1. ņä£ ļĪĀ
ļ░£ņĀä ļ░Å ĒĢŁĻ│Ą ņé░ņŚģņØś Ļ│ĀļÅäĒÖöņŚÉ ļö░ļØ╝ Ļ│Āņś© Ļ│ĀņĢĢņØś ĻĘ╣ĒĢ£ĒÖśĻ▓ĮņŚÉ ņé¼ņÜ®ļÉśļŖö ļ░®Ē¢źņä▒ ņØæĻ│Ā (ņØ╝ļ░®Ē¢ź ļ░Å ļŗ©Ļ▓░ņĀĢ) ļŗłņ╝ł ņ┤łļé┤ ņŚ┤ĒĢ®ĻĖłņØś ņżæņÜöņä▒ņØ┤ ļīĆļæÉļÉśĻ│Ā ņ׳ļŖö ņŗ£ņĀÉņØ┤ļŗż. ĒŖ╣Ē׳ ļĖöļĀłņØ┤ļō£, ļ▓ĀņØĖ ļō▒ņØś Ļ░ĆņŖżĒä░ļ╣ł ĒĢĄņŗ¼ Ļ│Āņś©ļČĆĒÆłļōżņØś ļåÆņØĆ ņŗĀļó░ņä▒ņØĆ ĒĢ┤ļŗ╣ ņé░ņŚģņØś ņ¦ĆņåŹņĀüņØĖ Ļ│ĀļÅäĒÖöņŚÉ ĒĢäņłśņĀüņ£╝ļĪ£ ĒÖĢļ│┤ļÉśņ¢┤ņĢ╝ ĒĢśļŖö ļČĆļČäņ£╝ļĪ£, ņØ┤ļź╝ ņ£äĒĢ┤ņä£ļŖö ņÜ░ņłśĒĢ£ ļ¼╝ņä▒ņØś ņåīņ×¼ Ļ░£ļ░£ ļ┐Éļ¦ī ņĢäļŗłļØ╝ Ļ░ĆĻ│ĄļČĆņØś Ļ▒┤ņĀäņä▒ ĒÖĢļ│┤ļÅä ļ│æĒ¢ēļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ĒŖ╣Ē׳ ņāüĻĖ░ Ļ│Āņś© ļČĆĒÆłļōżņØś Ļ▓ĮņÜ░ ņŗĀĒÆł ņĀ£ņĪ░[1-5] ļ░Å ņ×¼ņāØ[6-8] Ļ│╝ņĀĢņŚÉņä£ ņÜ®ņĀæ ļ░Å ņĀüņĖĄņĀ£ņĪ░ Ļ│ĄņĀĢņØś ņĀüņÜ®ņØ┤ ĒÖ£ļ░£ĒĢśĻ▓ī Ļ▓ĆĒåĀļÉśĻ│Ā ņ׳ņ£╝ļéś, ļ░®Ē¢źņä▒ ņØæĻ│Āņåīņ×¼ļōżņØś Ļ▓ĮņÜ░ ļīĆļČĆļČäņØ┤ ļé£ņÜ®ņĀæņåī ņ×¼ļĪ£ ņĢīļĀżņĀĖ ņ׳ņ¢┤ Ļ▒┤ņĀäĒĢ£ ņÜ®ņĀæļČĆ ļ░Å ņĀüņĖĄņĀ£ņĪ░ļČĆ ĒÖĢļ│┤ļź╝ ņ£äĒĢ┤ņä£ļŖö ņåīņ×¼ ļ░Å Ļ│ĄņĀĢĻ┤ĆņĀÉņŚÉņä£ ļŗżĻ░üļÅäņØś Ļ▓ĆĒåĀĻ░Ć ĒĢäņÜöĒĢśļŗż. ļīĆĒæ£ņĀüņØĖ ņØ╝ļ░®Ē¢źņØæĻ│ĀņÜ® ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņ£╝ļĪ£ ņĢīļĀżņ¦ä 247LCĒĢ®ĻĖłņØś Ļ▓ĮņÜ░, ņÜ®ņĀæņÜ®ņ£ĄļČĆ (Fusion Zone, FZ)ņØś ņØæĻ│ĀĻĘĀņŚ┤[1,2] ļ░Å ļČĆļČäņĢĪņāüĒÖöņśüņŚŁ(Partially Melted Zone, PMZ)ņØś ņĢĪĒÖöĻĘĀņŚ┤[4,5] ļ░£ņāØņØ┤ ļ¼ĖņĀ£ņŗ£ļÉśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ņ£╝ļ®░, ņĀüņĖĄņĀ£ņĪ░ļČĆņŚÉ ņ׳ņ¢┤ņä£ļÅä ĒĢ┤ļŗ╣ Ļ│Āņś©ĻĘĀņŚ┤ņØĆ ļ╣łļ▓łĒĢśĻ▓ī ļ░£ņāØĒĢśĻ│Ā ņ׳ļŗż[9]. 247LC ĒĢ®ĻĖł ņÜ®ņĀæļČĆņØś Ļ│Āņś©ĻĘĀņŚ┤ ļ»╝Ļ░ÉļÅä ĒÅēĻ░Ć ņĀĢļ¤ēĻ▓░Ļ│╝ņŚÉ ļö░ļź┤ļ®┤, ņØæĻ│ĀĻĘĀņŚ┤ļ░£ņāØ ņś©ļÅäļ▓öņ£ä(Solidification Brittle Temperature Range, BTR)ļŖö 400 K[2], ņĢĪĒÖöĻĘĀņŚ┤ļ░£ņāØ ņś©ļÅäļ▓öņ£ä(Liquation Cracking Temperature Range, LCTR)ļŖö 620 K[4]ņ£╝ļĪ£, ņØ┤ļŖö ņÜ®ņĀæ ņÜ®ņ£Ą ļ░Å ņØæĻ│Ā Ļ│╝ņĀĢņØś ņĢĮ 1000 KļØ╝ļŖö ņś©ļÅäļ▓öņ£äņŚÉ Ļ▒Ėņ│É Ļ│Āņś©ĻĘĀņŚ┤ņØ┤ ļ░£ņāØļÉśļŖö, Ļ│Āņś©ĻĘĀņŚ┤ ļ░£ņāØņŚÉ ņāüļŗ╣Ē׳ ņĘ©ņĢĮĒĢ£ ņåīņ×¼ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŗż. ļīĆĒæ£ņĀüņØĖ ņāüņÜ® ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ©ĻĖł CMSX-4, CMSX-10 ļō▒ņØś Ļ▓ĮņÜ░ņŚÉļÅä, ņÜ®ņĀæ ļ░Å ņĀüņĖĄņĀ£ņĪ░ļČĆņŚÉņä£ ņāüĻĖ░ņØś Ļ│Āņś©ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢśļŖö ļō▒ ĻĘĀņŚ┤ ļ»╝Ļ░ÉļÅä ņĀĆĻ░ÉņŚÉ ļīĆĒĢ£ ĒĢäņÜöņä▒ņØ┤ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ņ£╝ļéś[9,10], Ļ▓░Ļ│╝ļĪĀņĀü Ļ┤ĆņĀÉņŚÉņä£ ĻĘĀņŚ┤ Ļ▒░ļÅÖņØś ņ¢æņāüņØä ļČäņäØĒĢśĻ│Ā ĒīÉļ│äĒĢśļŖö ņŚ░ĻĄ¼ļōżņØ┤ ļīĆļČĆļČäņØ┤ļ®░, ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł ņ×Éņ▓┤ņØś BTR ļ░Å LCTR ļō▒ ņÜ®ņĀæ Ļ│Āņś©ĻĘĀņŚ┤ ļ»╝Ļ░ÉļÅäņØś ņĀĢļ¤ē ĒÅēĻ░Ć ļīĆĒĢ£ ĻĖ░ņ┤ł ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļŖö ļ╣äĻĄÉņĀü ļČĆņĪ▒ĒĢ£ ņŗżņĀĢņŚÉ ņ׳ļŗż.
