1. ņä£ ļĪĀ
ņŻ╝ņĪ░Ļ│ĄņĀĢņŚÉņä£ ĻĖłĒśĢņØś ļāēĻ░üņä▒ļŖźņØĆ ņāØņé░ĒÆłņØś ĒÆłņ¦ł, ņāØņé░ņä▒, ĻĖłĒśĢ ņłśļ¬ģņŚÉ Ēü░ ņśüĒ¢źņØä ņżĆļŗż [1-5]. ļö░ļØ╝ņä£ ņŻ╝ņĪ░ņÜ® ĻĖłĒśĢņØĆ ņĄ£ņĀüņØś ļāēĻ░üņä▒ļŖźņØä Ļ░Ćņ¦ĆļÅäļĪØ ņäżĻ│ä ļ░Å ņĀ£ņ×æļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĻĖłĒśĢņØś ļāēĻ░üĻ│ĄņĀĢņŚÉļŖö ĻĖłĒśĢ ļé┤ļČĆņŚÉ ņ¦üņäĀĒśĢ ļāēĻ░üņ▒äļäÉ(straight drilled cooling channel, SDC)ņØä Ļ░ĆĻ│ĄĒĢśņŚ¼ ļāēĻ░üņłśļź╝ ņł£ĒÖśņŗ£ĒéżļŖö ļ░®ņŗØņØä ņ▒äņÜ®ĒĢ£ļŗż [6].
ņ¦üņäĀĒśĢņØĖ SDCļŖö ņĀłņéŁ Ļ░ĆĻ│ĄņØä ĒåĄĒĢ┤ ĻĖłĒśĢ ļé┤ ĒśĢņä▒ņØ┤ ņÜ®ņØ┤ĒĢśļ®░, ļŗ©ņł£ĒĢ£ ĒśĢņāüņØś ĻĖłĒśĢ ļāēĻ░ü ņŗ£ ņøÉĒÖ£ĒĢ£ ļāēĻ░üņØ┤ Ļ░ĆļŖźĒĢśļŗż. ĻĘĖļ¤¼ļéś SDCļź╝ ļ│Ąņ×ĪĒĢ£ ĒśĢņāüņØś ĻĖłĒśĢ ļāēĻ░üņŚÉ ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņ¦üņäĀĒśĢņØś SDCņÖĆ ĻĖłĒśĢ Ļ│ĄļÅÖ(cavity) Ļ░ä ĒśĢņāüņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤, ĻĖłĒśĢ ļé┤ļČĆņŚÉ ļČłĻĘĀņØ╝ĒĢ£ ļāēĻ░üņØ┤ Ļ░ĆĒĢ┤ņ¦Ćļ®░, ņØ┤ļŖö ņłśņČĢĻ│Ą(shrinkage cavity) ļ░£ņāØ ļō▒ ņĀ£ĒÆłĻ▓░ĒĢ©ņ£╝ļĪ£ ņØ┤ņ¢┤ņ¦ł ņłś ņ׳ļŗż [7-8]. SDCļŖö ĻĖłĒśĢ ĒśĢņāüņŚÉ ļö░ļØ╝ ļāēĻ░üņä▒ļŖźņØ┤ ņĀ£ĒĢ£ļÉśļ»ĆļĪ£ ĻĖłĒśĢ ĒśĢņāüĻ│╝ Ļ┤ĆĻ│äņŚåņØ┤ ĻĘĀņØ╝ĒĢ£ ļāēĻ░üņä▒ļŖźņØä Ļ░Ćņ¦ĆļŖö ļāēĻ░üņ▒äļäÉ ņäżĻ│ä ļ░Å Ļ░£ļ░£ņØ┤ ĒĢäņÜöĒĢśļŗż.
ņĄ£ĻĘ╝ ņØ┤ļ¤¼ĒĢ£ ņĀÉņØä ĒĢ┤Ļ▓░ĒĢśĻ│Āņ×É ĒśĢņāü ņĀüņØæĒśĢ ļāēĻ░üņ▒äļäÉ(conformal cooling channel, CC)ņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£Ē׳ ņØ┤ļżäņ¦ĆĻ│Ā ņ׳ļŗż [9-17]. CCļŖö ĻĖłĒśĢ Ļ│ĄļÅÖņØś ĒśĢņāüņØä ļö░ļØ╝ ļÅÖņØ╝ĒĢ£ ĒśĢņāüņ£╝ļĪ£ ņäżĻ│äļÉ£ ļāēĻ░üņ▒äļäÉļĪ£, SDCņÖĆ ļŗ¼ļ”¼ ļāēĻ░üņ▒äļäÉĻ│╝ ĻĖłĒśĢ ļé┤ļ®┤ Ļ░üļČĆ Ļ░ä Ļ░äĻ▓®ņØ┤ Ļ░ÖļÅäļĪØ ņäżĻ│äļÉśņ¢┤ ĻĖłĒśĢ ĒśĢņāüņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ĻĖłĒśĢ ņĀäņ▓┤ņŚÉ ĻĘĀņØ╝ĒĢ£ ļāēĻ░üņØä Ļ░ĆĒĢĀ ņłś ņ׳ļŗż. ņØ┤ņĀä Ļ┤ĆļĀ© ņŚ░ĻĄ¼ņŚÉņä£ Y. Wang ļō▒ [12]ņØĆ ņé¼ņČ£ņä▒ĒśĢ ļāēĻ░üĻ│ĄņĀĢņŚÉņä£ ņŚ┤ĒĢ┤ņäØ ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ┤ ļéśņäĀĒśĢ(spiral) CCņØś ņŚ┤ņĀäļŗ¼ Ļ░£ņäĀĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, S. Yun ļō▒ [15]ņØĆ ĒĢ½ ņŖżĒā¼ĒĢæ ļŗżņØ┤ ļāēĻ░üĻ│ĄņĀĢņŚÉ Ēś╝ĒĢ®ĒśĢ ļāēĻ░üņ▒äļäÉ (SDC&CC)ņØä ņĀüņÜ®, ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ┤ ļāēĻ░üņä▒ļŖźņØ┤ 9.7-14.8% Ē¢źņāüļÉśņŚłņØīņØä ĒÖĢņØĖĒ¢łļŗż. ĻĘĖļ¤¼ļéś CC Ļ░Ć ņĀüņÜ®ļÉ£ ĻĖłĒśĢ ļé┤ļČĆļŖö ĒśĢņāüņØ┤ ļ│Ąņ×ĪĒĢ┤ņ¦Ćļ»ĆļĪ£, ņØ╝ļ░śņĀüņØĖ ĻĖ░Ļ│äņĀłņéŁĻ░ĆĻ│ĄņØä ĒåĄĒĢ┤ ņĀ£ņ×æņØ┤ ļČłĻ░ĆļŖźĒĢśņŚ¼ ņŗżņÜ®ĒÖöļÉśņ¦Ć ļ¬╗ĒĢśĻ│Ā ņ׳Ļ│Ā, ļīĆļČĆļČä CC ĻĖłĒśĢ Ļ┤ĆļĀ© ņŚ░ĻĄ¼ļōżņØĆ ņäżĻ│ä ļ░Å ņĀäņé░ļ¬©ņé¼ ļČäņäØņŚÉ ļ©Ėļ¼╝Ļ│Ā ņ׳ļŗż [18-27]. ļö░ļØ╝ņä£ CC ņäżĻ│ä ļ░Å ņĀäņé░ļ¬©ņé¼ļź╝ ļ░öĒāĢņ£╝ļĪ£ ĒĢ£ ĻĖłĒśĢ ņĀ£ņĪ░ĻĄ¼Ēśä ļ░Å ņŗżņĀ£ ņŻ╝ņĪ░ ņĀüņÜ® ņé¼ļĪĆņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░£ļ░£ņØś ĒĢäņÜöņä▒ņØ┤ Ļ░ĢņĪ░ļÉśĻ│Ā ņ׳ļŗż.
ņĄ£ĻĘ╝ Ļ░üĻ┤æļ░øĻ│Ā ņ׳ļŖö ņĀ£ņĪ░ĻĖ░ņłĀ ņżæ ĒĢśļéśņØĖ ņĀüņĖĄņĀ£ņĪ░(additive manufacturing, AM)ļŖö ĻĖ░ņĪ┤ top-downļ░®ņŗØņØś ņĀłņéŁ ĻĖ░ļ░ś ņĀ£ņĪ░ĻĖ░ņłĀĻ│╝ļŖö ļ░śļīĆļĪ£ bottom-up ļ░®ņŗØņØś ņĀ£ņĪ░ĻĖ░ņłĀļĪ£, ņāØņé░Ļ░ĆļŖź ņĀ£ĒÆłņØś ĒśĢņāü ņĀ£ņĢĮņØ┤ ņĀüļŗżļŖö ņØ┤ņĀÉņØ┤ ņ׳ļŗż. ĒŖ╣Ē׳, ņ╗┤Ēō©Ēä░ ņØæņÜ®ĒĢ┤ņäØ(computer aided engineering, CAE) ĻĖ░ņłĀņØś ļ░£ņĀäĻ│╝ ļŹöļČłņ¢┤ ļ╣äņĢĮņĀüņ£╝ļĪ£ ņä▒ņןĒĢśĻ│Ā ņ׳ļŖö ņāØņé░ ņĀ£ņĪ░ĻĖ░ņłĀņØ┤ļ®░, ņé¼ņČ£ ņä▒ĒśĢ, ļŗżņØ┤ņ║ÉņŖżĒīģ, ĒĢ½ ņŖżĒā¼ĒĢæ ļō▒ ĻĖłĒśĢ Ļ┤ĆļĀ© ņĀ£ņĪ░ ļČäņĢ╝ņŚÉņä£ļÅä AMņØä ĒÖ£ņÜ®ĒĢ£ ņŚ░ĻĄ¼ļōżņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż [28-30].
