀäĻĘ╣ ņłśļ¬ģņØ┤ ņĢĮ 70 % Ē¢źņāüļÉśļŖö ĒÜ©Ļ│╝ļź╝ ļ░£Ļ▓¼ĒĢśņśĆļŗż.
Ļ│ĄņĀĢņĀü ņĖĪļ®┤ņŚÉņä£ ņé┤ĒÄ┤ļ│┤ļ®┤, Luo ļō▒[12]ņØĆ AA5052 ņåīņ×¼ņŚÉ ņśłļ╣ä ĒåĄņĀä(pre-heating)ņØä ņĀüņÜ®ĒĢśņŚ¼ Ēæ£ļ®┤ ņé░ĒÖöņĖĄ ņĢłņĀĢĒÖöņŚÉ ļīĆĒĢ£ ĒÜ©Ļ│╝ļź╝ ļÅÖņĀĆĒĢŁ Ļ▒░ļÅÖņØä ĒåĄĒĢ┤ ļČäņäØĒĢśņśĆĻ│Ā, ņĀĆĒĢŁ ņĀÉņÜ®ņĀæņØś ļ░śļ│Ąņä▒ ļ░Å ņØ╝Ļ┤Ćņä▒ņØ┤ Ē¢źņāüļÉĀ ņłś ņ׳ņØīņØä ņŗ£ņé¼Ē¢łļŗż. ļśÉĒĢ£ Mueller ļō▒[13]ņØĆ AW5182 ņåīņ×¼ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉņä£ ņĀäĻĘ╣ Ēæ£ļ®┤ņŚÉ ņŚ░ļ¦łņÖĆ Ļ░ÖņØĆ ĻĖ░Ļ│äņĀü Ļ░ĆĻ│ĄņØä ņŗżņŗ£ĒĢśņŚ¼ ņĀäĻĘ╣ ņłśļ¬ģņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆļŗż. ņØ┤ Ļ│Ąļ▓ĢņØĆ ņŚ░ņåŹĒāĆņĀÉņŚÉ ļīĆĒĢ£ ņÜ®ņĀæļČĆ ļ▓äĒŖ╝ ņ¦üĻ▓ĮņØś ņŗĀļó░ļÅäļź╝ Ē¢źņāüņŗ£ņ╝░ņ£╝ļéś, ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼Ļ░äņØś ĒĢ®ĻĖłĒÖö ĒśäņāüņØä ņÖäņĀäĒ׳ ņĀ£Ļ▒░Ļ░Ć ņ¢┤ļĀżņøĀĻ│Ā ņŚ░ņåŹĒāĆņĀÉ ņżæĻ░äļ¦łļŗż ņČöĻ░Ć Ļ│ĄņĀĢņØ┤ ņłśĒ¢ēļÉśļŖö ļ¼ĖņĀ£ļź╝ ņ¦ĆņĀüĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā Deng ļō▒[14]ņØĆ AA6022-T4 ņåīņ×¼ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉņä£ ņĀäĻĘ╣ Ēæ£ļ®┤ņŚÉ Ļ│Āļ”¼(ring) ĒśĢĒā£ņØś Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣(patterned electrode)Ļ│╝ ĻĖ░ņĪ┤ ņØ╝ļ░śņĀäĻĘ╣(as-received electrode)ņ£╝ļĪ£ ņÜ®ņĀæ ņŗ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ļ░Å ļ»ĖņäĖņĪ░ņ¦ü ļ╣äĻĄÉļź╝ ĒåĄĒĢ┤, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ņÜ®ņĀæņä▒ņØ┤ Ē¢źņāüļÉ£ļŗżļŖö Ļ▓░Ļ│╝ļź╝ Ļ│Āņ░░ĒĢ£ ļ░ö ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ņäĀĒ¢ē ņŚ░ĻĄ¼ļōżņŚÉ ņØśĒĢ┤ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņØä Ļ░£ņäĀĒĢśĻĖ░ ņ£äĒĢ£ ļŗżņ¢æĒĢ£ Ļ│Ąļ▓ĢļōżņØ┤ ņŗ£ļÅäļÉśĻ│Ā ņ׳ņ¦Ćļ¦ī, ņŗżņÜ®ņä▒ ļ░Å Ļ▓ĮņĀ£ņä▒ ņĖĪļ®┤ņŚÉņä£ ņĀäĻĘ╣ Ēī©Ēä░ļŗØņØä ĒÖ£ņÜ®ĒĢ£ Ļ│Ąļ▓ĢņØ┤ Ļ░Ćņן ņżæņÜöņŗ£ļÉśĻ│Ā ņ׳ļŖö ņČöņäĖņØ┤ļŗż. ĒĢśņ¦Ćļ¦ī ņĀäĻĘ╣ Ēī©Ēä░ļŗØņŚÉ ļö░ļźĖ ņÜ®ņ£Ą Ļ▒░ļÅÖ ļ░Å ņÜ®ņĀæņä▒ Ē¢źņāü ĒÜ©Ļ│╝ņØś ņøÉņØĖņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ļ»ĖĒØĪĒĢśļŗż.
ļ│Ė ņŚ░ĻĄ¼ņØś ļ¬®ņĀüņØĆ A6014 ŌĆō T4 ĒĢ®ĻĖł ĒīÉņ×¼ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉņä£ ļ¬©ļŗłĒä░ļ¦ü ņŗ£ņŖżĒģ£ņØä ĒÖ£ņÜ®ĒĢ£ ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņé░ĒÖöņĖĄ ņĀ£Ļ▒░ņŚÉ ļīĆĒĢ£ ņśüĒ¢źņØä ņĀäĻĖ░ņĀü, ņŚ┤ņĀü ĒŖ╣ņä▒ņØä ĒåĄĒĢ┤ Ļ░äņĀæņĀüņ£╝ļĪ£ ļČäņäØĒĢśņŚ¼ Ēī©Ēä░ļŗØ ĒÜ©Ļ│╝ļź╝ ļ¬ģĒÖĢĒĢśĻ▓ī ņ”Øļ¬ģĒĢśĻ│Āņ×É ĒĢśņśĆņ£╝ļ®░, ņŚ░ņåŹņĀüņØĖ ņÜ®ņĀæ Ļ│ĄņĀĢņŚÉņä£ ņĀäĻĘ╣ ĒśĢņāüņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ ļ»ĖņäĖĻĄ¼ņĪ░ ļ░Å ņĀäĻĘ╣ ņŚ┤ĒÖöļź╝ Ēśäļ»ĖĻ▓ĮĻ│╝ ņĀäņ×ÉĒāÉņ╣©ļ»Ėļ¤ēļČäņäØĻĖ░(EPMA)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæņä▒ ļ╣äĻĄÉ┬ĘļČäņäØņØä ĒåĄĒĢ┤ Ļ│Āņ░░ĒĢ┤ļ│┤ņĢśļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ ņåīņ×¼ļŖö ļæÉĻ╗śĻ░Ć 1.6 mmņØĖ T4 ņ▓śļ”¼ļÉ£ A6014 ĒĢ®ĻĖłņØ┤ļ®░, ĒĢ®ĻĖłņĪ░ņä▒ņØĆ Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ļ│ĆņłśļŖö ISO 18595:2007(E)ņŚÉ ņżĆĒĢśņŚ¼ ņĄ£ņåī ŌĆś5 t
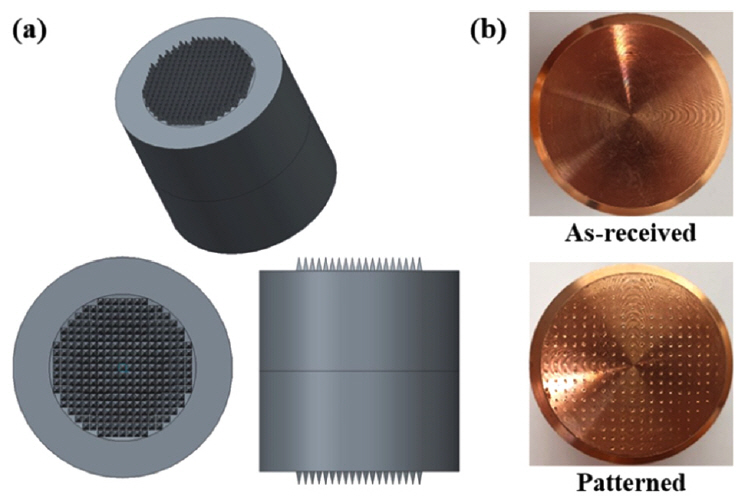
ņĀäĻĘ╣ Ēī©Ēä░ļŗØ Ļ│Ąļ▓ĢņØĆ ĻĘĖļ”╝ 1(a)ņÖĆ Ļ░ÖņØĆ Ļ▓®ņ×É(lattice) ļ¬©ņ¢æņØś ĒśĢņāüņ£╝ļĪ£ ĻĖłĒśĢņØä ņĀ£ņ×æĒĢśņŚ¼ ļ░śļ│Ą Ļ░ĆņĢĢņØä ĒåĄĒĢ┤ ĻĄ¼ĒśäĒĢśņśĆļŗż. ņØ┤ Ļ│Ąļ▓ĢņØĆ ĻĄ¼ļ”¼ņåīņ×¼ņØś ļé«ņØĆ Ēæ£ļ®┤Ļ▓ĮļÅäļź╝ Ļ│ĀļĀżĒĢ£ Ļ▓āņ£╝ļĪ£ ņĀ£ņ×æļÉ£ ĻĖłĒśĢņØä ņé¼ņÜ®ĒĢśņŚ¼ ņĀäĻĘ╣ Ēæ£ļ®┤ņŚÉ ĻĘĀņØ╝ĒĢ£ Ēæ£ļ®┤ņāüĒā£ļź╝ ĒÖĢļ│┤ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. Ļ▓®ņ×É ļ¬©ņ¢æņØś Ēī©Ēä┤ ĒśĢņāüņØä ņé¼ņÜ®ĒĢ£ ņØ┤ņ£ĀļŖö ņĀäĻĘ╣ Ēæ£ļ®┤ņŚÉ ņØĖņן ļ░Å ņĢĢņČĢ ļ│ĆĒśĢņØä ĻĄÉņ░©ļĪ£ ļ░£ņāØņŗ£ĒéżļŖö ņ¦ĆņĀÉņØä ĻĘ╣ļīĆĒÖöĒĢśĻĖ░ ņ£äĒĢ©ņØ┤ļŗż [13,14]. ĻĘĖļ”╝ 1(b)ļŖö Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņŗżņĀ£ ņĀäĻĘ╣ņØś Ēæ£ļ®┤ĒśĢņāüņØ┤ļ®░, Ļ▓®ņ×É ļ¬©ņ¢æņØś Ēī©Ēä┤ ĒśĢņāüņØś Ļ░äĻ▓®ņØĆ 1 mmļĪ£ ņäżņĀĢĒĢśņśĆļŗż.
ņÜ®ņĀæ ņןļ╣äļŖö ņŻ╝Ēīīņłś 1200 Hz MFDC ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæĻĖ░ņŚÉ ņä£ļ│┤ļ¬©Ēä░ ļ░®ņŗØņØś C type Ļ▒┤ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņĀäĻĘ╣ Ēæ£ļ®┤ņØä ņĢłņĀĢĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ ņĀüņĀĢ ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉņä£ ņĢĮ 10ĒÜī ņÜ®ņĀæ ĒøäņŚÉ ļ│Ė ņÜ®ņĀæņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæņĀäļźśļ│ä ļ▓äĒŖ╝ ņ¦üĻ▓ĮņØä ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤, ISO 14270ņØś Ēæ£ņżĆ ĻĘ£Ļ▓®ņŚÉ ļö░ļØ╝ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. ņØ┤ļĢī Ļ░ü ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ļ▓äĒŖ╝ ņ¦üĻ▓ĮņØĆ Ēīīļŗ© ĒģīņŖżĒŖĖ(peel test)ļź╝ 3ĒÜī ņŗżņŗ£ Ēøä Ļ░üĻ░üņØś ņĖĪņĀĢļÉ£ Ļ░ÆņŚÉ ļīĆĒĢ£ ĒÅēĻĘĀĻ░ÆņØ┤ļŗż.
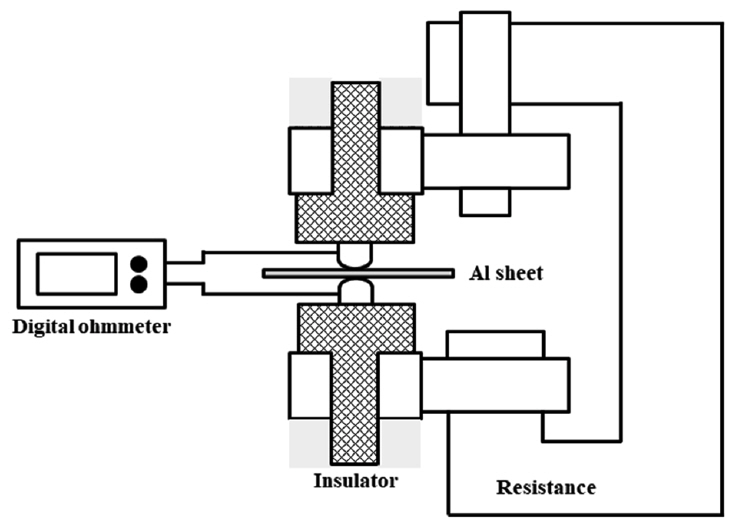
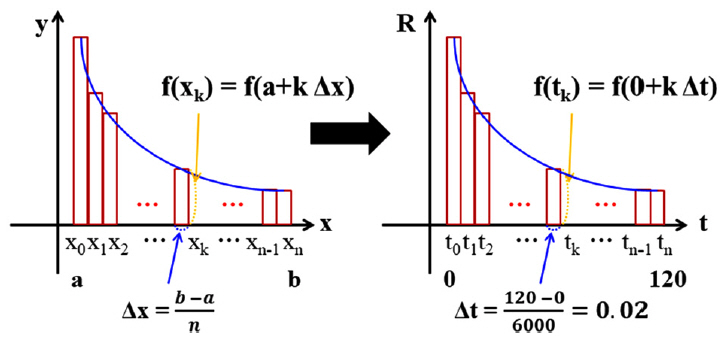
ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ Ļ│ĄņĀĢ ņĀäņŚÉ ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņĀæņ┤ē ņĀĆĒĢŁņØä ņĖĪņĀĢĒĢśĻĖ░ ņ£äĒĢ┤, ĻĘĖļ”╝ 2ņÖĆ Ļ░ÖņØ┤ ļööņ¦ĆĒäĖ ņś┤ļ»ĖĒä░(digital ohmmeter) ņןļ╣äļĪ£ 20ĒÜīņö® ņĖĪņĀĢĒĢśņśĆļŗż. ņØ┤ļĢī ņĀäĻĘ╣ Ļ░äņØś Ļ░ĆņĢĢņØä ĒåĄĒĢ£ ņ┤łĻĖ░ ņĀæņ┤ēņĀĆĒĢŁņØś ņĢłņĀĢĒÖö ņ×æņŚģņØä ņŗżņŗ£ĒĢ£ ĒøäņŚÉ, ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ņØś ļ▓īĒü¼ņĀĆĒĢŁ(bulk resistance) Ļ░ÆņØä ļ░░ņĀ£ĒĢśņŚ¼ ņĀæņ┤ēņĀĆĒĢŁ(contact resistance) Ļ░Æļ¦ī ļ╣äĻĄÉĒĢśņśĆļŗż. ņĖĪņĀĢ ĻĖ░ņżĆņØĆ ISO 18594:2007(E)ļź╝ ļ░öĒāĢņ£╝ļĪ£ Ļ░ĆņĢĢļĀźņØä 5.5 kN, ņĀäļźśļź╝ 10 AļĪ£ ņäżņĀĢĒĢśņśĆļŗż. ņĀäĻĘ╣ Ēī©Ēä░ļŗØ Ļ│Ąļ▓ĢņŚÉ ļö░ļźĖ ņĀÉņÜ®ņĀæņä▒ ņ░©ņØ┤ņØś ņøÉņØĖĻĘ£ļ¬ģņØä ņ£äĒĢśņŚ¼ ļÅÖņĀĆĒĢŁņØä ļ╣äĻĄÉ┬ĘļČäņäØĒĢ┤ļ│┤ņĢśļŗż. ļÅÖņĀĆĒĢŁ Ļ░ÆņØĆ ņĀäĻĘ╣ ņ¢æ ņäĀļŗ©ņŚÉ ņןņ░®ĒĢ£ Ļ│äņĖĪņןļ╣äļź╝ ĒåĄĒĢ┤ ņŗżņŗ£Ļ░äņ£╝ļĪ£ ņĖĪņĀĢĒĢ£ ņĀäņĢĢĻ│╝ ņĀäļźśļź╝ Ļ│äņé░ĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆĻ│Ā, ņÜ®ņĀæņŗ£Ļ░äņŚÉ ļīĆĒĢ┤ 0.02 ms ļŗ©ņ£äļĪ£ Ļ░ÆņØä ņČöņČ£ĒĢśņŚ¼ ļéśĒāĆļé┤ņŚłļŗż.
ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ Ļ│ĄņĀĢ ņŗ£ ņŚ┤ĒÖöņāü ņ╣┤ļ®öļØ╝ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤(E/S surface), ĒīÉņ×¼-ĒīÉņ×¼Ļ░ä ņĀæĒĢ®Ļ│äļ®┤(faying surface)ņØś ļ░£ņŚ┤ĒśäņāüņØä ļ╣äĻĄÉ Ļ┤Ćņ░░ĒĢśņśĆĻ│Ā, ņØ┤ļĢī ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ĒŖ╣ņä▒ ļ░Å ņŚ┤ ļČäĒżļź╝ Ļ│ĀļĀżĒĢśņŚ¼ ņ╣┤ļ®öļØ╝ņØś ļ░®ņé¼ņ£©ņØĆ 0.2 ņäżņĀĢĒĢśņśĆļŗż [1]. ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņØś ĒŖ╣ņä▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņ╣┤ļ®öļØ╝ņØś Ļ░üļÅä ļ░Å ļ░ĆĒÅÉļÉ£ ņÜ®ņĀæļČĆņØś ņĀłļīĆņĀüņØĖ ņś©ļÅäļź╝ ņĖĪņĀĢĒĢśĻĖ░ ņ¢┤ļĀżņøī ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ņØś ņ£ĄņĀÉņØä ĻĖ░ņżĆņ£╝ļĪ£ ņāüļīĆņĀüņØĖ ņś©ļÅäņŚÉ ļīĆĒĢ£ ļ│ĆĒÖöļź╝ ņŚ┤ Ļ░ĢļÅä(thermal intensity)ļĪ£ ļéśĒāĆļé┤ņ¢┤ ļ╣äĻĄÉ┬ĘļČäņäØĒĢśņśĆļŗż.
ņØ╝ļ░śņĀäĻĘ╣Ļ│╝ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØä ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæļČĆ ļ»ĖņäĖĻĄ¼ņĪ░ ļ░Å ņĀäĻĘ╣ Ēæ£ļ®┤ņØś ĒĢ®ĻĖłņä▒ļČäņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ņä£ Ļ┤æĒĢÖ Ēśäļ»ĖĻ▓Į(Optical Microscope, OM)Ļ│╝ ņŻ╝ņé¼ ņĀäņ×ÉĒśäļ»ĖĻ▓Į(Scanning Electron Microscope, SEM), ĻĘĖļ”¼Ļ│Ā ņĀäņ×ÉĒāÉņ╣©ļ»Ėļ¤ēļČäņäØĻĖ░(Electron Probe Micro-Analysis, EPMA)ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņØ┤ļĢī ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼ņØś ĻĖ░ņżĆ ļ░Å ĒĢ®ĻĖłņä▒ļČäņØä Ļ│ĀļĀżĒĢśņŚ¼Cu, Al, Si, Fe, O Ļ░üĻ░üņØś ņä▒ļČäļōżņŚÉ ļīĆĒĢ£ ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆĻ│Ā, 20 keV, 100 nA, 400 ├Ś 400 ļČäĒĢ┤ļŖźņØś ļČäņäØņĪ░Ļ▒┤ņ£╝ļĪ£ 8.6 ├Ś 8.6 mm ņśüņŚŁņØä ņØ┤ļ»Ėņ¦ĆĒÖöĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæ ļ▓äĒŖ╝ ņ¦üĻ▓Į ļ╣äĻĄÉ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæĒŖ╣ņä▒ņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤, ļÅÖņØ╝ ņÜ®ņĀæņĀäļźśļź╝ ņØĖĻ░ĆĒĢśņŚ¼ ņÜ®ņĀæĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢśĻĖ░ļ│┤ļŗżļŖö ņ£Āņé¼ĒĢ£ ņÜ®ņĀæļČĆ ļ▓äĒŖ╝ ņ¦üĻ▓ĮņØä Ļ░¢ļŖö ņÜ®ņĀæņĪ░Ļ▒┤ņØä ņäĀņĀĆĒĢśņŚ¼ ņŗżĒŚśņŚÉ ņĀüņÜ®ĒĢśņśĆļŗż [13,14]. ļö░ļØ╝ņä£ ĻĘ£Ļ▓®ņŚÉņä£ ņÜöĻĄ¼ĒĢśļŖö ņĄ£ņåī ļ▓äĒŖ╝ ņ¦üĻ▓ĮņØĖ ŌĆś5 t
3.2 ļ¬©ļŗłĒä░ļ¦ü ņŗ£ņŖżĒģ£ņØä ĒåĄĒĢ£ ņĀäĻĖ░ņĀü, ņŚ┤ņĀü ĒŖ╣ņä▒ ļČäņäØ
3.2.1 ņĀæņ┤ēņĀĆĒĢŁ ņĖĪņĀĢ
ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ņŚÉ ļīĆĒĢ£ ņĀæņ┤ēņĀĆĒĢŁņØĆ Ēæ£ļ®┤ ņé░ĒÖöņĖĄņ£╝ļĪ£ ņØĖĒĢ┤ ĒÅēĻĘĀņĀüņ£╝ļĪ£ ņĢĮ 400-800 ┬ĄŌä” ņłśņżĆņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż [15]. ĻĘĖļ”╝ 4ļŖö ņĀäĻĘ╣ ĒśĢņāüņŚÉ ļö░ļźĖ ņ┤łĻĖ░ ņĀæņ┤ēņĀĆĒĢŁ ņ░©ņØ┤ļź╝ ļéśĒāĆļéĖ Ļ▓░Ļ│╝ņØ┤ļŗż. ļæÉ ņĀäĻĘ╣ņŚÉ ļīĆĒĢ┤ 20 ĒÜīņö® ņĖĪņĀĢĻ▓░Ļ│╝, ņØ╝ļ░ś ņĀäĻĘ╣ņØś ņĀæņ┤ēņĀĆĒĢŁņØĆ ņĄ£ļīĆ 735.4 ┬Ą╬®, ņĄ£ņåī 437.4 ┬Ą╬®ņØ┤ņśĆņ£╝ļ®░, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØś Ļ▓ĮņÜ░ļŖö ņĄ£ļīĆ 304.6 ┬Ą╬®, ņĄ£ņåī 170.4 ┬Ą╬®ņØ┤ņśĆļŗż. ļśÉĒĢ£ ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ļŖö ņĢĮ 568.5 ┬Ą╬®ņØś ĒÅēĻĘĀĻ░ÆĻ│╝ 81.6 ┬Ą╬®ņØś Ēæ£ņżĆ ĒÄĖņ░©ļź╝ Ļ░ĆņĪīņ£╝ļ®░, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ļŖö 252.8 ┬Ą╬®Ļ│╝ 45.3 ┬Ą╬®ņØś ĒÅēĻĘĀĻ░ÆĻ│╝ Ēæ£ņżĆ ĒÄĖņ░©ļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. ņ”ē, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØś ņĀæņ┤ēņĀĆĒĢŁņØ┤ ņØ╝ļ░ś ņĀäĻĘ╣ļ│┤ļŗż ĒÅēĻĘĀ 2ļ░░ Ļ░Ćļ¤ē ļé«ņĢśņ£╝ļ®░, ņĖĪņĀĢ ĒÄĖņ░©ļÅä ņĀüņŚłļŗż. ņØ┤ļŖö Ļ▓®ņ×É ļ¬©ņ¢æņØś Ēī©Ēä┤ ĒśĢņāüņØ┤ ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼ņØś Ļ│äļ®┤ņŚÉ ņØĖņן ļ░Å ņĢĢņČĢ ļ│ĆĒśĢņØä ĻĄÉņ░©ļĪ£ ļ░£ņāØņŗ£ņ╝£ ņé░ĒÖöņĖĄ ļČĢĻ┤┤(break-down)ļĪ£ ņØĖĒĢ┤ ļäōņØĆ ĒåĄņĀäļ®┤ņĀüņØä ĒÖĢļ│┤ĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [14,16]. ļö░ļØ╝ņä£ ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ Ēæ£ļ®┤ņŚÉ ļČłĻĘĀņØ╝ĒĢ£ ĒśĢĒā£ļĪ£ ņĪ┤ņ×¼ĒĢśļŖö ņé░ĒÖöņĖĄņØ┤ ņĀäĻĘ╣ Ēī©Ēä░ļŗØņŚÉ ņØśĒĢ┤ ņĀæņ┤ēņ┤łĻĖ░ļČĆĒä░ ļČĢĻ┤┤ļÉ©ņ£╝ļĪ£ņŹ© ņĢłņĀĢņĀüņØĖ ĒåĄņĀäļ®┤ņĀüņØä ĒÖĢļ│┤ĒĢśņśĆĻĖ░ ļĢīļ¼ĖņŚÉ ņĀæņ┤ēņĀĆĒĢŁ ņĖĪņĀĢ ĒÄĖņ░©ļ┐Éļ¦ī ņĢäļŗłļØ╝, ļ▓äĒŖ╝ ņ¦üĻ▓ĮņØś ņĖĪņĀĢ ĒÄĖņ░©ļÅä ņ×æņĢäņ¦ä Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
