1. ņä£ ļĪĀ
ņ×ÉļÅÖņ░©ņØś ņČ®ļÅī ņĢłņĀĢņä▒Ļ│╝ ņŚ░ļ╣äņŚÉ ļīĆĒĢ£ Ļ│ĀĻ░ØļōżņØś ļŗłņ”łļŖö Ļ│äņåŹĒĢśņŚ¼ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ņŚÉ ļ¦×ņČ░ ņ×ÉļÅÖņ░© ņāØņé░ ņŚģĻ│äņŚÉņä£ļŖö ņČ®ļÅīņĢłņĀäņä▒Ļ│╝ ņŚ░ļ╣äĻ░£ņäĀņØä ļÅÖņŗ£ņŚÉ ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŖö Ļ│ĀĻ░ĢļÅä ņ▓ĀĻ░Ģ ņ×¼ļŻīļź╝ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż [1,2]. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ×¼ļŻīņØś Ļ░ĢļÅäĻ░Ć ļåÆņĢäņ¦Ćļ®┤ ņä▒ĒśĢņä▒ņØĆ Ļ░ÉņåīĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņ┤łĻ│ĀĻ░ĢļÅä Ļ░ĢĒīÉņØś ņ░©ņ▓┤ ļČĆĒÆł ņĀüņÜ®ņØĆ ņĀ£ĒĢ£ņĀüņØ┤ņŚłļŗż. ņØ┤ļź╝ ĻĘ╣ļ│ĄĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĒĢ½ņŖżĒā¼ĒĢæ Ļ│Ąļ▓ĢņØ┤ Ļ░£ļ░£ļÉśņŚłļŗż [3-5].
ĒĢ½ņŖżĒā¼ĒĢæņØĆ Ļ░ĢĒīÉņØä Ļ░ĆņŚ┤ļĪ£ņŚÉ ņéĮņ×ģĒĢśņŚ¼ ņŚ┤ņ▓śļ”¼ļź╝ ĒĢ£ Ēøä ĻĖłĒśĢņŚÉņä£ ņä▒ĒśĢĻ│╝ ļāēĻ░üņØä ļÅÖņŗ£ņŚÉ ņ¦äĒ¢ēĒĢśļŖö Ļ│Ąļ▓ĢņØ┤ļŗż. ĒĢ½ņŖżĒā¼ĒĢæ ļČĆĒÆłņØś Ļ│ĀĻ░ĢļÅäļŖö ļ»ĖņäĖņĪ░ņ¦ü ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ ĒÖĢļ│┤ĒĢ£ļŗż. ņŚ┤ņ▓śļ”¼ ņĀäņŚÉļŖö FerriteņÖĆ PearliteņØś ļ│ĄĒĢ®ņĪ░ņ¦üņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ņ׳ļŗż. ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņŗ£ Ļ░ĢĒīÉņØä A3 ņś©ļÅä ņØ┤ņāüņ£╝ļĪ£ ņŚ┤ņ▓śļ”¼ĒĢśņŚ¼ Austenite ļŗ©ņāüņ£╝ļĪ£ ļ│ĆĒā£ņŗ£Ēé©ļŗż. Ļ░ĆņŚ┤ļÉ£ Ļ░ĢĒīÉņØä ĻĖłĒśĢņŚÉņä£ ĻĖēļףĒĢśņŚ¼ ņĄ£ņóģņĀüņ£╝ļĪ£ ņżĆņĢłņĀĢņāüņØś MartensiteļĪ£ ļ│ĆĒā£ņŗ£Ēé©ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ»ĖņäĖņĪ░ņ¦ü ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ 1.5GPa ņØ┤ņāüņØś Ļ│ĀĻ░ĢļÅäļź╝ ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ ĒĢ½ņŖżĒā¼ĒĢæĻ░ĢņØĆ Ļ│Āņś©ņŚÉņä£ ņŚ░Ļ░ĢĻ│╝ ņ£Āņé¼ĒĢ£ ņØĖņןļ¼╝ņä▒ņØä Ļ░Ćņ¦Ćļ®░ ņŖżĒöäļ¦üļ░▒ņØä ņĄ£ņåīĒÖöĒĢĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ĒśĢņāüņØ┤ ļ│Ąņ×ĪĒĢ£ ļČĆĒÆłņŚÉļÅä ņĀüņÜ®ĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ░ĢņĀÉņ£╝ļĪ£ ĒśĢņāüņØ┤ ļ│Ąņ×ĪĒĢśĻ│Ā Ļ│ĀĻ░ĢļÅäļź╝ ņÜöĻĄ¼ĒĢśļŖö ņ×ÉļÅÖņ░©ņØś ņČ®ļÅīļČĆņ×¼ņŚÉ ĒĢ½ņŖżĒā¼ĒĢæ Ļ│Ąļ▓ĢņØ┤ ĒÖ£ļ░£ĒĢśĻ▓ī ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż [6].