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö AM ĻĖ░ņłĀņØä ĒåĄĒĢ┤ CC ņĀüņÜ® ĻĖłĒśĢ ņĀ£ņ×æņØś ņ¢┤ļĀżņøĆņØä ĻĘ╣ļ│ĄĒĢśĻ│Ā CC ĻĖłĒśĢņØś ĒÖ£ņÜ® Ļ░Ćņ╣śļź╝ ņĀ£Ļ│ĀĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ņ▓½ņ¦Ė, CAEĻĖ░ņłĀņØä ļ░öĒāĢņ£╝ļĪ£ ĒĢ£ ņżæļĀź ņŻ╝ņĪ░ CC ĻĖłĒśĢņäżĻ│ä ļ░Å ņØæĻ│Ā ĒĢ┤ņäØ ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ┤ ļāēĻ░üņä▒ļŖźņØä ņśłņĖĪĒĢśņśĆļŗż. ļæśņ¦Ė, AM ĻĖ░ņłĀņØä ņØ┤ņÜ®ĒĢśņŚ¼ CC ņĀüņÜ® ĻĖłĒśĢņØä ņĀ£ņ×æĒĢśņśĆņ£╝ļ®░ ņŗżņĀ£ ņŻ╝ņĪ░ ņŗżĒŚśņØä ĒåĄĒĢ┤ ļāēĻ░üņä▒ļŖźņØä ņĖĪņĀĢĒĢśņśĆļŗż. ņģŗņ¦Ė, CAE ņäżĻ│ä ļ░Å ņĀäņé░ļ¬©ņé¼ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņśłņĖĪĒĢ£ ļāēĻ░üņä▒ļŖźĻ│╝ ņŗżņĀ£ ņĖĪņĀĢļÉ£ ļāēĻ░üņä▒ļŖźņØä ļ╣äĻĄÉ ļČäņäØĒĢśņśĆļŗż. ņØ┤ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņŗżņĀ£ ņŻ╝ņĪ░ņŚÉņä£ CC ņĀüņÜ® ĻĖłĒśĢņØś Ē¢źņāüļÉ£ ļāēĻ░üņä▒ļŖźņØä ĒÖĢņØĖĒĢśĻ│Āņ×É Ē¢łņ£╝ļ®░, AM ĻĖ░ņłĀņØś ņŻ╝ņĪ░ņé░ņŚģ ĒÖ£ņÜ® Ļ░ĆļŖźņä▒ņØä ņĀ£ņŗ£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņØæĻ│Ā ĒĢ┤ņäØ ņĀäņé░ļ¬©ņé¼
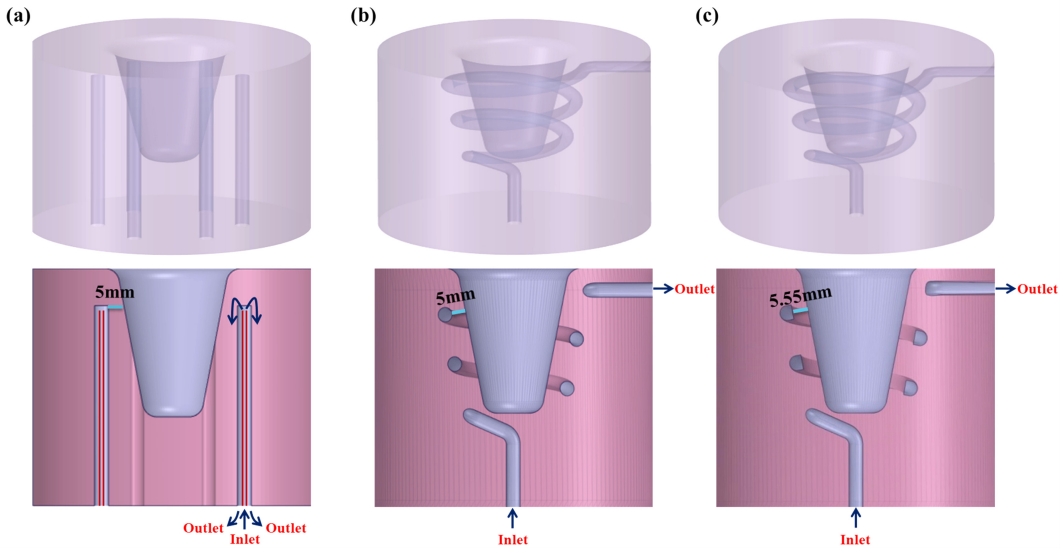
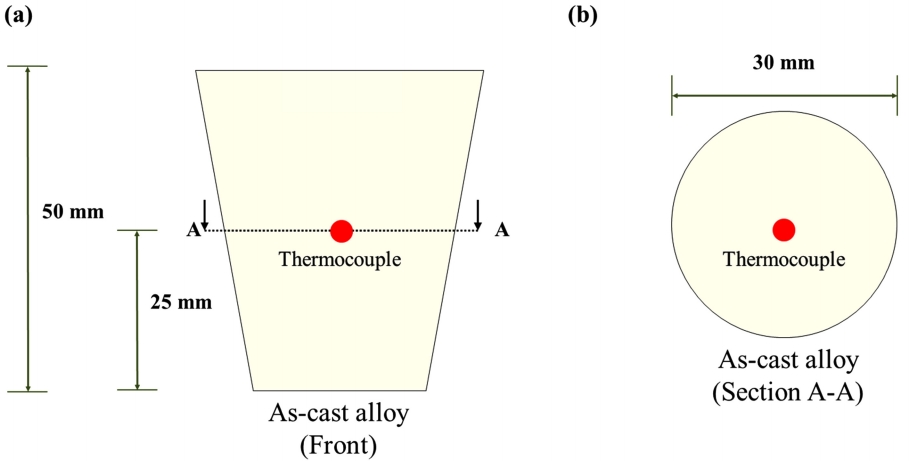
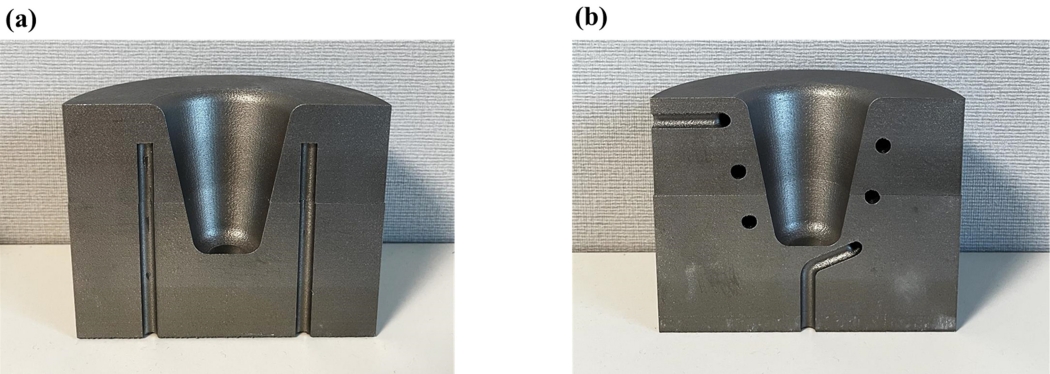
ĻĖłĒśĢņØś ņäżĻ│äļŖö CAE ņåīĒöäĒŖĖņø©ņ¢┤(CATIA V5, Dassault Syst├©mes)ļź╝ ĒåĄĒĢ┤ ņØ┤ļżäņĪīņ£╝ļ®░, 100 g A380(Al-Si-CuĻ│ä) ĒĢ®ĻĖł ņŻ╝ļ¼╝ņØś ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØä ļ¬®ņĀüņ£╝ļĪ£ ņøÉĒåĄ ņØ╝ņ▓┤ĒśĢ ņżæļĀźņŻ╝ņĪ░ ĻĖłĒśĢņØä ņäżĻ│äĒĢśņśĆļŗż (ĻĘĖļ”╝ 1). Ļ│ĄļÅÖņØś ĒśĢņāüņØĆ Ļ│Īļ®┤ ĒśĢņāü ļāēĻ░ü ņŗ£ ĻĖ░ņĪ┤ SDCņÖĆ CC Ļ░ä ļāēĻ░üņä▒ļŖźņØä ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ Ļ│Īļ®┤ņØä Ļ░Ćņ¦ĆļÅäļĪØ ņäżĻ│äĒĢśņśĆņ£╝ļ®░, ņÜ®ĒāĢņØś ņČ®ņĀäņä▒Ļ│╝ ņŻ╝ļ¼╝ņØś ņĘ©ņČ£ ņÜ®ņØ┤ņä▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņāüļŗ©ļČĆ ņ¦üĻ▓Į 48.2 mm, ļåÆņØ┤ 50 mm, ĒĢśļŗ©ļČĆ ņ¦üĻ▓Į 20 mmņØś ņŚŁņøÉļ┐öļīĆ ĒśĢņāüņ£╝ļĪ£ ņäżĻ│äĒĢśņśĆļŗż (ĻĘĖļ”╝ 1). ļāēĻ░üņ▒äļäÉņØĆ ņøÉĒśĢ ļŗ©ļ®┤ ņ¦üņäĀĒśĢ ņ▒äļäÉ(SDC), ņøÉĒśĢ ļŗ©ļ®┤ ĒśĢņāü ņĀüņØæĒśĢ ņ▒äļäÉ(circular conformal cooling channel, CCC), Ļ│ĄļÅÖ ņ¬Į ņ▒äļäÉļé┤ļ®┤ņØ┤ ĒÖĢņןļÉ£ ĒöäļĪ£ĒīīņØ╝ļō£ ĒśĢņāü ņĀüņØæĒśĢ ņ▒äļäÉ(profiled conformal cooling channel, PCC)ņØś 3Ļ░Ćņ¦Ć ĻĄ¼ņĪ░ļĪ£ ņäżĻ│äĒĢśņśĆļŗż (ĻĘĖļ”╝ 2). ļ¬©ļōĀ ļāēĻ░üņ▒äļäÉņŚÉņä£ ļÅÖņØ╝ ļāēĻ░üņłś ņ▓┤ņĀüņ£Āļ¤ē ĒÖĢļ│┤ļź╝ ņ£äĒĢ┤ ĻĖ░ĒĢśĒĢÖņĀü ĒŚłņÜ®ļ▓öņ£ä ļé┤ņŚÉņä£ Ļ░ü ņ▒äļäÉņØś ņ▓┤ņĀüņØä ĻĘ╝ņé¼ĒĢśĻ▓ī(38 mm 3ņ░©ņØ┤) ņäżĻ│äĒĢśņśĆņ£╝ļ®░ ņØ┤ļź╝ ņ£äĒĢ┤ ļāēĻ░üņ▒äļäÉĻ│╝ ĻĖłĒśĢ ļé┤ļ®┤ Ļ░äņØś Ļ▒░ļ”¼ļŖö Ļ░üĻ░ü SDC 5 mm, CCC 5 mm, PCC 5.55 mmļĪ£ ņäżĻ│äĒĢśņśĆļŗż (ĻĘĖļ”╝ 2, ĻĘĖļ”╝ 3). ņ▒äļäÉņØś ļāēĻ░üņłś ņ£ĀļÅÖ ļ░®Ē¢źņØĆ ņÜ®ĒāĢ ņČ®ņĀäĻ│╝ ļÅÖņŗ£ņŚÉ ļāēĻ░ü ļÉĀ ņłś ņ׳ļÅäļĪØ ļāēĻ░üņ▒äļäÉņØś ĒĢśļŗ©ņŚÉņä£ ņāüļŗ©ļ░®Ē¢źņ£╝ļĪ£ ĒØÉļź┤ļÅäļĪØ ņäżĻ│äĒĢśņśĆļŗż (ĻĘĖļ”╝ 3). SDCņØś Ļ▓ĮņÜ░ CCņÖĆ ļŗ¼ļ”¼ ĻĖłĒśĢ ņāüļŗ©ļČĆņŚÉ ļ░░ņČ£ĻĄ¼ļź╝ ņäżĻ│äĒĢśņ¦Ć ņĢŖĻ│Ā, Ļ░ü ņ▒äļäÉņżæņĢÖļČĆņŚÉ ņøÉĒåĄĒśĢ Ļ┤ĆņØä ņéĮņ×ģĒĢśņŚ¼ ļāēĻ░üņłśĻ░Ć ņāüļŗ©ļČĆĻ╣īņ¦Ć ņ£ĀļÅÖ Ēøä ļŗżņŗ£ ĒĢśļŗ©ļČĆļĪ£ ĒØśļ¤¼ ļ░¢ņ£╝ļĪ£ ļ░░ņČ£ļÉśļÅäļĪØ ĒĢśņśĆļŗż (ĻĘĖļ”╝ 2, ĻĘĖļ”╝ 3).