3.2.2 ļÅÖņĀĆĒĢŁ Ļ▒░ļÅÖ ļČäņäØ
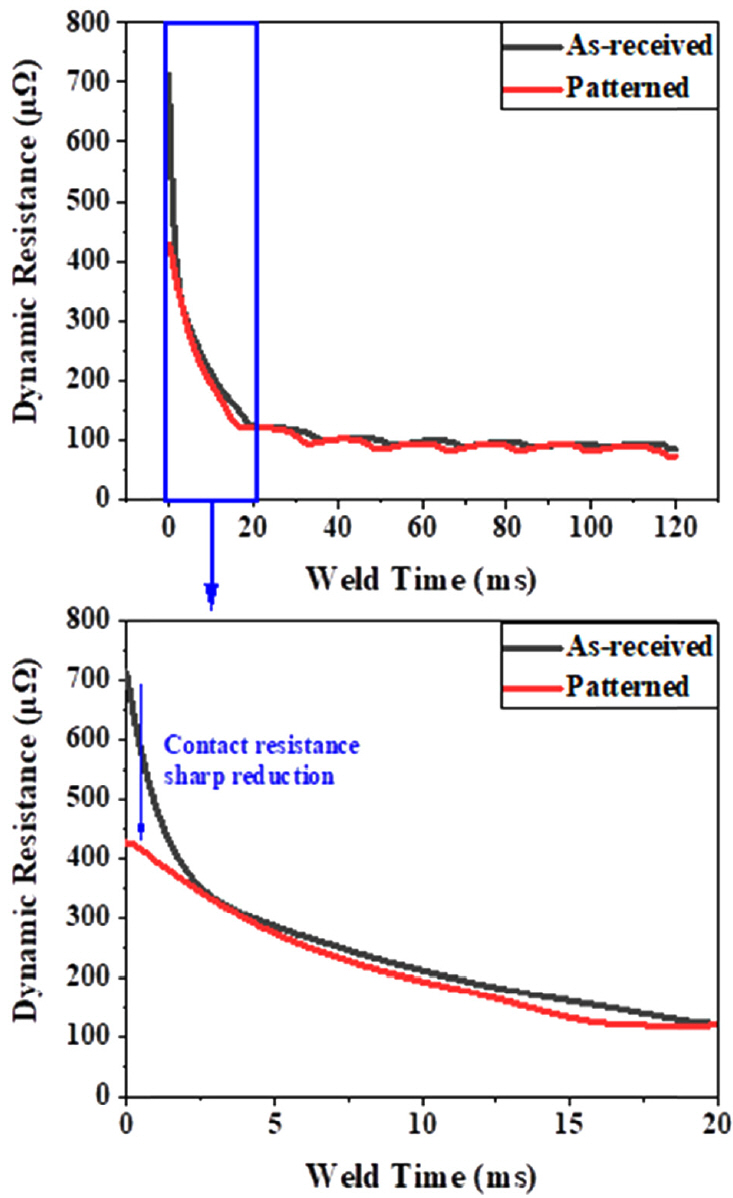
ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ Ļ│ĄņĀĢ ņżæ ļ░£ņāØĒĢśļŖö ņĀĆĒĢŁņØĆ ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼ņØś Ļ│Āņ£Ā ļ▓īĒü¼ņĀĆĒĢŁĻ│╝ ĒīÉņ×¼ņÖĆ ņĀäĻĘ╣, ĒīÉņ×¼ņÖĆ ĒīÉņ×¼ņØś ņĀæĒĢ®Ļ│äļ®┤ņŚÉņä£ ļ░£ņāØĒĢśļŖö ņĀæņ┤ēņĀĆĒĢŁņ£╝ļĪ£ ļéśļłäņ¢┤ņ¦Ćļ®░, ņÜ®ņĀæņŗ£Ļ░äņŚÉ ļö░ļźĖ ļæÉ ĒĢ®ņé░ ņĀĆĒĢŁ Ļ░ÆņØä ļÅÖņĀĆĒĢŁņØ┤ļØ╝Ļ│Ā ņĀĢņØśĒĢ£ļŗż. ņÜ®ņĀæņØ┤ ņ¦äĒ¢ēļÉśļŖö ļÅÖņĢłņŚÉ ļÅÖņĀĆĒĢŁ Ļ│ĪņäĀņØĆ ņ┤łĻĖ░ ņÜ®ņĀæņŗ£Ļ░äņØś ņĀæņ┤ēĻ▒░ļÅÖļČĆĒä░ ņÜ®ņĀæņØ┤ ņóģļŻīļÉśĻĖ░ ņĀäĻ╣īņ¦ĆņØś ņÜ®ņ£ĄĒśäņāüņØä ņØ┤ĒĢ┤ĒĢśļŖöļŹ░ ĒĢäņłśņĀü ņÜöņåīņØ┤ļŗż [16,17]. ĒŖ╣Ē׳ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś Ļ│Āņ£Ā ĒŖ╣ņä▒ņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņĀäņ▓┤ ņÜ®ņĀæņŗ£Ļ░äņŚÉ ļīĆĒĢ£ ņÜ®ņ£ĄĒśäņāüņØś ļ╣äĻĄÉ ļ░Å Ļ│Āņ░░ņØĆ ņ¢┤ļĀĄņ¦Ćļ¦ī, ņ┤łĻĖ░ ņÜ®ņĀæņŗ£Ļ░ä ļÅÖņĢł ņĀæņ┤ē ļ░Å ņé░ĒÖöņĖĄ Ļ▒░ļÅÖņŚÉ ļīĆĒĢ£ ņ░©ņØ┤ļŖö Ļ░äņĀæņĀüņ£╝ļĪ£ ņ£ĀņČöĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”╝ 5ļŖö Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ļÅÖņĀĆĒĢŁ Ļ▒░ļÅÖņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņĀäņ▓┤ņĀüņØĖ ļÅÖņĀĆĒĢŁ Ļ│ĪņäĀņØĆ 20 msĻ╣īņ¦Ć ņĀĆĒĢŁĻ░ÆņØ┤ Ļ░ÉņåīĒĢśļŗżĻ░Ć ņØ┤ĒøäņŚÉļŖö ņ£Āņé¼ĒĢ£ ņäĀĒśĢĻ▒░ļÅÖņØä ļ│┤ņśĆļŗż. ņØ┤ļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś Ļ│Āņ£ĀĒŖ╣ņä▒ņØĖ ļé«ņØĆ ļ▓īĒü¼ņĀĆĒĢŁ ļ░Å ņ£ĄņĀÉĻ│╝ ņś©ļÅäņāüņŖ╣ņŚÉ ļö░ļźĖ ņĀäĻĖ░ ņĀäļÅäļÅäņØś ņ”ØĻ░ĆļĪ£ ņØĖĒĢśņŚ¼ 20 ms ņØ┤ĒøäļČĆĒä░ ņÜ®ņĀæņóģļŻīņŗ£ņĀÉĻ╣īņ¦Ć ņĀĆĒĢŁ Ļ░ÆņØś ņāüņŖ╣ņØ┤ ļ»Ėļ╣äĒĢśņśĆļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż [16]. ņÜ®ņĀæņ┤łĻĖ░ņŚÉ ņĀĆĒĢŁņØĆ ņé░ĒÖöņĖĄņØś ņśüĒ¢źņØ┤ ļ¦żņÜ░ Ēü¼ļŗż. ņÜ®ņĀæņØ┤ ņ¦äĒ¢ēļÉśļ®┤ ņĀĆĒĢŁĻ░ÆņØ┤ Ļ░ÉņåīĒĢśĻ▓ī ļÉśļŖöļŹ░, ņØ┤ļŖö ņ×ģņŚ┤ņŚÉ ņØśĒĢśņŚ¼ Ēæ£ļ®┤ ņé░ĒÖöņĖĄņØ┤ ļČĢĻ┤┤ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
ņÜ®ņĀæņŗ£Ļ░äņØ┤ 20 msņŚÉņä£ļŖö ļæÉ ņĀäĻĘ╣ņØś ņĀĆĒĢŁ Ļ░ÆņØ┤ ņĢĮ 123 ┬Ą╬®ņ£╝ļĪ£ ņ£Āņé¼ĒĢśņśĆņ£╝ļéś, ļÅÖņĀĆĒĢŁ Ļ│ĪņäĀņØś ņ┤łĻĖ░Ļ░ÆņØĆ ņØ╝ļ░śņĀäĻĘ╣ņØś Ļ▓ĮņÜ░ ņĢĮ 714 ┬Ą╬®, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ļŖö ņĢĮ 412 ┬Ą╬®ņ£╝ļĪ£ ņĢĮ 1/3~1/2 ņĀĢļÅäņØś ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśņśĆļŗż. ņØ┤ļŖö Ļ▓®ņ×É ļ¬©ņ¢æņØś Ēī©Ēä┤ ĒśĢņāüņØ┤ ņĀæņ┤ēņĀĆĒĢŁņØä Ļ░Éņåīņŗ£ņ╝░ļŗżļŖö Ļ▓āņŚÉ ļīĆĒĢ£ ĻĘ╝Ļ▒░ļĪ£ņä£ [17], Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ņØś ņé░ĒÖöņĖĄ ļČĢĻ┤┤ņÖĆ ļÅÖņŗ£ņŚÉ ĒåĄņĀäļ®┤ņĀüņØ┤ ĒÖĢņןļÉśņŚłļŗżļŖö Ļ░äņĀæņĀü ņ”ØĻ▒░ņØ┤ļŗż. ņ”ē, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØś ņé¼ņÜ®ņØĆ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ņĀæņ┤ēņĀĆĒĢŁņØä ņżäņśĆĻĖ░ ļĢīļ¼ĖņŚÉ ļÅÖņĀĆĒĢŁ Ļ│ĪņäĀņØä ļ│ĆĒÖöņŗ£ņ╝░Ļ│Ā, ņØ┤ļŖö ņÜ®ņĀæ ņżæ ņ×ģņŚ┤ļ¤ēņŚÉ ņØśĒĢ£ ņĄ£ļīĆņś©ļÅäņÖĆ ļ░£ņŚ┤ ĒŖ╣ņä▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣Ā Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
3.2.3 ņÜ®ņĀæņŗ£Ļ░äņŚÉ ļö░ļźĖ ņś©ļÅä ļČäĒż
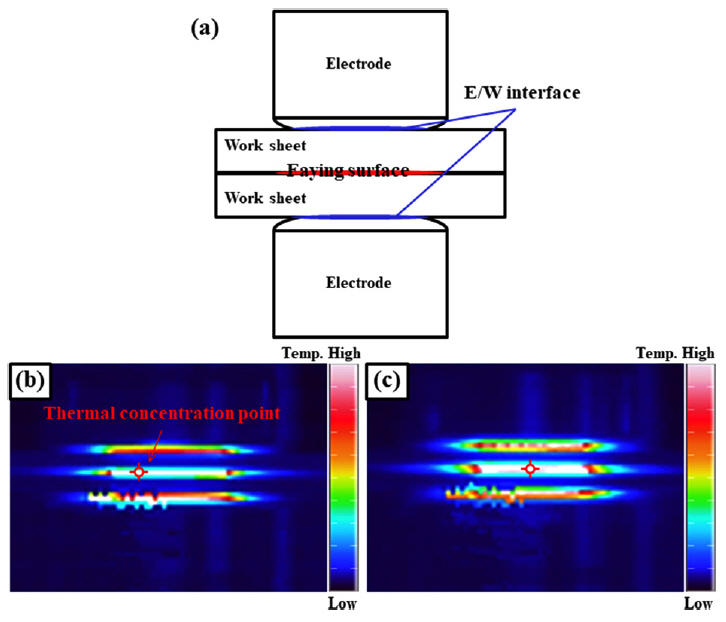
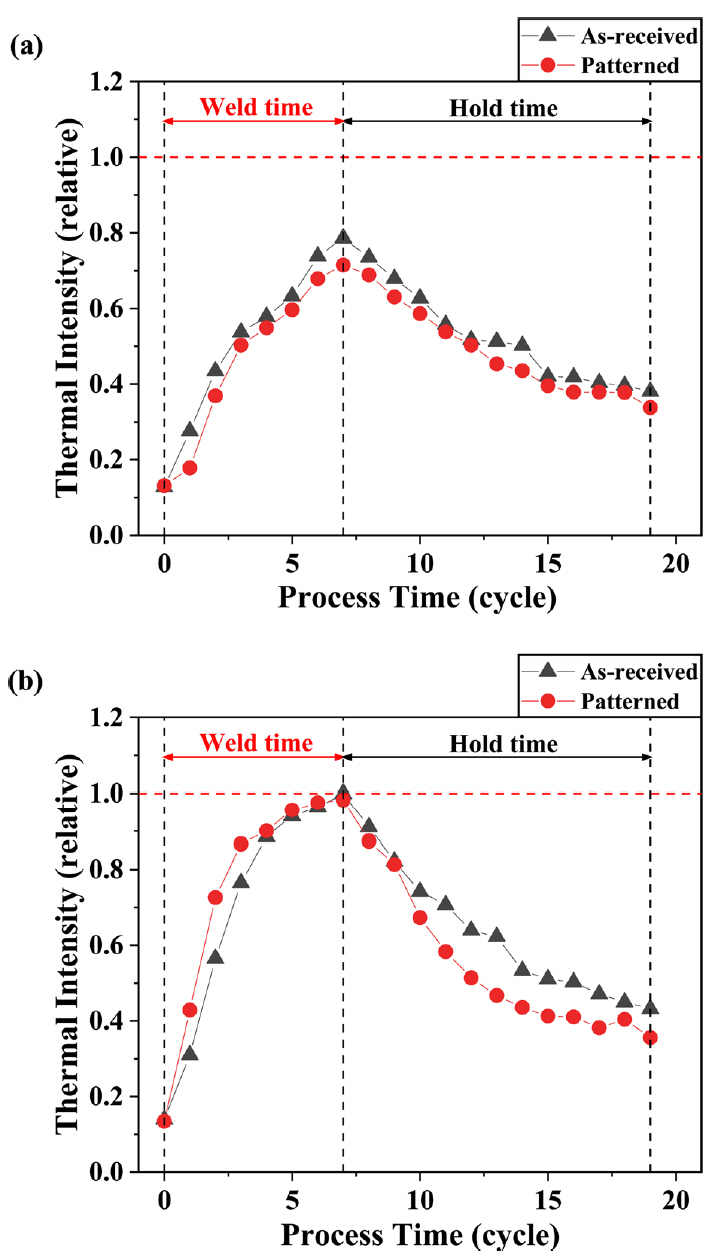
ĻĘĖļ”╝ 6ņØĆ ņŚ┤ĒÖöņāü ņ╣┤ļ®öļØ╝ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ Ļ░ü Ļ│äļ®┤ņŚÉ ļīĆĒĢ£ ņś©ļÅä ļČäĒżļź╝ ļ╣äĻĄÉĒĢśņŚ¼ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ 6(a)ņØś ļ¬©ņŗØļÅäņÖĆ Ļ░ÖņØ┤ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņĀæĒĢ®Ļ│äļ®┤ņØś ņś©ļÅä ļČäĒżļź╝ ĻĘĖļ”╝ 6(b), (c)ņŚÉ Ļ░üĻ░ü ļéśĒāĆļé┤ņŚłļŗż. ļæÉ ņĀäĻĘ╣ņŚÉ ļīĆĒĢ┤ ļÅÖņØ╝ĒĢ£ ņś©ļÅä levelļĪ£ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝, Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ĒīÉņ×¼-ĒīÉņ×¼Ļ░ä ņĀæĒĢ®Ļ│äļ®┤ņØ┤ Ļ░Ćņן ļåÆņØĆ ņś©ļÅä ļČäĒżļź╝ ļ│┤ņśĆņ£╝ļ®░, ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņŚÉ ļīĆĒĢ┤ņä£ļŖö Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņś©ļÅä ļČäĒżļĪ£ Ļ┤Ćņ░░ļÉśņŚłļŗż.