Ēśäņ×¼Ļ╣īņ¦Ć ĒĢ½ņŖżĒā¼ĒĢæņÜ® Ļ░ĢĒīÉņ£╝ļĪ£ļŖö ņŻ╝ļĪ£ 22MnB5 (0.22C-1.25Mn-0.002B, wt%) Ļ░Ć ņé¼ņÜ®ļÉśņ¢┤ ņÖöļŗż. 22MnB5 Ļ░ĢņóģņØĆ C, Mn, B ļō▒ņØś Austenite ņĢłņĀĢĒÖö ņøÉņåīļź╝ ĒĢ©ņ£ĀĒĢśĻ│Ā ņ׳ņ¢┤, ĒĢ½ņŖżĒā¼ĒĢæ ņŗ£ Martensite ņĪ░ņ¦üņØä ņĢłņĀĢņĀüņ£╝ļĪ£ ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŗż [7]. ĒĢ½ņŖżĒā¼ĒĢæ Ēøä Martensite ņĪ░ņ¦üņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ 22MnB5 Ļ░ĢņØś ņØĖņןĻ░ĢļÅäļŖö 1.5 GPaņØ┤ļŗż. ņĄ£ĻĘ╝ ĻĖĆļĪ£ļ▓ī ņ▓ĀĻ░Ģņé¼ļōżņØĆ 1.5 GPa ņØ┤ņāüņØś Ļ░ĢļÅäļź╝ ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ┤ CņØś ĒĢ©ļ¤ēņØä 0.3 ~ 0.34 wt%Ļ╣īņ¦Ć ņ”ØĻ░Ćņŗ£Ēé© 30MnB5, 34MnB5 Ļ░Ģņóģ ļō▒ņØä Ļ░£ļ░£ĒĢśĻ│Ā ņ׳ļŗż [8,9]. ĒĢśņ¦Ćļ¦ī CņØś ĒĢ©ļ¤ē ņ”ØĻ░ĆļŖö ņ×¼ļŻīņØś Ceq (Carbon Equivalent)Ļ░ÆņØä ņ”ØĻ░Ćņŗ£ņ╝£ ņĀÉņÜ®ņĀæņä▒ ņĀĆĒĢśļź╝ ņĢ╝ĻĖ░ĒĢśļ»ĆļĪ£ ņ×ÉļÅÖņ░© ņ░©ņ▓┤ ņĀüņÜ®ņØä ņ£äĒĢ┤ņä£ļŖö ņĀÉņÜ®ņĀæņä▒ņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŖö ļ░®ņĢłņØ┤ ĒĢäņÜöĒĢśļŗż [10].