ļāēĻ░üņ▒äļäÉļ│ä(SDC, CCC, PCC) ļāēĻ░üņä▒ļŖź ņĀäņé░ļ¬©ņé¼ ļČäņäØņŚÉļŖö ņĢĀļŗłņ║ÉņŖżĒīģ ņåīĒöäĒŖĖņø©ņ¢┤(AnyCasting 6.5, (ņŻ╝) ņĢĀļŗłņ║ÉņŖżĒīģ)ļź╝ ņé¼ņÜ®Ē¢łņ£╝ļ®░, ļāēĻ░üņ▒äļäÉņØ┤ ņŚåļŖö ĻĖłĒśĢ(without cooling channel, W/O)ņŚÉ ļīĆĒĢ┤ņä£ļÅä ņĀäņé░ļ¬©ņé¼ļź╝ ņŗżņŗ£ĒĢśņśĆļŗż (Ēæ£ 1). ņĀäņé░ļ¬©ņé¼ņŚÉ ņé¼ņÜ®ĒĢ£ ņŻ╝ņĪ░ņ×¼ļŖö Al-Si-CuĻ│ä A380 ĒĢ®ĻĖł (Ēæ£ 2), ņÜ®ĒāĢ ņŻ╝ņ×ģņś©ļÅäļŖö 650 ┬░CļĪ£ ņäżņĀĢĒĢśņśĆņ£╝ļ®░, ņżæļĀźņŚÉ ņØśĒĢ£ 100 g ņÜ®ĒāĢņØś ņČ®ņĀäņŗ£Ļ░äņØĆ 6.5 secņØ┤ļŗż. ĻĖłĒśĢņØś ņåīņ×¼ļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņŻ╝ņĪ░ņŚÉ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņØ┤ņÜ®ļÉśļŖö H13 Ļ│ĄĻĄ¼Ļ░Ģ (Ēæ£ 3)ņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ĻĖłĒśĢ ņśłņŚ┤ņś©ļÅäļŖö 200 ┬░C, ļāēĻ░üņłś ņŻ╝ņ×ģņś©ļÅäļŖö 25 ┬░CļĪ£ ņäżņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£ ļāēĻ░üņłśņØś ņ£Āļ¤ēņØĆ ļé£ļźś ņ£ĀļÅÖ ļĀłņØ┤ļåĆņ”ł ņłś (8,500)ļź╝ ĻĖ░ņżĆņ£╝ļĪ£ Ļ│äņé░ĒĢśņŚ¼ 2 L/minņ£╝ļĪ£ ņäżņĀĢĒĢśņśĆļŗż. ņĀäņé░ļ¬©ņé¼ņØś ĻĄ¼ņä▒ņØĆ (1) Ļ│Ąļāē ņŗ£ ņŻ╝ļ¼╝ņØś ņś©ļÅä ļČäĒż ļ░Å ļāēĻ░üņŗ£Ļ░ä, (2) ņłśļāē ņŗ£ ņŻ╝ļ¼╝ņØś ņś©ļÅä ļČäĒż ļ░Å ļāēĻ░üņŗ£Ļ░ä ņĖĪņĀĢ ņł£ņ£╝ļĪ£ ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, ņØ┤ Ēøä ņłśļāē ņŗ£ ņŻ╝ļ¼╝ ņĀĢņżæņĢÖļČĆ (ĻĘĖļ”╝ 4)ņŚÉņä£ņØś ņś©ļÅäļ│ĆĒÖöļź╝ ņČöņČ£ĒĢ┤ ļāēĻ░üņ▒äļäÉļ│ä ņŻ╝ļ¼╝ņØś ļāēĻ░üņåŹļÅäļź╝ ĻĄ¼ĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņØś ļāēĻ░üņåŹļÅä(solidification rate)ļŖö ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ņĀĢņØśĒĢśņśĆļŗż.
VSRņØĆ ļāēĻ░üņåŹļÅä, TL ņØĆ ņĢĪņāüņäĀ ņś©ļÅä, Ts ļŖö Ļ│ĀņāüņäĀ ņś©ļÅä, tf ļŖö ņĢĪņāüņäĀ ņś©ļÅäļĪ£ļČĆĒä░ Ļ│ĀņāüņäĀ ņś©ļÅäĻ╣īņ¦Ć ļāēĻ░üļÉĀ ļĢī ņåīņÜöļÉ£ ņŗ£Ļ░äņØä Ļ░üĻ░ü ļéśĒāĆļéĖļŗż.
2.2 ņŻ╝ņĪ░ ņŗżĒŚś
ņØæĻ│Ā ĒĢ┤ņäØ ņĀäņé░ļ¬©ņé¼ Ēøä ĻĖłņåŹ AM Ļ│ĄņĀĢ ņżæ ĒĢśļéśņØĖ ļČäļ¦É ļ▓Āļō£ ņ£ĄĒĢ®(powder bed fusion, PBF) 3DĒöäļ”░Ēä░(SLM-280, SLM solutions)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĀäņé░ļ¬©ņé¼ņŚÉ ņäżĻ│äļÉ£ ĻĖłĒśĢņØä ņŗżņĀ£ ņĀ£ņ×æĒĢśņśĆļŗż. ĻĖłĒśĢņØĆ Ar ļČäņ£äĻĖ░ĒĢśņŚÉ ņĀüņĖĄļæÉĻ╗ś 50 ╬╝m, ļĀłņØ┤ņĀĆ ņŖżņ║ÉļŗØ ņåŹļÅä 850 mm/s, ļĀłņØ┤ņĀĆ Ēīīņøī 250Wļź╝ Ļ│ĄņĀĢļ│ĆņłśļĪ£ ĒĢśņŚ¼ ņĀ£ņ×æļÉśņŚłļŗż.
ĻĖłĒśĢņØś ņĀ£ņ×æ Ēøä, ņäĀĒ¢ēļÉ£ ņØæĻ│Ā ĒĢ┤ņäØ ņĀäņé░ļ¬©ņé¼ņŚÉņä£ņÖĆ ļÅÖņØ╝ĒĢśĻ▓ī ņŻ╝ņĪ░ ņŗ£ ņŻ╝ļ¼╝ņØś ņś©ļÅäļ│ĆĒÖöļź╝ ņĖĪņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ ņŻ╝ļ¼╝ ņĀĢņżæņĢÖļČĆ (ĻĘĖļ”╝ 4) ņ£äņ╣śņŚÉ ņŚ┤ņĀäļīĆļź╝ ņéĮņ×ģĒĢ£ ļÆż A380 ĒĢ®ĻĖł ņŻ╝ņĪ░ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņŻ╝ņĪ░ ņŗżĒŚśņØĆ ņäĀĒ¢ēļÉ£ ņĀäņé░ļ¬©ņé¼ņÖĆ ļÅÖņØ╝ ņĪ░Ļ▒┤ (Ēæ£ 1)ņ£╝ļĪ£ ņłśĒ¢ēĒĢśņśĆļŗż.
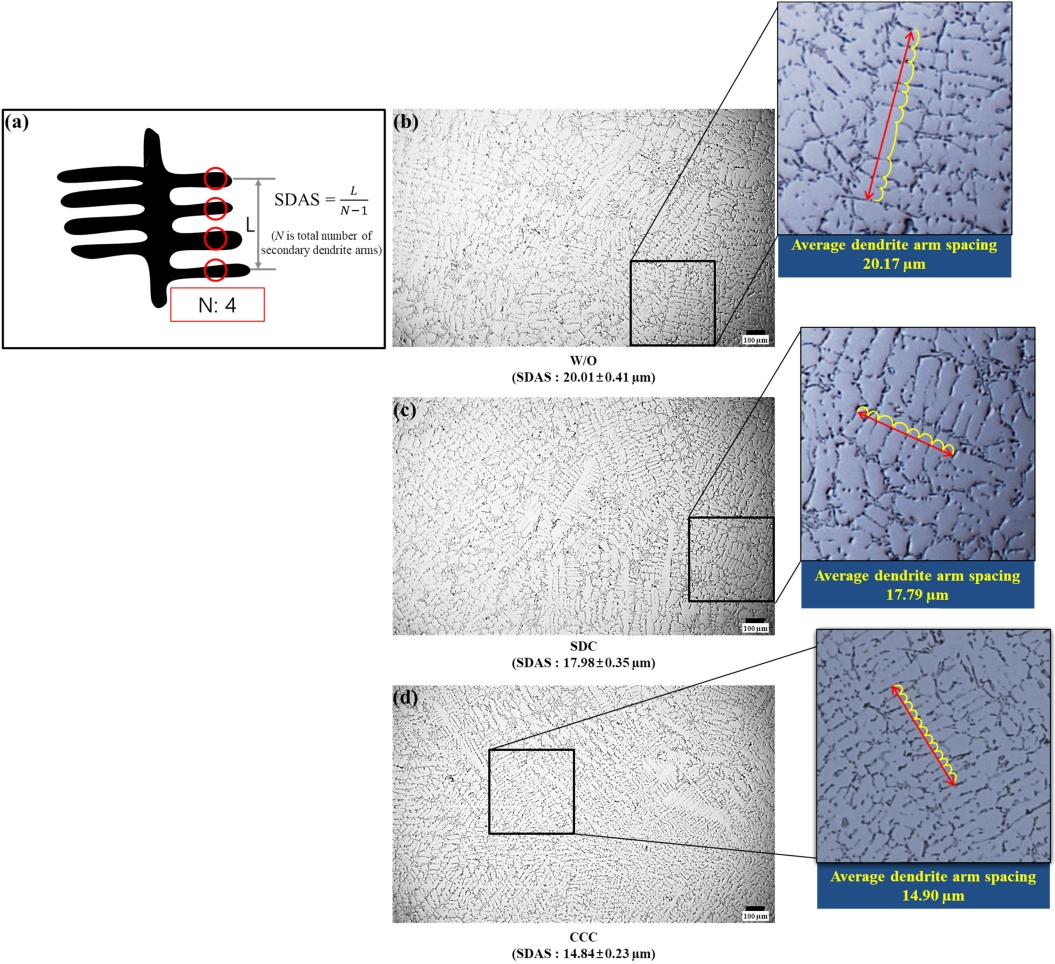
ņŻ╝ņĪ░ Ēøä Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į(optical microscope, OM) ļ░Å ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(scanning electron microscpoe, SEM)ņØä ĒåĄĒĢ┤ ņŻ╝ļ¼╝ņØś ļāēĻ░üņåŹļÅä ņĖĪņĀĢņ¦ĆņĀÉņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░, ņ¦üņäĀĻĄÉņ░©ļ▓Ģ [31]ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØś ņØ┤ņ░©ņłśņ¦ĆņāüĻ░äĻ▓®(secondary dendrite arm spacing, SDAS)ņØä 5ĒÜī ņĖĪņĀĢĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņØæĻ│Ā ĒĢ┤ņäØ ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ£ ļāēĻ░üņä▒ļŖź ņśłņĖĪ
ņŻ╝ņĪ░ ņØæĻ│Ā ĒĢ┤ņäØ ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ┤ Ļ│Ąļāē ļ░Å ņłśļāē ņĪ░Ļ▒┤ĒĢśņŚÉ Ļ░ü ļāēĻ░üņ▒äļäÉļ│ä ņŻ╝ļ¼╝ņØś ņś©ļÅä ļČäĒż ļ░Å ļ│ĆĒÖö, ņØæĻ│Ā ņåīņÜöņŗ£Ļ░äņØä ļČäņäØĒĢśņśĆļŗż.