ĻĘĖļ”╝ 7ņØĆ ļæÉ ņĀäĻĘ╣ņŚÉ ļīĆĒĢ┤ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņĄ£ļīĆņś©ļÅä ļ│ĆĒÖöļź╝ ļéśĒāĆļéĖ Ļ▓░Ļ│╝ņØ┤ļŗż. ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤Ļ│╝ ĒīÉņ×¼-ĒīÉņ×¼Ļ░ä ņĀæĒĢ®Ļ│äļ®┤ņŚÉ ļīĆĒĢ£ ņś©ļÅäļź╝ 1 cycle Ļ░äĻ▓®ņ£╝ļĪ£ ņĖĪņĀĢĒĢ£ Ļ▓░Ļ│╝, ņ┤Ø ņÜ®ņĀæ ņŗ£Ļ░ä(ĒåĄņĀä+ņ£Āņ¦Ćņŗ£Ļ░ä)ļÅÖņĢł ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ļŖö ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ņĄ£ļīĆņś©ļÅäļŖö ĒīÉņ×¼-ĒīÉņ×¼Ļ░ä ņĀæĒĢ®Ļ│äļ®┤ņØś ņĢĮ 0.8ļ░░ ņłśņżĆņØ┤ņŚłļŗż. ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæņĪ░Ļ▒┤ņ£╝ļĪ£ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ĒĢ┤ņäØ ņŗ£ļ«¼ļĀłņØ┤ņģś SORPAS┬« Ļ▓░Ļ│╝ņŚÉņä£ļÅä ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä, ĒīÉņ×¼-ĒīÉņ×¼Ļ░ä ņĀæĒĢ®Ļ│äļ®┤ ņĄ£ļīĆņś©ļÅäļŖö Ļ░üĻ░ü 502.8┬░C, 638.5┬░CļĪ£ ņ£Āņé¼ĒĢ£ ņłśņżĆņØä ļ│┤ņśĆļŗż. ĻĘĖļ”╝ 7(a)ņØś Ļ▓ĮņÜ░, ņ┤Ø ņÜ®ņĀæņŗ£Ļ░äņŚÉ ļīĆĒĢ£ ņĄ£ļīĆņś©ļÅäļŖö ņØ╝ļ░śņĀäĻĘ╣ņØ┤ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ļ│┤ļŗż ļåÆņĢśļŗż. ņĀæņ┤ēņĀĆĒĢŁ ļ░Å ļÅÖņĀĆĒĢŁ Ļ▓░Ļ│╝ņÖĆ ņŚ░Ļ│äĒĢśņŚ¼, ņØ┤ļŖö Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ņé░ĒÖöņĖĄ ļČĢĻ┤┤ļĪ£ ņØĖĒĢ┤ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ņĀæņ┤ēņĀĆĒĢŁņØ┤ Ļ░ÉņåīĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ĻĘĖļ”╝ 7(b)ņŚÉņä£ļŖö ĒåĄņĀäņŗ£Ļ░ä ļÅÖņĢł ņś©ļÅä ņāüņŖ╣ņåŹļÅäĻ░Ć Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ļŹö ļ╣©ļ×Éņ£╝ļ®░, ņ£Āņ¦Ćņŗ£Ļ░äņØś Ļ▓ĮņÜ░ļÅä ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņś©ļÅä Ļ░ÉņåīņåŹļÅäļŖö Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ļŹö ļ╣©ļ×Éļŗż. ĒĢśņ¦Ćļ¦ī ĒåĄņĀä ņŗ£Ļ░äņØ┤ ņóģļŻīļÉ£ ņŗ£ņĀÉņŚÉņä£ņØś ņĄ£ļīĆņś©ļÅäļŖö Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ Ļ┤ĆĻ│ä ņŚåņØ┤ ņ£Āņé¼ĒĢśņśĆļŗż. ņ”ē, ņ┤Ø ņÜ®ņĀæņŗ£Ļ░ä ļÅÖņĢł Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ļŹöņÜ▒ ĻĖēĻ▓®ĒĢ£ ņś©ļÅä ļ│ĆĒÖöĻ░Ć ļ░£ņāØĒĢśņśĆņ£╝ļ®░, ņØ┤ļŖö ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņŚÉņä£ ĒåĄņĀäļ®┤ņĀüņØ┤ ĒÖĢņןļÉśņ¢┤ ņĀäļźśļ░ĆļÅä Ļ░Éņåī ļ░Å ĻĄŁļČĆņĀüņØĖ ļ░£ņŚ┤ ĒśäņāüņØ┤ ņĀĆĻ░ÉļÉśņŚłĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļö░ļØ╝ņä£ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ļ░£ņŚ┤ņØĆ ļé«ņĢśĻ│Ā, ņ×ģņŚ┤ņØ┤ ĒīÉņ×¼-ĒīÉņ×¼Ļ░ä ņĀæĒĢ®Ļ│äļ®┤ņŚÉ ņ¦æņżæļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢł ļāēĻ░üņłś ņł£ĒÖśņŚÉ ļö░ļźĖ ļāēĻ░ü ĒÜ©Ļ│╝Ļ░Ć ļåÆņĢśļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż [16].
3.3 ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ ļ»ĖņäĖĻĄ¼ņĪ░
3.3.1 ņÜ®ņĀæļČĆ ļŗ©ļ®┤
ĻĘĖļ”╝ 8ļŖö ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņĄ£ņåī ņ×äĻ│ä ļ▓äĒŖ╝ ņ¦üĻ▓ĮņØä ļ¦īņĪ▒ĒĢśļŖö ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉņä£ ņÜ®ņĀæļČĆ ļŗ©ļ®┤ņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ 8(a)ņØś ņØ╝ļ░śņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢ£ ņÜ®ņĀæļČĆ ļäłĻ▓¤ņØś ĒśĢņāüņØ┤ ņāü, ĒĢśļČĆ ļ╣äļīĆņ╣ŁĒśäņāüņØ┤ Ēü¼Ļ▓ī ļ░£ņāØĒĢśņśĆĻ│Ā, ĻĘĖļ”╝ 8(b)ņØś Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ļÅä ĒīÉņ×¼ ļüØņŚÉņä£ļČĆĒä░ ļäłĻ▓¤ņØś ĒśĢņāü ņ£äņ╣śĻ░Ć ĒĢśļČĆ ņ¬ĮņŚÉ ļČäĒżĒĢśņśĆļŗż. ņØ┤ļŖö ņ¦üļźś ņÜ®ņĀæĻĖ░ņŚÉņä£ ļéśĒāĆļéśļŖö ĒÄĀĒŗ░ņ¢┤(Peltier) ĒÜ©Ļ│╝ļĪ£ņŹ©, (+) ĻĘ╣ņØś ĒĢśļČĆ ņĀäĻĘ╣Ļ│╝ ļ¦×ļŗ┐ņØĆ ĒĢśļČĆ ĒīÉņ×¼ļČĆņŚÉ ļŹö ļåÆņØĆ ņŚ┤ņØ┤ ņ¦æņżæļÉśņŚłĻ│Ā, ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ņĀæņ┤ēņĀĆĒĢŁņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ ĒÄĀĒŗ░ņ¢┤ ĒÜ©Ļ│╝Ļ░Ć Ļ░ĆņåŹĒÖöļÉśņŚłļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż [18]. ļśÉĒĢ£ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ņØ╝ļ░śņĀäĻĘ╣ļ│┤ļŗż ĻĖ░Ļ│ĄĻ│╝ Ļ░ÖņØĆ ņÜ®ņĀæĻ▓░ĒĢ©ņØ┤ ĒśäņĀĆĒĢśĻ▓ī ņĀüņØĆ ļ¬©ņŖĄņØä ļ│┤ņśĆļŖöļŹ░, ņØ┤ļŖö Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØ┤ Ļ▓®ņ×Éļ¬©ņ¢æņØś Ēī©Ēä┤ĒśĢņāüņ£╝ļĪ£ ņØĖĒĢ┤ ļÅÖņØ╝ĒĢ£ Ļ░ĆņĢĢņŚÉ ļīĆĒĢśņŚ¼ ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼ņØś ņĢĢņ░®ļÉ£ ĒלņØ┤ ļŹö Ēü¼Ļ▓ī ņ×æņÜ®ĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [19].
ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆņØś ļäłĻ▓¤Ļ▓ĮņØĆ ĻĘĖļ”╝ 8(a), (b)ņŚÉ ļīĆĒĢ┤ Ļ░üĻ░ü 6.45, 6.31 mmļĪ£ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ ņĀäļźśņĪ░Ļ▒┤(0.5 kA)ņŚÉņä£ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ņŚÉ ļ╣äĒĢśņŚ¼ ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ ņ¦üĻ▓ĮņØ┤ ļŗżņåī ņ×æņĢśņ£╝ļ®░, ļäłĻ▓¤ņØś ņĀäņ▓┤ ļ®┤ņĀüņØĆ ņØ╝ļ░śņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░Ļ░Ć Ēø©ņö¼ ļŹö Ēü¼Ļ▓ī Ļ┤Ćņ░░ļÉśņŚłļŗż. ĻĘĖļ”╝ 8ņØś Ļ▓░Ļ│╝ņŚÉņä£ļŖö ļÅÖņØ╝ĒĢ£ ĒåĄņĀäņŗ£Ļ░äņŚÉ ļīĆĒĢ┤ ļŹö ļåÆņØĆ ņÜ®ņĀæņĀäļźś Ļ░ÆņØś Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņ£╝ļĪ£ ņāØņä▒ļÉ£ ņÜ®ņĀæļČĆ ļäłĻ▓¤ņØś Ēü¼ĻĖ░ņÖĆ ļ®┤ņĀüņØ┤ Ļ░ÉņåīĒĢśņśĆļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ņØś ņ×ģņŚ┤ļ¤ēņØ┤ Ēü┤ņłśļĪØ ļäłĻ▓¤ņØś Ēü¼ĻĖ░ ļ░Å ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ņ׳ļŗż [20]. ļö░ļØ╝ņä£ Ļ▓®ņ×É ļ¬©ņ¢æņØś Ēī©Ēä┤ ĒśĢņāüņŚÉ ļö░ļźĖ ņĀĆĒĢŁ ĒŖ╣ņä▒ņØś ņ░©ņØ┤ļŖö ņÜ®ņĀæ ņŗ£ ņ×ģņŚ┤ļ¤ēņŚÉ ļ│ĆĒÖöļź╝ Ļ░ĆņĀĖņś© Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉņä£ņØś ņ×ģņŚ┤ļ¤ēņŚÉ ļīĆĒĢ£ Ļ│äņé░ņŗØņØĆ ņŗØ (1) Ļ│╝ Ļ░Öļŗż.
ņŚ¼ĻĖ░ņä£ Q ļŖö ņ×ģņŚ┤ļ¤ē(J), I ļŖö ņÜ®ņĀæņĀäļźś(kA), R ņØĆ ņĀĆĒĢŁ(┬ĄŌä”), ĻĘĖļ”¼Ļ│Ā t ļŖö ĒåĄņĀäņŗ£Ļ░ä(sec) ņØ┤ļŗż. ņĢ×ņä£ ĻĘĖļ”╝ 5ņŚÉņä£ ĒÖĢņØĖĒĢ£ ļÅÖņĀĆĒĢŁ Ļ│ĪņäĀņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņØ╝ļ░śņĀäĻĘ╣Ļ│╝ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņ£╝ļĪ£ ņÜ®ņĀæ ņŗ£ņØś R┬Ęt Ļ░ÆņŚÉ ļīĆĒĢ┤ Ļ░üĻ░ü Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”╝ 9ņŚÉ ļéśĒāĆļé£ ļ¬©ņŗØļÅäļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ļæÉ ņĀäĻĘ╣ņŚÉ ļīĆĒĢ£ R┬Ęt Ļ░ÆņØä ĻĄ¼ĒĢśļŖö Ļ│äņé░ņŗØņØĆ ņĢäļלņØś ņŗØ (2)ņÖĆ Ļ░Öļŗż.
ļæÉ ņĀäĻĘ╣ņ£╝ļĪ£ ņÜ®ņĀæ ņŗ£ņØś R┬Ęt Ļ░ÆņØĆ ņŗØ (2)ņŚÉ ļīĆĒĢ┤ ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ļŖö 14635 ┬Ą╬®┬Ęms, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ļŖö 13565 ┬Ą╬®┬ĘmsļĪ£ Ļ│äņé░ļÉśņŚłļŗż. ļæÉ ņĀäĻĘ╣ņŚÉ ļīĆĒĢ┤ ņé¼ņÜ®ļÉ£ Ļ░üĻ░üņØś ņÜ®ņĀæņĀäļźśņÖĆ ļÅÖņĀĆĒĢŁ Ļ│ĪņäĀņŚÉ ļīĆĒĢ£ R┬Ęt Ļ░ÆņØä ņŗØ (1) ļīĆņ×ģĒĢ£ Ļ▓░Ļ│╝, ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ņØś ņ×ģņŚ┤ļ¤ēņØĆ 11887 kJ, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ļŖö 11408 kJļĪ£ ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ ņ×ģņŚ┤ļ¤ēņØ┤ ļåÆņĢśļŗż. ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ņ£Āņé¼ĒĢ£ ļ▓äĒŖ╝ ņ¦üĻ▓ĮņØä Ļ░¢ļŖö ņÜ®ņĀæņĪ░Ļ▒┤ņØś Ļ▓ĮņÜ░ ņØ╝ļ░śņĀäĻĘ╣ņØ┤ 0.5 kA ļé«ņĢśņ¦Ćļ¦ī, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņŗØ (1)ņŚÉ ĻĖ░ņ┤łĒĢśņŚ¼ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉ ņØśĒĢ£ ņĀæņ┤ēņĀĆĒĢŁņØś Ļ░ÉņåīĻ░Ć ņÜ®ņĀæņĀäļźśņØś ņ”ØĻ░Ćļ│┤ļŗż Ēü░ ņśüĒ¢źņØä ņŻ╝ņŚłĻĖ░ ļĢīļ¼ĖņŚÉ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ ņ×ģņŚ┤ļ¤ēņØ┤ ļé«ņĢśļŗż.