ĒĢ£ĒÄĖ ņØ╝ļ░®Ē¢źņØæĻ│Ā CM247LC[11,12] ļ░Å ļŗ©Ļ▓░ņĀĢ CMSX4[13] ĒĢ®ĻĖłņØś Ļ▓ĮņÜ░, ņāüĻĖ░ņØś ļåÆņØĆ ņÜ®ņĀæ ņØæĻ│ĀĻĘĀņŚ┤ ļ»╝Ļ░ÉļÅäņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā, ļŗ©ņØ╝ Ļ▓░ņĀĢļ”Į ļé┤ 1000 mm/s ņØ┤ņāüņØś ņŗ▒ĻĖĆļ¬©ļō£ ĒīīņØ┤ļ▓ä ļĀłņØ┤ņĀĆ ĻĄŁņåī ņĪ░ņé¼ļź╝ ĒåĄĒĢ┤ ņÜ®ņ£ĄļČĆ ņĀäņ▓┤ļź╝ ĻĖēņåŹ ņŚÉĒö╝ĒāØņģ£(ļŗ©Ļ▓░ņĀĢ) ņä▒ņןņŗ£Ēé¼ ņłś ņ׳ņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ ņØæĻ│ĀĻĘĀņŚ┤ņØ┤ ņÖäņĀä ņ¢ĄņĀ£ļÉĀ ņłś ņ׳ļŖö Ļ▓░Ļ│╝Ļ░Ć ņĄ£ĻĘ╝ ļ│┤Ļ│ĀļÉ£ ļ░ö ņ׳ļŗż. ĒĢ┤ļŗ╣ ņäĀĒ¢ē ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļĪ£ļČĆĒä░, ņŚÉĒö╝ĒāØņģ£ ņä▒ņןņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŖö ļÅÖņØ╝ĒĢ£ ņ┤łĻ│ĀņåŹ ļĀłņØ┤ņĀĆ ņĪ░ņé¼ ņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢśļŹöļØ╝ļÅä ņÜ®ņ£Ą Ļ▓ĮļĪ£ ļ░Å ļ¬©ņ×¼ ļ»ĖņäĖņĪ░ņ¦ü ņāüņØś ļĀłņØ┤ņĀĆ ņĪ░ņé¼ ĻĄŁņåī ņ£äņ╣śņŚÉ ļö░ļØ╝ ņÜ®ņ£ĄļČĆņØś ņŚÉĒö╝ĒāØņģ£ ņä▒ņןĻ▒░ļÅÖņØĆ ļŗ¼ļØ╝ņ¦ł ņłś ņ׳ņ£╝ļ®░, ĒŖ╣ņĀĢ ļ░®ņ£äņ░©ņØś ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│äņŚÉ Ļ│Āņś©ĻĘĀņŚ┤ ļ░£ņāØņØ┤ ņ¦æņżæļÉśļŖö ļō▒ ņØæĻ│ĀĻĘĀņŚ┤ņØś ņ¢ĄņĀ£ņÖĆļŖö ņāüļ░śļÉ£ Ļ▓░Ļ│╝ļÅä ĒĢ©Ļ╗ś ļ│┤Ļ│ĀļÉ£ ļ░ö ņ׳ļŗż [11,13]. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö, ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØś BTRņØĆ ņÜ®ņĀæ ņØæĻ│Āņś©ļÅäļ▓öņ£ä(Mushy Zone Range)ņÖĆ ļåÆņØĆ ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ Ļ░Ćņ¦äļŗżļŖö ĻĖ░ņĪ┤ņØś ņØ┤ļĪĀĻ│╝ļŖö ņāüļ░śļÉśļŖö Ļ▓░Ļ│╝ļĪ£ļÅä ĒĢ┤ņäØļÉĀ ņłś ņ׳ņ£╝ļ®░[14], ĒŖ╣Ē׳ ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæņØæĻ│Ā ņś©ļÅäļ▓öņ£äļź╝ Ļ░Ćņ¦ĆļŹöļØ╝ļÅä ņØæĻ│Ā ņŗ£ņØś Ļ▓░ņĀĢņä▒ņן ĒŖ╣ņä▒ņŚÉ ļö░ļØ╝ ņØæĻ│ĀĻĘĀņŚ┤ Ļ▒░ļÅÖņØĆ ņČöĻ░ĆņĀüņØĖ ņśüĒ¢źņØä ļ░øņØä ņłś ņ׳ņØīņØä ņŗ£ņé¼ĒĢ£ļŗż. ĒĢśņ¦Ćļ¦ī ĒĢ┤ļŗ╣ Ļ░ĆņäżņŚÉ ļīĆĒĢ┤ņä£ļŖö ņŗżĒŚśņĀü Ļ▓Ćņ”ØņØ┤ ļÆĘļ░øņ╣©ļÉĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż.
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö, Ēśäņ×¼Ļ╣īņ¦Ć ļ╣äĻĄÉņĀü ņŚ░ĻĄ¼Ļ▓░Ļ│╝Ļ░Ć ļČĆņĪ▒Ē¢łļŹś CMSX-4 ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØś ņÜ®ņĀæņØæĻ│ĀĻĘĀņŚ┤ ļ»╝Ļ░ÉļÅä, ņ”ē BTRņØä ņĀĢļ¤ēņĀüņ£╝ļĪ£ ĒÅēĻ░ĆĒĢ©Ļ│╝ ļÅÖņŗ£ņŚÉ, ņÜ®ņĀæ ņÜ®ņ£ĄļČĆņØś Ļ▓░ņĀĢ ņä▒ņן Ļ▒░ļÅÖ, ņ”ē ņŚÉĒö╝ĒāØņģ£ ņä▒ņןĻ│╝ ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│ä ĒśĢņä▒Ļ▒░ļÅÖņØś ņ░©ņØ┤ņŚÉ ļö░ļźĖ BTR ņ░©ņØ┤ņŚÉ ļīĆĒĢ┤ ĻĖ░ņ┤łņĀüņ£╝ļĪ£ ĒÅēĻ░ĆĒĢ©ņ£╝ļĪ£ņŹ© ĻĖ░ņĪ┤ ņäĀĒ¢ēņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ņĀ£ņŗ£ļÉ£ Ļ░Ćņäż[11,13]ņØś ĒāĆļŗ╣ņä▒ņØä Ļ▓ĆĒåĀĒĢśņśĆļŗż. ĒĢ┤ļŗ╣ Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ļ░®Ē¢źņä▒ ņØæĻ│Ā ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØś ļé£ņÜ®ņĀæņä▒ ĻĘ╣ļ│ĄņØä ņ£äĒĢ┤ ĒÖĢļ│┤ļÉśņ¢┤ņĢ╝ ĒĢśļŖö ņäĖļČĆņĀüņØĖ ņÜ®ņĀæ ņåīņ×¼ĻĖ░ņłĀņŚÉ ļīĆĒĢ┤ ņ¦æņżæņĀüņ£╝ļĪ£ Ļ│Āņ░░ĒĢśņśĆļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
2.1. ņé¼ņÜ®ņ×¼ļŻī
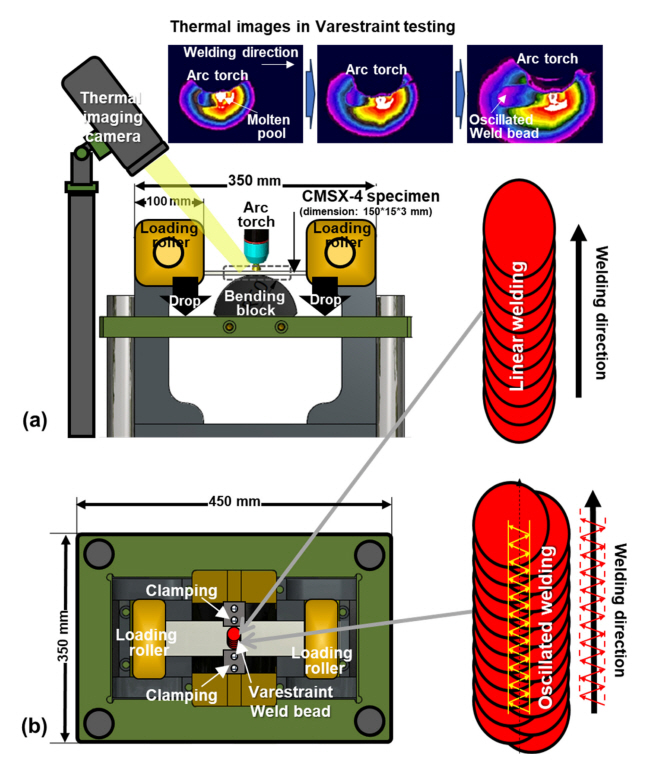
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł CMSX-4ņØś ĒÖöĒĢÖ ņä▒ļČäņØä Ēæ£ 1ņŚÉ ļéśĒāĆļéĖļŗż. ļŗ©Ļ▓░ņĀĢ ņŻ╝ņĪ░ļÉ£ ļ┤ēņāü(ņ¦üĻ▓Į: 17 mm, ĻĖĖņØ┤: 220 mm)ņØś CMSX-4 ņåīņ×¼ņŚÉņä£ ĒīÉņāüņØś Varestraint ņŗ£ĒŚśĒÄĖ(Length: 140 mm, Width: 15 mm, ThicknessĻ╗ś: 2 mm)ņØä ņ▒äņĘ©ĒĢśņśĆņ£╝ļ®░, ņøÉĒÖ£ĒĢ£ Varestraint ņŗ£ĒŚśņØä ņ£äĒĢ£ ņŗ£ĒŚśĒÄĖ ņ╣śņłśĒÖĢļ│┤ļź╝ ņ£äĒĢ┤ ņ▒äņĘ© ņŗ£ņŚÉļŖö ļŗ©Ļ▓░ņĀĢ ņŻ╝ņĪ░ļ░®Ē¢ź<001>ņŚÉņä£ ņ×äņØśņØś ļ░®Ē¢źņŚÉņä£ ņŗ£ĒŚśĒÄĖņØä ņ▒äņĘ©ĒĢśņśĆļŗż. ļ│äļÅäņØś ņŻ╝ņĪ░ ĒøäņŚ┤ņ▓śļ”¼ļŖö ņŗżņŗ£ĒĢśņ¦Ć ņĢŖņĢśļŗż.