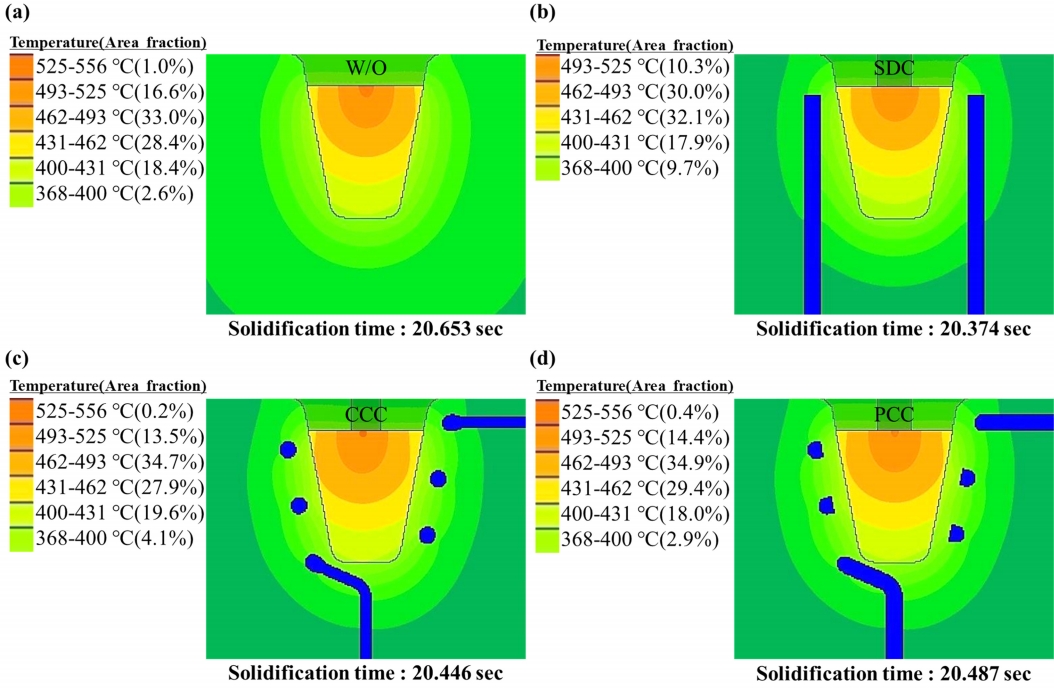
ĻĘĖļ”╝ 5ņŚÉ ņÜ®ĒāĢ ņŻ╝ņ×ģņś©ļÅä(650 ┬░C)ļČĆĒä░ Ļ│ĀņāüņäĀ ņś©ļÅä(538 ┬░C)Ļ╣īņ¦ĆņØś Ļ│Ąļāē ņĀäņé░ļ¬©ņé¼ ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ 5ņØś ļāēĻ░üņ▒äļäÉļ│ä ņŻ╝ļ¼╝ ņś©ļÅä ļČäĒżņŚÉņä£ W/O, SDC ņŻ╝ļ¼╝ņØś ņś©ļÅä ļČäĒżļŖö ļīĆņ╣ŁņĀüņ£╝ļĪ£ ĒśĢņä▒ļÉśņŚłņ£╝ļéś, CCC, PCC ņŻ╝ļ¼╝ņØś ņś©ļÅä ļČäĒżļŖö ļ╣äļīĆņ╣ŁņĀüņ£╝ļĪ£ ĒśĢņä▒ļÉśņ¢┤ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö W/O, SDCņØś Ļ▓ĮņÜ░ ņóīņÜ░ ļīĆņ╣ŁņĀüņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ ļāēĻ░üņ▒äļäÉ ĻĄ¼ņĪ░ņŚÉ ņØśĒĢ┤ ņóīņÜ░ņŚÉ ļÅÖņØ╝ĒĢ£ ņłśņżĆņØś ļāēĻ░üņØ┤ Ļ░ĆĒĢ┤ņ¦ĆļŖö ļ░śļ®┤, CCC, PCCņØś Ļ▓ĮņÜ░ ņ▒äļäÉņØś ĻĄ¼ņĪ░Ļ░Ć ņóīņÜ░ļ╣äļīĆņ╣ŁņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņóīņÜ░ņ£äņ╣śņŚÉ ļö░ļØ╝ ļ░£ņāØĒĢśļŖö ņ▒äļäÉ ļé┤ļČĆņØś ļīĆļźś ĒśäņāüņØ┤ ņāüņØ┤ĒĢśņŚ¼ ņŻ╝ļ¼╝ņØś ņś©ļÅä ļČäĒżĻ░Ć ĒĢ£ ņ¬Įņ£╝ļĪ£ ĒÄĖĒ¢źļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĒŖ╣Ē׳ PCCļ│┤ļŗż CCC ņŻ╝ļ¼╝ņŚÉņä£ņØś ņś©ļÅä ļČäĒżĻ░Ć ļŹöņÜ▒ ļ╣äļīĆņ╣ŁņØĖ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŖöļŹ░, ņØ┤ļŖö CCCņØś ņ▒äļäÉ ļé┤ļ®┤ņØ┤ Ļ│Īļ®┤ņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ, ņ▒äļäÉ ļé┤ļ®┤ņØ┤ ĒÅēļ®┤ņØĖ PCCņŚÉ ļ╣äĒĢ┤ Ļ│ĄļāēņØ┤ ĻĘĀņØ╝ĒĢśĻ▓ī Ļ░ĆĒĢ┤ņ¦ĆļŖö ļ®┤ņĀüņØ┤ ņ×æĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ņäżļ¬ģļÉ£ļŗż. Ļ░ü ņŻ╝ļ¼╝ņØś ņś©ļÅä ļČäĒżļź╝ ļŹö ņ×ÉņäĖĒ׳ ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ ņś©ļÅä ņśüņŚŁļ│ä ļ®┤ņĀü ļ░▒ļČäņ£©ņØä ļéśĒāĆļé┤ņŚłļŗż. ņŻ╝ļ¼╝ ĒĢśļČĆņŚÉ Ļ│ĄĒåĄņĀüņ£╝ļĪ£ ļéśĒāĆļé£ ņĀĆņś© ĻĄ¼Ļ░ä(368-462 ┬░C) ņśüņŚŁņØś ļ®┤ņĀü ļ░▒ļČäņ£©ņØĆ 49.4%(W/O), 59.7%(SDC), 51.6%(CCC), 50.3%(PCC)ļĪ£, SDC ņŻ╝ļ¼╝ņŚÉņä£ ņĀĆņś© ĻĄ¼Ļ░ä ņśüņŚŁņØ┤ Ļ░Ćņן ļäōĻ▓ī ĒśĢņä▒ļÉśņ¢┤ņ׳ņ£╝ļ»ĆļĪ£ Ļ│ĄļāēņØ┤ Ļ░Ćņן ļ╣Āļź┤Ļ▓ī Ļ░ĆĒĢ┤ņĪīņØīņØä ņĢī ņłś ņ׳ļŗż. ĒŖ╣Ē׳ SDC ņŻ╝ļ¼╝ņØś ņĄ£ņĀĆņś© ĻĄ¼Ļ░ä(368-400 ┬░C) ņśüņŚŁ ļ®┤ņĀü ļ░▒ļČäņ£©ņØĆ 9.7%ļĪ£ W/O(2.6%), CCC(4.1%), PCC (2.9%) ņŻ╝ļ¼╝ļ│┤ļŗż 5.6-7.1% ļŹö ļåÆĻ▓ī ļéśĒāĆļé¼ļŗż. ņŻ╝ļ¼╝ņØś ņĄ£Ļ│Ā ņś© ĻĄ¼Ļ░ä ļśÉĒĢ£ W/O, CCC, PCC ņŻ╝ļ¼╝ņØĆ Ēæ£ļ®┤ņŚÉ 525-556 ┬░C ĻĄ¼Ļ░äņØś ņś©ļÅä ņśüņŚŁņØä ĒśĢņä▒ĒĢ£ ļ░śļ®┤, SDCļŖö 493-523 ┬░CņØś ļŹö ļé«ņØĆ ņś©ļÅä ĻĄ¼Ļ░ä ņśüņŚŁņØä ĒśĢņä▒ĒĢśņśĆļŗż. ņĖĪņĀĢļÉ£ ļāēĻ░üņ▒äļäÉļ│ä ņŻ╝ļ¼╝ ņĀäņ▓┤ņØś Ļ│Ąļāē ņåīņÜöņŗ£Ļ░äņØĆ 20.653 sec(W/O), 20.374 sec(SDC), 20.446 sec(CCC), 20.487 sec (PCC)ņØ┤ļ®░, ļāēĻ░üņ▒äļäÉ Ļ░ä Ļ│Ąļāē ņåīņÜöņŗ£Ļ░ä ņ░©ņØ┤ļŖö ņĄ£ļīĆ 0.279 secļĪ£ ņĀäņ▓┤ ņåīņÜöņŗ£Ļ░äņØś 1.36% ļ»Ėļ¦īņØ┤ļŗż. Ļ│Ąļāē ņŗ£ SDCņŻ╝ļ¼╝ņØś ņś©ļÅä ļČäĒżņŚÉņä£ ņĀĆņś© ĻĄ¼Ļ░äņØ┤ Ļ░Ćņן ļäōĻ▓ī Ļ┤Ćņ░░ļÉśĻ│Ā, ņŻ╝ļ¼╝ ļāēĻ░üņØś ņåīņÜöņŗ£Ļ░äņØ┤ Ļ░Ćņן ņ¦¦ņ£╝ļ»ĆļĪ£ SDCņØś Ļ│Ąļāē ņä▒ļŖźņØ┤ Ļ░Ćņן ņÜ░ņłśĒĢśļ®░, CCC, PCC, W/O ņł£ņ£╝ļĪ£ ļāēĻ░üņä▒ļŖźņØ┤ ņĀĆĒĢśļÉ©ņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. SDCņØś Ļ│ĄļāēņØ┤ Ļ░Ćņן ņÜ░ņłśĒĢ£ Ļ▓āņØĆ SDCĻ░Ć ņ▒äļäÉ ņŗ¼ļČĆņÖĆ ņ▒äļäÉ ņ×ģĻĄ¼Ļ░äņØś ņś©ļÅäņ░©ņØ┤ņŚÉ ņØśĒĢ£ Ļ│ĄĻĖ░ ļīĆļźśĒśäņāüņØ┤ Ļ░Ćņן ĒÖ£ļ░£ĒĢśĻ▓ī ņØ╝ņ¢┤ļéśļŖö ĻĄ¼ņĪ░ņØ┤ĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĻĘĖļ”╝ 5ņŚÉņä£ CC(CCC, PCC)ņØś Ļ│Ąļāē ņä▒ļŖźņØ┤ SDCļ│┤ļŗż ļ¢©ņ¢┤ņ¦ĆļŖö Ļ▓░Ļ│╝Ļ░Ć ļéśĒāĆļé£ ņØ┤ņ£ĀļŖö ļÅÖņØ╝ ņ▓┤ņĀüņØ╝ņ¦ĆļØ╝ļÅä SDCņØś Ļ▓ĮņÜ░ 6Ļ░£ņØś ņ▒äļäÉņØ┤ ļÅÖņØ╝Ļ░äĻ▓®ņ£╝ļĪ£ ļ░░ņ╣śļÉśņ¢┤ ņ׳Ļ│Ā CCņØś Ļ▓ĮņÜ░ ļŗ©ņØ╝ņ▒äļäÉļĪ£ ĻĖĖĻ▓ī ņŚ░Ļ▓░ļÉśņ¢┤ ņ׳ņ¢┤, CC ļé┤ Ļ│ĄĻĖ░ņÖĆ ņÖĖļČĆ Ļ│ĄĻĖ░ņØś ņŚ┤ĻĄÉĒÖś ņåŹļÅäĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ļŖÉļ”¼ĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. W/O ņŻ╝ļ¼╝ņØś