3.3.2 ņÜ®ņĀæļČĆ ļ»ĖņäĖĻĄ¼ņĪ░
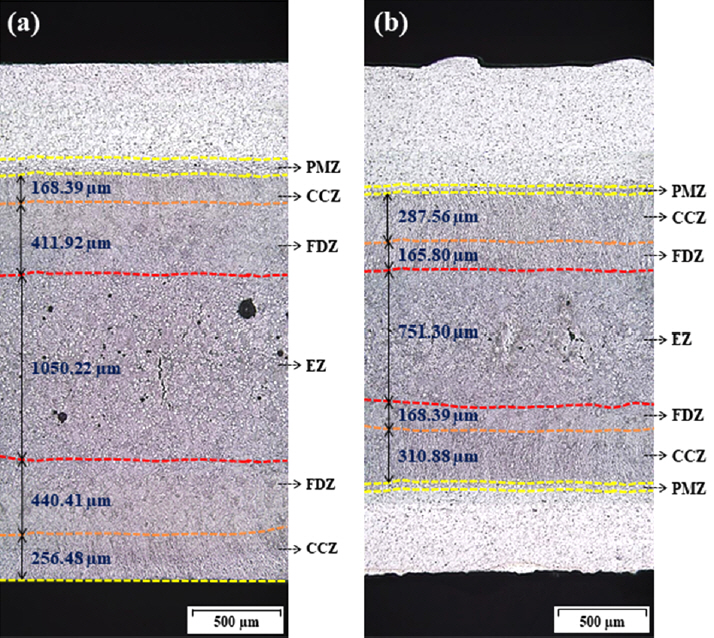
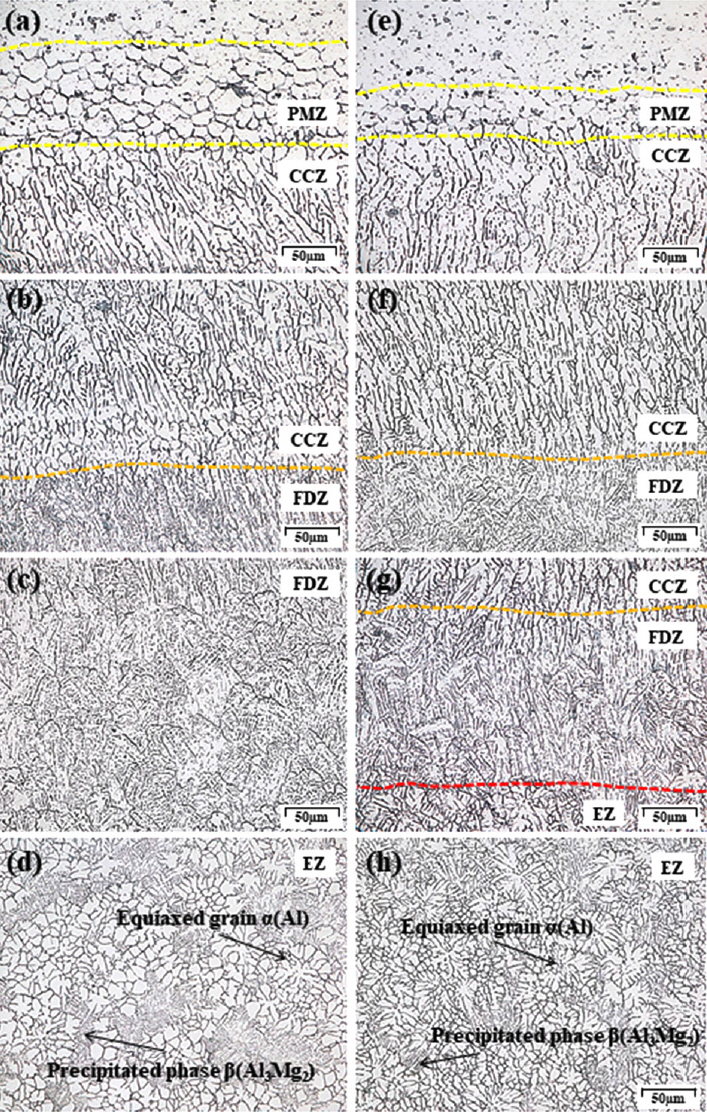
ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ļ¬©ņ×¼(base metal; BM), ņŚ┤ņśüĒ¢źļČĆ(heat affected zone; HAZ), ņÜ®ņĀæļČĆ(fusion zone; FZ), 3 Ļ░Ćņ¦ĆļĪ£ ļČäļźśļÉ£ļŗż. ņÜ®ņĀæļČĆņØś ļ»ĖņäĖĻĄ¼ņĪ░ Ēü¼ĻĖ░/ņóģļźśļŖö ĒĢ®ĻĖł ņä▒ļČäĻ│╝ ņŚ┤ ņØ┤ļĀźņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉśļ®░, ņØ┤ļŖö ņÜ®ņĀæ Ļ│ĄņĀĢņāüņŚÉņä£ ņś©ļÅä ĻĄ¼ļ░░(thermal gradient) ļ░Å Ļ│╝ļāēļÅäņÖĆ ņ¦üņĀæņĀüņ£╝ļĪ£ Ļ┤ĆļĀ©ņØ┤ ņ׳ļŗż [21]. ĻĘĖļ”╝ 10ņØĆ ļ»ĖņäĖ ņĪ░ņ¦üļ│ä ņóģļźśņÖĆ ņśüņŚŁ Ēü¼ĻĖ░ļź╝ ļéśĒāĆļéĖ Ļ▓░Ļ│╝ņØ┤ļŗż. ņØ╝ļ░śņĀäĻĘ╣(ĻĘĖļ”╝ 10(a))Ļ│╝ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣(ĻĘĖļ”╝ 10(b))ņŚÉņä£ ļ¬©ļæÉ ļ¬©ņ×¼ņŚÉņä£ ļäłĻ▓¤ņØś ņżæņŗ¼Ļ╣īņ¦Ć ņĄ£ņóģņĀüņ£╝ļĪ£ ņØæĻ│ĀļÉ£ Ļ▓░ņĀĢ ņśüņŚŁņØĆ 4Ļ░£ņØś ļ»ĖņäĖĻĄ¼ņĪ░ ņśüņŚŁ(ļČĆļČä ņÜ®ņ£Ą ņśüņŚŁ(partially melting zone; PMZ), ņĪ░ļīĆ ņłśņ¦Ćņāü ņśüņŚŁ(coarse columnar zone; CCZ), ļ»ĖņäĖ ņłśņ¦Ćņāü ņśüņŚŁ(fine dendritic zone; FDZ) ļ░Å ļō▒ņČĢņĀĢ ņśüņŚŁ(equiaxed zone; EZ))ņ£╝ļĪ£ ņóģļźśļŖö ļÅÖņØ╝ĒĢśņśĆņ£╝ļéś, Ļ░ü ņśüņŚŁļōżņØś ļČäĒżļŖö ļŗżļźĖ ĒŖ╣ņä▒ņØä ļ│┤ņśĆļŗż [14,22].
ĻĘĖļ”╝ 10(a), (b) ļ¬©ļæÉ PMZņśüņŚŁņØĆ ņóüĻ│Ā Ļ▓ĮĻ│äĻ░Ć ļČłļČäļ¬ģĒĢśņśĆņ£╝ļ®░, ņØ┤ļŖö ļé«ņØĆ ņÜ®ņ£ĄņĀÉĻ│╝ ļåÆņØĆ ņŚ┤ņĀäļÅäļÅäņØś Ļ│Āņ£ĀĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņÜ®ņĀæļČĆņØś ņØ╝ļ░śņĀüņØĖ ĒŖ╣ņ¦ĢņØ┤ļŗż [5,14]. ĻĘĖļ”╝ 10(a)ņØś Ļ▓ĮņÜ░, CCZ, FDZ ļ░Å EZņØś ļæÉĻ╗śļŖö Ļ░üĻ░ü ņĢĮ 424.54 ╬╝m, 852.33 ╬╝m, 1050.22 ╬╝mļĪ£ ņĀäņ▓┤ ļ®┤ņĀüņŚÉ ļīĆĒĢ┤ ņĢĮ 0.18 : 0.37 : 0.45 ņØś ļ╣äļź╝ Ļ░ĆņĪīņ£╝ļ®░, ĻĘĖļ”╝ 10(b)ņŚÉņä£ļŖö Ļ░üĻ░ü ņĢĮ 598.44 ╬╝m, 334.19 ╬╝m, 751.30 ╬╝mļĪ£ ņĖĪņĀĢļÉśņŚłĻ│Ā ņĢĮ 0.36 : 0.19 : 0.45 ņØś ļ╣äļź╝ Ļ░ĆņĪīļŗż. ņØ╝ļ░śņĀäĻĘ╣Ļ│╝ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņ£╝ļĪ£ ņāØņä▒ļÉ£ ņÜ®ņĀæļČĆņØś EZļŖö ņ£Āņé¼ĒĢśņśĆņ£╝ļéś, CCZņÖĆ FDZņØś ļČäĒżļŖö ļŗ¼ļ×Éļŗż.
ĻĘĖļ”╝ 11ņØĆ ļæÉ ņĀäĻĘ╣ņ£╝ļĪ£ ņāØņä▒ļÉ£ ņÜ®ņĀæļČĆņØś ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ ņśüņŚŁļ│äļĪ£ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ 11(a), (e)ļŖö PMZļĪ£ ļŗżļźĖ ņśüņŚŁņŚÉ ļ╣äĒĢ┤ ņāüļīĆņĀüņ£╝ļĪ£ Ēü░ ņ×¼Ļ▓░ņĀĢ ņ×ģņ×ÉļĪ£ ĻĄ¼ņä▒ļÉśņŚłļŗż. ņØ┤ ņśüņŚŁņØĆ ņŚ┤ņśüĒ¢źļČĆņÖĆ ņÜ®ņĀæļČĆņØś Ļ▓ĮĻ│äĻ░Ć ļÉśļŖö ņ¦ĆņĀÉņ£╝ļĪ£ņŹ©, ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ×ģņŚ┤ļ¤ēņŚÉ ļ╣äļĪĆĒĢśņŚ¼ ĒśĢņä▒ļÉ£ļŗż [22]. PMZļŖö ĻĘĖļ”╝ 11(a)Ļ░Ć ĻĘĖļ”╝ 11(e)ļ│┤ļŗż ņĢĮ 2ļ░░ ņĀĢļÅä ļäōņŚłņ£╝ļ®░, ņ×¼Ļ▓░ņĀĢļÉ£ ņ×ģņ×ÉņØś ļČäĒżĻ░Ć Ēø©ņö¼ ļ¦ÄņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ļŖö Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØ┤ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņŚÉņä£ņØś ņĀæņ┤ēņĀĆĒĢŁņØä Ļ░Éņåīņŗ£ņ╝£ ņĀĆĒĢŁ ņĀÉņÜ®ņĀæ ņŗ£ ņØ╝ļ░śņĀäĻĘ╣ļ│┤ļŗż ņĀüņØĆ ņ×ģņŚ┤ļ¤ēņØä Ļ░ĆņĪīĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
ĻĘĖļ”╝ 11(b), (f)ņÖĆ Ļ░ÖņØĆ CCZļŖö ņÜ®ņĀæļČĆņØś Ļ▓ĮĻ│äņØś ņØĖņĀæĒĢ┤ņä£ ļČäĒżĒĢśņśĆĻ│Ā, ņĀäĻĘ╣ņØś ņĢĢĒØö ļ®┤ņĀüņØś ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņĀäļźś ļ░ĆļÅäņØś Ļ░ÉņåīļĪ£ ņØĖĒĢśņŚ¼ ļäłĻ▓¤ņØś ņä▒ņןņØś ļüØļČĆļČäņŚÉņä£ ļāēĻ░üļ░®Ē¢ź(ņĀäĻĘ╣)ņ£╝ļĪ£ ņØæĻ│ĀĻ░Ć ņ¦äĒ¢ēļÉśļ®┤ņä£ ņāØņä▒ļÉ£ļŗż [23,24]. ņØ┤ļĢī ņ¢ĢņØĆ ņś©ļÅä ĻĄ¼ļ░░ļĪ£ ņØĖĒĢśņŚ¼ ļé©ņĢäņ׳ļŖö ņĢĪņāüņØś ņÜ®ņ£Ąņ¦Ć ļé┤ļĪ£ Ļ▒░ņ╣£ ĻĖ░ļæźĒśĢ ĻĄ¼ņĪ░ļź╝ ĒśĢņä▒ĒĢśņśĆļŗż. ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņÖĆ Ļ┤ĆĻ│äņŚåņØ┤ CCZ ņĢłņ¬Į ņśüņŚŁņŚÉļŖö ĻĘĖļ”╝ 11(c), (g)ņÖĆ Ļ░ÖņØĆ FDZĻ░Ć ĒśĢņä▒ļÉśņŚłļŗż. ņØ┤ ņśüņŚŁņØĆ ņÜ®ņĀæņĀäļźś ĒåĄņĀäņØ┤ ņóģļŻīļÉ£ ĒøäņŚÉ ņÜ®ņĀæ ņĀäĻĘ╣ņØś ļāēĻ░ü ĒÜ©Ļ│╝ņÖĆ ņÜ®ņ£Ą ņśüņŚŁ ņé¼ņØ┤ņŚÉ Ļ░ĆĒīīļźĖ ņś©ļÅä ĻĄ¼ļ░░ļź╝ ĒåĄĒĢ┤ ĒśĢņä▒ļÉśļ®░, ņäĖļ░ĆĒĢśĻ│Ā ļŗ©ļŗ©ĒĢ£ ņłśņ¦Ćņāü ĻĄ¼ņĪ░ņØś ĒśĢĒā£ļź╝ Ļ░Ćņ¦ĆļŖö ĒŖ╣ņ¦ĢņØ┤ ļ│┤ĒÄĖņĀüņØ┤ļŗż [21,22]. ĻĘĖļ”╝ 10ņŚÉņä£ ĒÖĢņØĖĒĢ£ ņłśņ¦Ćņāü ņśüņŚŁņØś ļČäĒżņÖĆ Ļ░ÖņØ┤ FDZļŖö ņØ╝ļ░śņĀäĻĘ╣ļ│┤ļŗż Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ņ×æĻ▓ī ĒśĢņä▒ļÉśņŚłļŗż. ņØ┤ļŖö ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ļ░£ņŚ┤Ēśäņāü ļ░Å ņÜ®ņĀæņŗ£Ļ░ä ļÅÖņĢł ĒåĄņĀäļ®┤ņĀü ņ░©ņØ┤ņŚÉ ņĀĆĒĢŁ ĒŖ╣ņä▒ņ£╝ļĪ£ ņĄ£ļīĆņś©ļÅä Ļ░ÆņØ┤ ļŗ¼ļ×ÉĻ│Ā, ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢłņØś ņĀäĻĘ╣ņØś ņĀæņ┤ēņŚÉ ņØśĒĢ£ ļāē Ļ░üņåŹļÅä ņ░©ņØ┤ļź╝ ņ£ĀļÅäĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ”ē, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņ£╝ļĪ£ ņÜ®ņĀæ ņŗ£ņŚÉ ļé«ņØĆ ņ×ģņŚ┤ļ¤ē ļ░Å ļ╣ĀļźĖ ļāēĻ░üņåŹļÅäļĪ£ ņØĖĒĢ£ ņØæĻ│ĀņĀäļ®┤ņØś ņ¢ĢņØĆ ņś©ļÅä ĻĄ¼ļ░░Ļ░Ć ĒśĢņä▒ļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ ņ┤łĻĖ░ņŚÉ ņłśņ¦Ćņāü ĒśĢņä▒ņØ┤ Ļ░ĆņåŹĒÖöļÉśņŚłļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż [14,22].
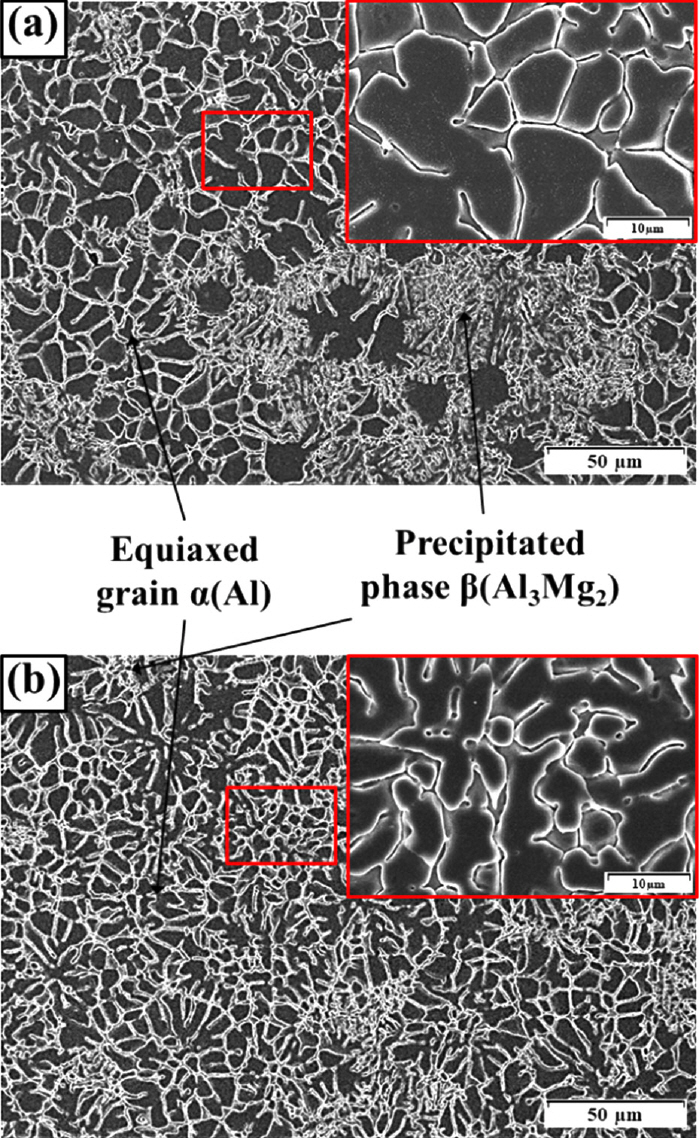
ņĄ£ņóģņĀüņ£╝ļĪ£ ņÜ®ņĀæ ņóģļŻī Ēøä, ņØæĻ│ĀĻ░Ć ņ¦äĒ¢ēļÉśļ®┤ņä£ ņłśņ¦Ćņāü Ļ░äņØś ņČ®ļÅīņØ┤ ļ░£ņāØĒĢśņśĆĻ│Ā, ņØ┤Ēøä ļé©ņØĆ ņĢĪņāüņŚÉņä£ ļō▒ņČĢ Ļ▓░ņĀĢļ”ĮņØśĒĢĄ ĒśĢņä▒ņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņłśņ¦ĆņāüņŚÉņä£ ļō▒ņČĢņĀĢņ£╝ļĪ£ņØś ņĀäņØ┤(columnar to equiaxed transition, CET) ļĪ£ ņØĖĒĢśņŚ¼ ĻĘĖļ”╝ 11(d), (h)ņÖĆ Ļ░ÖņØĆ EZĻ░Ć ĒśĢņä▒ļÉśņŚłļŗż. ņØ┤ ņśüņŚŁņØĆ CCZ, FDZņŚÉņä£ ļ░ĆļĀżļé£ ĒĢ®ĻĖł ņä▒ļČäņ£╝ļĪ£ ņØĖĒĢ┤ ĒĢ®ĻĖł ĒĢ©ļ¤ēņØ┤ ļŹö ļåÆņØĆ Ļ▓ĮĒ¢źņØ┤ ņ׳ņ£╝ļ®░, ņ╣©ņĀäļÉ£ ņāüņØĖ 2 ņ░©ņāü(╬▓ņāü((Al3Mg2))ņØä ĒżĒĢ©ĒĢśļŖö ĻĄ¼ņĪ░ļź╝ ļéśĒāĆļé┤ņŚłļŗż [14,22]. ļśÉĒĢ£ ĻĘĖļ”╝ 11(h)Ļ│╝ Ļ░ÖņØ┤ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ļŹö ļ»ĖņäĖĒĢ£ ļō▒ņČĢ Ļ▓░ņĀĢļ”ĮņØä ļ│┤ņśĆņ£╝ļ®░, ņ╣©ņĀäļÉ£ ņāüņØś ĒśĢĒā£ņØĖ 2 ņ░©ņāüņØś ļČäĒżļÅä Ļ░ÉņåīĒĢśņśĆļŗż. ĻĘĖļ”╝ 12ļŖö EZļ¦īņØä Ļ│Āļ░░ņ£©ņŚÉņä£ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ļĪ£ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣(ĻĘĖļ”╝ 12(b))ņØś ĒÅēĻĘĀ ļō▒ņČĢ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļŖö ņĢĮ 22.6 ╬╝mļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░, ņØ┤ļŖö ņØ╝ļ░śņĀäĻĘ╣(ĻĘĖļ”╝ 12(a))ņŚÉņä£ ņĖĪņĀĢļÉ£ ĒÅēĻĘĀ Ēü¼ĻĖ░(ņĢĮ 38.8 ╬╝m)ļ│┤ļŗż ņĢĮ 58.2% ļŹö ņ×æņĢśļŗż [22]. ņØæĻ│Ā ņØ┤ļĪĀņŚÉ ļö░ļź┤ļ®┤ ņś©ļÅä ĻĄ¼ļ░░ņØś Ļ░ÉņåīļŖö ņĪ░ņä▒ņĀü Ļ│╝ļāēļÅä(constitutional supercooling)ņØś ņ”ØĻ░ĆļĪ£ ņØ┤ņ¢┤ņĀĖ ļō▒ņČĢ Ļ▓░ņĀĢļ”Į ĒśĢņä▒ņØä ņ┤ēņ¦äĒĢśļ®░, ņ╣©ņĀäļÉ£ ņāüņØĖ 2ņ░©ņāüņØś ļČäĒżņÖĆ Ēü¼ĻĖ░ļŖö Ļ░ÉņåīĒĢ£ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŗż [22,24]. ņĢ×ņä£ 3.2 ņĀłņØś ņĀäĻĖ░ņĀü/ņŚ┤ņĀü ĒŖ╣ņä▒Ļ│╝ ņŚ░Ļ│äĒĢśļ®┤ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ĒåĄņĀäļ®┤ņĀüņØ┤ ĒÖĢņןļÉśņ¢┤ ņĀäļźśļ░ĆļÅä Ļ░Éņåī ļ░Å ĻĄŁļČĆņĀüņØĖ ļ░£ņŚ┤ ĒśäņāüņØ┤ ņĀĆĻ░ÉļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ ļ╣ĀļźĖ ļāēĻ░ü ņåŹļÅäļĪ£ ņØĖĒĢ£ ņś©ļÅä ĻĄ¼ļ░░ņØś Ļ░ÉņåīĻ░Ć ņøÉņØĖņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [21,25]. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņØ╝ļ░śņĀäĻĘ╣Ļ│╝ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņ£╝ļĪ£ ņāØņä▒ļÉ£ ņÜ®ņĀæļČĆ ļ»ĖņäĖĻĄ¼ņĪ░ļŖö ļāēĻ░ü ĒÜ©Ļ│╝ņŚÉ ļö░ļźĖ ņØæĻ│Ā ņåŹļÅäņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ļ╣ĀļźĖ ļāēĻ░ü ņåŹļÅäĻ░Ć Ļ░ĆļŖźĒĢ£ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ļŹö ļ»ĖņäĖĒĢśĻ│Ā ņ╣śļ░ĆĒĢ£ Ļ▓░ņĀĢļ”ĮņØ┤ ĒśĢņä▒ļÉśņŚłņ£╝ļ®░, 2ņ░©ņāüņØś ļČäĒżļŖö Ļ░ÉņåīĒĢśņśĆļŗż.
3.4 ņŚ░ņåŹĒāĆņĀÉņŚÉļö░ļźĖņĀäĻĘ╣Ļ│╝ĒīÉņ×¼ņØśņ£Ąņ░®Ēśäņāü
3.4.1 ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼ņØś Ēæ£ļ®┤ ņśżņŚ╝ ļ░Å ņ┤łĻĖ░ ļÅÖņĀĆĒĢŁ ļ╣äĻĄÉ
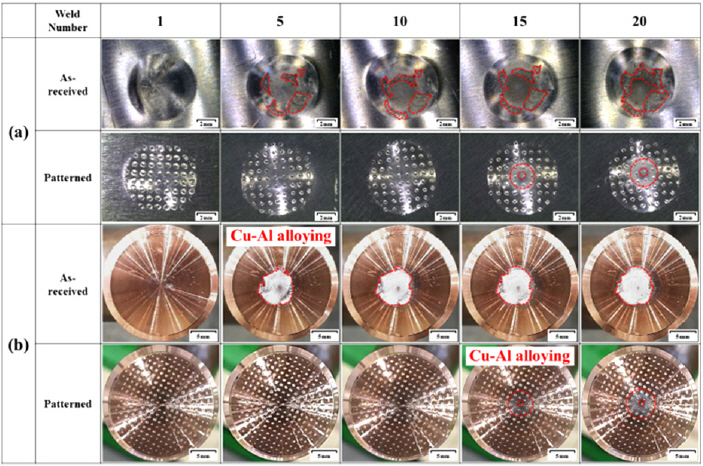
Lum ļō▒[7]ņØś ņäĀĒ¢ē ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤, ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉņä£ļŖö ņé░ĒÖöņĖĄņ£╝ļĪ£ ņØĖĒĢ┤ ņ▓½ ļ▓łņ¦Ė ĒāĆņĀÉņŚÉņä£ļČĆĒä░ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņŚÉņä£ ņĢīļŻ©ļ»ĖļŖä ĒöĮņŚģ(Al pick-up)ĒśäņāüņØ┤ ĒØöĒĢśĻ▓ī ļ░£ņāØĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśņ¢┤ņ׳ļŗż. ļśÉĒĢ£ ņŚ░ņåŹņĀüņØĖ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉņä£ Cu-Al ĒĢ®ĻĖłĒÖö(ņŻ╝ļĪ£ CuAl2 ļ░Å ļ»Ėļ¤ēņØś Cu9Al4)Ļ░Ć ļ░£ņāØĒĢ£ ņśüņŚŁņØĆ ļåÆņØĆ ņĀĆĒĢŁ ņśüņŚŁņ£╝ļĪ£ ņ×æņÜ®ĒĢśņŚ¼, ĻĖēĻ▓®ĒĢ£ ņŚ┤ĒÖöļź╝ ņ£ĀļÅäĒĢ┤ ņĀäĻĘ╣ ļ¦łļ¬©(electrode pitting)ļĪ£ ņØ┤ņ¢┤ņ¦ĆĻ▓ī ļÉ£ļŗż [7,10]. ĻĘĖļ”╝ 13ņØĆ ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ĒāĆņĀÉ ņłśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒīÉņ×¼ņÖĆ ņĀäĻĘ╣ Ēæ£ļ®┤ņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņØ┤ļĢī Ēæ£ļ®┤ ņśżņŚ╝ļÅäļŖö 20 ĒāĆņĀÉĻ╣īņ¦Ć 5ĒāĆņĀÉ Ļ░äĻ▓®ņ£╝ļĪ£ ļ╣äĻĄÉĒĢśņśĆļŗż. ņØ╝ļ░śņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░, 5 ĒāĆņĀÉļČĆĒä░ ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼ņØś Ēæ£ļ®┤ņŚÉņä£ Cu-Al ĒĢ®ĻĖłņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņ┤łĻĖ░ ĒĢ®ĻĖłņØś ļ░£ņāØ ņ£äņ╣śņÖĆ Ēü¼ĻĖ░ļŖö ĒāĆņĀÉļ│äļĪ£ ļČłĻĘ£ņ╣ÖĒĢśĻ▓ī ļ░£ņāØĒĢśņśĆĻ│Ā, ņŚ░ņåŹĒāĆņĀÉņØ┤ ņ¦äĒ¢ēļÉĀņłśļĪØ ņśżņŚ╝ļÉ£ ļ®┤ņĀüņØĆ ņ”ØĻ░ĆĒĢśņśĆļŗż. ļ░śļ®┤ņŚÉ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ļŖö 15 ĒāĆņĀÉļČĆĒä░ Cu-Al ĒĢ®ĻĖłĒÖöĻ░Ć ņĀäĻĘ╣ ņżæņŗ¼ļČĆņŚÉ ļ░£ņāØĒĢśņśĆļŗż. ņØ┤ļŖö Ļ▓®ņ×É ļ¬©ņ¢æņØś Ēī©Ēä┤ ĒśĢņāüņØ┤ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ļČłĻĘĀņØ╝ĒĢ£ ņé░ĒÖöĒŖ╣ņä▒ņØä ņÖäĒÖöĒĢśņŚ¼ ņĄ£ļīĆņś©ļÅä Ļ░Éņåī ļ░Å ĻĄŁļČĆņĀü ļ░£ņŚ┤ ņĀĆĻ░ÉņØ┤ ļ░£ņāØĒĢśņśĆĻĖ░ ļĢīļ¼ĖņŚÉ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØś ņŚ░ņåŹ ĒāĆņĀÉņŚÉņä£ ņŚ┤ĒÖöĻ░Ć ņ¦ĆņŚ░ļÉśņŚłļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż.
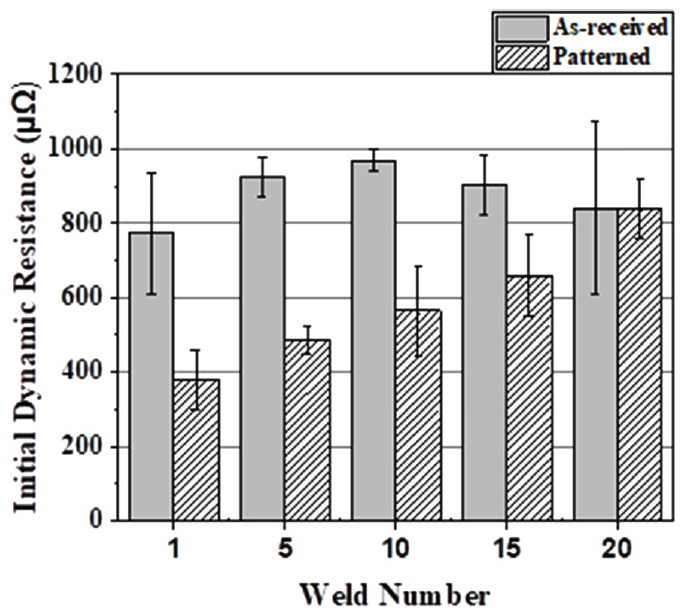
ĻĘĖļ”╝ 14ļŖö ņÜ®ņĀæĒāĆņĀÉ ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņ┤łĻĖ░ ļÅÖņĀĆĒĢŁ Ļ░ÆņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ļ¬©ļōĀ ņÜ®ņĀæĒāĆņĀÉņŚÉ ļīĆĒĢ┤ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØś ņ┤łĻĖ░ ļÅÖņĀĆĒĢŁ Ļ░ÆņØ┤ ņØ╝ļ░śņĀäĻĘ╣ļ│┤ļŗż ļé«ņĢśĻ│Ā, 10ĒāĆņĀÉĻ╣īņ¦ĆļŖö ĒÅēĻĘĀ ņĢĮ 1/2 ņØś ņ░©ņØ┤ļź╝ ļ│┤ņśĆļŗż. ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ļŖö ņÜ®ņĀæĒāĆņĀÉņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ┤łĻĖ░ ļÅÖņĀĆĒĢŁ Ļ░ÆņØĆ ĒÅēĻĘĀ ņĢĮ 700-1000 ┬Ą╬® ņłśņżĆņØĖ ļ░śļ®┤, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ļŖö ņÜ®ņĀæĒāĆņĀÉņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņ┤łĻĖ░ ļÅÖņĀĆĒĢŁļÅä ĒÅēĻĘĀ ņĢĮ 380 ┬Ą╬®ņŚÉņä£ 837 ┬Ą╬®ļĪ£ ņĀÉņ░© ņ”ØĻ░ĆĒĢśņśĆļŗż. ņ┤łĻĖ░ ļÅÖņĀĆĒĢŁ Ļ░ÆņØĆ ļ¬©ļōĀ ņĀæĒĢ®Ļ│äļ®┤ņŚÉ ļīĆĒĢ£ ņĀæņ┤ēņĀĆĒĢŁņØś ņśüĒ¢źņØ┤ ņÜ░ņäĖĒĢśļ®░, ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś Ēæ£ļ®┤ ņé░ĒÖöņĖĄņŚÉ ļö░ļźĖ ļČłņĢłņĀĢĒĢ£ ĒåĄņĀäĻ▓ĮļĪ£ ņØĖĒĢśņŚ¼ 1ĒāĆņĀÉļČĆĒä░ ļåÆņØĆ ņ┤łĻĖ░ ļÅÖņĀĆĒĢŁ Ļ░Æņ£╝ļĪ£ 5ĒāĆņĀÉļČĆĒä░ ĒĢ®ĻĖłĒÖö ĒśäņāüņØ┤ ļ░£ņāØĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļ░śļ®┤ņŚÉ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ļŖö ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņŚÉņä£ ņĢłņĀĢņĀüņØĖ ĒåĄņĀäļ®┤ņĀü ĒÖĢļ│┤ņŚÉ ļö░ļźĖ ņØ╝ļ░śņĀäĻĘ╣ņØś ņĢĮ 1/2 ņłśņżĆņØś ļé«ņØĆ ņ┤łĻĖ░ ļÅÖņĀĆĒĢŁ Ļ░Æņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ĒĢ®ĻĖłĒÖöĻ░Ć ņ¦ĆņŚ░ļÉśņŚłļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż. ņ”ē, ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņŚÉņä£ ĒöĮņŚģŌåÆĒĢ®ĻĖłĒÖöŌåÆņ£Ąņ░®ĒśäņāüņØ┤ ņ¦äĒ¢ēļÉ©ņŚÉ ļö░ļØ╝ ņĀæņ┤ēņĀĆĒĢŁ Ļ░ÆņØĆ ņāüņŖ╣ĒĢśļ®░, ņ┤łĻĖ░ ļÅÖņĀĆĒĢŁ Ļ░Æ ļ│ĆĒÖöļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĀäĻĘ╣ Ēæ£ļ®┤ņØś ĒĢ®ĻĖłĒÖöņŚÉ ļö░ļźĖ ņśżņŚ╝ ļ░Å ņ£Ąņ░®ņāüĒā£ļź╝ ņČöņĀĢ Ļ░ĆļŖźĒĢĀ Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż.