ĒĢ½ņŖżĒā¼ĒĢæ Ļ░ĢņØĆ Ļ│Āņś©ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢņ£╝ļĪ£ ņØĖĒĢ┤ Ļ│Āņś©ņé░ĒÖö ļ░Å ĒāłĒāäņØś ņ£äĒŚśņä▒ņŚÉ ļģĖņČ£ļÉśņ¢┤ ņ׳ļŗż. ļö░ļØ╝ņä£ ņØ┤ļź╝ ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļŗżņ¢æĒĢ£ ļÅäĻĖłļ▓ĢņØ┤ Ļ░£ļ░£ļÉśņ¢┤ ņÖöļŗż. ņØ┤ ņżæ Ļ░Ćņן ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö ļÅäĻĖłņØĆ Al-10% Si ĒĢ®ĻĖł ļÅäĻĖłņØ┤ļŗż. Al-10% Si ļÅäĻĖłņØĆ ĒĢ½ņŖżĒā¼ĒĢæ Ļ│ĄņĀĢ ņŗ£ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ Ļ│Āņś©ņé░ĒÖö ļ░Å ĒāłĒāäņ£╝ļĪ£ļČĆĒä░ ļ¬©ņ×¼ļź╝ ļ│┤ĒśĖĒĢśĻ│Ā ĒĢ½ņŖżĒā¼ĒĢæ ĒøäņŚÉļŖö ņÜ░ņłśĒĢ£ Barrier Protection ļśÉĒĢ£ ņĀ£Ļ│ĄĒĢ£ļŗż [11,12]. ĒĢśņ¦Ćļ¦ī ļÅäĻĖłņĖĄņØĆ ņĀÉņÜ®ņĀæņŗ£ ņĀæņ┤ēņĀĆĒĢŁņ£╝ļĪ£ ņ×æņÜ®ĒĢśņŚ¼ ņĀÉņÜ®ņĀæņä▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņØĖņ×ÉņØ┤ļŗż. ļÅäĻĖłņĖĄņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ņŚ┤ņ▓śļ”¼ ņś©ļÅä ļ░Å ņŚ┤ņ▓śļ”¼ ņŗ£Ļ░äņŚÉ ņśüĒ¢źņØä ļ░øņ£╝ļ®░, Fe-Al ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØś ņāüĻ░ä ļČäņ£©ņØĆ ņĀÉņÜ®ņĀæņä▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż. Sherepenko ļō▒ņØĆ Al-10% Si ļÅäĻĖł 22MnB5Ļ░ĢņØś ņŚ┤ņ▓śļ”¼ ņś©ļÅäļ│ä (700 oC, 800 oC, 930 oC)ļÅäĻĖłņĖĄ ļ░Å ļäłĻ▓¤ņé¼ņØ┤ņ”łņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ĒĢśņśĆļŗż. ņś©ļÅäļ│ä ļÅäĻĖłņĖĄ ļ│ĆĒÖö ļ░Å ļäłĻ▓¤ņä▒ņן Ļ▒░ļÅÖņØĆ ļČäņäØĻ░ĆļŖźĒĢśļéś, ĒĢ┤ļŗ╣ņś©ļÅäņŚÉņä£ņØś ļ¬©ņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦üņØ┤ ņĀäļČĆ ļŗżļź┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņĀÉņÜ®ņĀæļČĆņØś Ļ░ĢļÅäņŚÉ ļīĆĒĢ£ ĒÅēĻ░ĆļŖö ļģ╝ņØśļÉśņ¦Ć ņĢŖņĢśļŗż [13]. ņŚ┤ņ▓śļ”¼ ņś©ļÅä 930 oCņØś Ļ▓ĮņÜ░, ļ¬©ņ×¼ļŖö Ac3ņś©ļÅä ņØ┤ņāüņŚÉņä£ ņŚ┤ņ▓śļ”¼ļÉśņ¢┤ ņĄ£ņóģņĀüņ£╝ļĪ£ Full Martensite ņĪ░ņ¦üņØä Ļ░Ćņ¦Ćņ¦Ćļ¦ī, ņŚ┤ņ▓śļ”¼ ņś©ļÅä 700 oCņØś Ļ▓ĮņÜ░, Ac3 ņś©ļÅä ņØ┤ĒĢśņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ Ferrite + PearliteņĪ░ņ¦üņØä ņ£Āņ¦ĆĒĢśĻ│Ā, 800 oCņØś Ļ▓ĮņÜ░ļŖö Ac1-Ac3ņØś ņØ┤ņāüņśüņŚŁņŚÉņä£ ņŚ┤ņ▓śļ”¼ ļÉśļ»ĆļĪ£ ļāēĻ░ü Ēøä ļČĆļČäņĀüņ£╝ļĪ£ MartensiteņĪ░ņ¦üņØä ĒżĒĢ©ĒĢ£ļŗż [14].
ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Full Martensite ņĪ░ņ¦üņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŖö ņś©ļÅäņśüņŚŁņŚÉņä£ ņŚ┤ņ▓śļ”¼ ņś©ļÅäņŚÉ ļö░ļźĖ Al-10% Si ļÅäĻĖł 30MnB5ņØś ņĀÉņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢ┤ļ│┤ņĢśļŗż. ņŚ┤ņ▓śļ”¼ ņś©ļÅäņŚÉ ļö░ļźĖ ļäłĻ▓¤Ļ▓Į Ēü¼ĻĖ░ ļ░Å ņÜ®ņĀæĻ░ĢļÅäļź╝ ĒÅēĻ░ĆĒĢśņśĆĻ│Ā, ņĀÉņÜ®ņĀæņä▒ ņ░©ņØ┤ņØś ņøÉņØĖĻĘ£ļ¬ģņØä ņ£äĒĢśņŚ¼ ļÅäĻĖłņĖĄ ļ»ĖņäĖņĪ░ņ¦ü, ļÅÖņĀĆĒĢŁ (Dynamic resistance) ņØä ļ╣äĻĄÉ ļČäņäØĒĢ┤ ļ│┤ņĢśļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 Material
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ¦äĻ│Ąņ£ĀļÅäņÜ®ĒĢ┤ļĪ£ (Vacuum Induction Melting, VIM) ļź╝ ĒåĄĒĢ┤ Fe-0.31C-1.4Mn-0.2Si, wt%ņØś ĒĢ©ļ¤ēņØä Ļ░¢ļŖö ĒĢ½ņŖżĒā¼ĒĢæĻ░Ģ ņ×ēĻ││ņØä ņĀ£ņ×æĒĢśņśĆĻ│Ā, ņŚ┤Ļ░äņĢĢņŚ░Ļ│╝ ļāēĻ░äņĢĢņŚ░ņØä Ļ▒░ņ│É ņĄ£ņóģļæÉĻ╗ś 1.1 mm ļ»ĖņåīļæöĻ░ĢĒīÉņØä ņĀ£ņ×æĒĢśņśĆļŗż. Ļ│Āņś© ņé░ĒÖö ļ░Å ĒāłĒāä ļ░®ņ¦Ćļź╝ ņ£äĒĢ┤ 18 ╬╝m ļæÉĻ╗śņØś Al-10% Si ļÅäĻĖłņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
2.2 Dilatometry
30MnB5ņØś Austenitization ņś©ļÅä (Ac3) ņĖĪņĀĢņØä ņ£äĒĢ┤ B├żhr 805 A/D Dilatometerļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņŗ£ĒÄĖņØĆ ĒÅŁ 5 mm, ĻĖĖņØ┤ 10 mmļĪ£ ņĢĢņŚ░ļ░®Ē¢źņŚÉ ĒÅēĒ¢ēĒĢ£ ļ░®Ē¢źņ£╝ļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż. ņŗ£ĒÄĖņØĆ ņ¦äĻ│Ą ĒĢśņŚÉ ņŖ╣ņś© ņåŹļÅä 10 oC/s ļĪ£ 930 oCĻ╣īņ¦Ć ņŖ╣ņś© Ēøä 2ļČäĻ░ä ņ£Āņ¦ĆĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā ĒŚ¼ļź© Ļ░ĆņŖżļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ -50 oC/sņØś ņåŹļÅäļĪ£ ņāüņś©Ļ╣īņ¦Ć ļāēĻ░üĒĢśņśĆļŗż.
2.3 Hot stamping heat treatment
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ņŗ£ĒÄĖļōżņØĆ ļ░ĢņŖżĒśĢ ņĀäĻĖ░ļĪ£ņŚÉņä£ ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢņØä ļ¬©ņé¼ĒĢśņŚ¼ ņĀ£ņ×æĒĢśņśĆļŗż. Ļ░ĢĒīÉņØä ņäżņĀĢļÉ£ Austenitization ņś©ļÅäņŚÉņä£ 5ļČäĻ░ä ņŚ┤ņ▓śļ”¼ĒĢ£ Ēøä ļāēĻ░üņ▒äļäÉņØ┤ ņ׳ļŖö ĒÅēĒīÉ ĻĖłĒśĢņ£╝ļĪ£ ņś«Ļ▓© 14ņ┤łĻ░ä ļāēĻ░üĒĢśņśĆļŗż. ņŚ┤ņ▓śļ”¼ ņś©ļÅäļŖö 850 oC, 950 oC ļĪ£ ņäżņĀĢĒĢśņśĆļŗż.