Ļ▓ĮņÜ░, ņŻ╝ļ¼╝Ēæ£ļ®┤Ļ│╝ ņĀæņ┤ēĒĢśĻ│Ā ņ׳ļŖö Ļ│ĄĻĖ░ ņĖĄņØś ļīĆļźśĒśäņāüņŚÉ ņØśĒĢ£ ņŚ┤ņĀäļŗ¼ļ¦ī ņØ╝ņ¢┤ļéśĻĖ░ ļĢīļ¼ĖņŚÉ ļāēĻ░ü ņåŹļÅäĻ░Ć Ļ░Ćņן ļŖÉļ”░ Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī, ļāēĻ░üņ▒äļäÉ Ļ░ä ļ░£ņāØĒĢ£ Ļ│Ąļāē ņåīņÜöņŗ£Ļ░ä ņ░©ņØ┤ļŖö ņĀäņ▓┤ ņåīņÜöņŗ£Ļ░äņØś 1.36% ļ»Ėļ¦īņØ┤Ļ│Ā, ņØ╝ļ░śņĀüņ£╝ļĪ£ ļāēĻ░üņåŹļÅä ļ░Å ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØś ņ¦ĆĒæ£ļĪ£ ņé¼ņÜ®ļÉśļŖö SDASĻ░Ć ļāēĻ░üņåŹļÅäņØś -1/3ņĀ£Ļ│▒ņŚÉ ļ╣äļĪĆĒĢśļ»ĆļĪ£ [32] ņØ┤ņ¢┤ņ¦ĆļŖö ņłśļāē ņŻ╝ņĪ░ ņŗżĒŚśņŗ£ Ļ│Ąļāē ņä▒ļŖź ņ░©ņØ┤Ļ░Ć ņŻ╝ņĪ░ĒÆł ĒÆłņ¦łņŚÉ ļ»Ėņ╣Ā ņśüĒ¢źņŚÉ ļīĆĒĢ┤ņä£ļŖö Ļ│ĀļĀżĒĢśņ¦Ć ņĢŖĻ│Ā ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
Ļ│Ąļāē ņØæĻ│Ā ĒĢ┤ņäØ ņĀäņé░ļ¬©ņé¼ Ēøä, Ļ░ü ļāēĻ░üņ▒äļäÉņØś ņłśļāē ņä▒ļŖź ĒīīņĢģņØä ņ£äĒĢ£ ņĀäņé░ļ¬©ņé¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ĻĘĖļ”╝ 6ņØś Ļ▓░Ļ│╝ņŚÉņä£ Ļ│Ąļāē ņĀäņé░ļ¬©ņé¼ Ļ▓░Ļ│╝(ĻĘĖļ”╝ 5)ņÖĆļŖö ļŗ¼ļ”¼ ņŻ╝ļ¼╝ ņś©ļÅä ļČäĒżņØś ĒÄĖĒ¢źņØ┤ ļéśĒāĆļéśņ¦Ć ņĢŖļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŖöļŹ░, ĻĘĖ ņØ┤ņ£ĀļŖö ļ¼╝ņØś ņŚ┤ņĀäļÅäļÅä(0.6W/m┬░C)Ļ░Ć Ļ│ĄĻĖ░ņØś ņŚ┤ņĀäļÅäļÅä(0.025W/m┬░C)ņŚÉ ļ╣äĒĢ┤ ņøöļō▒Ē׳ Ēü¼ļ»ĆļĪ£ Ēø©ņö¼ ļŹö ļ¦ÄņØĆ ņŚ┤ņŚÉļäłņ¦Ćļź╝ ļäōņØĆ ļ®┤ņĀüņŚÉ ļ╣Āļź┤Ļ▓ī ņĀäļŗ¼ĒĢĀ ņłś ņ׳ņ¢┤, ņŻ╝ļ¼╝ ņóīņÜ░ņØś ņØæĻ│Ā ņĀĢļÅä ņ░©ņØ┤Ļ░Ć Ēü¼ņ¦Ć ņĢŖĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ĻĘĖļ”╝ 6ņŚÉņä£ CC(CCC, PCC) ņŻ╝ļ¼╝ņØś ņĄ£ņĀĆ ņś©ļÅä ĻĄ¼Ļ░ä(306-337 ┬░C)ņØ┤ SDC ņŻ╝ļ¼╝ņØś ņĄ£ņĀĆ ņś©ļÅä ĻĄ¼Ļ░ä(337-368 ┬░C)ņŚÉ ļ╣äĒĢ┤ 30┬░C Ļ░Ćļ¤ē ļé«Ļ▓ī ĒśĢņä▒ļÉśņ¢┤ ņ׳Ļ│Ā, ņŻ╝ļ¼╝ņØś Ēæ£ļ®┤ņś©ļÅäļÅä SDC(525-556 ┬░C)ļ│┤ļŗż CCņŚÉņä£ 30 ┬░C Ļ░Ćļ¤ē ļŹö ļé«Ļ▓ī(493-525 ┬░C) ĒśĢņä▒ļÉśņ¢┤ ņ׳ļŗż. ļśÉĒĢ£ ļ¬©ļōĀ ņŻ╝ļ¼╝ņŚÉņä£ Ļ│ĄĒåĄņĀüņ£╝ļĪ£ ĒśĢņä▒ļÉ£ ņĀĆņś© ĻĄ¼Ļ░ä(306-431 ┬░C) ņśüņŚŁņØś ļ®┤ņĀüļ░▒ļČäņ£©ņØ┤SDC(44.9%) ņŻ╝ļ¼╝ņŚÉ ļ╣äĒĢ┤ CCC(67.9%), PCC (66.8%) ņŻ╝ļ¼╝ņŚÉņä£ 12% Ļ░Ćļ¤ē ļŹö ļåÆņØĆ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. ĻĖłĒśĢņØś ļāēĻ░üņØ┤ ļŹö ĻĘĀņØ╝ĒĢĀņłśļĪØ Ļ┤Ćņ░░ļÉśļŖö ņś©ļÅäņśüņŚŁļīĆņØś ļ®┤ņĀü(ĻĘĖļ”╝ 6ņØś ļ®┤ņĀü ļ░▒ļČäņ£©, SDCņØś Ļ▓ĮņÜ░, 0.2%, 7.5%, 17.0% 30.4%, 23.3% 18.1%, 3.5% Ļ░ÆņØä ņé¼ņÜ®ĒĢ©)ņØ┤ ļŹö ĻĘĀļō▒ĒĢśĻ▓ī ļéśņś¼ Ļ▓āņ£╝ļĪ£ ņśłņāüļÉśņ¢┤, ņĀäņé░ļ¬©ņé¼ Ļ▓░Ļ│╝ Ļ░ü ņś©ļÅäņśüņŚŁļ®┤ņĀüņØś Ēæ£ņżĆĒÄĖņ░©ļź╝ ņĀĢļ¤ēņĀüņ£╝ļĪ£ ļ╣äĻĄÉĒĢśņśĆļŗż. Ļ░ü ĻĖłĒśĢ ļ│ä ņś©ļÅäņśüņŚŁļ®┤ņĀüņØś Ēæ£ņżĆĒÄĖņ░©ļŖö 10.98%(SDC), 7.37%(CCC), 7.54%(PCC)ļĪ£ Ļ│äņé░ļÉśņŚłņ£╝ļ®░, ļ│┤ļŗż ņ×æņØĆ Ēæ£ņżĆĒÄĖņ░©ļź╝ Ļ░Ćņ¦ĆļŖö CCCņÖĆ PCCņŚÉņä£ ļāēĻ░üņØ┤ SDCļ│┤ļŗż ļŹö ĻĘĀņØ╝ĒĢśĻ▓ī ņØ┤ļŻ©ņ¢┤ņĪīņØīņØä ņĢī ņłś ņ׳ļŗż. ņÜ®ĒāĢ ņČ®ņĀä ņŗ£(650 ┬░C)ļČĆĒä░ ņØæĻ│Ā ņÖäļŻī(538 ┬░C)ņŗ£Ļ╣īņ¦Ć ņĖĪņĀĢļÉ£ ļāēĻ░üņ▒äļäÉļ│ä ņŻ╝ļ¼╝ ņĀäņ▓┤ņØś ļāēĻ░ü ņåīņÜöņŗ£Ļ░äņØĆ 18.885 sec(SDC), 16.617 sec(CCC), 16.773 sec(PCC)ļĪ£, CC(CCC, PCC)ņØś ļāēĻ░ü ņåīņÜöņŗ£Ļ░äņØ┤ SDC ļīĆļ╣ä Ļ░üĻ░ü 12.01%(CCC), 11.18%(PCC) Ļ░ÉņåīļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż (ĻĘĖļ”╝ 6). ļö░ļØ╝ņä£ ņłśļāē ņŗ£ ļāēĻ░üņ▒äļäÉļ│ä ņŻ╝ļ¼╝ņØś ņś©ļÅä ņśüņŚŁ ļČäĒż ļ░Å ļāēĻ░ü ņåīņÜöņŗ£Ļ░ä Ļ▓░Ļ│╝ļź╝ ņóģĒĢ®ĒĢśņŚ¼ CC(CCC, PCC)ņØś ņłśļāē ņä▒ļŖźņØ┤ SDCļ│┤ļŗż ĻĘĀņØ╝ĒĢśĻ│Ā, ņÜ░ņłśĒĢ©ņØä ņĢī ņłś ņ׳ņŚłļŗż. ĒĢ£ĒÄĖ, CC ņżæ PCCņØś ļāēĻ░üņŗ£Ļ░äņØ┤ CCCļ│┤ļŗż 0.156 secļŹö ĻĖ┤ Ļ▓āņØĆ ļāēĻ░üņłś ņ▓┤ņĀüņ£Āļ¤ēņØ┤ Ļ░ÖļÅäļĪØ Ļ░ü ļāēĻ░üņ▒äļäÉņØś ņ▓┤ņĀüņØä ļÅÖņØ╝ĒĢśĻ▓ī ņäżĻ│äĒĢśļŖö Ļ│╝ņĀĢņŚÉņä£ PCC ļé┤ļ®┤Ļ│╝ Ļ│ĄļÅÖ Ēæ£ļ®┤ Ļ░ä Ļ▒░ļ”¼Ļ░Ć 5.55 mmļĪ£ CCCļ│┤ļŗż 0.55 mm ļŹö ĻĖĖĻ▓ī ņäżĻ│äļÉ£ Ļ▓░Ļ│╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż (ĻĘĖļ”╝ 2).
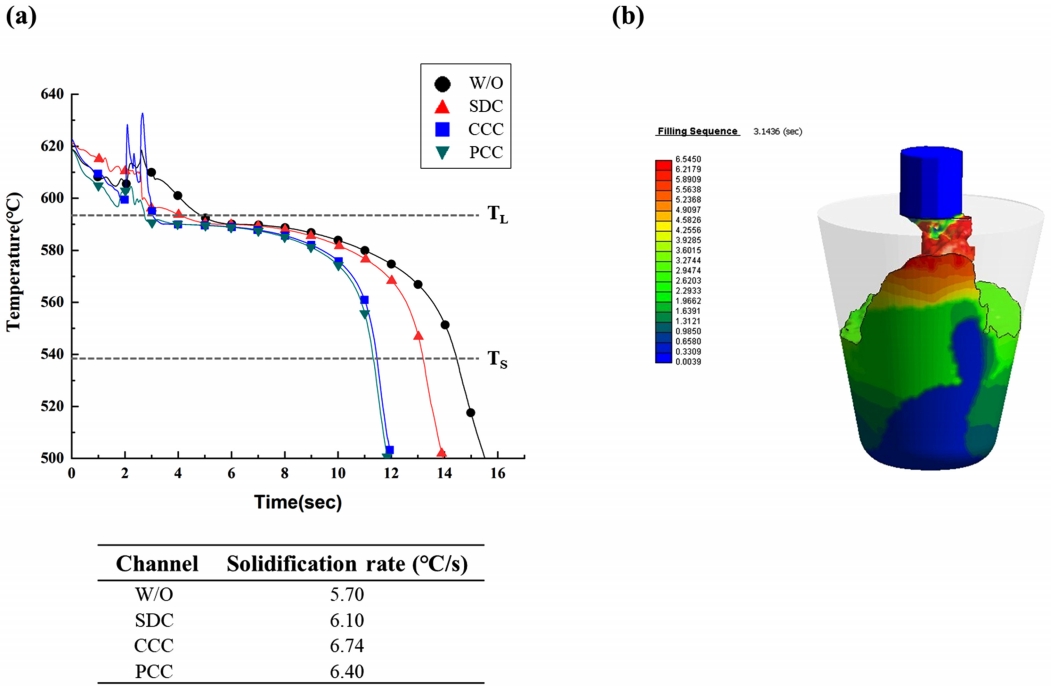
ņŻ╝ļ¼╝ ņĀäņ▓┤ņØś ņś©ļÅä ļČäĒż ļČäņäØņŚÉ ņØ┤ņ¢┤ņä£, ņłśļāē ņŗ£ ņŻ╝ļ¼╝ ņĀĢņżæņĢÖļČĆ (ĻĘĖļ”╝ 4)ņŚÉņä£ņØś ņś©ļÅä ļ│ĆĒÖöļź╝ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ņĀäņé░ļ¬©ņé¼ ļŹ░ņØ┤Ēä░ (ĻĘĖļ”╝ 6)ņŚÉņä£ ņŻ╝ļ¼╝ ņĀĢņżæņĢÖļČĆņØś ņś©ļÅä ļ│ĆĒÖöļź╝ ņČöņČ£ĒĢśņŚ¼ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ĻĘĖļלĒöäļĪ£ ļéśĒāĆļé┤ņŚłļŗż (ĻĘĖļ”╝ 7). ĻĘĖļ”╝ 7(a)ņŚÉņä£ ĻĘĖļלĒöäņØś ņŗ£ņ×æ ņś©ļÅäĻ░Ć ņÜ®ĒāĢ ņŻ╝ņ×ģņś©ļÅä(650 ┬░C)ņÖĆ ļŗżļź┤Ļ▓ī 620 ┬░C ļé┤ņÖĖņØĖ Ļ▓āņØĆ ņÜ®ĒāĢņØ┤ ņś©ļÅä ņĖĪņĀĢ ņ£äņ╣ś(ņŻ╝ļ¼╝ ņĀĢņżæņĢÖļČĆ)Ļ╣īņ¦Ć ņČ®ņĀäļÉśļŖö ļÅäņżæ Ļ░ĆĒĢ┤ņ¦ä Ļ│ĄļāēņŚÉ ņØśĒĢ£ Ļ▓░Ļ│╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļ¬©ļōĀ ļāēĻ░üņ▒äļäÉņØś ĻĘĖļלĒöäņŚÉņä£ ņĖĪņĀĢ ņ┤łĻĖ░ņØĖ 1-3 sec ĻĄ¼Ļ░äņŚÉņä£ ļéśĒāĆļéśļŖö ĻĖēĻ▓®ĒĢ£ ņś©ļÅä ļ│ĆĒÖöļŖö ņ×Éņ£Ā ļéÖĒĢśļ¬©ļŹĖņØä ļÅäņ×ģĒĢ£ ņÜ®ĒāĢ ņŻ╝ņ×ģ Ļ│╝ņĀĢņŚÉņä£ ļ░£ņāØĒĢ£ ņÜöļÅÖĒśäņāü(fluctuation)ņŚÉ ņØśĒĢ£ Ļ▓░Ļ│╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż (ĻĘĖļ”╝ 7(b)). ĻĘĖļ”╝ 7ņØś ļāēĻ░üĻ│ĪņäĀĻ│╝ ņŗØ (1) (VSR= (TL - Ts)/tf)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ļÉ£ ņŻ╝ļ¼╝ ņĀĢņżæņĢÖļČĆņŚÉņä£ņØś ļāēĻ░üņ▒äļäÉļ│ä ļāēĻ░üņåŹļÅäļŖö 5.70 ┬░C/s(W/O), 6.10 ┬░C/s(SDC), 6.74 ┬░C/s(CCC), 6.40 ┬░C/s(PCC)ņØ┤ļ®░, CC(CCC, PCC)ņØś ļāēĻ░üņåŹļÅäĻ░Ć SDC ļīĆļ╣ä Ļ░üĻ░ü 10.49%(CCC), 4.92%(PCC) Ē¢źņāüļÉśņŚłņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ļāēĻ░üņ▒äļäÉ Ļ░ä ļāēĻ░üņåŹļÅäņØś ņ░©ņØ┤ļŖö ļāēĻ░üņ▒äļäÉ ĻĄ¼ņĪ░ ņ░©ņØ┤ņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓āņØ┤ļŗż. SDCņØś Ļ▓ĮņÜ░ ĻĖłĒśĢ ĒĢśļŗ©ļČĆļĪ£ Ļ░łņłśļĪØ ņ▒äļäÉ-Ļ│ĄļÅÖ Ļ░ä Ļ▒░ļ”¼Ļ░Ć ļ®Ćņ¢┤ņĀĖ Ļ│ĄļÅÖ ĒĢśļŗ©ļČĆĒä░ ņČ®ņĀä ļÉśļŖö ņÜ®ĒāĢĻ│╝ ņ▒äļäÉ Ļ░ä ņŚ┤ņĀäļŗ¼ņØ┤ ļČłĻĘĀņØ╝ĒĢśĻ│Ā ņøÉĒÖ£ĒĢśņ¦Ć ņĢŖņØĆ ļ░śļ®┤, CCļŖö Ļ│ĄļÅÖ ļé┤ļ®┤Ļ│╝ ļāēĻ░üņ▒äļäÉ Ļ░ä Ļ▒░ļ”¼Ļ░Ć ļÅÖņØ╝ĒĢśĻ▓ī ĒśĢņä▒ļÉśļ»ĆļĪ£ SDCņŚÉ ļ╣äĒĢ┤ ĻĖłĒśĢ ļ¬©ļōĀ ļČĆņ£äņŚÉņä£ ĻĘĀņØ╝ĒĢ£ ļāēĻ░üņØä Ļ░ĆĒĢ£ļŗż. ņØ┤ Ēøä ņČ®ņĀäņØ┤ ņÖäļŻīļÉ£ ņÜ®ĒāĢņØś ņØæĻ│ĀļŖö Ļ│ĄļÅÖ ļé┤ļ▓Įņ£╝ļĪ£ļČĆĒä░ ņŻ╝ļ¼╝ ņżæņŗ¼ ļ░Å ņāüļŗ©ļČĆņØś ļ░®Ē¢źņ£╝ļĪ£ ņØæĻ│ĀļÉśļŖöļŹ░, SDCņŚÉ ļ╣äĒĢ┤ Ļ│ĄļÅÖ ĒĢśļŗ©ļČĆļČĆĒä░ ĻĘĀņØ╝ĒĢ£ ļāēĻ░üņØ┤ Ļ░ĆĒĢ┤ņ¦ä CC ĻĖłĒśĢņŚÉņä£ Ļ│Āņ▓┤ĒÖöļÉ£ Ļ│ĄļÅÖ ļé┤ļ▓Į ņ¬Į ņŻ╝ļ¼╝ ņÖĖļČĆņÖĆ ļé┤ļČĆ ņØæĻ│Ā ņżæņØĖ ņÜ®ĒāĢĻ│äļ®┤ Ļ░ä ņś©ļÅäĻĄ¼ļ░░Ļ░Ć Ēü¼ĻĖ░ ļĢīļ¼ĖņŚÉ ņŻ╝ļ¼╝-ņÜ®ĒāĢĻ│äļ®┤ Ļ░ä ļ░£ņāØĒĢśļŖö ņŚ┤ņĀäļŗ¼ ņåŹļÅä ļśÉĒĢ£ CCĻ░Ć ļ╣©ļØ╝, ņŻ╝ļ¼╝ņØś ļ¬©ļōĀ ļÅÖņØ╝ ņ£äņ╣śņŚÉņä£ SDCļīĆļ╣ä CCņØś ļāēĻ░üņåŹļÅäĻ░Ć ļ╣Āļź┤ļŗżĻ│Ā ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”╝ 7ņØś A380 ĒĢ®ĻĖłņØæĻ│Ā Ļ▒░ļÅÖ ņĀäņé░ļ¬©ņé¼ ĻĘĖļלĒöäņŚÉņä£ ĒĢ®ĻĖłņŚÉ ĒżĒĢ©ļÉ£ Ļ│ĄņĀĢSiņāü ņĪ░ņ¦üņØæĻ│Ā Ļ▒░ļÅÖ(ņĢĮ 570 ┬░C)ņØ┤ ļ¬ģĒÖĢĒ׳ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņ£╝ļ®░, ņØ┤ļź╝ ĒåĄĒĢ┤ ĻĖłĒśĢņØś ļāēĻ░üņä▒ļŖź ļ░Å ņØæĻ│Ā Ļ▒░ļÅÖņŚÉ ļīĆĒĢ£ ņĀĢļ░ĆĒĢ£ ļČäņäØņØä ņ£äĒĢ┤ņä£ļŖö ņĀäņé░ļ¬©ņé¼ņÖĆ ĒĢ©Ļ╗ś ņŗżņĀ£ ņŻ╝ņĪ░ ņŗżĒŚśņØ┤ ĒĢ©Ļ╗ś Ļ│ĀļĀżļÉśņ¢┤ņĢ╝ ĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
3.2 ņŻ╝ņĪ░ ņŗżĒŚśņØä ĒåĄĒĢ£ ļāēĻ░üņä▒ļŖź ļČäņäØ
ņŻ╝ņĪ░ ņŗżĒŚśņŚÉņä£ļŖö ņĀäņé░ļ¬©ņé¼ ļČäņäØņŚÉņä£ ļŹö ļéśņĢäĻ░Ć ĻĄ¼ĒśäņØ┤ ļČłĻ░ĆļŖźĒ¢łļŹś CC ĻĖłĒśĢņØä ĻĄ¼ĒśäĒĢśņŚ¼ ļāēĻ░üņä▒ļŖźņØä ĒÅēĻ░ĆĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ņäĀĒ¢ē ņĀäņé░ļ¬©ņé¼ņØś Ļ▓░Ļ│╝ņŚÉņä£ ļāēĻ░üņä▒ļŖźņØ┤ Ļ░Ćņן ņÜ░ņłśĒ¢łļŹś CCCņÖĆ ņĀäĒåĄņĀüņØĖ ļāēĻ░üņ▒äļäÉņØĖ SDCļ¦īņØä ĻĄ¼Ēśä, ļāēĻ░üņåŹļÅäļź╝ ņĖĪņĀĢĒĢśņŚ¼ ļāēĻ░üņä▒ļŖźņØä ļ╣äĻĄÉĒĢśņśĆļŗż. ņØ┤ļĢī ļāēĻ░üņåŹļÅäļŖö ĻĘĖļ”╝ 7ņØś ņĀäņé░ļ¬©ņé¼ņÖĆ ļÅÖņØ╝ĒĢ£ ņĖĪņĀĢļČĆņØĖ ņŻ╝ļ¼╝ ņĀĢņżæņĢÖļČĆ (ĻĘĖļ”╝ 4) ņ£äņ╣śņŚÉ ņŚ┤ņĀäļīĆļź╝ ņéĮņ×ģĒĢ£ Ēøä ņŻ╝ņĪ░ ņŗżĒŚśĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆļŗż (ĻĘĖļ”╝ 9).