2.2. Varestraint ņŗ£ĒŚś
ļŗ©Ļ▓░ņĀĢ CMSX-4 ĒĢ®ĻĖłņØś ņÜ®ņĀæņØæĻ│ĀĻĘĀņŚ┤ ļ»╝Ļ░ÉļÅä(BTR)ļź╝ ņĀĢļ¤ēĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ ĒÜĪļ░®Ē¢ź Varestraint ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆĻ│Ā, ĻĘĖļ”╝ 1ņØĆ Varestrant ņŗ£ĒŚśĻĖ░ņŚÉ ļīĆĒĢ£ ļ¬©ņŗØļÅäļź╝ ļéśĒāĆļéĖļŗż. Varestraint ņŗ£ĒŚśņŚÉļŖö Ļ░ĆņŖżĒģģņŖżĒģÉņĢäĒü¼ņÜ®ņĀæņØä ņĀüņÜ®Ē¢łņ£╝ļ®░, ĒŖ╣Ē׳ ņÜ®ņĀæ ņÜ®ņ£ĄļČĆņØś Ļ▓░ņĀĢņä▒ņן Ļ▒░ļÅÖņŚÉ ņ░©ņØ┤ļź╝ ļČĆņŚ¼ĒĢśĻĖ░ ņ£äĒĢ┤ ņ¦üņäĀņÜ®ņĀæ 1ņóģĻ│╝ ĻĖ░Ļ│äņĀü ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæ 2ņóģņØä Ļ░üĻ░ü ņĀüņÜ®ĒĢśņśĆļŗż. ņÜ®ņĀæ ņåŹļÅäļŖö 0.5 mm/sņØ┤ļ®░, ņĢäĒü¼ ņśżņŗżļĀłņØ┤ņģś ņ¦äĒÅŁņØĆ 3 mm, ņ¦äļÅÖņłśļŖö 0.6 Hz ļ░Å 1.5 HzņØ┤ļŗż. Ēæ£ 2ņŚÉļŖö Varestraint ņŗ£ĒŚś ņĪ░Ļ▒┤ņØä ņÜöņĢĮĒĢśņśĆļŗż. ņŗżņ▓┤Ēśäļ»ĖĻ▓ĮņØä ņØ┤ņÜ®ĒĢ┤ Varestraint ņŗ£ĒŚśļČĆ Ēæ£ļ®┤ņØś ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØ ņ¢æņāüņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. Ļ│ĀņåŹ ņŚ┤ĒÖöņāüņ╣┤ļ®öļØ╝(A655sc, FLIR)ļź╝ ņØ┤ņÜ®ĒĢ┤ ņØæĻ│ĀĻĘĀņŚ┤ ĒśĢņä▒ ņ£äņ╣śņØś ņś©ļÅäļČäĒżļź╝ ņŗżņŗ£Ļ░äņ£╝ļĪ£ ņĖĪņĀĢĒĢśņśĆĻ│Ā, ĻĘĀņŚ┤ļČĆņØś ņØæĻ│Ā ņś©ļÅäĻĄ¼ļ░░ņÖĆ ĻĘĀņŚ┤ĻĖĖņØ┤ļź╝ ņØ┤ņÜ®ĒĢ┤ BTRņØä ļÅäņČ£ĒĢśņśĆļŗż. Varestraint ņŗ£ĒŚś ņŗ£ ĻĄĮĒל ļ│ĆĒśĢļźĀ ļČĆĻ░Ć ņŗ£ņĀÉņØś ņØ╝ņŗ£ņĀü ņÜ®ņ£Ąņ¦Ć Ļ▓ĮĻ│äņäĀ ņś©ļÅäĻ░Ć CMSX-4 ĒĢ®ĻĖłņØś ņĢĪņāüņäĀ ņś©ļÅäņÖĆ ņØ╝ņ╣śĒĢśļÅäļĪØ ņŚ┤ĒÖöņāü ņ╣┤ļ®öļØ╝ņØś ļ░®ņé¼ņ£©ņØĆ 0.6ņ£╝ļĪ£ ņäżņĀĢĒĢśņśĆņ£╝ļ®░, BTR ļ│ĆĒÖśņŚÉ ļīĆĒĢ£ ņāüņäĖĒĢ£ ņĀłņ░©ļŖö ĻĖ░ņĪ┤ ņäĀĒ¢ē ņŚ░ĻĄ¼ņÖĆ ļÅÖņØ╝ĒĢ£ ļ░®ļ▓ĢņØä ņĀüņÜ®ĒĢśņśĆļŗż [2]. ļ│Ė ņŗżĒŚśņŚÉņä£ ņé¼ņÜ®ĒĢ£ ņŚ┤ĒÖöņāüņ╣┤ļ®öļØ╝ņØś ņäĖļČĆ ņé¼ņ¢æņØĆ Ēæ£ 3ņŚÉ ņÜöņĢĮĒĢśņśĆļŗż.
2.3. ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ
Varestraint ņŗ£ĒŚśļČĆņØś ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØ Ļ▒░ļÅÖņØĆ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į (Scanning Electron Microscopy, SEM) ļ░Å ņĀäņ×ÉĒāÉņ╣©ļ»ĖņäĖļČäņäØĻĖ░(Electron Probe Micro Analyze, EPMA, JXA8530F, JEOL)ļź╝ ņØ┤ņÜ®ĒĢ┤ ļČäņäØĒĢśņśĆļŗż. ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉ ļ│ĆĒÖö ļö░ļźĖ ņØæĻ│Ā Ļ▓░ņĀĢņä▒ņן Ļ▒░ļÅÖņØĆ Ēøäļ░®ņé░ļ×ĆņĀäņ×ÉĒÜīņĀłĻĖ░ļ▓Ģ(Electron Backscatter Diffraction, EBSD; Velocity Super, EDAX)ņØä ņØ┤ņÜ®ĒĢ┤ ļČäņäØĒĢśņśĆļŗż. EBSD ļČäņäØ ņāśĒöīņØĆ ņĄ£ņóģņĀüņ£╝ļĪ£ ņ¦äļÅÖ ņŚ░ļ¦ł (Vibratory polishing with colloidal silica)ļź╝ ņĀüņÜ®ĒĢśņŚ¼ ņĀ£ņ×æĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1. ļŗ©Ļ▓░ņĀĢ CMSX-4 ĒĢ®ĻĖł Varestraint ņŗ£ĒŚśļČĆņØś ņØæĻ│ĀĻĘĀņŚ┤ Ļ▒░ļÅÖ
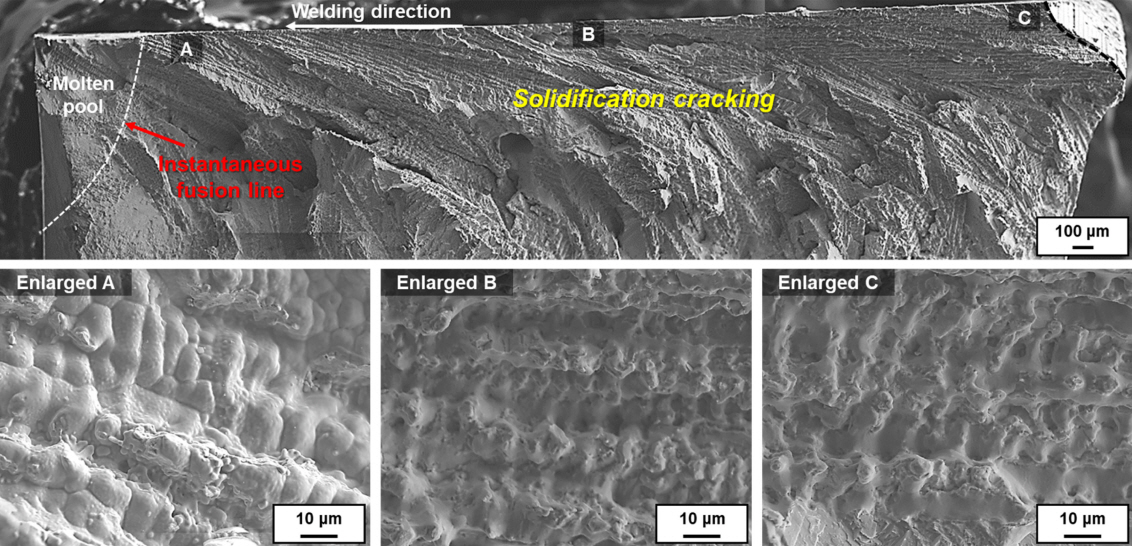
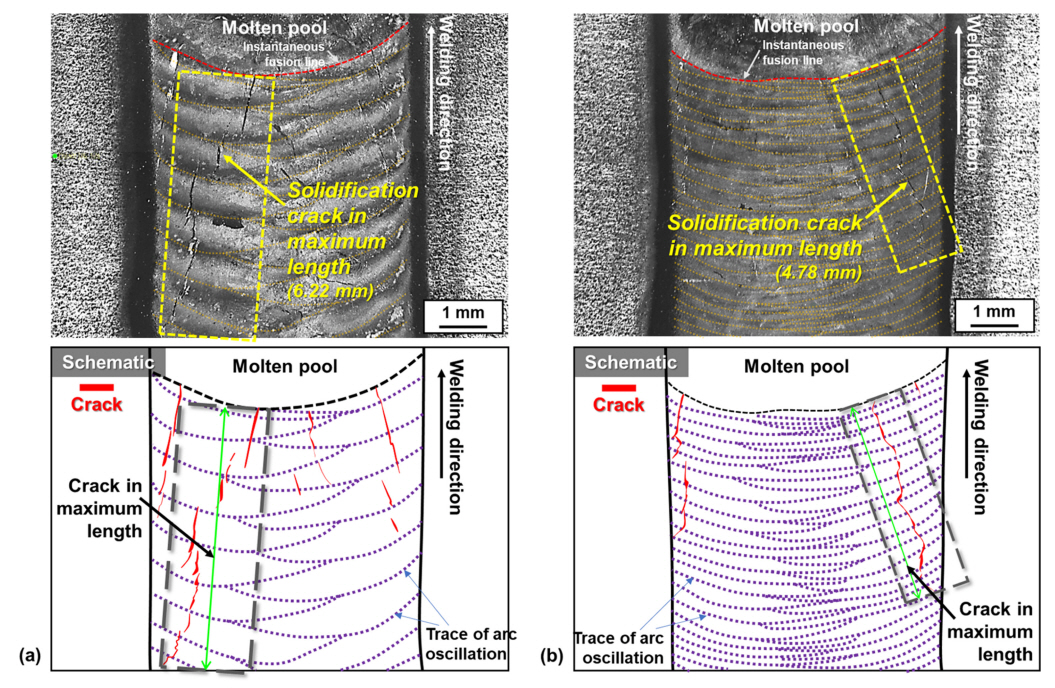
ĻĘĖļ”╝ 2ļŖö ņ¦üņäĀņÜ®ņĀæņØä ņĀüņÜ®ĒĢ£ Varestraint ņŗ£ĒŚś(ļČĆĻ░Ć ļ│ĆĒśĢļźĀ: (a)0.25%, (b)0.33%) Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. ļ╣äļō£ Ēæ£ļ®┤ņŚÉ Ļ│Āņś©ĻĘĀņŚ┤ņØś ļ░£ņāØņØ┤ ĒÖĢņØĖļÉśļ®░, ļČĆĻ░Ćļ│ĆĒśĢļźĀņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļ░£ņāØĒĢ£ Ļ│Āņś©ĻĘĀņŚ┤ņØś ĻĖĖņØ┤ļŖö ĻĖĖņ¢┤ņ¦ĆĻ│Ā, 0.33%ņØś ļČĆĻ░Ć ļ│ĆĒśĢļźĀ ņĪ░Ļ▒┤ņŚÉņä£ Ļ│Āņś©ĻĘĀņŚ┤ņØś ĻĖĖņØ┤(4.12 mm)ļŖö ĒżĒÖöļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ”╝ 2(b)ņŚÉ Ēæ£ņŗ£ĒĢ£ ņĄ£ņן ĻĖĖņØ┤ņØś Ļ│Āņś©ĻĘĀņŚ┤ Ēīīļ®┤ņŚÉ ļīĆĒĢ£ SEM Ļ┤Ćņ░░Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņ▒äņĘ©ĒĢ£ Ēīīļ®┤ņØś ņĀä ņśüņŚŁņŚÉņä£ ņÜ®ņĀæņØæĻ│Ā ļ░®Ē¢źņ£╝ļĪ£ņØś ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ĒśĢņä▒ ļ░Å ņĢĪļ¦ē(liquid film) Ļ┤ĆņŚ¼ ĒØöņĀüņØ┤ Ļ┤Ćņ░░ļÉśļŖö ļ░ö, Varestraint ņŗ£ĒŚśņŚÉņä£ ļ░£ņāØĒĢ£ ĻĘĀņŚ┤ņØĆ ļ¬©ļæÉ ņØæĻ│ĀĻĘĀņŚ┤ļĪ£ ĒīÉļ│äļÉśņŚłļŗż.