3.4.2 ņÜ®ņĀæļČĆ ļäłĻ▓¤ ņ¦üĻ▓Į ļ░Å ļåÆņØ┤
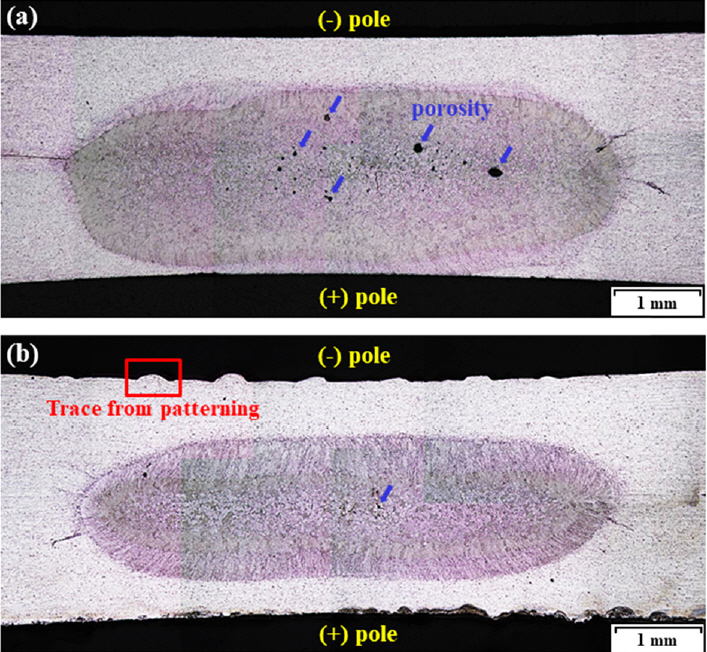
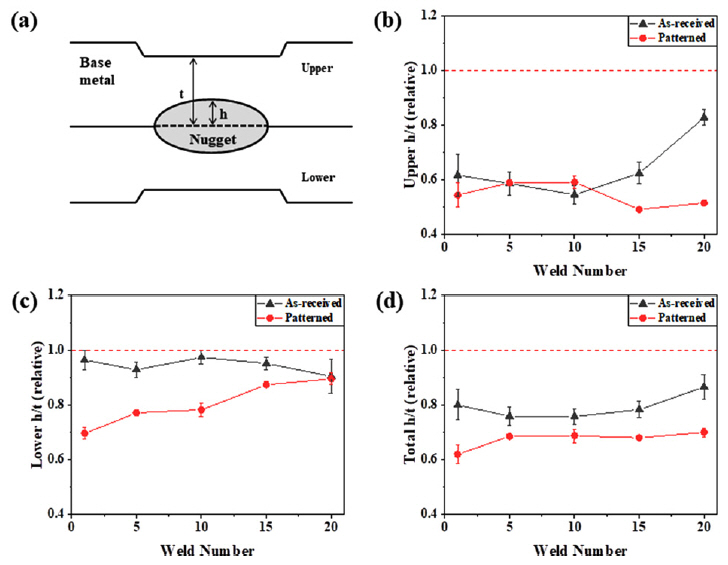
ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæļČĆ ĒÆłņ¦łņØä Ļ▓░ņĀĢņ¦ōļŖö ņØĖņ×É ņżæņØś ĒĢśļéśņØĖ ņÜ®ņĀæļČĆ ļ¼╝ņä▒ņØĆ ļäłĻ▓¤ņØś ņ¦üĻ▓Į ļ░Å ļåÆņØ┤ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śĻ▓ī ļÉ£ļŗż [20]. ĻĘĖļ”╝ 15ļŖö ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņŚ░ņåŹĒāĆņĀÉņØś ņÜ®ņĀæļČĆ ļäłĻ▓¤ņØś ņ¦üĻ▓Į ļ░Å ļåÆņØ┤ļź╝ ņĖĪņĀĢĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņØ╝ļ░śņĀäĻĘ╣(ĻĘĖļ”╝ 15(a))ņ£╝ļĪ£ ņāØņä▒ļÉ£ ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ņØś ņ¦üĻ▓ĮņØĆ ņ▓½ ļ▓łņ¦Ė ĒāĆņĀÉņŚÉņä£ ĒÅēĻĘĀ 6.8 mm Ļ░Ćļ¤ēņ£╝ļĪ£ ņĖĪņĀĢļÉśņŚłĻ│Ā, 5ĒāĆņĀÉņŚÉņä£ļŖö 6 mm ļ»Ėļ¦īņ£╝ļĪ£ ļé«ņĢśļŗżĻ░Ć 10ĒāĆņĀÉ Ēøä ļŗżņŗ£ ņ”ØĻ░ĆĒĢśļŖö ņČöņäĖļź╝ ļ│┤ņśĆļŗż. ļ░śļ®┤ņŚÉ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣(ĻĘĖļ”╝ 15(b))ņ£╝ļĪ£ ņāØņä▒ļÉ£ ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ ņ¦üĻ▓ĮņØĆ 1ĒāĆņĀÉņŚÉņä£ 20ĒāĆņĀÉĻ╣īņ¦Ć ĒÅēĻĘĀ ņĢĮ 6.5~6.8 mm ņé¼ņØ┤ļĪ£ ņ£Āņé¼ĒĢśĻ▓ī Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ╝ļ░śņĀäĻĘ╣ņ£╝ļĪ£ ņāØņä▒ļÉ£ ņÜ®ņĀæļČĆ ļäłĻ▓¤ņØś ļåÆņØ┤ņØś Ļ▓ĮņÜ░, ĒÅēĻĘĀ ņĢĮ 2~2.5 mm ņé¼ņØ┤ļĪ£ ņĖĪņĀĢļÉśņŚłĻ│Ā, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņ£╝ļĪ£ ņāØņä▒ļÉ£ ļäłĻ▓¤ļ│┤ļŗż ĒÅēĻĘĀ ņĢĮ 0.3 mm ļŹö ņ╗Ėļŗż. ļäłĻ▓¤ ņ¦üĻ▓Į Ļ░ÆņŚÉ ļīĆĒĢ£ ĒÄĖņ░©Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö ņøÉņØĖņØĆ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņĀæņ┤ēņĀĆĒĢŁ, ņś©ļÅä, ļāēĻ░ü ĒÜ©Ļ│╝ņŚÉ ĻĖ░ņØĖĒĢ£ ņĀäĻĘ╣ņśżņŚ╝ ļ░Å ĒĢ®ĻĖłĒÖö ņĀĢļÅä ņ░©ņØ┤ļĪ£ ĒīÉļŗ©ļÉśļ®░, ĒĢ®ĻĖłĒÖöņØś ņ¦äĒ¢ēņØ┤ ņ×äĻ│äņĀÉ ņØ┤ņāüļÉśļ®┤ ļ¦ż ĒāĆņĀÉļ¦łļŗż ņĀäĻĘ╣ Ēæ£ļ®┤ ņĀæņ┤ēĒśäņāüņŚÉ ļīĆĒĢ£ ņ░©ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ ņ¦üĻ▓Į ļ░Å ļåÆņØ┤ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż [7,14].
ĻĘĖļ”╝ 16ņØĆ ņŚ░ņåŹĒāĆņĀÉ ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ h/t ņ¦Ćņłśļź╝ Ļ┤Ćņ░░ĒĢ£ Ļ▓āņØ┤ļŗż. h/t ņ¦ĆņłśļŖö ņĀĆĒĢŁ ņÜ®ņĀæņŚÉņä£ ļ░£ņŚ┤Ēśäņāü ļ░Å ļāēĻ░ü ĒŖ╣ņä▒ņØä ĒīīņĢģĒĢĀ ņłś ņ׳ļŖö Ļ░äņĀæņĀüņØĖ ņ¦ĆņłśļĪ£ņŹ©, 1ņŚÉ ĻĘ╝ņĀæĒĢĀņłśļĪØ ņÜ®ņ£ĄļÉśļŖö ņśüņŚŁņØ┤ ĒīÉņ×¼ņØś Ēæ£ļ®┤Ļ╣īņ¦Ć ļÅäļŗ¼ĒĢ£ Ļ▓āņØä ņØśļ»ĖĒĢ£ļŗż. ļö░ļØ╝ņä£ h/t ņ¦Ćņłśļź╝ ĒåĄĒĢ┤ ņĀäĻĘ╣ņØś ļāēĻ░üļŖźņØ┤ Ļ░ÉņåīĒĢśĻ▒░ļéś, ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņŚÉņä£ņØś ļ░£ņŚ┤ņØ┤ ļåÆņØĆ Ļ▓āņØä ņśłņāüĒĢĀ ņłś ņ׳ļŗż [26]. ĻĘĖļ”╝ 16(a)ļŖö ņÜ®ņĀæļČĆ ļŗ©ļ®┤ ļ¬©ņŗØļÅäņØ┤ļ®░, ņĢĢĒØöļÉ£ ņĀäĻĘ╣ņØś ņÖĖĻ░üļČĆņŚÉņä£ ņāüļČĆ(ļśÉļŖö ĒĢśļČĆ)ĒīÉņ×¼ ņĄ£ĒĢśļŗ©ļČĆĻ╣īņ¦Ćļź╝ t, ļäłĻ▓¤ ļåÆņØ┤ļź╝ hļĪ£ ļ¬ģļ¬ģĒĢśņśĆļŗż. ĒÄĀĒŗ░ņ¢┤ ĒÜ©Ļ│╝ļź╝ Ļ│ĀļĀżĒĢśņŚ¼ ņāü, ĒĢśļČĆ ņĀäĻĘ╣ņØś h/t ņ¦Ćņłśļź╝ ĻĘĖļ”╝ 16(b)~(d)ņŚÉ Ļ░üĻ░ü ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ 16(b)ļź╝ ļ│┤ļ®┤ 10ĒāĆņĀÉņØä ĻĖ░ņżĆņ£╝ļĪ£ h/t ņ¦ĆņłśĻ░Ć ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤ļŗżĻ░Ć 20ĒāĆņĀÉņŚÉņä£ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØ┤ ņØ╝ļ░śņĀäĻĘ╣ļ│┤ļŗż ĒÅēĻĘĀ ņĢĮ 0.3 ņĀĢļÅä ļé«ņĢśļŗż. ĒĢśļČĆ(ĻĘĖļ”╝ 16(c))ņØś Ļ▓ĮņÜ░, ņÜ®ņĀæĒāĆņĀÉ ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ h/t ņ¦ĆņłśĻ░Ć ņØ╝ļ░śņĀäĻĘ╣ņØĆ 1ņŚÉ Ļ░ĆĻ╣īņÜ┤ Ļ░Æņ£╝ļĪ£ ņ£Āņé¼ĒĢśņśĆĻ│Ā, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØĆ ņ”ØĻ░ĆĻ░ĆņśĆļŗż. ĻĘĖļ”╝ 16(d)ļŖö ņāü, ĒĢśļČĆņŚÉ ļīĆĒĢ£ ĒÅēĻĘĀ h/t ņ¦Ćņłśļź╝ ļéśĒāĆļéĖ Ļ▓░Ļ│╝ļĪ£ ļ¬©ļōĀ ņÜ®ņĀæĒāĆņĀÉņŚÉ ļīĆĒĢ£ h/t ņ¦ĆņłśļŖö Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØ┤ ņØ╝ļ░śņĀäĻĘ╣ļ│┤ļŗż ļŹö ļé«ņĢśļŗż. ņĢ×ņä£ ĻĘĖļ”╝ 15ņŚÉņä£ ņŚ░ņåŹĒāĆņĀÉņŚÉ ļīĆĒĢ£ ļäłĻ▓¤ņØś ņ¦üĻ▓Į ļ░Å ļåÆņØ┤ņØś ņĖĪņĀĢĻ▓░Ļ│╝ļŖö Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ Ēø©ņö¼ ņĢłņĀĢņĀüņØ┤Ļ│Ā ņØ╝ņĀĢĒĢ£ ņÜ®ņĀæĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ņØ┤ļŖö Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØ┤ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ļé«ņØĆ ļ░£ņŚ┤ņØä ņ£ĀļÅäĒĢśņŚ¼ ņÜ®ņĀæļČĆ ņĀæĒĢ®Ļ│äļ®┤ņŚÉ ņ×ģņŚ┤ņØä ņ¦æņżæņŗ£ņ╝░ĻĖ░ ļĢīļ¼ĖņŚÉ ņĀäĻĘ╣ ņŚ┤ĒÖöņŚÉ ļö░ļźĖ ĒöĮņŚģŌåÆĒĢ®ĻĖłĒÖöŌåÆņ£Ąņ░®ĒśäņāüņØĆ ņ¦ĆņŚ░ļÉśņŚłļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż.