ņŗżņĀ£ ņŻ╝ņĪ░ņŚÉņä£ļŖö ņĀäņé░ļ¬©ņé¼ ņāüņŚÉņä£ ļ░£ņāØĒĢ£ ņÜ®ĒāĢņØś ņÜöļÅÖĒśäņāüņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ĒāĢ ņŻ╝ņ×ģ ļĀłņØ┤ļōżņØś ļåÆņØ┤ļź╝ ņĀĢļ░ĆĒĢśĻ▓ī ņĪ░ņĀłĒĢ┤Ļ░Ćļ®░ ņŻ╝ņ×ģĒĢśņŚ¼ ĻĘĖļ”╝ 7ņØś ĻĘĖļלĒöäņÖĆ ļŗ¼ļ”¼ ņś©ļÅäņØś ĻĖēĻ▓®ĒĢ£ ļ│ĆĒÖöĻ░Ć ļ░£ņāØļÉśņ¦Ć ņĢŖņĢśļŗż (ĻĘĖļ”╝ 9). ĻĘĖļ”╝ 9ņŚÉņä£ļŖö ņĢĪņāüņäĀņØś ņś©ļÅäĻ░ÆņØ┤ ņĀäņé░ļ¬©ņé¼ Ļ▓░Ļ│╝(596 ┬░C)ļ│┤ļŗż ņĢĮ 7 ┬░C ļåÆņØĆ 602 ┬░C Ļ░Ćļ¤ēņŚÉņä£ ĒśĢņä▒ļÉśļŖöļŹ░, ņØ┤ļŖö ņĀäņé░ļ¬©ņé¼ņÖĆ ņŗżņĀ£ ņŻ╝ņĪ░ņŗżĒŚś Ļ░ä A380 ĒĢ®ĻĖłņØś ņ×æņØĆ ņĪ░ņä▒ņ░©ņØ┤ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļ®░, ĒĢ┤ļŗ╣ ļé┤ņÜ®ņØĆVijayaraghavan ļō▒ [33]ņØ┤ ņĀ£ņŗ£ĒĢ£ Al-Si-Cu ĒĢ®ĻĖłņØś ņĢĪņāüņäĀ ņś©ļÅä ņśłņĖĪ ņŗØņØä ĒåĄĒĢ┤ ņäżļ¬ģ Ļ░ĆļŖźĒĢśļŗż.
ņŻ╝ņĪ░ ņØæĻ│Ā ņĀäņé░ļ¬©ņé¼ ĒĢ┤ņäØ ļé┤ ņĢĪņāüņäĀņØĆ A380 ĒĢ®ĻĖł ņĪ░ņä▒ņ╣śņØś ĒÅēĻĘĀĻ░Æ(Si: 8.5 wt%, Cu: 3.5 wt%)ņØä ĒåĄĒĢ┤ Ļ│äņé░ļÉśņ¦Ćļ¦ī, ļ│Ė ņŻ╝ņĪ░ ņŗżĒŚśņŚÉņä£ņØś A380 ĒĢ®ĻĖł ņĪ░ņä▒ņØĆ Si: 7.72-7.74 wt%, Cu: 3.40-3.47 wt%ļĪ£ ĒÅēĻĘĀĻ░ÆĻ│╝ ņ░©ņØ┤Ļ░Ć ņ׳ļŗż. ĒĢ┤ļŗ╣Ļ░ÆņØä ņŗØ(2)ņŚÉ ļīĆņ×ģĒĢśņŚ¼ Ļ│äņé░ĒĢśļ®┤ ņĢĮ 602 ┬░CņØś ņĢĪņāüņäĀ ņś©ļÅäĻ░ÆņØ┤ ĻĄ¼ĒĢ┤ņ¦äļŗż. ņĀäņé░ļ¬©ņé¼ Ļ▓░Ļ│╝ņŚÉņä£ Ļ┤Ćņ░░ ĒĢĀ ņłś ņŚåņŚłļŹś Ļ│ĄņĀĢ SiņāüņØś ņØæĻ│Ā Ļ▒░ļÅÖņØĆ ņŗżņĀ£ ņŻ╝ņĪ░ ņŗżĒŚś Ļ▓░Ļ│╝ņØś 560-570 ┬░CņŚÉņä£ ĒÖĢņØĖ Ļ░ĆļŖźĒĢśņśĆļŗż.
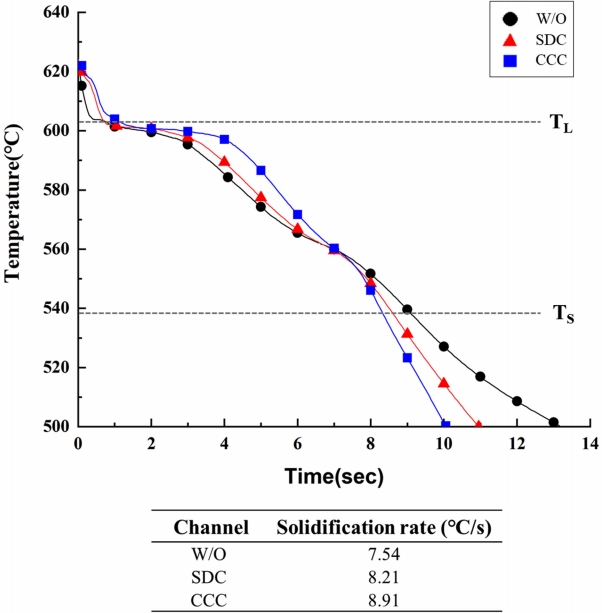
ņŗżņĀ£ ņŻ╝ņĪ░ņŚÉņä£ņØś ļāēĻ░üņåŹļÅäļŖö Ļ░üĻ░ü 7.54 ┬░C/s(W/O), 8.21 ┬░C/s(SDC), 8.91 ┬░C/s(CCC)ļĪ£ ņĀäņé░ļ¬©ņé¼ Ļ▓░Ļ│╝ļ│┤ļŗż ļŗżņåī Ēü¼Ļ▓ī ņĖĪņĀĢļÉśņ¢┤ ņ░©ņØ┤ļź╝ ļ│┤ņØ┤ļéś, CCCņØś ļāēĻ░üņåŹļÅäĻ░Ć SDCļ│┤ļŗż Ē¢źņāüļÉ©(8.53%)ņØĆ ļÅÖņØ╝ĒĢśņśĆļŗż. ņĀäņé░ļ¬©ņé¼ņÖĆ ņŗżņĀ£ ņŻ╝ņĪ░ņŚÉņä£ ļāēĻ░üņåŹļÅäņØś ņ░©ņØ┤ļŖö ņĀäņé░ļ¬©ņé¼ Ļ▓░Ļ│╝ļź╝ Ļ│ĀļĀżĒĢ£ ņÜ®ĒāĢ ņŻ╝ņ×ģ ļ░®ļ▓ĢņØś ņ░©ņØ┤ņÖĆ ņŗżņĀ£ ņŻ╝ņĪ░ņŚÉņä£ ļ░£ņāØ Ļ░ĆļŖźĒĢ£ ĻĖłĒśĢņØś ņŚ┤ņĀäļŗ¼Ļ│äņłś ļ│ĆļÅÖ(ĻĖłĒśĢņØś Ļ▒░ņ╣ĀĻĖ░, ņÜ®ĒāĢĻ│╝ ņĀæņ┤ēļ®┤ņØś ņāüĒā£, ļÅäĒśĢņĀ£ļÅäĒż ļō▒)ņØä ņĀäņé░ļ¬©ņé¼ņŚÉņä£ļŖö ļ░śņśüĒĢĀ ņłś ņŚåņŚłĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ļ│Ė ņŚ░ĻĄ¼ļŖö ņØæĻ│Ā ņżæ ĒÖĢņé░ņŚÉ ņØśĒĢ┤ ņÜ®ņ¦ł ņĪ░ņä▒ņØ┤ ņØ╝ņĀĢĒĢśĻ▓ī ņ£Āņ¦ĆļÉśļŖö ĒÅēĒśĢ ņØæĻ│Ā ļ¬©ļŹĖ ĻĖ░ļ░ś ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ┤ ņÜ®ĒāĢ ņŻ╝ņ×ģļČĆĒä░ ņØæĻ│Ā ņÖäļŻī ņŗ£Ļ╣īņ¦Ć ļāēĻ░üņ▒äļäÉļ│ä ļāēĻ░üņä▒ļŖźņØä ņśłņĖĪĒĢśņśĆļŗż. ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ ņÜ®ĒāĢ ņŻ╝ņ×ģ Ļ│╝ņĀĢņØĆ ļāēĻ░üņ▒äļäÉļ│ä ļāēĻ░üņä▒ļŖź ļČäņäØ ļ░Å ĒÅēĻ░Ć ņŚ░ĻĄ¼ņŚÉ ļČłĒĢäņÜöĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£ ņČöĒøä ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņÜ®ĒāĢņØś ņŻ╝ņ×ģ Ļ│╝ņĀĢ ļČäņäØņØä ņĀ£ņÖĖĒĢśĻ│Ā, ņŗżņĀ£ ņŻ╝ņĪ░ ņżæ ļ░£ņāØĒĢśļŖö ļ╣äĒÅēĒśĢ ņØæĻ│Ā ļ¬©ļŹĖ(Scheil ņŗØ ļō▒)ņØä ĻĖ░ļ░śņ£╝ļĪ£ ņØæĻ│Ā Ļ│╝ņĀĢņØś ņĀäņé░ļ¬©ņé¼ļ¦ī ņłśĒ¢ēĒĢśņŚ¼, ņŗżņĀ£ ņŻ╝ņĪ░ ņŗżĒŚś Ļ▓░Ļ│╝ņÖĆņØś ņØ╝ņ╣śļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņŻ╝ņĪ░ ņŗżĒŚśņŚÉņä£ ņ¢╗ņØĆ ļāēĻ░üņåŹļÅä ņĖĪņĀĢ Ļ▓░Ļ│╝ļź╝ ņĀäņé░ļ¬©ņé¼ņØś Ļ▓░Ļ│╝ņÖĆ ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ ĻĘĖļלĒöäļĪ£ ļéśĒāĆļé┤ņŚłļŗż (ĻĘĖļ”╝ 10). ņĀäņé░ļ¬©ņé¼ņŚÉņä£ņØś Ļ░ü ļāēĻ░üņ▒äļäÉņØś ļāēĻ░üņåŹļÅäļŖö SDCĻ░Ć W/Oļ│┤ļŗż 7.02%, CCCĻ░Ć SDCļ│┤ļŗż 10.49% Ē¢źņāüļÉ£ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņŗżņĀ£ ņŻ╝ņĪ░ ņŗżĒŚśņŚÉņä£ ļāēĻ░üņåŹļÅäļŖö SDCĻ░Ć W/Oļ│┤ļŗż 8.89%, CCCĻ░Ć SDCļ│┤ļŗż 8.53% Ē¢źņāüļÉ£ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż (ĻĘĖļ”╝ 10). ņŻ╝ņĪ░ ņŗżĒŚśņØś ļāēĻ░üņåŹļÅä ņĖĪņĀĢ Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ ņĀäņé░ļ¬©ņé¼-ņŻ╝ņĪ░ ņŗżĒŚś Ļ░ä Ļ░ÆņØś ņĀĢļ¤ēņĀü ņłśņ╣ś ņ░©ņØ┤ļŖö ņ׳ņ£╝ļéś, ļÅÖņØ╝ĒĢ£ ļāēĻ░üņåŹļÅä Ē¢źņāüņØś Ļ▓ĮĒ¢ź(W/OŌåÆSDCŌåÆCCC) Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņŚ¼ ņĀäņé░ļ¬©ņé¼ņÖĆ ņŻ╝ņĪ░ ņŗżĒŚś Ļ░ä ņŚ░Ļ│äĒÖ£ņÜ® ņŚ░ĻĄ¼ņØś ņ£ĀņÜ®ņä▒ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3.3 ņŻ╝ļ¼╝ ļČäņäØņØä ĒåĄĒĢ£ ļāēĻ░üĒÜ©Ļ│╝ Ļ▓Ćņ”Ø
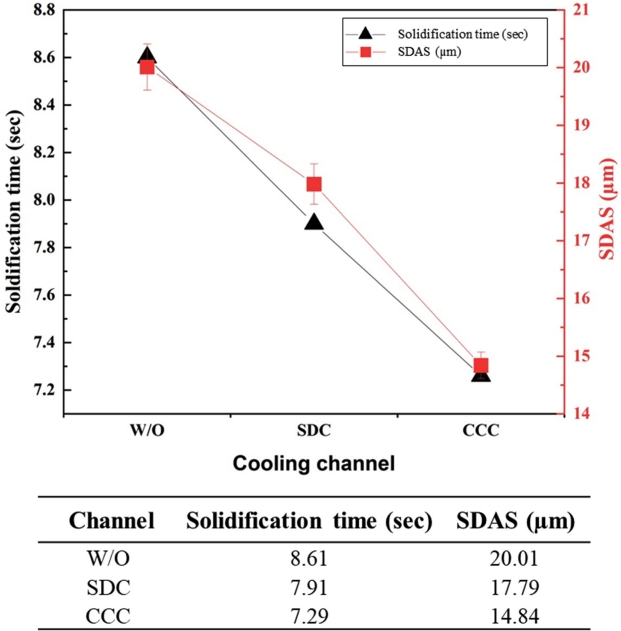