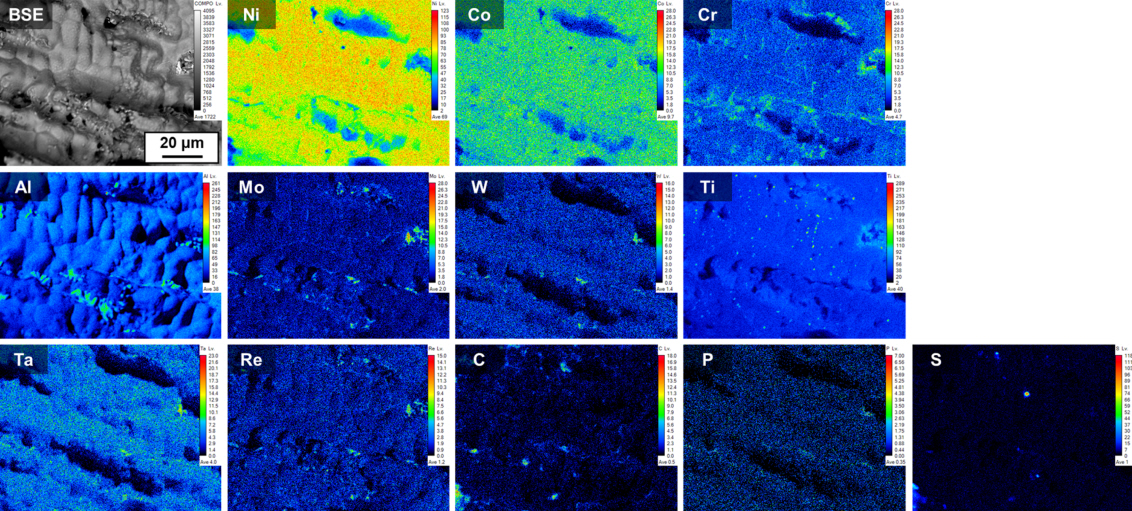
ĻĘĖļ”╝ 4ļŖö ĻĘĖļ”╝ 3 ņØæĻ│ĀĻĘĀņŚ┤ Ēīīļ®┤ ŌĆ£AŌĆØņśüņŚŁņŚÉ ļīĆĒĢ£ EPMA ļČäņäØĻ▓░Ļ│╝ņØ┤ļŗż. ņģĆ Ļ▓ĮĻ│äļČĆņŚÉ Cr, Al, Mo, Ta, Re ļō▒ ĒĢ®ĻĖł ņøÉņåīņØś ļ»ĖņäĖ ņØæĻ│ĀĒÄĖņäØņØ┤ ĒÖĢņØĖļÉśļ®░, ļČłņł£ļ¼╝ ņøÉņåīņØĖ P ļ░Å S ļśÉĒĢ£ ņØæĻ│ĀĻĘĀņŚ┤ Ēīīļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ļö░ļØ╝ņä£ CMSX-4 ĒĢ®ĻĖłņØś ņÜ®ņĀæ ņØæĻ│ĀĻĘĀņŚ┤ņØĆ ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ņÜ®ņĀæ ņØæĻ│Ā ņŗ£ ņāüĻĖ░ ĒĢ®ĻĖł, ļČłņł£ļ¼╝ ņøÉņåīļōżņØś ņØæĻ│ĀĒÄĖņäØ Ļ▒░ļÅÖĻ│╝ ļ░ĆņĀæĒĢ£ ņāüĻ┤ĆĻ┤ĆĻ│äĻ░Ć ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
3.2. ņĢäĒü¼ņśżņŗżļĀłņØ┤ņģś ņĀüņÜ®ņŚÉ ļö░ļźĖ BTR ļ│ĆĒÖö
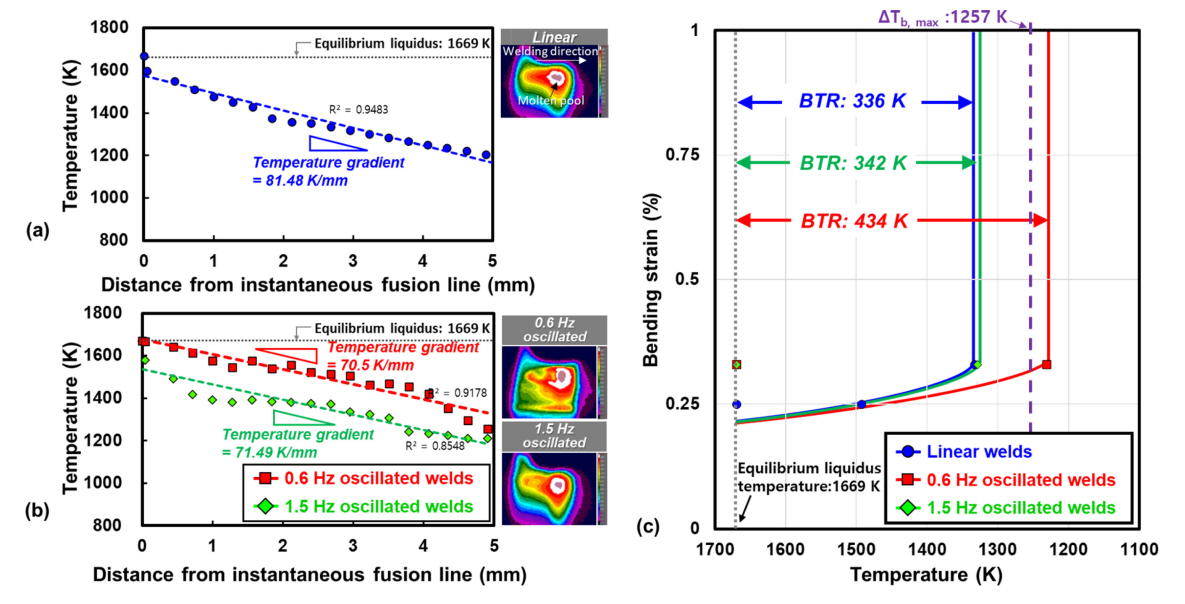
ĻĘĖļ”╝ 5ļŖö (a)0.6 Hz ļ░Å (b)1.5 Hz ņĢäĒü¼ ņśżņŗżļĀłņØ┤ņģśņØä ņĀüņÜ®ĒĢ£ Varestraint ņŗ£ĒŚśļČĆ ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØ ņ¢æņāüņØä ļ│┤ņŚ¼ņżĆļŗż. ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØņ£äņ╣śņÖĆ ņśżņŗżļĀłņØ┤ņģś Ļ▓ĮļĪ£ļź╝ ļÅÖņŗ£ņŚÉ Ēæ£ĒśäĒĢ£ ļ¬©ņŗØļÅäņÖĆ Ļ░ÖņØ┤, ņ¦üņäĀņÜ®ņĀæ Varestraint ņŗ£ĒŚś Ļ▓░Ļ│╝(ĻĘĖļ”╝ 2) ļīĆļ╣ä ļīĆļČĆļČäņØś ņØæĻ│ĀĻĘĀņŚ┤ņØĆ ļŗ©ļØĮļÉ£ ņ¢æņāüņØä ļ│┤ņØĖļŗż. ņĢäĒü¼ ņśżņŗżļĀłņØ┤ņģśņØä ņĀüņÜ®ĒĢ£ Varestraint ņŗ£ĒŚśļČĆņØś BTR ļÅäņČ£ļ░®ņĢłņŚÉ ļīĆĒĢ£ ļ│Ė ņĀĆņ×ÉņØś ņäĀĒ¢ēņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļź╝ ĒåĀļīĆļĪ£[2], ĻĘĀņŚ┤ ņĀäĒīīņØś Ļ░üļÅäņä▒ļČäņØ┤ ļ│┤ņĀĢļÉ£ ņĄ£ņן ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØņ£äņ╣ś ņāüņØś ņś©ļÅäĻĄ¼ļ░░ļź╝ ņĖĪņĀĢĒĢśņśĆĻ│Ā, ĒĢ┤ļŗ╣ Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØņŚÉ ļīĆĒĢ£ Ļ│Āņś© ņŚ░ņä▒Ļ│ĪņäĀ(Ductility Curve) ļ░Å BTRņØä ļÅäņČ£ĒĢśņśĆļŗż. ĻĘĖļ”╝ 6ņØĆ ĒĢ┤ļŗ╣ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż.
ĻĘĖļ”╝ 6(a)ļŖö ņ¦üņäĀņÜ®ņĀæ, (b)ļŖö 0.6 Hz ļ░Å 1.5 Hz ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæ Varestraint ņŗ£ĒŚśļČĆ(ņĄ£ņן ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØņ£äņ╣ś)ņØś ņś©ļÅäņØ┤ļĀź ļ░Å ņś©ļÅäĻĄ¼ļ░░ļź╝ ļéśĒāĆļéĖļŗż. ņ¦üņäĀņÜ®ņĀæņØś Ļ▓ĮņÜ░ 70.5 K/mmņØś ņś©ļÅäĻĄ¼ļ░░ļź╝ Ļ░Ćņ¦Ćļ®░, ņĢäĒü¼ ņśżņŗżļĀłņØ┤ņģśņØä ņĀüņÜ® ņŗ£, ĻĘĖ Ļ░ÆņØĆ ņåīĒÅŁ Ļ░ÉņåīĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ņśżņŗżļĀłņØ┤ņģś Ļ▓ĮļĪ£ņŚÉ ļö░ļźĖ ņäĀĒ¢ē ņÜ®ņ£ĄļČĆņØś ņ×¼Ļ░ĆņŚ┤ ĒśäņāüņŚÉ ĻĖ░ņØĖĒĢ£ļŗż [2]. ĒĢ┤ļŗ╣ ņś©ļÅä ĻĄ¼ļ░░ļź╝ ļ░öĒāĢņ£╝ļĪ£ Ļ░ü ņÜ®ņĀæņĪ░Ļ▒┤ņØś Ļ│Āņś©ņŚ░ņä▒Ļ│ĪņäĀ ļ░Å BTRņØä ļ╣äĻĄÉĒĢśņśĆļŗż (ĻĘĖļ”╝ 6(c)). ņ¦üņäĀņÜ®ņĀæļČĆņØś BTRņØĆ 336 KņØ┤ļ®░, ņĢäĒü¼ ņśżņŗżļĀłņØ┤ņģś ņĀüņÜ®ņŚÉ ļö░ļØ╝ BTRņØĆ ĒÖĢļīĆļÉśļŖö Ļ▓░Ļ│╝ļź╝ ļ¬ģĒÖĢĒ׳ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż(0.6 Hz: 342 K, 1.5 Hz: 434 K). ĒŖ╣Ē׳, 0.6 Hz ņĢäĒü¼ ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæ ņŗ£ņØś BTRņØĆ ņ¦üņäĀ ņÜ®ņĀæļČĆ ļīĆļ╣ä ņĢĮ 100 K ĒÖĢļīĆļÉ£ Ļ░ÆņØä ļéśĒāĆļéĖļŗż.
3.3. ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł ņÜ®ņĀæ BTR ņ¦Ćļ░░ņØĖņ×ÉņŚÉ ļīĆĒĢ£ Ļ│Āņ░░
ļ│Ė ņĀłņŚÉņä£ļŖö ņÜ®ņĀæņØæĻ│Ā ņŗ£ņØś ņś©ļÅäļ▓öņ£ä ļ░Å ļŗ©Ļ▓░ņĀĢ ņä▒ņן Ļ▒░ļÅÖ, Ļ│Āļ░®ņ£äņ░© Ļ▓░ņĀĢļ”ĮĻ│ä ļČäĒż, ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ļ│æĒĢ®Ļ│╝ļāēļÅä Ļ┤ĆņĀÉņŚÉņä£ ļé£ņÜ®ņĀæņä▒ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł ņÜ®ņĀæ ņŗ£ņØś BTR ļ│ĆĒÖö ņ¦Ćļ░░ņØĖņ×ÉņŚÉ ļīĆĒĢ┤ ļŗżĻ░üļÅäļĪ£ Ļ│Āņ░░ĒĢśņśĆļŗż.
3.3.1. ņĢäĒü¼ ņśżņŗżļĀłņØ┤ņģś ņĀüņÜ®ņŚÉ ļö░ļźĖ ņÜ®ņĀæņØæĻ│Ā ņś©ļÅäļ▓öņ£ä ļ│ĆĒÖö ņČöņĀĢ
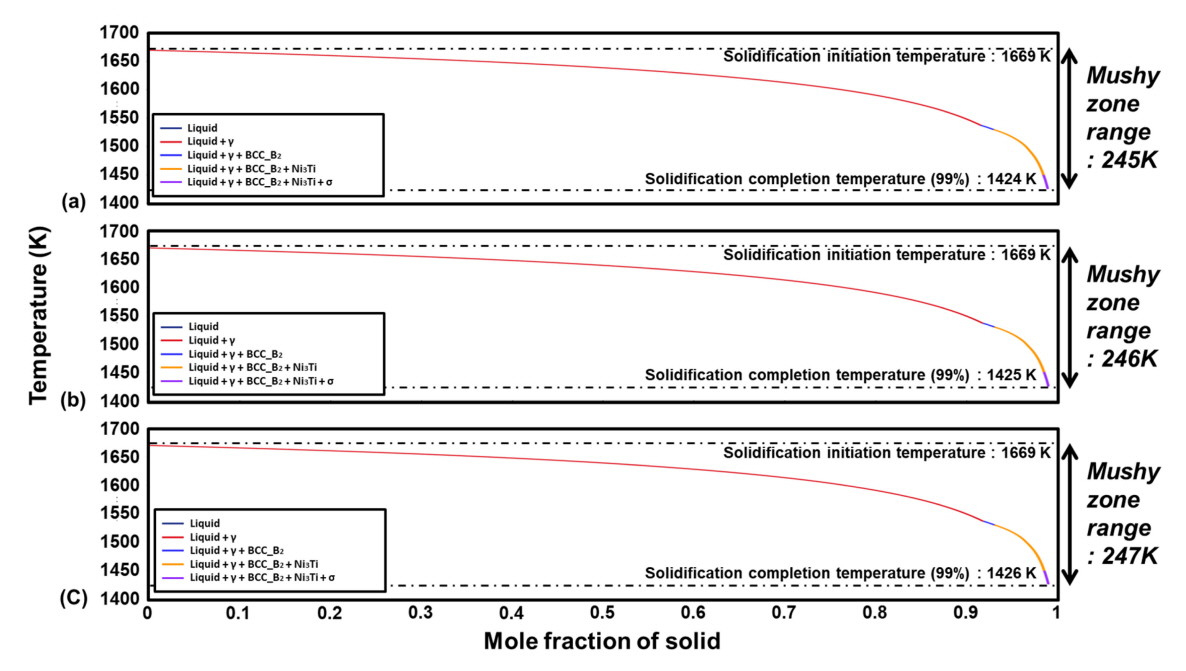
ĻĘĖļ”╝ 7ņØĆ Thermo-Calc(Database: TCNI9)ļź╝ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ņØæĻ│ĀĻ│╝ņĀĢ(solidification path) ļ░Å ņØæĻ│Āņś©ļÅäļ▓öņ£ä Ļ│äņé░Ļ▓░Ļ│╝ņØ┤ļŗż. ļ│Ė Ļ│äņé░ņŚÉļŖö ļāēĻ░üņåŹļÅä ļ│ĆĒÖöņŚÉ ļö░ļźĖ ĒÖĢņé░ Ļ▒░ļÅÖ ņ░©ņØ┤Ļ░Ć ļ░śņśü Ļ░ĆļŖźĒĢ£ ņåŹļÅäļĪĀ ņåīĒöäĒŖĖņø©ņ¢┤(MOBNI5)ļź╝ ņŚ░Ļ│äņŗ£Ēé© Scheil ļ¬©ļŹĖņØä ņĀüņÜ®ĒĢśņśĆļŗż. Ēæ£ 4ļŖö ļīĆĒæ£ņĀüņØĖ Ļ│äņé░ ņ×ģļĀź ņĪ░Ļ▒┤ņØä ņÜöņĢĮĒĢśņśĆļŗż. ņ¦üņäĀ ņÜ®ņĀæ ņŗ£ņØś ņÜ®ņĀæņØæĻ│Ā ņś©ļÅäļ▓öņ£äļŖö 245 K(ĻĘĖļ”╝ 7(a))ņØ┤ļ®░, 0.6 Hz (ĻĘĖļ”╝ 7(b)) ļ░Å 1.5 Hz (ĻĘĖļ”╝ 7(c)) ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæņØś Ļ▓ĮņÜ░ 246 K, 247 KļĪ£ Ļ░üĻ░ü Ļ│äņé░ļÉśņŚłļŗż. ņ”ē, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀüņÜ®ĒĢ£ 3ņóģņØś ņÜ®ņĀæ ņØæĻ│ĀņĪ░Ļ▒┤ņØĆ, ļÅÖļō▒ ņłśņżĆņØś ņØæĻ│Āņś©ļÅäļ▓öņ£äļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉ£ ļ░ö, ĻĘĖļ”╝ 6(c)ņŚÉņä£ ņäżļ¬ģĒĢ£ ņĄ£ļīĆ 100 KņØś BTR ņ░©ņØ┤ņŚÉ ļīĆĒĢ┤ņä£ļŖö ņØæĻ│ĀĻĘĀņŚ┤ ļČĆņØś ļ»ĖņäĖ ņØæĻ│ĀĒÄĖņäØ Ļ▒░ļÅÖ(ĻĘĖļ”╝ 4)ņØ┤ ļ░śņśüļÉ£ ņØæĻ│Āņś©ļÅäļ▓öņ£ä ļ│ĆĒÖöĻ░Ć ņĢäļŗī ļŗżļźĖ Ļ┤ĆņĀÉņŚÉņä£ Ļ▓ĆĒåĀĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ļŗżĻ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł ņÜ®ņĀæ ņŗ£ņØś BTRņØĆ ņÜ®ņĀæņØæĻ│Āļ▓öņ£äņŚÉ ĒżĒĢ©ļÉśļŖö Ļ░ÆņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ņ£╝ļéś[14], ĻĘĖļ”╝ 8 ļ░Å 7(c)ņŚÉ ļéśĒāĆļéĖ CMSX-4ņØś ņØæĻ│Āņś©ļÅäļ▓öņ£äņÖĆ BTRņØĆ ļ░śļīĆņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓ā ļśÉĒĢ£ ļŗżļźĖ Ļ┤ĆņĀÉņŚÉņä£ņØś BTR Ļ▒░ļÅÖ Ļ│Āņ░░ ĒĢäņÜöņä▒ņØä ļÆĘļ░øņ╣©ĒĢ£ļŗż.
3.3.2. ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀ ļ░Å ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│ä ļ░®ņ£äņ░©ņÖĆ BTR ņāüĻ┤ĆĻ┤ĆĻ│ä
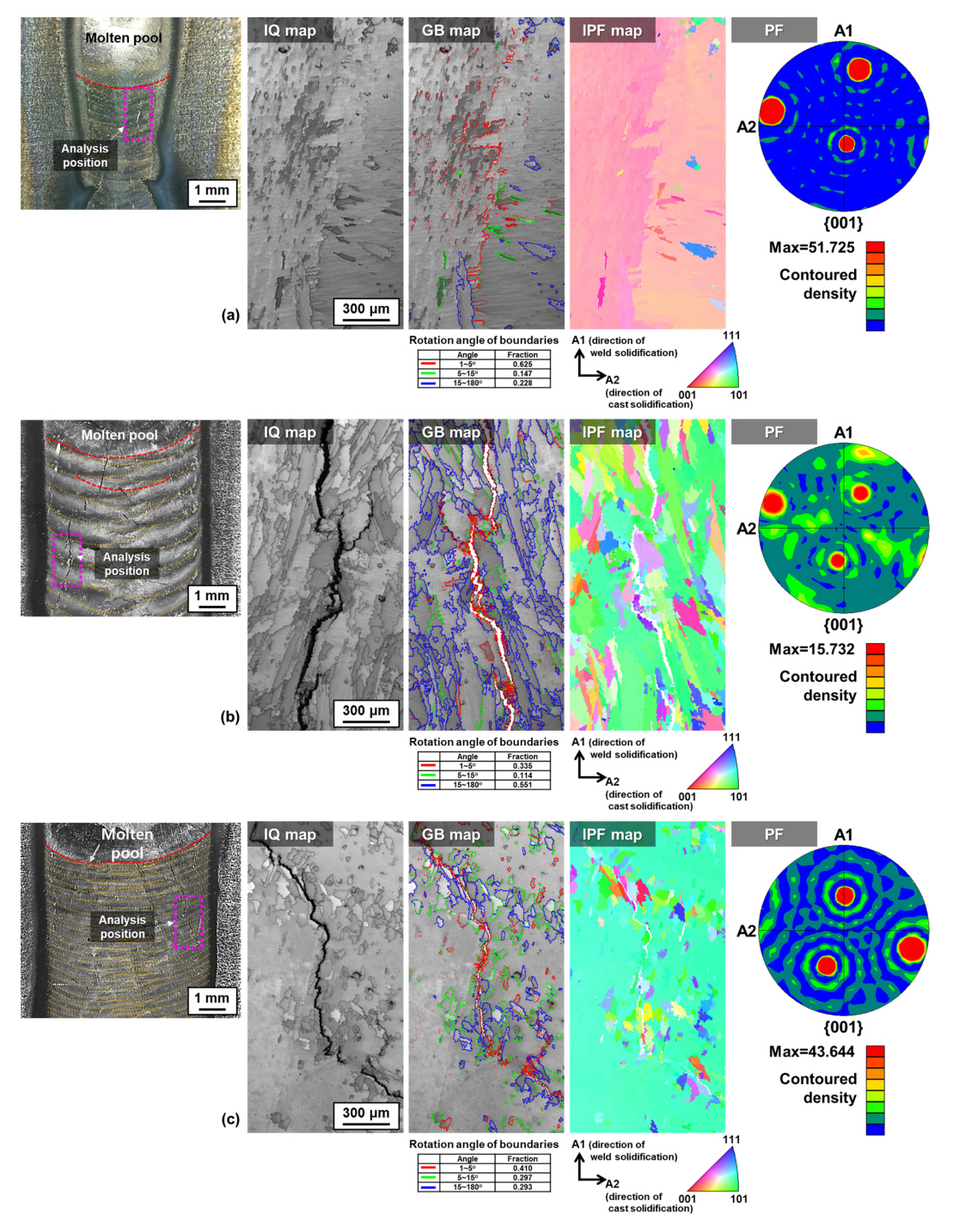
ĻĘĖļ”╝ 8ņØĆ (a)ņ¦üņäĀņÜ®ņĀæ ļ░Å (b)0.6 Hz, (c)1.5 Hz ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæļČĆ Ēæ£ļ®┤ņØś EBSD ļČäņäØĻ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. ļČäņäØņ£äņ╣śļŖö Varestraint ņŗ£ĒŚśļČĆ Ēæ£ļ®┤ņŚÉ Ēæ£ņŗ£ĒĢ£ ņĄ£ņן ņØæĻ│ĀĻĘĀņŚ┤ļČĆņØ┤ļŗż. Image Quality(IQ) ļ░Å Inverse Pole Figure(IPF), Grain Boundary(GB) ņØ┤ļ»Ėņ¦ĆņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļō»ņØ┤, ņØæĻ│ĀĻĘĀņŚ┤ņØĆ 5┬░ ņØ┤ņāüņØś Ļ│ĀĻ░üĻ▓░ņĀĢļ”ĮĻ│äņŚÉ ņ¦æņżæņĀüņ£╝ļĪ£ ņ£äņ╣śĒĢśĻ│Ā, ņ¦üņäĀņÜ®ņĀæ ļīĆļ╣ä ļŗżĻ▓░ņĀĢĒÖö ļÉ£ ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæļČĆņŚÉņä£ Ļ│ĀĻ░üņØś ļ░®ņ£äņ░©ņÖĆ ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØĻ▒░ļÅÖņØś ņāüĻ┤ĆĻ┤ĆĻ│äļŖö ļ│┤ļŗż ļ¬ģĒÖĢĒ׳ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØĖņĀæ ņłśņ¦ĆņāüņØś ņä▒ņןņŚÉ ņ׳ņ¢┤ ļ░®ņ£äņ░©ņŚÉ ļö░ļØ╝ ņØæĻ│Ā ņĄ£ņóģļŗ©Ļ│äņØś ņĢĪļ¦ē ĒśĢņä▒Ļ▒░ļÅÖņŚÉ ņ░©ņØ┤ņŚÉ ļīĆĒĢ┤ ļ│┤Ļ│ĀĒĢ£ RappazņØś ņäĀĒ¢ēņŚ░ĻĄ¼ņŚÉ ņØśĒĢśļ®┤ [15,16], 5┬░ ļ»Ėļ¦īņØś ņĀĆĻ░üļ░®ņ£äņ░©Ļ╣īņ¦ĆļŖö Ļ▓ĮņÜ░ ņØĖņĀæ ņłśņ¦Ćņāü Ļ░äņŚÉļŖö ņØĖļĀź ņ×æņÜ®ņ£╝ļĪ£ ņØæĻ│Ā ņĄ£ņóģ ļŗ©Ļ│äņŚÉņä£ ņĢĪņĀü(Liquid Droplet)ĒśĢĒā£ņØś ņ×öļźś ņĢĪņāüņØ┤ ĒśĢņä▒ļÉśĻĖ░ ņÜ®ņØ┤ĒĢśļ®░, ĻĘĖ Ļ▓░Ļ│╝ ņØæĻ│ĀĻĘĀņŚ┤ņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁņä▒ņØ┤ ļåÆņĢäņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī CMSX-4ņÖĆ Ļ░ÖņØĆ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņŚÉņä£ļŖö ņĢĮ 6.9┬░ļČĆĒä░ ņØĖņĀæ ņłśņ¦Ćņāü Ļ░äņŚÉ ņ▓ÖļĀźņØ┤ ņ×æņÜ®ĒĢśļŖö ņ×äĻ│ä ļ░®ņ£äņ░©ļĪ£ ņĢīļĀżņĀĖ ņ׳ņ£╝ļ®░, ĒŖ╣Ē׳ ĒĢ┤ļŗ╣ ļ░®ņ£äņ░©ļČĆĒä░ļŖö ņ¢ćņØĆ ņĢĪļ¦ē(Liquid Film)ņØś ĒśĢņä▒Ļ│╝ ĒĢ©Ļ╗ś ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØ ļ░Å ņĀäĒīīĻ░Ć ņ┤ēņ¦äļÉśļ®░, ņØ┤ļ¤¼ĒĢ£ Ļ▒░ļÅÖņØĆ 15┬░ ņØ┤ņāüņØś Ļ│Āļ░®ņ£äņ░©ļź╝ Ļ░Ćņ¦łņłśļĪØ ņŗ¼ĒÖöļÉśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż [10]. ļö░ļØ╝ņä£ EBSD ļČäņäØĻ▓░Ļ│╝ņŚÉņä£ ĒÖĢņØĖļÉ£ ņØæĻ│ĀĻĘĀņŚ┤ ļ░£ņāØņ£äņ╣ś (ĻĘĖļ”╝ 8) ļśÉĒĢ£ ņäĀĒ¢ēņŚ░ĻĄ¼ņÖĆ ņØ╝ņ╣śĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
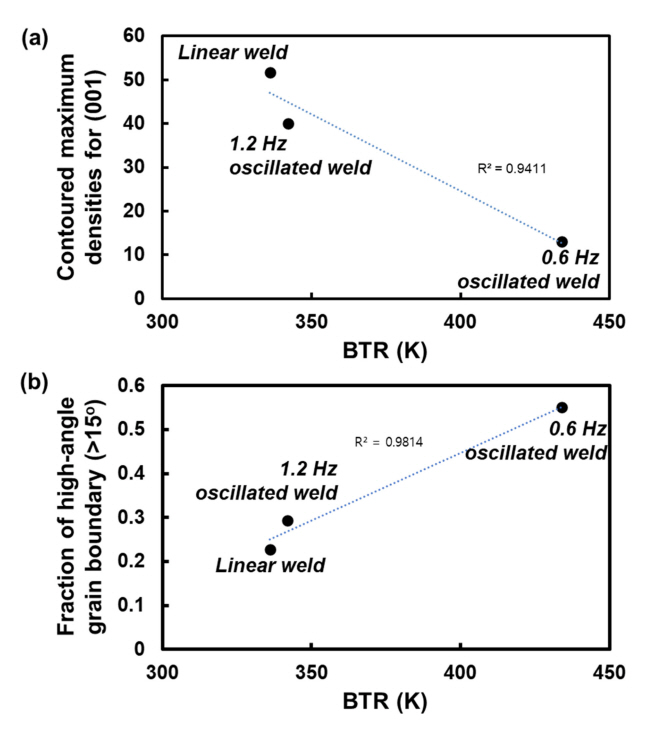
ņāüĻĖ░ņØś Ļ│Āļ░®ņ£äņ░© ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│ä ĒśĢņä▒Ļ▒░ļÅÖĻ│╝ ņÜ®ņ£ĄļČĆņØś ļŗ©Ļ▓░ņĀĢ ļŗ¼ņä▒ļźĀņŚÉļŖö ĻĘ╝ļ│ĖņĀüņØĖ ņāüĻ┤ĆĻ┤ĆĻ│äĻ░Ć ņĪ┤ņ×¼ĒĢĀ ņłśļ░¢ņŚÉ ņŚåņ£╝ļ®░, ļö░ļØ╝ņä£ ĒĢ┤ļŗ╣ Ļ▒░ļÅÖĻ│╝ BTR ļ│ĆĒÖöņÖĆņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņ¦üņĀæņĀüņ£╝ļĪ£ Ļ▓ĆĒåĀĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀņØä ņĀĢļ¤ēņĀüņ£╝ļĪ£ ļéśĒāĆļé┤ĻĖ░ ņ£äĒĢ┤ ĻĘĖļ”╝ 8ņŚÉ ļéśĒāĆļéĖ Pole Figure(PF) ņāüņØś Contoured Density Ļ░ÆņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ĻĘĖļ”╝ 9ļŖö (a) Contoured Density Ļ░Æ(ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀ) ļ░Å (b)15┬░ ņØ┤ņāüņØś Ļ▓░ņĀĢļ”ĮĻ│ä ļČäņ£©Ļ│╝ BTRņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņĀĢļ”¼ĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. Ļ░Ćņן ļåÆņØĆ ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀ(Contoured Density Ļ░Æ: 51.725)ņØä Ļ░Ćņ¦ĆļŖö ņ¦üņäĀ ņÜ®ņĀæļČĆņØś Ļ▓ĮņÜ░ Ļ░Ćņן ĒśæņåīĒĢ£ BTRņØä, Ļ░Ćņן ļé«ņØĆ ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀņØä Ļ░Ćņ¦ĆļŖö 0.6 Hz ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæļČĆĻ░Ć Ļ░Ćņן ļäōņØĆ BTRņØä ļéśĒāĆļé┤ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśļ®░, ņ”ē ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀĻ│╝ BTR ņŚÉļŖö ļåÆņØĆ ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņĪ┤ņ×¼ĒĢ©ņØä ļ¬ģĒÖĢĒ׳ ņĢī ņłś ņ׳ļŗż (ĻĘĖļ”╝ 9(a)). ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ņÖĆ ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢ź, ņ”ē 15┬░ ņØ┤ņāüņØś Ļ│Āļ░®ņ£äņ░©ļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓░ņĀĢļ”ĮĻ│äņØś ļČäņ£©ņØ┤ Ļ░ÉņåīĒĢĀņłśļĪØ BTRņØĆ ņČĢņåīļÉśļŖö Ļ▓ĮĒ¢ź ļśÉĒĢ£ ĒÖĢņØĖļÉśņŚłļŗż (ĻĘĖļ”╝ 9(b)). ļö░ļØ╝ņä£ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØś Ļ▓ĮņÜ░, ĻĘĖļ”╝ 7Ļ│╝ Ļ░ÖņØ┤ ļÅÖļō▒ņłśņżĆņØś ņÜ®ņĀæņØæĻ│Ā ņś©ļÅäļ▓öņ£äļź╝ Ļ░Ćņ¦ĆļŖö ņÜ®ņĀæ ņØæĻ│ĀņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢśļŹöļØ╝ļÅä ņĢĮ 100 KņØś BTR ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņØĆ(ĻĘĖļ”╝ 6(c)), ņÜ®ņ£ĄļČĆņØś ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀĻ│╝ Ļ│ĀĻ░üņØś ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│ä ļČäņ£©ņØś ņ░©ņØ┤ņŚÉ ņØśņĪ┤ĒĢśļŖö Ļ▓░Ļ│╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļŹöļČłņ¢┤ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ļ░Ćņן ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀņØ┤ ļåÆņĢśļŹś ņ¦üņäĀ ņÜ®ņĀæļČĆļÅä ņÖäņĀäĒĢ£ ļŗ©Ļ▓░ņĀĢ ņÜ®ņ£ĄļČĆļĪ£ ĒīÉļŗ©ĒĢĀ ņłśļŖö ņŚåĻĖ░ņŚÉ(ĻĘĖļ”╝ 8(a)), ļ│┤ļŗż ļåÆņØĆ ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀņØ┤ ĒÖĢļ│┤ Ļ░ĆļŖźĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØś ņĀüņÜ® ņŗ£, ņČöĻ░ĆņĀüņØĖ BTR ņČĢņåīĻ░Ć Ļ░ĆļŖźĒĢĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
3.3.3. ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│ä ļ░®ņ£äņ░©ņŚÉ ļö░ļźĖ ņ×öļźśņĢĪņāüņØś ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ļ│æĒĢ®Ļ│╝ļāēļÅä Ļ▓ĆĒåĀ
Lu et al.ņØś ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤ ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØś ņĀüņĖĄņĀ£ņĪ░ Ļ│╝ņĀĢņŚÉņä£ ņØĖņĀæ ņłśņ¦Ćņāü Ļ░äņØś ļ░®ņ£äņ░©ņŚÉ ļö░ļØ╝ ņĄ£ņóģ ņ×öļźś ņĢĪņāüņØś ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ļ│æĒĢ®Ļ│╝ļāēļÅä ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļ®░, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņØ┤ņŚÉ ļö░ļØ╝ ņĀüņĖĄņĀ£ņĪ░ļČĆņØś ņØæĻ│ĀĻĘĀņŚ┤ Ļ▒░ļÅÖņØ┤ ņāüņØ┤ĒĢśļŗżĻ│Ā ļ│┤Ļ│ĀļÉ£ ļ░ö ņ׳ļŗż [10]. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀüņÜ®ļÉ£ Varestraint ņŗ£ĒŚśņØś ĒŖ╣ņä▒ ņāü, ĒÅēĻ░ĆļÉ£ BTR ļśÉĒĢ£ ņØæĻ│Ā ņĄ£ņóģļŗ©Ļ│äņŚÉņä£ ņĪ┤ņ×¼ĒĢśļŖö ņ×öļźśņĢĪņāüņØś ĒŖ╣ņä▒ņŚÉ ņØśĒĢ┤ ĻĘĖ Ļ░ÆņØ┤ ļ│ĆĒĢĀ ņłś ņ׳ļŖö ļ░ö, ĻĘĖļ”╝ 9ņŚÉ ļéśĒāĆļéĖ ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀ ļ░Å Ļ│ĀĻ░ü ļ░®ņ£äņ░© ļČäņ£©ņŚÉ ļö░ļźĖ BTR ļ│ĆĒÖöņŚÉ ļīĆĒĢ┤ņä£ļŖö ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ļ│æĒĢ®Ļ│╝ļāēļÅä Ļ┤ĆņĀÉņŚÉņä£ ņČöĻ░Ć Ļ│Āņ░░ĒĢśņśĆļŗż.
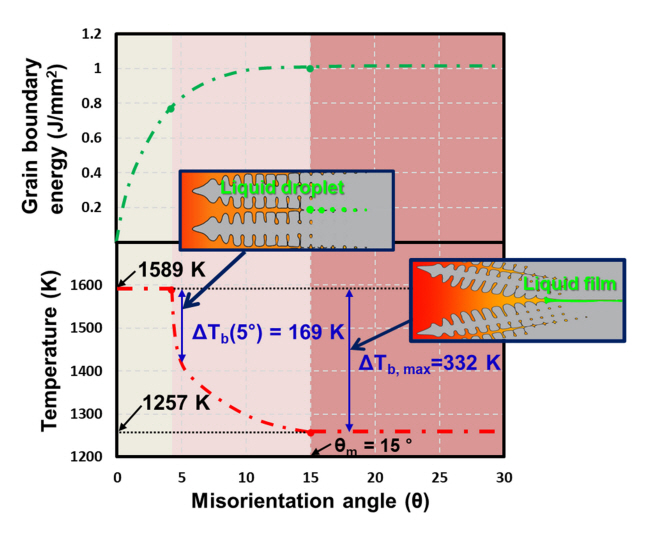
ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ļ│æĒĢ®Ļ│╝ļāēļÅä(Ō¢│Tb)ļŖö ņŗØ 1, 2ļĪ£ Ēæ£ĒśäĒĢĀ ņłś ņ׳ņ£╝ļ®░, ĒŖ╣Ē׳ Ō¢│TbļŖö Ļ▓░ņĀĢļ”ĮĻ│ä ņŚÉļäłņ¦Ć(╬│gb)ņŚÉ ņØśņĪ┤ĒĢśĻ│Ā, ╬│gbļŖö Ļ▓░ņĀĢļ”Į Ļ░äņØś ļ░®ņ£äņ░© (╬Ė) ĒĢ©ņłśļĪ£ Ēæ£ĒśäļÉĀ ņłś ņ׳ļŗż [10].
ņāüĻĖ░ ņŗØņŚÉņä£ ╬│slļŖö Ļ│Āņāü ņĢĪņāü Ļ░äņØś Ļ│äļ®┤ņŚÉļäłņ¦Ć, Ō¢│Sf ņÜ®ņ£Ą ņŚöĒŖĖļĪ£Ēö╝(Entropy of Fusion), ╬┤ļŖö ĒÖĢņé░Ļ│äļ®┤ ļæÉĻ╗ś(Diffusion Interface Thickness), GļŖö ņĀäļŗ© Ēāäņä▒Ļ│äņłś, bļŖö ļ▓äĻ▒░ņŖżļ▓ĪĒä░(Burgers Vector), v ĒæĖņĢäņåĪ ļ╣ä(PoissonŌĆÖs Ratio), ĻĘĖļ”¼Ļ│Ā ╬ĖmņØĆ ņĄ£ļīĆ ╬│gbļź╝ Ļ░Ćņ¦ĆļŖö ╬ĖņØ┤ļŗż.
ĻĘĖļ”╝ 10ņØĆ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ CMSX-4 ĒĢ®ĻĖłņŚÉ ļīĆĒĢ┤ ņØĖņĀæ ņłśņ¦Ćņāü Ļ░äņØś ļ░®ņ£äņ░©ņŚÉ ļö░ļźĖ ╬│gb ļ░Å Ō¢│Tb ļ│ĆĒÖöļź╝ Ļ│äņé░ĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖ Ļ▓░Ļ│╝, ╬Ė= 0┬░ņØś Ļ▓ĮņÜ░ ļīĆļ╣ä, ╬Ė= 5┬░ņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö 169 KņØś ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ļ│æĒĢ®Ļ│╝ļāēļÅäĻ░Ć ļ░£ņāØĒĢśļ®░, ĒŖ╣Ē׳ ╬Ė= 15┬░ (ņĄ£ļīĆļ│æĒĢ®Ļ│╝ļāēļÅä(Ō¢│Tb max) ņ¦ĆņĀÉ)ņŚÉņä£ļŖö 332 KņØś ņČöĻ░ĆņĀüņØĖ ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ļ│æĒĢ®Ļ│╝ļāēļÅäĻ░Ć ļ░£ņāØĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ĒŖ╣Ē׳ Ō¢│Tb maxĻ░Ć ļ░£ņāØĒĢśļŖö ņ¦ĆņĀÉņØś Ļ│╝ļāēļÉ£ ņ×öļźśņĢĪņāü ņś©ļÅäļŖö 1257 KļĪ£ Ļ│äņé░ļÉśņŚłņ£╝ļ®░, ņØ┤ļź╝ ĻĘĖļ”╝ 6(c)ņØś BTR ĒÅēĻ░ĆĻ▓░Ļ│╝ņŚÉ ĒĢ©Ļ╗ś Ēæ£ņŗ£ĒĢśņśĆļŗż. Ō¢│Tb max Ļ░Ć ņĪ┤ņ×¼ĒĢśļŖö ņ×öļźśņĢĪņāüņØś ņś©ļÅäļŖö 0.6 Hz ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæņĪ░Ļ▒┤ņØś ĒÖĢļīĆļÉ£ BTR ņśüņŚŁņŚÉ ņĀĢĒÖĢĒ׳ ņ£äņ╣śĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀņØ┤ ļé«ņĢäņ¦ĆĻ│Ā, Ļ│ĀĻ░üņØś Ļ▓░ņĀĢļ”ĮĻ│ä ļ░®ņ£äņ░© ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ BTR ņØ┤ ĒÖĢļīĆļÉśļŖö Ļ▓░Ļ│╝ļŖö ņØĖņĀæ ņłśņ¦Ćņāü Ļ░äņØś Ļ│ĀĻ░ü ļ░®ņ£äņ░© ļ░£ņāØņŚÉ ļö░ļźĖ Ō¢│Tb ņ”ØĻ░ĆņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓░Ļ│╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļŹöļČłņ¢┤ Lu et al.ņØś ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤ Ō¢│Tb Ļ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ×öļźśņĢĪņāüņØś ĒśĢĒā£ļÅä ņĢĪņĀüņŚÉņä£ ņĢĪļ¦ē ĒśĢĒā£ļĪ£ ļ│ĆĒÖöĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż [10]. ļö░ļØ╝ņä£ Ļ│ĀĻ░ü ļ░®ņ£äņ░© ļ░£ņāØņŚÉ ļö░ļźĖ BTR ĒÖĢļīĆņŚÉļŖö Ō¢│Tb ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņ×öļźś ņĢĪļ¦ēņØś ņĘ©ņĢĮĒĢ£ ņØæĻ│ĀĻĘĀņŚ┤ ņĀäĒīīņĀĆĒĢŁņä▒ļÅä ĒżĒĢ©ļÉ£ Ļ▓░Ļ│╝ņØ╝ Ļ▓āņ£╝ļĪ£ ņČöņĀĢļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļé£ņÜ®ņĀæņä▒ CMSX-4 ļŗ©Ļ▓░ņĀĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖł ņÜ®ņĀæļČĆ ņØæĻ│ĀĻĘĀņŚ┤ ļ»╝Ļ░ÉļÅä(BTR)ļź╝ ĻĖ░ņ┤łņĀüņ£╝ļĪ£ Ļ▓ĆĒåĀĒĢ©Ļ│╝ ļÅÖņŗ£ņŚÉ, ņÜ®ņĀæ ņÜ®ņ£ĄļČĆņØś ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀĻ│╝ ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│ä ĒśĢņä▒ ņ░©ņØ┤ņŚÉ ļö░ļźĖ BTR ļ│ĆĒÖö Ļ▒░ļÅÖņŚÉ ļīĆĒĢ┤ ĒÅēĻ░Ć, ņÜ®ņĀæņØæĻ│Ā ņś©ļÅäļ▓öņ£äļź╝ ņĀ£ņÖĖĒĢ£ ņØæĻ│ĀĻĘĀņŚ┤ ļ»╝Ļ░ÉļÅä ņäĖļČĆ ņĀĆĻ░É ļ░®ņĢłņŚÉ ļīĆĒĢ┤ Ļ│Āņ░░ĒĢśņśĆļŗż. ļ│Ė ļģ╝ļ¼ĖņØś Ļ▓░ļĪĀņØä ņĢäļלņÖĆ Ļ░ÖņØ┤ ņÜöņĢĮĒĢśņśĆļŗż.
ŌŚÅ ļŗ©Ļ▓░ņĀĢ CMSX-4 ĒĢ®ĻĖłņØś BTRņØĆ Varestraint ņŗ£ĒŚś ņÜ®ņĀæņŗ£ņØś ņÜ®ņ£Ą Ļ▓ĮļĪ£ņŚÉ ļö░ļØ╝ ļŗ¼ļØ╝ņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłņ£╝ļ®░, ņ¦üņäĀņÜ®ņĀæļČĆ 336 K, 0.6 Hz ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæļČĆ 434 K, 1.5 Hz ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæļČĆ 342 KļĪ£ Ļ░üĻ░ü ĒÅēĻ░ĆļÉśņŚłļŗż.
ŌŚÅ ĒÖĢņé░Ļ▒░ļÅÖ ņ░©ņØ┤ļź╝ ļČĆņŚ¼ĒĢ£ ņÜ®ņĀæņØæĻ│Ā ņś©ļÅäļ▓öņ£ä Ļ│äņé░ Ļ▓░Ļ│╝, ņÜ®ņĀæ ņĪ░Ļ▒┤ ļ│ĆĒÖöņŚÉ ļö░ļźĖ Ēü░ ņś©ļÅäļ▓öņ£äņØś ļ│ĆĒÖöļŖö ĒÖĢņØĖļÉśņ¦Ć ņĢŖņĢśņ£╝ļ®░(ņ¦üņäĀņÜ®ņĀæļČĆ: 245 K, 0.6 Hz ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæļČĆ: 246 K, 1.5 Hz ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæļČĆ: 247 K), ļö░ļØ╝ņä£ ņĢĮ 100 KņØś ņ░©ņØ┤ļź╝ ļ│┤ņØ┤ļŖö BTR ļ│ĆĒÖöĻ▒░ļÅÖņŚÉ ļīĆĒĢ┤ņä£ļŖö ņÜ®ņ£ĄļČĆņØś ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀĻ│╝ Ļ│ĀĻ░üņØś ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│ä ĒśĢņä▒Ļ▒░ļÅÖ Ļ┤ĆņĀÉņŚÉņä£ Ļ│Āņ░░ĒĢśņśĆļŗż.
ŌŚÅ ņ¦üņäĀ ņÜ®ņĀæļČĆņØś Ļ▓ĮņÜ░, ņÜ®ņĀæ ņÜ®ņ£ĄļČĆņØś ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀņØ┤ ļåÆņĢäņ¦Ćļ®┤ņä£ Ļ│ĀĻ░üņØś ļ░®ņ£äņ░©ļź╝ Ļ░Ćņ¦ĆļŖö ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│ä ļČäņ£©ņØĆ ļé«ņĢäņ¦Ćļ®░, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ Ļ░Ćņן ņóüņØĆ BTR (336 K)ņØä ļéśĒāĆļé┤ņŚłļŗż. ļ░śļīĆļĪ£, 0.6 Hz ņśżņŗżļĀłņØ┤ņģś ņÜ®ņĀæļČĆņØś Ļ▓ĮņÜ░, ļ╣äĻĄÉņĀü ļé«ņØĆ ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀĻ│╝ ĒĢ©Ļ╗ś ņāüļŗ╣ļ¤ēņØś Ļ│ĀĻ░ü ņØæĻ│ĀĻ▓░ņĀĢļ”ĮĻ│äļź╝ Ļ░Ćņ¦Ćļ®░, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ Ļ░Ćņן ļäōņØĆ BTR Ļ░Æņ£╝ļĪ£ ņØ┤ņ¢┤ņ¦ĆļŖö Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö Ļ│ĀĻ░üņØś Ļ▓░ņĀĢļ”ĮĻ│äĻ░Ć ņØæĻ│Ā ņĄ£ņóģļŗ©Ļ│äņØś ņØĖņĀæņłśņ¦ĆņāüĻ░ä ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ļ│æĒĢ®Ļ│╝ļāēļÅäļź╝ ņŗ¼ĒÖöņŗ£ņ╝£ ņØæĻ│Āļ▓öņ£äļź╝ ĻĄŁņåīņĀüņ£╝ļĪ£ ĒÖĢļīĆņŗ£Ēéżļ®░, ļśÉĒĢ£ ņØæĻ│ĀĻĘĀņŚ┤ ņĀäĒīīņŚÉ ņĘ©ņĢĮĒĢ£ ņ×öļźśņĢĪļ¦ēņØś ĒśĢņä▒ņØä ņ┤ēņ¦äņŗ£ĒéżĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
ŌŚÅ ļÅÖļō▒ņłśņżĆņØś ņÜ®ņĀæņØæĻ│Ā ņś©ļÅäļ▓öņ£äļź╝ Ļ░Ćņ¦ĆļŖö ņÜ®ņĀæ Ļ│ĄņĀĢ ĒĢśņŚÉņä£ ņÜ®ņĀæ ņØæĻ│ĀĻĘĀņŚ┤ ļ»╝Ļ░ÉļÅäļź╝ ņĄ£ņåīĒÖöņŗ£ĒéżĻĖ░ļź╝ ņ£äĒĢ┤ņä£ļŖö, Ļ░ĆĻĖēņĀü ļåÆņØĆ ļŗ©Ļ▓░ņĀĢ ņä▒ņןļźĀņØś ĒÖĢļ│┤Ļ░Ć ĒĢäņłśņĀüņ×äņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.