3.4.3 ņĀäĻĘ╣ ņŚ┤ĒÖö
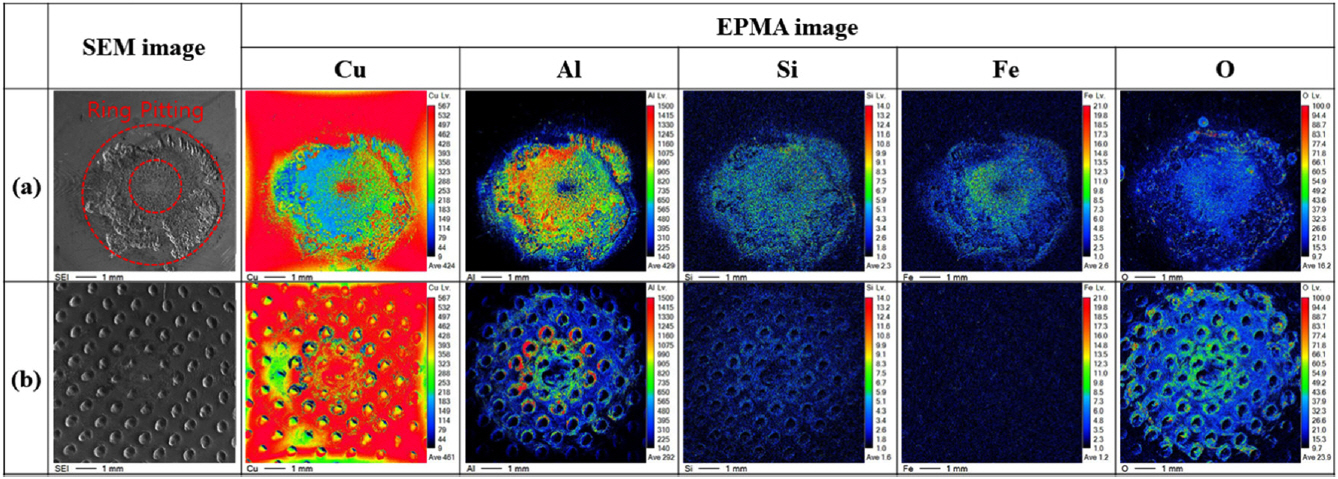
ĻĘĖļ”╝ 17ņØĆ EPMAļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 20ĒāĆņĀÉ Ēøä ņĀäĻĘ╣ Ēæ£ļ®┤ņØś ņśżņŚ╝ļÅäļź╝ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŗż. ņØ╝ļ░śņĀäĻĘ╣ Ēæ£ļ®┤(ĻĘĖļ”╝ 17(a))ņŚÉņä£ļŖö Ļ│Āļ”¼ ĒśĢĒā£ņØś ļ¦łļ¬©(ring pitting)Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ņØ┤ļŖö ņĀäļŗ©ņØæļĀź ļīĆ ņĢĢļĀź ļ╣äņŚÉ ņØśĒĢ£ ņŖ¼ļ”ĮĻ▒░ļÅÖņØ┤ ņĀäĻĘ╣ņØś ņżæņŗ¼ļČĆ ļīĆļ╣ä ņŻ╝ļ│ĆļČĆņŚÉņä£ ļŹö ļ¦ÄņØ┤ ļ░£ņāØĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [27]. ņØ╝ļ░śņĀäĻĘ╣ Ēæ£ļ®┤ņØś ļé«ņØĆCu ņä▒ļČä ņśüņŚŁņŚÉņä£ Al ņä▒ļČä ļ░Å Si, Fe ņä▒ļČäņØ┤ Ļ▓ĆņČ£ļÉśņŚłļŗż. ņØ┤ļŖö Cu-Al ĒĢ®ĻĖłĒÖöņĖĄņØś ņĢīļŻ©ļ»ĖļŖä ĻĖ░ņ¦Ć ļé┤ SiņÖĆ Fe ņä▒ļČäņØ┤ ņØ╝ļČĆ Ļ│ĀņÜ®ļÉ£ ĒśĢĒā£ņØś ņĖĄņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [7,28]. ļ░śļ®┤ņŚÉ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ Ēæ£ļ®┤(ĻĘĖļ”╝ 17(b))ņŚÉņä£ļŖö Al ņä▒ļČäņØ┤ Ļ▓ĆņČ£ļÉ£ ļ®┤ņĀüņØĆ ļäōĻ▓ī ļéśĒāĆļé¼ņ£╝ļéś, ņØ╝ļ░śņĀäĻĘ╣ņŚÉ ļ╣äĒĢ┤ Si, Fe ņä▒ļČäņØĆ Ļ▒░ņØś Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ Si, Fe ņä▒ļČäļōżņØĆ Cu ņä▒ļČäļ│┤ļŗż ņ£ĄņĀÉņØ┤ ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ Cu-Al ĒĢ®ĻĖłĒÖöĻ░Ć ļ░£ņāØĒĢśļŖö ņś©ļÅäļ│┤ļŗż ļåÆņØĆ ņłśņżĆņØś ņś©ļÅäļ▓öņ£ä ļÅäļŗ¼ĒĢ┤ņĢ╝ļ¦ī ĒĢ£ļŗż [29,30]. ļ│Ė ņŚ░ĻĄ¼ņØś ņĢ×ņäĀ Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØś ņĀäĻĘ╣-ĒīÉņ×¼ Ļ│äļ®┤ ļ░£ņŚ┤ņś©ļÅäĻ░Ć ņØ╝ļ░śņĀäĻĘ╣ļ│┤ļŗż ļé«ņØĆ Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, Ļ│Āņ£ĄņĀÉņØĖ Si, Fe ņä▒ļČäņØś Ļ│ĀņÜ®ļÅäĻ░Ć ļé«ņĢśļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż. ļśÉĒĢ£ O ņä▒ļČäņØĆ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ņØ╝ļ░śņĀäĻĘ╣ļ│┤ļŗż ļäōņØĆ ļ®┤ņĀüņ£╝ļĪ£ Al ņä▒ļČäņØś ļ®┤ņĀüĻ│╝ ņ£Āņé¼ĒĢśņśĆļŗż. ņØ┤ļŖö ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ļŖö ņĀäĻĘ╣ Ēæ£ļ®┤ņŚÉ Cu-Al ĒĢ®ĻĖłĒÖöĻ░Ć ļ¦ÄņØ┤ ņ¦äĒ¢ēļÉśņ¢┤ ņĢłņĀĢņĀüņØĖ ĒĢ®ĻĖłņāüņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņé░ĒÖöņä▒ņØ┤ ļé«ņØĆ ļ░śļ®┤[31], Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ļŖö ĒĢ®ĻĖłĒÖöĻ░Ć ņ¦äĒ¢ēļÉśņ¦Ć ņĢŖņØĆ ņĢīļŻ©ļ»ĖļŖä ĒöĮņŚģ ņśüņŚŁņŚÉņä£ ņ×¼ņÜ®ņ£Ą ļ░Å ņ×¼ņé░ĒÖöļÉśļ®┤ņä£ ņĢīļŻ©ļ»ĖļŖä ļ░Å ĻĄ¼ļ”¼ņØś ņé░ĒÖöņĖĄ ņśüņŚŁņØ┤ ĒÖĢļīĆļÉ©ņŚÉ ļö░ļØ╝ Al ņä▒ļČäļ│┤ļŗż O ņä▒ļČäņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļäōĻ▓ī ļČäĒżĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
5. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ▓®ņ×É ļ¬©ņ¢æņØś ņĀäĻĘ╣ Ēī©Ēä░ļŗØ Ļ│Ąļ▓Ģ ņĀüņÜ®ņØä ņĀüņÜ®ĒĢśņŚ¼ ņĀæņ┤ēņĀĆĒĢŁ ļ░Å ļÅÖņĀĆĒĢŁ Ļ▒░ļÅÖ, ļ░£ņŚ┤ ĒŖ╣ņä▒ ļ╣äĻĄÉ┬ĘļČäņäØņØä ĒåĄĒĢ┤ ņÜ®ņĀæļČĆ ļŗ©ļ®┤ ĒśĢņāüĻ│╝ ļ»ĖņäĖņĪ░ņ¦üņØś ņ░©ņØ┤ļź╝ Ļ│Āņ░░ĒĢśņśĆĻ│Ā, ņŚ░ņåŹĒāĆņĀÉņŚÉ ļīĆĒĢ£ ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼ Ēæ£ļ®┤ ņśżņŚ╝ļÅä ļ░Å ĒĢ®ĻĖłĒÖöņĖĄ ļČäņäØņØä ĒåĄĒĢ┤ ņĀäĻĘ╣ Ēī©Ēä░ļŗØņØ┤ ļäłĻ▓¤ ĒśĢņāü ļ░Å ļāēĻ░ü ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢśņŚ¼ ņŚ░ĻĄ¼ĒĢśņśĆņ£╝ļ®░, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1) ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņĀæņ┤ēņĀĆĒĢŁ ļ░Å ļÅÖņĀĆĒĢŁņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ņĀĆĒĢŁņØ┤ ļŹö ņ×æņĢśļŗż. ņØ┤ļŖö Ļ▓®ņ×É ļ¬©ņ¢æņØś Ēī©Ēä┤ ĒśĢņāüņØ┤ ņĢīļŻ©ļ»ĖļŖä Ēæ£ļ®┤ ņé░ĒÖöņĖĄ ļČĢĻ┤┤ļź╝ ņ£ĀļÅäĒĢśņŚ¼ ĒåĄņĀäļ®┤ņĀü ĒÖĢņן ļ░Å ņĀäļźś ļ░ĆļÅä Ļ░ÉņåīĻ░Ć ļ░£ņāØĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļśÉĒĢ£ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ ņé¼ņÜ® ņŗ£ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ļ░£ņŚ┤ņØĆ ņĀĆĻ░ÉļÉśĻ│Ā ĒīÉņ×¼-ĒīÉņ×¼Ļ░ä ņĀæĒĢ®Ļ│äļ®┤ņŚÉ ļ░£ņŚ┤ņØ┤ ņ¦æņżæļÉśņ¢┤ ļ░£ņŚ┤/ļāēĻ░ü ĒŖ╣ņä▒ņØ┤ Ē¢źņāüļÉśņŚłļŗż.
2) ņÜ®ņĀæļČĆ ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝, 4Ļ░Ćņ¦Ć ņśüņŚŁņØ┤ ĒśĢņä▒ļÉśņŚłĻ│Ā Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņ×ģņŚ┤ļ¤ēĻ│╝ ļāēĻ░ü ņåŹļÅäņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņłśņ¦Ćņāü ņśüņŚŁņØś ļČäĒżĻ░Ć ļŗ¼ļØ╝ņĪīņ£╝ļ®░, ļ╣ĀļźĖ ļāēĻ░ü ņåŹļÅäļĪ£ ņØĖĒĢśņŚ¼ ņĪ░ņä▒ņĀü Ļ│╝ļāēļÅäĻ░Ć Ēü░ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ EZņØś Ļ▓░ņĀĢļ”ĮņØĆ ļ»ĖņäĖĒÖöļÉśĻ│Ā 2 ņ░©ņāüņØś ļČäĒżļŖö Ļ░ÉņåīĒĢśņśĆļŗż.
3) ņŚ░ņåŹĒāĆņĀÉņŚÉ ļīĆĒĢ£ ņĀäĻĘ╣Ļ│╝ ĒīÉņ×¼ņÖĆ Ēæ£ļ®┤ņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝, ņØ╝ļ░śņĀäĻĘ╣ņŚÉņä£ļŖö 5ĒāĆņĀÉ, Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņØĆ 15ĒāĆņĀÉļČĆĒä░ Cu-Al ĒĢ®ĻĖłĒÖö ĒśäņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ļśÉĒĢ£ Ēī©Ēä░ļŗØļÉ£ ņĀäĻĘ╣ņŚÉņä£ ņÜ®ņĀæļČĆ ļäłĻ▓¤ņØ┤ ĒīÉņ×¼-ĒīÉņ×¼Ļ░ä ņĀæĒĢ®Ļ│äļ®┤ņŚÉ ņ¦æņżæļÉśņŚłĻ│Ā, h/t ņ¦ĆņłśĻ░Ć 0.7 ņØ┤ĒĢśņØś Ļ░Æņ£╝ļĪ£ ņØ╝ļ░śņĀäĻĘ╣ļ│┤ļŗż ļŹö ļé«ņĢśļŗż. ļö░ļØ╝ņä£ ņĀäĻĘ╣-ĒīÉņ×¼Ļ░ä Ļ│äļ®┤ņØś ļ░£ņŚ┤ ĒśäņāüņØś ņ░©ņØ┤ļĪ£ ņĀäĻĘ╣ Ēæ£ļ®┤ņØś ĒöĮņŚģŌåÆĒĢ®ĻĖłĒÖöŌåÆņ£Ąņ░®ĒśäņāüņŚÉ ļö░ļźĖ ņśżņŚ╝ ņĀĢļÅäĻ░Ć ļŗ¼ļ×Éņ£╝ļ®░, ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ ņ¦üĻ▓Į ļ░Å ļåÆņØ┤, ņĀäĻĘ╣ ņŚ┤ĒÖö ĒŖ╣ņä▒ņØĆ ļ│ĆĒÖöĒĢśņśĆļŗż.
4) ņĀäĻĘ╣ Ēī©Ēä░ļŗØ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņĄ£ņóģ ņÜ®ņĀæĒāĆņĀÉņØś ņĀäĻĘ╣ Ēæ£ļ®┤ EPMA Ļ▓░Ļ│╝, Cu-Al ĒĢ®ĻĖłĒÖöņĖĄ ņśüņŚŁĻ│╝ SiņÖĆ Fe ņä▒ļČäņØś Ļ│ĀņÜ®ļÅäņŚÉ ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśņśĆņ£╝ļ®░, ņØ┤ļŖö ņé░ĒÖöņĖĄ ļČĢĻ┤┤ņŚÉ ļö░ļźĖ ņĀæņ┤ēņĀĆĒĢŁ ļ░Å ļ░£ņŚ┤ ņĀĆĻ░ÉņØ┤ ņøÉņØĖņ£╝ļĪ£ ņĢīļŻ©ļ»ĖļŖä ĒöĮņŚģ ņśüņŚŁĻ│╝ ĒĢ®ĻĖłĒÖö ņśüņŚŁņØä ĻĄ¼ļČäĒĢśņŚ¼ ĒåĄņĀäļ®┤ņĀüņŚÉ ļīĆĒĢ£ ņé░ĒÖöĒŖ╣ņä▒ņØś ņ░©ņØ┤ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż.