1. ņä£ ļĪĀ
304L ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ(SS304L)ņØĆ CrĻ│╝ NiņØä ĒĢ©ņ£ĀĒĢśņŚ¼ ņÜ░ņłśĒĢ£ ļé┤ļČĆņŗØņä▒ņØä Ļ░¢Ļ│Ā, ļåÆņØĆ ĻĖ░Ļ│äņĀü Ļ░ĢļÅäļź╝ Ļ░¢ļŖöļŗż. ļö░ļØ╝ņä£, SS304LņØĆ ņŚ┤ĻĄÉĒÖśĻĖ░, Ļ░ĆņŖż ļ│┤ņØ╝ļ¤¼ ĒŖ£ļĖī, ņøÉņ×ÉļĀź ļ░£ņĀäņåī ļō▒ ļČĆņŗØļÉśĻ▒░ļéś ņśżņØ╝ ļō▒ņØś ļ¼╝ņ¦łņŚÉ ņØśĒĢ┤ ņśżņŚ╝ļÉĀ ņłś ņ׳ļŖö ĒÖśĻ▓ĮņŚÉ ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳Ļ│Ā[1-3], ļé┤ļČĆņŗØņä▒ņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņłśĒ¢ēļÉśĻ│Ā ņ׳ļŗż[4]. ĻĖ░ņĪ┤ņŚÉļŖö SS304LņØś ļČĆņŗØņĖĄĻ│╝ ĒÄśņØĖĒŖĖ, ņśżņØ╝ ļō▒ņØś ņśżņŚ╝ļ¼╝ņØä ņĀ£Ļ▒░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļ¬©ļל ļō▒ņØś ņŚ░ļ¦łņ×¼ļź╝ ņØ┤ņÜ®ĒĢ£ ļČäņé¼ ņŚ░ļ¦ł Ēś╣ņØĆ ĒÖöĒĢÖņĀü ņŚÉņ╣Ł ĻĖ░ņłĀņØ┤ ņé¼ņÜ®ļÉśņŚłņ£╝ļéś[5-8], ņŚ░ļ¦łņ×¼, ņŚÉņ╣ŁņĢĪ ļō▒ņØś 2ņ░© ĒÅÉĻĖ░ļ¼╝ ļ░£ņāØņ£╝ļĪ£ ņØĖĒĢ┤ ņ×æņŚģņ×ÉņØś Ļ▒┤Ļ░ĢņØä ņ£äĒśæĒĢĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ĒÖśĻ▓Į ņśżņŚ╝ņØä ņĢ╝ĻĖ░ņŗ£ņ╝░ļŗż.
ļ░śļ®┤, ņĄ£ĻĘ╝ ĒĢÖĻ│ä ļ░Å ņé░ņŚģĻ│äņŚÉņä£ ļ¦ÄņØĆ Ļ┤Ćņŗ¼ņØä ļ░øĻ│Ā ņ׳ļŖö ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ĻĖ░ņłĀņØĆ ĻĖłņåŹ Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ņśżņŚ╝ļ¼╝ņ¦łņØä ĒÜ©Ļ│╝ņĀüņØ┤Ļ│Ā ņäĀĒāØņĀüņ£╝ļĪ£ ņĀ£Ļ▒░ĒĢĀ ņłś ņ׳ņ£╝ļ®░, 2ņ░© ĒÅÉĻĖ░ļ¼╝ņØä ņāØņä▒ĒĢśņ¦Ć ņĢŖļŖö ņ╣£ĒÖśĻ▓ĮņĀüņØĖ ĻĖ░ņłĀņØ┤ļŗż[9-11]. ļśÉĒĢ£, ļČäņé¼ ņŚ░ļ¦ł ļ░Å ĒÖöĒĢÖņĀü ņŚÉņ╣ŁĻ│╝ Ļ░ÖņØĆ ņĀäĒåĄņĀüņØĖ Ēü┤ļ”¼ļŗØ ļ░®ļ▓ĢĻ│╝ ļ╣äĻĄÉĒĢĀ ļĢī ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ĻĖ░ņłĀņØĆ ĻĖłņåŹ Ēæ£ļ®┤ņØś ņśżņŚ╝ ļ¼╝ņ¦łņØä ļ╣äņĀæņ┤ē Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£Ļ▒░ĒĢśņŚ¼ ĻĖłņåŹ Ēæ£ļ®┤ ņåÉņāüņØä ņĄ£ņåīĒÖöĒĢĀ ņłś ņ׳ļŗż.
ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ĻĖ░ņłĀņŚÉ ņØśĒĢ£ ĻĖłņåŹ Ēæ£ļ®┤ ņśżņŚ╝ļ¼╝ ņĀ£Ļ▒░ ņŚ░ĻĄ¼ļŖö ņŖżĒģīņØĖļ”¼ņŖż ņŚ┤ņŚ░Ļ░ĢĒīÉ, ņŖżĒģīņØĖļ”¼ņŖż Ēæ£ļ®┤ņØś ļ░®ņé¼ņä▒ ņśżņŚ╝ļ¼╝, ĻĖłņåŹ Ēæ£ļ®┤ņØś ĒÄśņØĖĒŖĖ, Ļ│ĀĻ│ĀĒĢÖņĀü ņśłņłĀĒÆł ļō▒ ļŗżņ¢æĒĢ£ ļČäņĢ╝ņŚÉņä£ ņłśĒ¢ēļÉśņŚłņ£╝ļ®░ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņØś ĒÜ©Ļ│╝ļź╝ ņ×ģņ”ØĒĢśņśĆļŗż[12-18]. Li [12] ņŚ░ĻĄ¼ĒīĆņØĆ ļéśļģĖņ┤ł ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņŖżĒģīņØĖļ”¼ņŖż ņŚ┤ņŚ░Ļ░ĢĒīÉņØś ļČĆņŗØņĖĄņØä ņĀ£Ļ▒░ĒĢ£ Ēøä ļĀłņØ┤ņĀĆ ņ£ĀļÅä ļČĢĻ┤┤ ļČäĻ┤æļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņśżņŚ╝ļ¼╝ ņĀ£Ļ▒░ ņŚ¼ļČĆļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. Roberts [13] ņŚ░ĻĄ¼ĒīĆņØĆ ĒüÉņŖżņ£äņ╣ś Nd:YAG ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņŖżĒģīņØĖļ”¼ņŖż Ēæ£ļ®┤ņØś ļ░®ņé¼ņä▒ ņśżņŚ╝ļ¼╝ņ¦łņØä ņä▒Ļ│ĄņĀüņ£╝ļĪ£ ņĀ£Ļ▒░ĒĢśņśĆļŗż. Zou [14] ņŚ░ĻĄ¼ĒīĆņØĆ ĻĖłņåŹ Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö 0.5 mm ņØ┤ņāü ļæÉĻ╗śņØś ĒÄśņØĖĒŖĖ ņĖĄņØä ļéśļģĖņ┤ł ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ĻĖ░ņłĀņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņĀ£Ļ▒░ĒĢśņśĆļŗż. ļśÉĒĢ£, Colao [15] ņŚ░ĻĄ¼ĒīĆņØĆ ņ¦ĆņżæĒĢ┤ ņ¦ĆņŚŁņØś Ļ│ĀļīĆ ļīĆļ”¼ņäØ Ēæ£ļ®┤ņØś ņśżņŚ╝ļ¼╝ņØä ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ĻĖ░ņłĀņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀ£Ļ▒░ĒĢśļŖöļŹ░ ņä▒Ļ│ĄĒĢśņśĆļŗż. Staicu [16]ņÖĆ Scholten [17] ņŚ░ĻĄ¼ĒīĆņØĆ ļĀłņØ┤ņĀĆ ĒÄśņØĖĒŖĖ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä ņĀ£ņ¢┤ĒĢśļŖö ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆĻ│Ā, Salimbeni [18] ņŚ░ĻĄ¼ĒīĆņØĆ ņśłņłĀĒÆłņØś ļ│ĄņøÉņŚÉ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņØä ņĀüņÜ®ĒĢśņŚ¼ Ēü┤ļ”¼ļŗØ ņĀĢļÅäļź╝ ņŗżņŗ£Ļ░äņ£╝ļĪ£ ĒÅēĻ░ĆĒĢśņśĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ│ĀņČ£ļĀź ļĀłņØ┤ņĀĆņØĖ 1.2 kW Q-switched Nd:YAG ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ SS304L Ēæ£ļ®┤ņŚÉ ņØĖņ£äņĀüņ£╝ļĪ£ ĒśĢņä▒ņŗ£Ēé© ņĢĮ 100 ┬Ąm ļæÉĻ╗śņØś ļČĆņŗØņĖĄĻ│╝ 600 ┬Ąm ļæÉĻ╗śņØś ĒÄśņØĖĒŖĖņĖĄņØä ņĀ£Ļ▒░ĒĢśņśĆļŗż. ļČĆņŗØņĖĄĻ│╝ ĒÄśņØĖĒŖĖņĖĄņØ┤ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņĀ£Ļ▒░ļÉśļŖö ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņØä ņĀ£ņŗ£ĒĢśĻ│Ā, electron probe micro-analysis (EPMA)ņÖĆ x-ray diffraction (XRD) ļČäņäØņØä ĒåĄĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņĀäĒøäņØś SS304L Ēæ£ļ®┤ ņāüĒā£ļź╝ ļČäņäØĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£, ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ ņĀäĒøäņØś SS304LņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦ł(Ļ▓ĮļÅä ļ░Å ņØĖņן Ļ░ĢļÅä)ņØä ņĖĪņĀĢĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņØ┤ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ļ│ĆĒÖöļź╝ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņĪ░ņé¼ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņŗżĒŚś ņŗ£ĒÄĖ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 100 (W) ├Ś 100 (D) ├Ś 10 (H) mm3 Ēü¼ĻĖ░ņØś 304L ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ(SS304L, POSCO C&C)ņØä ņŗ£ĒÄĖņ£╝ļĪ£ ņé¼ņÜ®ĒĢśņśĆĻ│Ā ĒÖöĒĢÖņĀü ņĪ░ņä▒ņØĆ Ēæ£ 1Ļ│╝ Ļ░Öļŗż. SS304L ļ¬©ņ×¼ (Base Metal, BM) ņŗ£ĒÄĖņØä 1050 ┬░CņØś Ar ĒÖśĻ▓ĮņŚÉņä£ 1ņŗ£Ļ░ä ļÅÖņĢł ņ¢┤ļŗÉļ¦üĒĢ£ Ēøä, 25 ┬░CĻ╣īņ¦Ć ļģĖļāēĒĢśņśĆļŗż[19]. SS304L ļČĆņŗØ ņŗ£ĒÄĖņØĆ 20% NaCl (99.0%, SigmaEldrich) ņÜ®ņĢĪņØä ņé¼ņÜ®ĒĢśņŚ¼ ņØĖņ£äņĀüņ£╝ļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż. SS304L ņŗ£ĒÄĖņØä muffle furnace (FP-03, WiseTherm)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 500 ┬░CņŚÉņä£ 120ņŗ£Ļ░ä ļÅÖņĢł Ļ░ĆņŚ┤ĒĢśĻ│Ā, 12ņŗ£Ļ░äļ¦łļŗż SS304L ņŗ£ĒÄĖņŚÉ NaCl ņÜ®ņĢĪņØä ļČäņé¼ĒĢśņśĆļŗż. SS304L ĒÄśņØĖĒŖĖ ņŗ£ĒÄĖņØĆ ĒÄśņØĖĒŖĖ ņŖżĒöäļĀłņØ┤ Ļ▒┤ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņĀüņāē ņŚÉĒÅŁņŗ£ ĒÄśņØĖĒŖĖ(EH2350, KCC)ļź╝ ļÅäĒżĒĢśņŚ¼ ņĀ£ņ×æĒĢśņśĆļŗż.
2.2 ņŗżĒŚś ņןļ╣ä ļ░Å ļ░®ļ▓Ģ
1064 nm ĒīīņןņØś 1.2 kWĻĖē Q-switched Nd:YAG (Rigel i1200, Powerlase) ļĀłņØ┤ņĀĆļź╝ SS304L Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļČĆņŗØĻ│╝ ĒÄśņØĖĒŖĖņØś Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņŚÉ ņé¼ņÜ®ĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ļČĆņŗØņĖĄ ņĀ£Ļ▒░ (Laser cleaning corrosion removal, LCR)ņÖĆ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ĒÄśņØĖĒŖĖ ņĀ£Ļ▒░ (Laser cleaning paint removal, LPR) ļ¬©ļæÉ 2ņ░©ņøÉ Ļ░łļ░öļģĖļ»ĖĒä░ ņŖżņ║Éļäł (SUPERSCAN IIE-30, Raylase)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ ļ╣öņØä ņŖżņ║öĒĢśņśĆĻ│Ā, 163 mmņØś ņ┤łņĀÉ Ļ▒░ļ”¼ļź╝ Ļ░¢ļŖö f-theta ļĀīņ”łļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ ļ╣öņØä ņ¦æņåŹĒĢśņśĆļŗż (Fig 1). ļĀłņØ┤ņĀĆ ļ╣ö Ēü¼ĻĖ░ļŖö 2.1 mmņØ┤ļ®░, ļĀłņØ┤ņĀĆ ļ╣ö ĒÆłņ¦łņØĆ 29.7 (xņČĢ ĻĖ░ņżĆ) ļ░Å 30.2 (yņČĢ ĻĖ░ņżĆ)ņ£╝ļĪ£ņä£, ļĀłņØ┤ņĀĆ ļ╣öņØ┤ super-Gaussian ĒśĢĒā£ņØś ņŚÉļäłņ¦Ć ļČäĒżļź╝ Ļ░ĆņĪīļŗż.
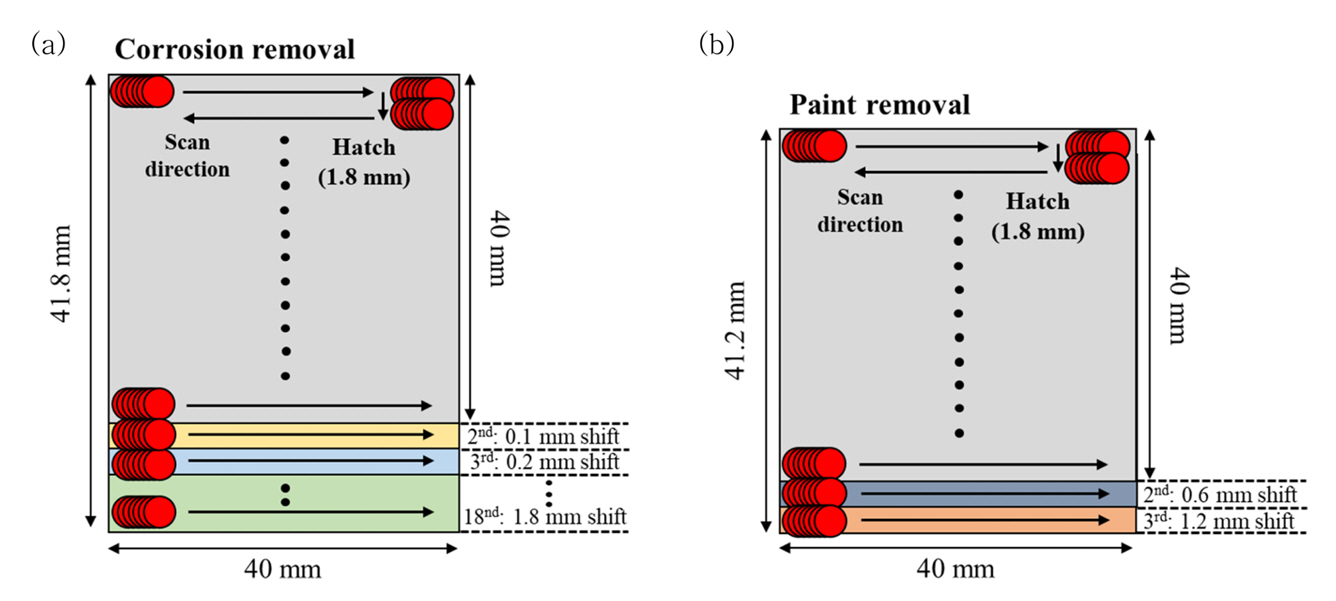
ļŗ©ņØ╝ LCRĻ│╝ LPR Ļ│ĄņĀĢ ļ¬©ļæÉ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņśüņŚŁņØä 40 ├Ś 40 mm2ņ£╝ļĪ£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ ņżæ ļ░£ņāØĒĢĀ ņłś ņ׳ļŖö ņŚ┤ ņČĢņĀüņØä ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ ļĀłņØ┤ņĀĆ ļ╣öĻ│╝ ļĀłņØ┤ņĀĆ ļ╣öņØś ņŖżņ║ö Ļ▒░ļ”¼ (Scan hatch)ļź╝ 1.8 mm ļĪ£ Ļ│ĀņĀĢĒĢśĻ│Ā ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä ļ░śļ│ĄĒĢśņśĆļŗż. LCRņØś Ļ▓ĮņÜ░, ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä 1 m/sņØś ņŖżņ║ö ņåŹļÅäņŚÉņä£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļśÉĒĢ£, ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä ļ░śļ│ĄĒĢ©ņŚÉ ļö░ļØ╝ ļĀłņØ┤ņĀĆ ņĪ░ņé¼ ņ£äņ╣śļź╝ 0.1 mmņö® ņØ┤ļÅÖņŗ£ņ╝░Ļ│Ā, ņ┤Ø 18ĒÜī ļ░śļ│ĄĒĢ©ņŚÉ ļö░ļØ╝ ņĄ£ņóģņĀüņØĖ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņśüņŚŁņØĆ 40 ├Ś 41.8 mm2ņØ┤ ļÉśņŚłļŗż (Fig 2(a)). LPRņØś Ļ▓ĮņÜ░, ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä 4 m/sņØś ņŖżņ║ö ņåŹļÅäņŚÉņä£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä ļ░śļ│ĄĒĢ©ņŚÉ ļö░ļØ╝ ļĀłņØ┤ņĀĆ ņĪ░ņé¼ ņ£äņ╣śļź╝ 0.6 mmņö® ņØ┤ļÅÖņŗ£ņ╝£ņä£ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņśüņŚŁņØ┤ 40 ├Ś 41.2 mm2Ļ░Ć ļÉśļÅäļĪØ ņäżņĀĢĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä ņ┤Ø 3ĒÜī ļ░śļ│ĄĒĢśņśĆĻ│Ā, ņĄ£ņóģņĀüņ£╝ļĪ£ ņ┤Ø 9ļ▓łņØś ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä ļ░śļ│ĄĒĢśņśĆļŗż (Fig 2(b)). LCRņÖĆ LPRņØś ņäĖļČĆņĀüņØĖ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņØä Ēæ£ 2ņÖĆ Ļ░ÖņØ┤ ņĀĢļ”¼ĒĢśņśĆļŗż.
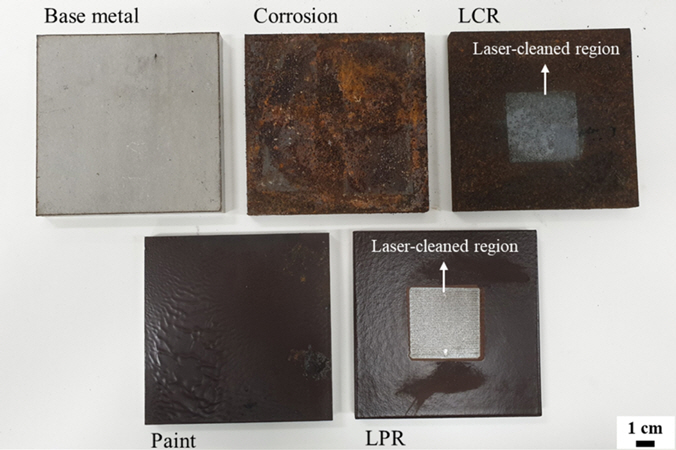
Fig 3ņØĆ base metal (ļ¬©ņ×¼), corrosion (ļČĆņŗØ), LCR, paint (ĒÄśņØĖĒŖĖ), LPR ņŗ£ĒÄĖņØś ņØ┤ļ»Ėņ¦ĆņØ┤ļŗż. LCRĻ│╝ LPRņØś Ļ▓ĮņÜ░, ņāüĻĖ░ņŚÉņä£ ņäżļ¬ģļÉ£ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņŚÉņä£ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņØ┤ ņ¦äĒ¢ēļÉ£ ĒøäņØś ņØ┤ļ»Ėņ¦ĆņØ┤ļ®░, ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ļÉ£ ņśüņŚŁņØ┤ ņØ┤ļ»Ėņ¦ĆņŚÉ Ēæ£ņŗ£ļÉśņ¢┤ ņ׳ļŗż.
2.3 ļŗ©ļ®┤ ĻĄ¼ņĪ░ ļ░Å Ēæ£ļ®┤ ņä▒ļČä ņĖĪņĀĢ
ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņĀäĒøä ņŗ£ĒÄĖņØś ļŗ©ļ®┤ ņØ┤ļ»Ėņ¦Ćļź╝ optical microscopy (OM)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ĒÜŹļōØĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņĀäĒøä, ņŗ£ĒÄĖ Ēæ£ļ®┤ņØś ņĪ┤ņ×¼ĒĢśļŖö ņøÉņåīļź╝ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ EPMA (EPMA-1610, Shimadzu) ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. EPMA ļČäņäØņØĆ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņśüņŚŁņØś ņżæņŗ¼ļČĆņŚÉņä£ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, 1.7 ├Ś 1.7 mm2 Ēü¼ĻĖ░ņØś ņøÉņåī ļČäĒż ņ¦ĆļÅäļź╝ ņÖäņä▒ĒĢśņśĆļŗż. LCRņØś Ļ▓ĮņÜ░, Fe, Cr, Mn, Na, Cl ņøÉņåīļōżņØś ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, LPRņØś Ļ▓ĮņÜ░, Fe, Cr, Ni, C ņøÉņåīļōżņØś ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Ēæ£ļ®┤ ņøÉņåī ļČäņäØ Ļ▓░Ļ│╝ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņĀĢļÅäļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£, XRD (SmartLab, Rigaku)ļź╝ ĒåĄĒĢ┤ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņĀäĒøäņØś ņĀĢņä▒ņĀü ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, XRD ļČäņäØņØä ņ£äĒĢ┤ Cu-K╬▒ ņäĀņØä ņØ┤ņÜ®ĒĢśņśĆĻ│Ā, ņĀäņĢĢĻ│╝ ņĀäļźśņØś ņĪ░Ļ▒┤ņØĆ Ļ░üĻ░ü 45 kVņÖĆ 200 mAņØ┤ņŚłļŗż.
2.4 ĻĖ░Ļ│äņĀü ņä▒ņ¦ł ļČäņäØ
ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņĀäĒøä ņŗ£ĒÄĖņØś Ļ▓ĮļÅäļź╝ ļ╣äņ╗żņŖż Ļ▓ĮļÅä ņŗ£ĒŚśĻĖ░ (MMT-X7, Matszawa)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆĻ│Ā, ĒĢśņżæ 100 gf, ņ£Āņ¦Ć ņŗ£Ļ░ä 10 s, Ļ╣ŖņØ┤ Ļ░äĻ▓® 50 ┬ĄmņØś ņĪ░Ļ▒┤ņŚÉņä£ ņĖĪņĀĢņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ░ü Ļ╣ŖņØ┤ņŚÉņä£ Ļ▓ĮļÅäļź╝ 5ĒÜī ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, Ļ╣ŖņØ┤ ļ│ä ĒÅēĻĘĀ Ļ▓ĮļÅäĻ░ÆņØä ĒÜŹļōØĒĢśņśĆļŗż. ļśÉĒĢ£, ļ¦īļŖź ņŗ£ĒŚśĻĖ░ (AGS-X, Shimadzu)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņĀäĒøä ņŗ£ĒÄĖņØś ņØĖņןĻ░ĢļÅäļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ņØĖņןņŗ£ĒŚśņØä ņ£äĒĢśņŚ¼ ņ┤Ø ĻĖĖņØ┤ 100 mm, Ēæ£ņĀÉ Ļ▒░ļ”¼ 25 mm, ļ¼╝ļ”╝ļČĆ ĻĖĖņØ┤ 30 mm, ļæÉĻ╗ś 0.5 mmņØś ņŗ£ĒÄĖ ĒśĢņāüņØä ĒÖ£ņÜ®ĒĢśņśĆĻ│Ā, ļ¬©ļōĀ ņØĖņןņŗ£ĒŚś ņŗ£ĒÄĖņØś ĒÅēĻĘĀ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ (Ra)ļŖö 2.3 ┬ĄmņØ┤ņŚłļŗż. Ēü¼ļĪ£ņŖżĒŚżļō£ ņåŹļÅäļŖö 5 mm/minņÖĆ Ļ░ÖņĢśļŗż. ņØĖņןņŗ£ĒŚśņØĆ ASTM E8/E8M-16a ĻĄŁņĀ£Ēæ£ņżĆĻĘ£Ļ▓®ņØś Ēæ£ņżĆņŗ£ĒŚśļ░®ļ▓ĢņØä ļö░ļ×Éņ£╝ļ®░, Ļ░ü ņŗ£ĒÄĖņŚÉ ļīĆĒĢśņŚ¼ 5ĒÜī ņØĖņןĻ░ĢļÅäļź╝ ņĖĪņĀĢĒĢśņŚ¼ ĒÅēĻĘĀ ņØĖņןĻ░ĢļÅäļź╝ ĒÜŹļōØĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ
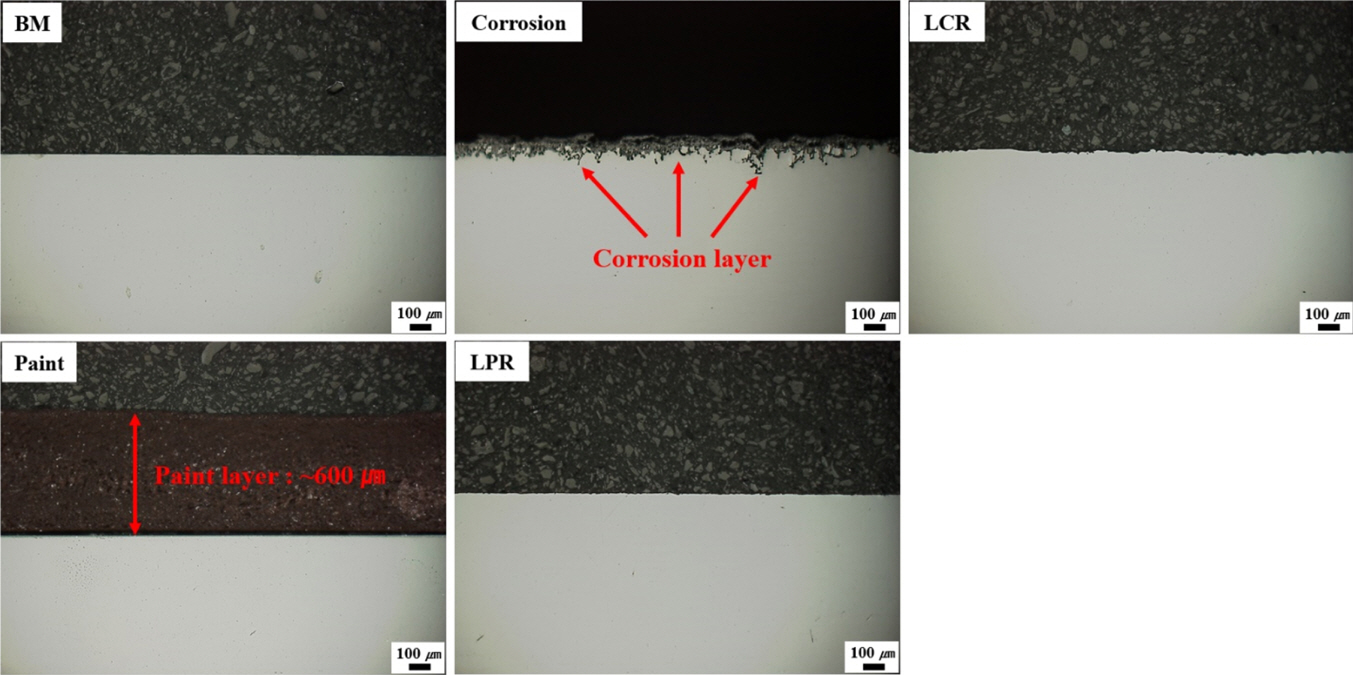
Fig 4ļŖö BM, corrosion, LCR, paint, LPR ņŗ£ĒÄĖ ļŗ©ļ®┤ņØś OM ņØ┤ļ»Ėņ¦ĆņØ┤ļŗż. Corrosion ņŗ£ĒÄĖņŚÉņä£ļŖö ļæÉĻ╗ś ņĢĮ 100 ╬╝m ņĀĢļÅäņØś ļČĆņŗØņĖĄņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī, LCR ņŗ£ĒÄĖņŚÉņä£ļŖö ļČĆņŗØņĖĄņØä ĒÖĢņØĖĒĢĀ ņłś ņŚåņ£╝ļ®░, ļ╣äĻĄÉņĀü ĒÅēĒÅēĒĢ£ Ēæ£ļ®┤ņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤, ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņØ┤ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ļČĆņŗØņĖĄņØ┤ ņĀ£Ļ▒░ĒĢśņśĆņØīņØä ņĢī ņłś ņ׳ļŗż. Paint ņŗ£ĒÄĖņŚÉņä£ļŖö ņĢĮ 600 ╬╝m ļæÉĻ╗śņØś ĒÄśņØĖĒŖĖņĖĄņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ņä£ ĒÄśņØĖĒŖĖņĖĄņØ┤ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņĀ£Ļ▒░ļÉśņŚłņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ LPR ņŗ£ĒÄĖņŚÉņä£ļŖö ĒÄśņØĖĒŖĖņĖĄņØä ĒÖĢņØĖĒĢĀ ņłś ņŚåļŗż. LPR ņŗ£ĒÄĖņØ┤ LCR ņŗ£ĒÄĖ ļīĆļ╣ä ĒÅēĒÅēĒĢ£ Ēæ£ļ®┤ņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŗż. ļČĆņŗØņĖĄņØĆ ļ¬©ņ×¼ ņŗ£ĒÄĖņØś ļé┤ļČĆĻ╣īņ¦Ć ņ╣©Ēł¼ĒĢśļ®░ ĒśĢņä▒ļÉ£ ļ░śļ®┤, ĒÄśņØĖĒŖĖņĖĄņØĆ ļ¬©ņ×¼ ņŗ£ĒÄĖ Ēæ£ļ®┤ņŚÉ ļÅäĒżļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ, ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ ņØ┤ĒøäņŚÉļÅä ļ╣äĻĄÉņĀü ĒÅēĒÅēĒĢ£ Ēæ£ļ®┤ņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ņŚłļŹś Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.2 Ēæ£ļ®┤ ņä▒ļČä ņĖĪņĀĢ
ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ēøä ļČĆņŗØņĖĄĻ│╝ ĒÄśņØĖĒŖĖņĖĄņØś ņĀ£Ļ▒░ ņŚ¼ļČĆļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ ņĀäĒøä ņŗ£ĒÄĖņØś Ēæ£ļ®┤ņŚÉ ļīĆĒĢ£ EPMA ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Fig 5ļŖö BM, corrosion, LCR, paint, LPR ņŗ£ĒÄĖ Ēæ£ļ®┤ņØś Ēøäļ░® ņé░ļ×Ć ņĀäņ×É (Backscattered electrons (BSE) ņØ┤ļ»Ėņ¦ĆņÖĆ Ļ░ü ņøÉņåīņØś ļČäĒżļÅäļź╝ ļ│┤ņŚ¼ņżĆļŗż. top-sectional backscattered electron (BSE) ņØ┤ļ»Ėņ¦ĆņÖĆ Fe, Cr, Ni, Mn, Na, Cl, C ņøÉņåīņØś ļČäĒżļÅäļź╝ ļéśĒāĆļéĖļŗż. BM (Fig 5 (a))ņØś Ļ▓ĮņÜ░, FeņÖĆ CrņØś ņøÉņåī ļČäĒżĻ░Ć ļåÆĻ│Ā ĻĘĀņØ╝ĒĢśĻ▓ī ļéśĒāĆļé£ ļ░śļ®┤, ĻĘĖ ņÖĖņØś ņøÉņåīļŖö ļé«ņØĆ ļČäĒżļź╝ ļéśĒāĆļāłļŗż. Corrosion ņŗ£ĒÄĖ (ĻĘĖļ”╝ 5(b))ņØĆ ļČĆņŗØņĖĄņØ┤ ņŗ£ĒÄĖ Ēæ£ļ®┤ņŚÉ ļČłĻĘĀņØ╝ĒĢśĻ▓ī ĒśĢņä▒ļÉ©ņŚÉ ļö░ļØ╝, ņøÉņåīņØś ļČäĒżĻ░Ć ļ¦żņÜ░ ļČłĻĘĀņØ╝ĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØĖņ£äņĀüņØĖ ļČĆņŗØņØä ĒåĄĒĢ┤ņä£ ņŗ£ĒÄĖ Ēæ£ļ®┤ņŚÉ ņé░ĒÖöņ▓ĀĻ│╝ ņé░ĒÖöĒü¼ļĪ¼ ļō▒ņØ┤ ĒśĢņä▒ļÉśņŚłĻ│Ā, FeņØś ņøÉņåī ļČäĒżĻ░Ć ļåÆņØĆ ņ£äņ╣śņŚÉņä£ ņāüļīĆņĀüņ£╝ļĪ£ CrņØś ņøÉņåī ļČäĒżĻ░Ć ļé«Ļ▓ī ĒśĢņä▒ļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ņÖĆ ļ░śļīĆņØś Ļ▓ĮņÜ░ļÅä ņ£äņ╣śņŚÉ ļö░ļØ╝ Ļ┤Ćņ░░ļÉ£ļŗż. ļśÉĒĢ£, SS304LņØś ņØĖņ£äņĀüņØĖ ļČĆņŗØņØä ņ£äĒĢśņŚ¼ NaCl ņÜ®ņĢĪņØ┤ ņé¼ņÜ®ļÉśņŚłņ£╝ļ»ĆļĪ£, ņŗ£ĒÄĖ Ēæ£ļ®┤ņŚÉņä£ ļåÆņØĆ NaņÖĆ ClņØ┤ Ļ▓ĆņČ£ļÉśņŚłļŗż. Corrosion ņŗ£ĒÄĖņØś ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ Ēøä, ļČĆņŗØņĖĄņØś ĒÜ©Ļ│╝ņĀüņØĖ ņĀ£Ļ▒░ļĪ£ ņØĖĒĢ┤ LCR (Fig 5 (c))ņØś Ēæ£ļ®┤ņŚÉņä£ļŖö ļ╣äĻĄÉņĀü Ļ│ĀļźĖ ļČäĒżņØś FeņÖĆ Cr ņøÉņåīļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░, NaņÖĆ Cl ņøÉņåīļŖö Ļ▓ĆņČ£ļÉśņ¦Ć ņĢŖņĢśļŗż. Paint ņŗ£ĒÄĖ (Fig 5 (d))ņØĆ ĒÄśņØĖĒŖĖļź╝ ņŗ£ĒÄĖ Ēæ£ļ®┤ņŚÉ ņĄ£ļīĆĒĢ£ ĻĘĀņØ╝ĒĢśĻ▓ī ļÅäĒżĒĢśņśĆņ£╝ļ»ĆļĪ£ ļ╣äĻĄÉņĀüņ£╝ļĪ£ ĻĘĀņØ╝ĒĢ£ ņøÉņåī ļČäĒżļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĒÄśņØĖĒŖĖ ļÅäĒżļĪ£ ņØĖĒĢ┤ņä£, ņĀäņ▓┤ņĀüņ£╝ļĪ£ ļé«ņØĆ Fe, Cr, Ni ņøÉņåī ļČäĒżļź╝ ļéśĒāĆļāłņ£╝ļéś, ņāüļīĆņĀüņ£╝ļĪ£ ļåÆĻ│Ā ĻĘĀņØ╝ĒĢ£ C (ĒÄśņØĖĒŖĖņØś ņŻ╝ņÜö ĻĄ¼ņä▒ ņä▒ļČä) ņøÉņåī ļČäĒżļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. Paint ņŗ£ĒÄĖņØś ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ēøä, ĒÄśņØĖĒŖĖņĖĄņØ┤ ņÖäļ▓ĮĒĢśĻ▓ī ņĀ£Ļ▒░ļÉśņŚłņ£╝ļ®░, ņØ┤ļĪ£ ņØĖĒĢ┤ LPR ņŗ£ĒÄĖ (Fig 5 (e))ņØĆ BMĻ│╝ ņ£Āņé¼ĒĢ£ ņłśņżĆņØś ņøÉņåī ļČäĒżļź╝ ļéśĒāĆļéĖļŗż.
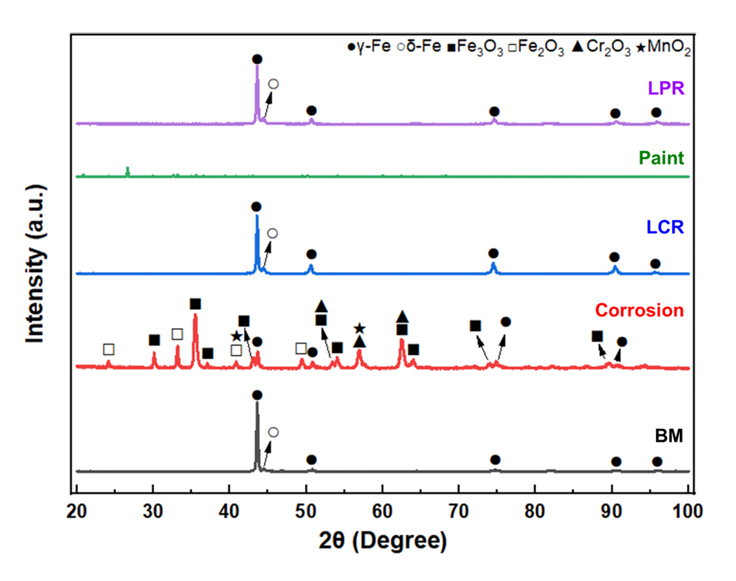
Fig 6ņØĆ BM, corrosion, LCR, paint, LPR ņŗ£ĒÄĖņØś XRD Ļ▓░Ļ│╝ļĪ£, paint ņŗ£ĒÄĖņØä ņĀ£ņÖĖĒĢ£ ļ¬©ļōĀ ņŗ£ĒÄĖņŚÉņä£ ņĀäĒśĢņĀüņØĖ SS304L Ēö╝Ēü¼Ļ░Ć Ļ▓ĆņČ£ļÉśņŚłļŗż. Paint ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░, ĒÄśņØĖĒŖĖ ņĖĄņØś ļæÉĻ╗ś (~600 ┬Ąm) Ļ░Ć ļæÉĻ║╝ņøīņä£ ╬│-Fe Ēö╝Ēü¼Ļ░Ć Ļ▓ĆņČ£ļÉśņ¦Ć ņĢŖņØĆ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Corrosion ņŗ£ĒÄĖņŚÉņä£ļŖö ╬│-Fe Ēö╝Ēü¼ ņØ┤ņÖĖņŚÉļÅä ļŗżņ¢æĒĢ£ Fe, Cr ļ░Å Mn ņé░ĒÖöļ¼╝ Ēö╝Ēü¼Ļ░Ć ĒÖĢņØĖļÉśņŚłņ£╝ļ®░, ņØ┤ļŖö ņŗ£ĒÄĖ Ēæ£ļ®┤ņŚÉ ļŗżņ¢æĒĢ£ ļČĆņŗØļ¼╝ņØ┤ ņāØņä▒ļÉśņŚłļŗżļŖö Ļ▓āņØä ņ”Øļ¬ģĒĢ£ļŗż. ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņØ┤Ēøä, LCRĻ│╝ LPR ņŗ£ĒÄĖņŚÉņä£ļŖö BMĻ│╝ ļÅÖņØ╝ĒĢ£ XRD Ēö╝Ēü¼ļōżņØ┤ Ļ▓ĆņČ£ļÉśņŚłņ£╝ļ®░, ņØ┤ļŖö ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņ£╝ļĪ£ ņØĖĒĢ┤ ļČĆņŗØņĖĄĻ│╝ ĒÄśņØĖĒŖĖņĖĄņØ┤ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņĀ£Ļ▒░ļÉśņŚłĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
3.3 ĻĖ░Ļ│äņĀü ņä▒ņ¦ł
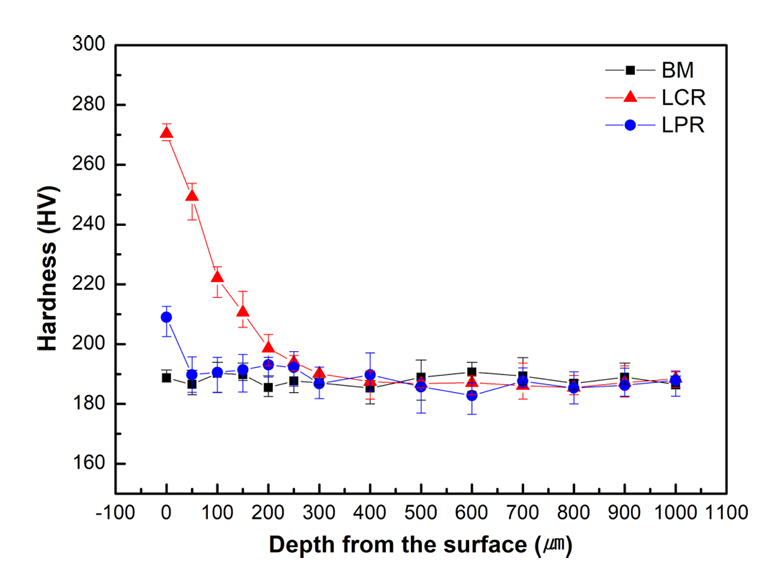
Fig 7ņØĆ BM, LCR, LPR ņŗ£ĒÄĖļōżņŚÉ ļīĆĒĢ┤ņä£ Ļ╣ŖņØ┤ ļ│ä Ļ▓ĮļÅäļź╝ ņĖĪņĀĢĒĢ£ Ļ░ÆņØ┤ļŗż. BMņØś ĒÅēĻĘĀ Ļ▓ĮļÅäĻ░ÆņØĆ 198.1 HVņśĆļŗż. LCRņØś Ļ▓ĮņÜ░, Ēæ£ļ®┤ Ļ▓ĮļÅäĻ░Ć 207.4 HVĻ╣īņ¦Ć ņāüņŖ╣ĒĢśņśĆņ£╝ļ®░, Ēæ£ļ®┤ņŚÉņä£ļČĆĒä░ Ļ╣ŖņØ┤ 200 ╬╝mĻ╣īņ¦Ć Ļ▓ĮļÅä Ļ░ÆņØ┤ ņĀÉņ░© Ļ░ÉņåīĒĢśņŚ¼ Ļ╣ŖņØ┤ 250 ╬╝mņŚÉņä£ļŖö BMĻ│╝ ņ£Āņé¼ĒĢ£ Ļ▓ĮļÅäĻ░ÆņØä ļ│┤ņśĆļŗż. LPRņØś Ļ▓ĮņÜ░, Ēæ£ļ®┤ Ļ▓ĮļÅäĻ░ÆņØ┤ 209.0 HVĻ╣īņ¦Ć ņāüņŖ╣ĒĢśņśĆņ£╝ļ®░, Ļ╣ŖņØ┤ 50 ╬╝mņŚÉņä£ļČĆĒä░ļŖö BMĻ│╝ ņ£Āņé¼ĒĢ£ Ļ░Æņ£╝ļĪ£ ļ╣äĻĄÉņĀü ņØ╝ņĀĢĒĢśĻ▓ī ņ£Āņ¦ĆļÉśņŚłļŗż. ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ ņØ┤Ēøä, Ēæ£ļ®┤ņŚÉņä£ņØś Ļ▓ĮļÅäĻ░Æ ņāüņŖ╣ņØĆ Ēæ£ļ®┤ ņĀäņ£ä ļ░ĆļÅä ļ░Å ņØæļĀź ņāüņŖ╣ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [20].
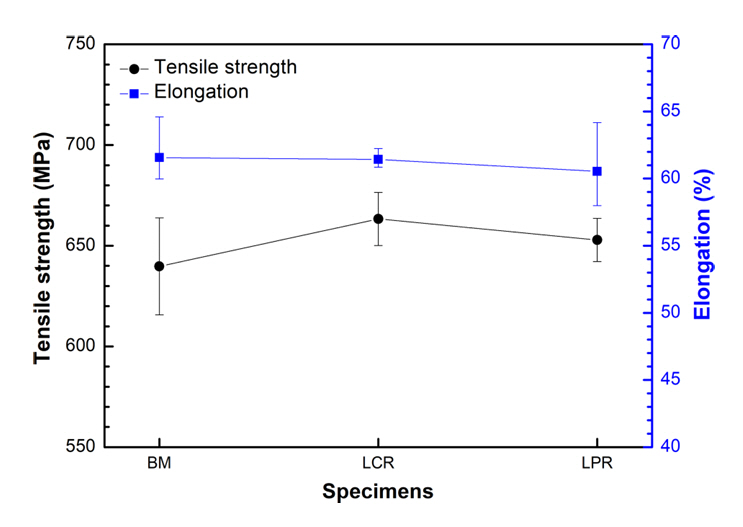
Fig 8ņØĆ BM, LCR, LPR ņŗ£ĒÄĖļōżņØś ņØĖņןĻ░ĢļÅä ļ░Å ņŚ░ņŗĀņ£©ņØä ļéśĒāĆļéĖļŗż. BMņØś ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØ┤ Ļ░üĻ░ü 639.7 MPaĻ│╝ 61.6%ņØ┤ņśĆļŗż. LCRņØĆ ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØ┤ Ļ░üĻ░ü 663.3 MPaĻ│╝ 61.4%, LPRņØĆ ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØ┤ Ļ░üĻ░ü 652.8 MPaĻ│╝ 60.5%ņØä ļéśĒāĆļé┤ņŚłļŗż. ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ ņØ┤Ēøä, ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØĆ ļ»ĖņäĖĒĢ£ ļ│ĆĒÖöļ¦īņØ┤ ļ░£Ļ▓¼ļÉśņŚłņ£╝ļ®░, BMņÖĆ ņ£Āņé¼ĒĢ£ ņłśņ╣śļź╝ ļéśĒāĆļé┤ņ¢┤ ļ¬©ņ×¼ ļ│ĆĒśĢņØ┤ Ļ▒░ņØś ļ░£ņāØļÉśņ¦Ć ņĢŖņĢśņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņØ┤ ņ¦äĒ¢ēļÉ£ SS304LņØ┤ ņ×¼ņé¼ņÜ®ļÉĀ ņłś ņ׳ļŗżļŖö ņĖĪļ®┤ņŚÉņä£, ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņØ┤Ēøä ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØś ļ│ĆĒÖöĻ░Ć ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖņĢśļŗżļŖö ņĀÉņØĆ ĻĖŹņĀĢņĀüņØĖ ņĖĪļ®┤ņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö SS304LņØś Ēæ£ļ®┤ņØä ņØĖņ£äņĀüņ£╝ļĪ£ ļČĆņŗØņŗ£ĒéżĻ▒░ļéś ĒÄśņØĖĒŖĖļź╝ ļÅäĒżĒĢśņŚ¼ ņśżņŚ╝ ļ¼╝ņ¦łņØä ĒśĢņä▒ņŗ£Ēé© Ēøä ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä ņłśĒ¢ēĒĢśņŚ¼ Ļ│ĄņĀĢ ņĀäĒøäņØś Ēæ£ļ®┤ ņāüĒā£, ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØä ļČäņäØĒĢśņśĆļŗż. ļČĆņŗØ ļ░Å ĒÄśņØĖĒŖĖ ņŗ£ĒÄĖņŚÉ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņØä ņĀüņÜ®ĒĢśņŚ¼ ņĢĮ 100 ╬╝m Ļ╣ŖņØ┤ņØś ļČĆņŗØņĖĄĻ│╝ ņĢĮ 600 ╬╝m Ļ╣ŖņØ┤ņØś ĒÄśņØĖĒŖĖņĖĄņØä ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņĀ£Ļ▒░ĒĢśņśĆņØīņØä XRDņÖĆ EPMA ļČäņäØņØä ĒåĄĒĢ┤ņä£ ĒÖĢņØĖĒĢśņśĆļŗż. ļæÉ ņŗ£ĒÄĖ ļ¬©ļæÉ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢ ņØ┤ĒøäņŚÉ Ēæ£ļ®┤ Ļ▓ĮļÅäĻ░ÆņØ┤ ņāüņŖ╣ĒĢśņśĆļŗż. ļČĆņŗØ ļ░Å ĒÄśņØĖĒŖĖ ņŗ£ĒÄĖņØĆ ļ¬©ņ×¼ ļīĆļ╣ä Ļ░üĻ░ü ņĢĮ 200 ņÖĆ 50 ╬╝m Ļ╣ŖņØ┤Ļ╣īņ¦Ć Ļ▓ĮļÅäĻ░ÆņØ┤ ņāüņŖ╣ĒĢśņśĆņ£╝ļ®░, ņØ┤ĒøäļĪ£ļŖö ļ¬©ņ×¼ņÖĆ ļÅÖņØ╝ĒĢ£ ņłśņżĆņØś Ļ▓ĮļÅäĻ░ÆņØä ļ│┤ņśĆļŗż. ņØĖņן ņŗ£ĒŚśņØä ĒåĄĒĢ┤ņä£ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņØ┤Ēøä ļČĆņŗØ ļ░Å ĒÄśņØĖĒŖĖ ņŗ£ĒÄĖ ļ¬©ļæÉ ļ¬©ņ×¼ņÖĆ ņ£Āņé¼ĒĢ£ ņłśņżĆņØś ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØä ļ│┤ņØ┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ĻĖ░ņłĀņØĆ Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļŗżņ¢æĒĢ£ ņśżņŚ╝ ļ¼╝ņ¦łņØä ņŗĀņåŹĒĢśĻ│Ā ņĀĢļ░ĆĒĢśĻ▓ī ņĀ£Ļ▒░ĒĢĀ ņłś ņ׳Ļ│Ā ļŗżņ¢æĒĢ£ ļČäņĢ╝ņŚÉ ĒÖ£ņÜ® Ļ░ĆļŖźĒĢ£ ņ╣£ĒÖśĻ▓Į ĻĖ░ņłĀņØ┤ļ®░, ļ│Ė ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢśņŚ¼ SS304L Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļČĆņŗØĻ│╝ ĒÄśņØĖĒŖĖņŚÉ ļīĆĒĢ┤ņä£ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņØś ĒÜ©Ļ│╝ņĀüņØĖ ņĀ£Ļ▒░ļź╝ ņ”Øļ¬ģĒĢśņśĆļŗż.