ņĀäņé░ļ¬©ņé¼ņÖĆ ņŗżņĀ£ ņŻ╝ņĪ░ ņŗżĒŚśņŚÉņä£ ĒÖĢņØĖ ļÉ£ SDCļīĆļ╣ä CCCņØś ņÜ░ņłśĒĢ£ ļāēĻ░üņä▒ļŖźņØ┤ ņŻ╝ļ¼╝ ĒÆłņ¦łņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä Ļ▓Ćņ”ØĒĢśĻ│Āņ×É ņŚ┤ņĀäļīĆ ņĖĪņĀĢņ¦ĆņĀÉņØś ļÅÖņØ╝ ņ£äņ╣śņŚÉņä£ W/O, SDC, CCC ņŻ╝ļ¼╝ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż (ĻĘĖļ”╝ 11, ĻĘĖļ”╝ 12). SEM ļČäņäØ Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ Al ĻĖ░ņ¦Ćņāü, ņ╣©ņāüņØś Ļ│ĄņĀĢ Si, CuAl2ņāüņØś ņĪ░ņ¦üņØ┤ ļéśĒāĆļé©ņØä ĒÖĢņØĖĒĢśņśĆļŗż (ĻĘĖļ”╝ 11). ņĢäĻ│ĄņĀĢ(hypoeutectic) Al-Si-Cu ĒĢ®ĻĖł ņŻ╝ņĪ░ ņŗ£ ļāēĻ░üņåŹļÅäĻ░Ć ļ╣Āļź╝ņłśļĪØ ĻĖ░Ļ│ĄņØś Ēü¼ĻĖ░ņØś Ļ░Éņåī, Ļ│ĄņĀĢ Si ņ×ģņ×É ļ»ĖņäĖĒÖö, SDASņØś ņĪ░ļ░ĆĒÖöĻ░Ć Ļ┤Ćņ░░ļÉśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż [34-37]. ņØ┤ņÖĆ Ļ░ÖņØĆ ĒśäņāüļōżņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ĻĘĖļ”╝ 12ņŚÉ ņĀĆļ░░ņ£© ļīĆļ®┤ņĀü ņŻ╝ļ¼╝ ļ»ĖņäĖņĪ░ņ¦ü OMĻ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŗż. Ļ┤Ćņ░░ļÉ£ ĻĖ░Ļ│ĄļÅäļŖö Ļ░üĻ░ü W/O: 0.06%, SDC: 0.05%, CCC: 0.03%ļĪ£ ņĀÉņ░© Ļ░ÉņåīĒĢśņśĆĻ│Ā, ņĀĢņČ£ļÉśļŖö Ļ│ĄņĀĢ Siņ×ģņ×ÉņØś Ēü¼ĻĖ░ļŖö W/OŌåÆSDCŌåÆCCCņł£ņ£╝ļĪ£ ņ×æņĢäņ¦ÉņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ļśÉĒĢ£ SDASļŖö (ĻĘĖļ”╝ 12(a)), Ļ░üĻ░ü 20.01 ╬╝m(W/O), 17.98 ╬╝m(SDC), 14.84 ╬╝m(CCC)ļĪ£ ņĖĪņĀĢļÉśņ¢┤ ļāēĻ░üņåŹļÅäĻ░Ć ļ╣ĀļźĖ ņ▒äļäÉņØś ņŻ╝ļ¼╝ņØ╝ņłśļĪØ SDASĻ░ÆņØ┤ ļŹö ņ×æĻ▓ī ļéśĒāĆļé©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņŗżņĀ£ ņŻ╝ņĪ░ ņŗżĒŚśņŚÉņä£ ļāēĻ░üņä▒ļŖźņ¦ĆĒæ£ņØĖ ļāēĻ░üņåŹļÅäņÖĆ SDAS Ļ▓░Ļ│╝ņØś ņ£Āņé¼ņä▒ņØä ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤ ļāēĻ░üņ▒äļäÉļ│ä ļāēĻ░üņŗ£Ļ░äĻ│╝ SDAS ņĖĪņĀĢ Ļ▓░Ļ│╝ļź╝ ĻĘĖļלĒöäņŚÉ ļéśĒāĆļé┤ņŚłļŗż (ĻĘĖļ”╝ 13). ĻĘĖļ”╝ 13ņØś Ļ▓░Ļ│╝ņŚÉņä£ ļāēĻ░üņ▒äļäÉ ņóģļźśņŚÉ ļö░ļźĖ ļāēĻ░üņŗ£Ļ░ä ļ░Å SDASĻ░ä Ļ░Éņåīņ£©ņØś ļ»ĖņäĖĒĢ£ ņĀĢļ¤ēņĀü ņ░©ņØ┤ļŖö ņ׳ņ£╝ļéś, ļæÉ Ļ▓░Ļ│╝Ļ░Æ ļ¬©ļæÉ W/OŌåÆSDCŌåÆCCCņł£ņ£╝ļĪ£ ņ×æņĢäņ¦ÉņØä ĒÖĢņØĖ, ļæÉ Ļ▓░Ļ│╝Ļ░Æ Ļ░ä Ļ▓ĮĒ¢źņØ┤ ļÅÖņØ╝ĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØä ĒåĄĒĢ┤ ņĀäņé░ļ¬©ņé¼ ļāēĻ░üņä▒ļŖź Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņŗżņŗ£ĒĢ£ ņŗżņĀ£ ņŻ╝ņĪ░ ņŗżĒŚśņŚÉņä£ CCC ņĀüņÜ® ĻĖłĒśĢņØś ļāēĻ░üņä▒ļŖźņØ┤ ĻĖ░ņĪ┤ņØś SDCļ│┤ļŗż Ēü¼Ļ▓ī Ē¢źņāüļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö CCļź╝ ņäżĻ│äĒĢśĻ│Ā ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ┤ ļāēĻ░üņ▒äļäÉļ│ä ļāēĻ░üņä▒ļŖźņØä ļ╣äĻĄÉĒĢśņśĆļŗż. ņØ┤ņĀäņØś ļŗżņłś ņŚ░ĻĄ¼ļōżņØ┤ ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ£ ļāēĻ░üņä▒ļŖź ņśłņĖĪņŚÉ ļ©Ėļ¼╝ļ¤¼ņ׳ļŹś Ļ▓āĻ│╝ ļŗ¼ļ”¼, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö CCņØś ņŗżņĀ£ ļāēĻ░üņä▒ļŖźņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ņĀüņĖĄņĀ£ņĪ░ Ļ│ĄņĀĢņØä ņØ┤ņÜ®, ņŗżņĀ£ CC ņĀüņÜ® ĻĖłĒśĢņØä ņĀ£ņ×æĒĢśĻ│Ā ņŻ╝ņĪ░ ņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņĀäņé░ļ¬©ņé¼ Ļ▓░Ļ│╝ ļ░Å ņŗżņĀ£ ņŻ╝ņĪ░ ņŗżĒŚśĻ▓░Ļ│╝ļź╝ ļČäņäØĒĢ©ņ£╝ļĪ£ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1) ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ┤ ņŻ╝ņĪ░ ņŗżĒŚś ņżæ ļ░£ņāØ Ļ░ĆļŖźĒĢ£ ļ¼ĖņĀ£(ņÜ®ĒāĢ ņŻ╝ņ×ģ ļ░®ļ▓ĢņØś ļ│ĆĒÖö ļō▒)ļź╝ ņśłņĖĪĒĢĀ ņłś ņ׳ņŚłĻ│Ā, ņĀäņé░ļ¬©ņé¼ņØś Ļ▓░Ļ│╝ņŚÉņä£ SDCļīĆļ╣ä CC ĻĖłĒśĢņØś ļāēĻ░üņåŹļÅäĻ░Ć Ē¢źņāü(4.92% (PCC), 10.49%(CCC)) ļÉ©ņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż.
2) ĻĖ░ņĪ┤ ĻĄ¼ĒśäņØ┤ ļČłĻ░ĆĒ¢łļŹś CC ĻĖłĒśĢņØä ņĀüņĖĄņĀ£ņĪ░ ĻĖ░ņłĀņØä ĒåĄĒĢ┤ ņĀ£ņ×æĒĢśĻ│Ā ņĀäņé░ļ¬©ņé¼ Ļ▓░Ļ│╝ļź╝ ĒåĀļīĆļĪ£ ņäżĻ│äļÉ£ ņŗżņĀ£ ņŻ╝ņĪ░ņŗżĒŚśņŚÉ ņĀüņÜ®ĒĢśņŚ¼ ņĀäņé░ļ¬©ņé¼ Ļ▓░Ļ│╝ņÖĆ ļÅÖņØ╝ĒĢśĻ▓ī SDC ļīĆļ╣ä CCCņØś ļāēĻ░üņåŹļÅäĻ░Ć Ē¢źņāüļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3) ļ»ĖņäĖņĪ░ņ¦üņØś SDASĻ░Ć 20.01 ╬╝m (W/O), 17.98 ╬╝m (SDC), 14.84 ╬╝m (CCC)ļĪ£ ļéśĒāĆļéś ņĀüņĖĄņĀ£ņĪ░ Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņ×æļÉ£ CCCņĀüņÜ® ĻĖłĒśĢ ņŻ╝ļ¼╝ņŚÉņä£ Ļ░Ćņן ņĪ░ļ░ĆĒĢśĻ▓ī ĒśĢņä▒ļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ CCņØś ņÜ░ņłśĒĢ£ ļāēĻ░üņä▒ļŖźņØä ņĀäņé░ļ¬©ņé¼ļź╝ ĒåĄĒĢ┤ ņśłņĖĪ ļ░Å ĒÅēĻ░Ć ĒĢśņśĆĻ│Ā, ņØ┤ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņĀüņĖĄņĀ£ņĪ░ ĻĖ░ņłĀļĪ£ ņĀ£ņ×æļÉ£ ĻĖłĒśĢņØä ņŗżņĀ£ ņŻ╝ņĪ░ņŚÉ ņĀüņÜ® ĒĢśņśĆļŗż. ņØ┤ļŖö CC ĻĖłĒśĢņØśļāēĻ░üņä▒ļŖźņØä Ļ▓Ćņ”ØĒĢśļŖö ņāłļĪ£ņÜ┤ ļ░®ļ▓ĢņØä ņĀ£ņŗ£ĒĢ©ņØĆ ļ¼╝ļĪĀ, ņĀäņé░ļ¬©ņé¼ņÖĆ ņĀüņĖĄņĀ£ņĪ░ ĻĖ░ņłĀņØä ņŻ╝ņĪ░ ņé░ņŚģļČäņĢ╝ņŚÉņØś ņØæņÜ®ĒĢ©ņ£╝ļĪ£ ņŻ╝ļ¼╝ ĒŖ╣ņä▒ Ē¢źņāü ļ░Å Ļ│Āņä▒ļŖź ņ£ĀļĪ£ ņäżĻ│ä ļ░®ņĢłņØä ņĀ£ņŗ£ĒĢśļŖö ļŗ©ņ┤łļĪ£ņä£ ĻĘĖ ņØśļ»ĖĻ░Ć ņ׳ņØä Ļ▓āņØ┤ļŗż.