2.4 Resistance Spot Welding
ņĀÉņÜ®ņĀæņØĆ ņĀ£ņ¢┤ņŻ╝Ēīīņłś 1000 HzņØś ņĀĢņ╣śņŗØ Medium Frequency Direct Current (MFDC) ņĀÉņÜ®ņĀæĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ĒÅēĻ░ĆĒĢśņśĆļŗż. ņÜ®ņĀæņĪ░Ļ▒┤ņØĆ ISO18278-2ņŚÉ ļö░ļØ╝ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ņĀäĻĘ╣Ļ│╝ ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ņāüņäĖļé┤ņÜ®ņØĆ Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĀÉņÜ®ņĀæ ņŗ£ĒŚśņØĆ ņĀäļźśļź╝ 0.5 kA Ļ░äĻ▓®ņ£╝ļĪ£ ņ”ØĻ░Ćņŗ£Ēéżļ®░ ExpulsionņØ┤ ļ░£ņāØĒĢĀ ļĢīĻ╣īņ¦Ć ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ░ĆņÜ®ņĀäļźś ĻĄ¼Ļ░äņØĆ ļäłĻ▓¤Ļ▓ĮņØ┤ 4ŌłÜt ņØ┤ņāüņØ┤ļ®░ Expulsion ņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö ĻĄ¼Ļ░äņ£╝ļĪ£ ņäżņĀĢĒĢśņśĆļŗż.
ņĀÉņÜ®ņĀæļČĆņØś Ļ▓ĮļÅä ņĖĪņĀĢņØĆ ļäłĻ▓¤ ņżæņĢÖļČĆņŚÉ ņĀĢļ░Ćņ╗ĘĒīģĻĖ░ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĀłļŗ©, ņŚ░ļ¦ł Ēøä ļ»ĖņäĖĻ▓ĮļÅä ņŗ£ĒŚśĻĖ░ (Future Tech FM-700 Microhardness Tester)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 300 gf ĒĢśņżæņ£╝ļĪ£ 5ņ┤łĻ░ä ņĢĢņ×ģĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆļŗż.
ņĀÉņÜ®ņĀæļČĆņØś Ļ░ĢļÅäĒÅēĻ░Ćļź╝ ņ£äĒĢśņŚ¼ ņØĖņןņĀäļŗ©ĒĢśņżæ(Tensile Shear Strength, TSS)Ļ│╝ ņŗŁņ×ÉņØĖņןĒĢśņżæ(Cross Tension Strength, CTS) ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. TSS ĒÅēĻ░Ćļź╝ ņ£äĒĢ£ ņŗ£ĒŚśĒÄĖņØĆ ISO14273ņØä ļö░ļØ╝ 105 mm ├Ś 45 mm Ēü¼ĻĖ░ ņŗ£ĒÄĖ 2Ļ░£ļź╝ 35 mm Ļ▓╣ņ╣£ ņāüĒā£ņŚÉņä£ ņĀÉņÜ®ņĀæ ĒĢśņśĆĻ│Ā, CTS ĒÅēĻ░Ćļź╝ ņ£äĒĢ£ ņŗ£ĒŚśĒÄĖņØĆ ISO14272ņØä ļö░ļØ╝ 100 mm ├Ś 50 mm Ēü¼ĻĖ░ ņŗ£ĒÄĖ 2Ļ░£ļź╝ ņłśņ¦üņ£╝ļĪ£ ĻĄÉņ░©ĒĢśņŚ¼ ņÜ®ņĀæĒĢśņŚ¼ ņĀ£ņ×æĒĢśņśĆļŗż. ņÜ®ņĀæĒĢ£ ņŗ£ĒŚśĒÄĖņØĆ ļ¦īļŖź ņ×¼ļŻī ņŗ£ĒŚśĻĖ░ (ZWICK Z100 Universal Tensile Testing Machine)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ĒÅēĻ░ĆĒĢśņśĆļŗż.
ļÅÖņĀĆĒĢŁĻ░ÆņØĆ ņĀäĻĘ╣ ņ¢æ ņäĀļŗ©ņŚÉ ņןņ░®ĒĢ£ Ļ│äņĖĪņןļ╣äļź╝ ĒåĄĒĢ┤ ņŗżņŗ£Ļ░äņ£╝ļĪ£ ņĖĪņĀĢĒĢ£ ņĀäņĢĢĻ│╝ ņĀäļźśļź╝ Ļ│äņé░ĒĢśņŚ¼ ņ¢╗ņŚłļŗż. ņĀäļźśņØĆ PEM ņé¼ņØś DCFlex ņןļ╣äļĪ£ Ļ│äņĖĪĒĢśņśĆĻ│Ā, ņĀäņĢĢ Ļ│äņĖĪ ļ░Å ļŹ░ņØ┤Ēä░ ņłśņ¦æņØĆ NATIONAL INSTRUMENTS ņé¼ņØś cDAQ-9174 ņןļ╣äļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż.
2.5 Microstructure Analysis
ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØņØä ņ£äĒĢ£ ņŗ£ĒÄĖņØĆ ļŗ©Ļ│äņĀüņ£╝ļĪ£ ņé¼ĒżņŚ░ļ¦ł Ēøä ļŗżņØ┤ņĢäļ¬¼ļō£ ĒÄśņØ┤ņŖżĒŖĖļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņ×ģļÅä 1 ╬╝mĻ╣īņ¦Ć ļ»ĖņäĖ ņŚ░ļ¦łĒĢśņŚ¼ ņĀ£ņ×æĒĢśņśĆļŗż. ņŚ░ļ¦łļÉ£ ņŗ£ĒÄĖņØĆ ņ¦łņé░ (HNO3) 4%ņÖĆ ņŚÉĒāäņś¼ (Ethanol) 96%ņØś Ēś╝ĒĢ®ņÜ®ņĢĪņ£╝ļĪ£ ņĢĮ 20ņ┤łĻ░ä ņŚÉņ╣ŁņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņŚ░ļ¦łļÉ£ ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĒÖöĒĢÖņä▒ļČä ļČäņäØņØĆ Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į (ZEISS Axio Imager. A2m Optical Microscope, OM) ņÖĆ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į (FEI Quanta 450 Scanning Elctron Microscope, SEM) ņŚÉ Energy Dispersive Spectroscopy (EDS) detectorļź╝ ņäżņ╣śĒĢśņŚ¼ Ļ┤Ćņ░░ĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
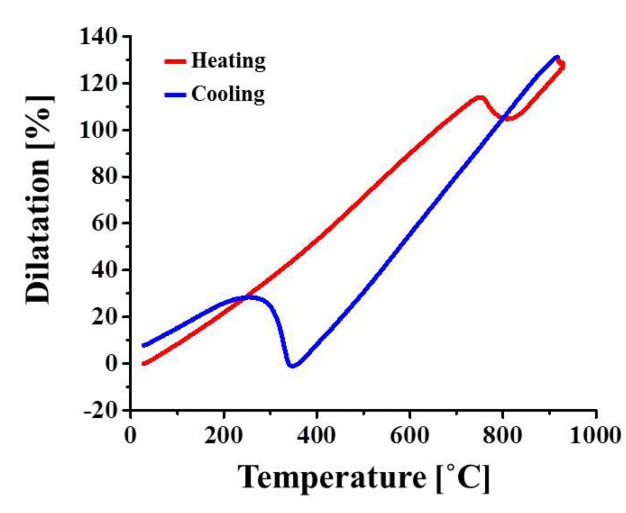
30MnB5 Ļ░ĢņØś ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņś©ļÅä ņĪ░Ļ▒┤ ņäżņĀĢņØä ņ£äĒĢśņŚ¼ ņś©ļÅäļ│ĆĒÖöņŚÉ ļö░ļźĖ ĒīĮņ░ĮļźĀņØä ņĖĪņĀĢĒĢśņśĆļŗż (ĻĘĖļ”╝ 1). ņŖ╣ņś©Ļ│ĪņäĀņØä ļ│┤ļ®┤ ņāüņś©ļČĆĒä░ ņś©ļÅäĻ░Ć ņāüņŖ╣ĒĢ©ņŚÉ ļö░ļØ╝ ĒīĮņ░Įņ£©ņØĆ ņ”ØĻ░ĆĒĢśļŗżĻ░Ć 750 oC ņŚÉņä£ ĻĖēĻ▓®Ē׳ Ļ░ÉņåīĒĢśĻĖ░ ņŗ£ņ×æĒĢśņŚ¼ 810 oCĻ╣īņ¦Ć Ļ░ÉņåīĒĢ£ Ēøä ļŗżņŗ£ ņ”ØĻ░ĆĒĢ£ļŗż. ļāēĻ░üĻ│ĪņäĀņØä ļ│┤ļ®┤ 930 oC ļČĆĒä░ 350 oCĻ╣īņ¦Ć Ļ░ÉņåīĒĢśļŗżĻ░Ć 350 oC ļČĆĒä░ ĻĖēĻ▓®Ē׳ ņ”ØĻ░ĆĒĢśņŚ¼ 250 oC ļČĆĒä░ ļŗżņŗ£ Ļ░ÉņåīĒĢ£ļŗż.
ĻĘĖļ”╝ 1ņŚÉņä£ ĒīĮņ░ĮļźĀņØś ĻĖēĻ▓®ĒĢ£ ļ│ĆĒÖöļŖö ņåīņ×¼ņØś ņāüļ│ĆĒā£ņŚÉ ĻĖ░ņØĖĒĢ£ļŗż. ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņĀä 30MnB5 Ļ░ĢņØĆ FerriteņÖĆ PearliteņØś ļ│ĄĒĢ® ņĪ░ņ¦üņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ņ£╝ļ®░ ļīĆļČĆļČäņØ┤ Body Centred Cubic (BCC) ĻĄ¼ņĪ░ņØĖ Ferrite ņāüņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ņ׳ļŗż [11]. ņś©ļÅäĻ░Ć 750 oC Ļ░Ć ļÉśļ®┤ Close packed ĻĄ¼ņĪ░ņØĖ Face Centred Cubic (FCC)ņØś AusteniteļĪ£ ļ│ĆĒā£ļź╝ ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĒīĮņ░ĮļźĀņØś ĻĖēĻ▓®ĒĢ£ Ļ░ÉņåīĻ░Ć ļéśĒāĆļéśĻ▓ī ļÉ£ļŗż. AusteniteņØś ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒīĮņ░ĮļźĀņØĆ Ļ░ÉņåīĒĢśļŗżĻ░Ć 810 oCņŚÉņä£ ļ│ĆĒā£Ļ░Ć ņÖäļŻīļÉśņ¢┤ Austenite ļŗ©ņāüņØ┤ ļÉśļ®┤ ļŗżņŗ£ ņś©ļÅäņŚÉ ņØśĒĢ£ ĒīĮņ░Įņ£╝ļĪ£ ĒīĮņ░ĮļźĀņØĆ ņ”ØĻ░ĆĒĢ£ļŗż. Austenite ļŗ©ņāüĻĄ¼ņĪ░ņØś ņŗ£ĒÄĖņØä -50 oC/sņØś ļāēĻ░üņåŹļÅäļĪ£ ĻĖēļףĒĢśĻ▓ī ļÉśļ®┤ 250 oC ļČĆĻĘ╝ņŚÉņä£ Open structureņØĖ Body Centred Tetragonal (BCT) ĻĄ¼ņĪ░ņØś Martensite ņāüņØ┤ ņāØņä▒ļÉśļ®┤ņä£ ĒīĮņ░ĮļźĀņØĆ ĻĖēņ”ØĒĢśĻ▓ī ļÉ£ļŗż. ĻĘĖ Ēøä ņāüļ│ĆĒā£Ļ░Ć ņÖäļŻīļÉśļ®┤ ļŗżņŗ£ ĒīĮņ░ĮļźĀņØĆ Ļ░ÉņåīĒĢ£ļŗż. ĒÅēĒśĢņāüĒā£ņŚÉņä£ļŖö 810 oC ĻĘ╝ņ▓śņŚÉņä£ Ferrite ņāØņä▒ņØ┤ ņŗ£ņ×æĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĒīĮņ░ĮļźĀņØ┤ ĻĖēņ”ØĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ĒĢśņ¦Ćļ¦ī ĒĢ½ņŖżĒā¼ĒĢæ ĻĖłĒśĢ ļāēĻ░üņåŹļÅäņØĖ -50 oC/sņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ĻĖēņ”ØĒĢśņ¦Ć ņĢŖņØĆ Ļ▓āņ£╝ļĪ£ ļ│┤ņĢä FerriteĻ░Ć ņāØņä▒ļÉśņ¦Ć ņĢŖņØĆ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĒīĮņ░ĮļźĀ Ļ│ĪņäĀņØä ĒåĄĒĢ┤ 30MnB5 Ļ░ĢņØś ņāüļ│ĆĒā£ ņś©ļÅäļź╝ Ēæ£ 2ņÖĆ Ļ░ÖņØ┤ ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
ĒĢ½ņŖżĒā¼ĒĢæ ļČĆĒÆłņØś Ļ░ĢļÅäļź╝ ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ĻĖłĒśĢ ļāēĻ░üņØä ĒåĄĒĢ£ Ļ░ĢĒīÉņØś ņĄ£ņóģ ļ»ĖņäĖņĪ░ņ¦üņØ┤ Full MartensiteĻ░Ć ļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ļö░ļØ╝ņä£ 30MnB5ņØś Ļ▓ĮņÜ░, ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņś©ļÅäļź╝ ņĄ£ņåīĒĢ£ Ac3 ņś©ļÅäņØĖ 810 oC ņØ┤ņāüņ£╝ļĪ£ ņäżņĀĢĒĢ┤ņĢ╝ ĒĢ©ņØä ņĢī ņłś ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗżņĀ£ ĒĢ½ņŖżĒā¼ĒĢæ ļČĆĒÆłņāØņé░ņØä Ļ│ĀļĀżĒĢśņŚ¼, ņŚ┤ņ▓śļ”¼ ņś©ļÅäņĪ░Ļ▒┤ņØä 850 oCņÖĆ 950 oCļĪ£ ņäżņĀĢĒĢśņŚ¼ ņĀÉņÜ®ņĀæņä▒ ĒÅēĻ░Ćļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż.
ĻĘĖļ”╝ 2ļŖö ņÜ®ņĀæņĀäļźśņŚÉ ļö░ļźĖ Al-10% SiļÅäĻĖł ĒĢ½ņŖżĒā¼ĒĢæĻ░ĢņØś ļäłĻ▓¤Ļ▓Į (Nugget Diameter)ņØä ņĖĪņĀĢĒĢśņŚ¼ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØĆ ļäłĻ▓¤Ļ▓ĮņØ┤ ņĀäļźśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśļŗżĻ░Ć 7.0 kAņŚÉņä£ ExpulsionņØ┤ ļ░£ņāØĒĢśļ®┤ņä£ Ļ░ÉņåīĒĢśņśĆļŗż. Ļ░ĆņÜ®ņĀäļźśĻĄ¼Ļ░äņØś Ļ▓ĮņÜ░, 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØĆ 5.5 kA ~ 6.5 kA ĻĄ¼Ļ░äņŚÉņä£ ļäłĻ▓¤Ļ▓Į 4ŌłÜtļź╝ ļ¦īņĪ▒ĒĢśņśĆĻ│Ā, ņĄ£ļīĆ ļäłĻ▓¤Ļ▓ĮņØĆ 6.5 kA ņĀäļźś ņĪ░Ļ▒┤ņŚÉņä£ 5.6 mm ņśĆļŗż. 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØĆ 5.5 kAņŚÉņä£ ExpulsionņØ┤ ļ░£ņāØĒĢśņśĆĻ│Ā ļäłĻ▓¤Ļ▓Į 4ŌłÜtļź╝ ļ¦īņĪ▒ĒĢśļŖö Ļ░ĆņÜ®ņĀäļźśĻĄ¼Ļ░äņØ┤ ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖņĢśļŗż.
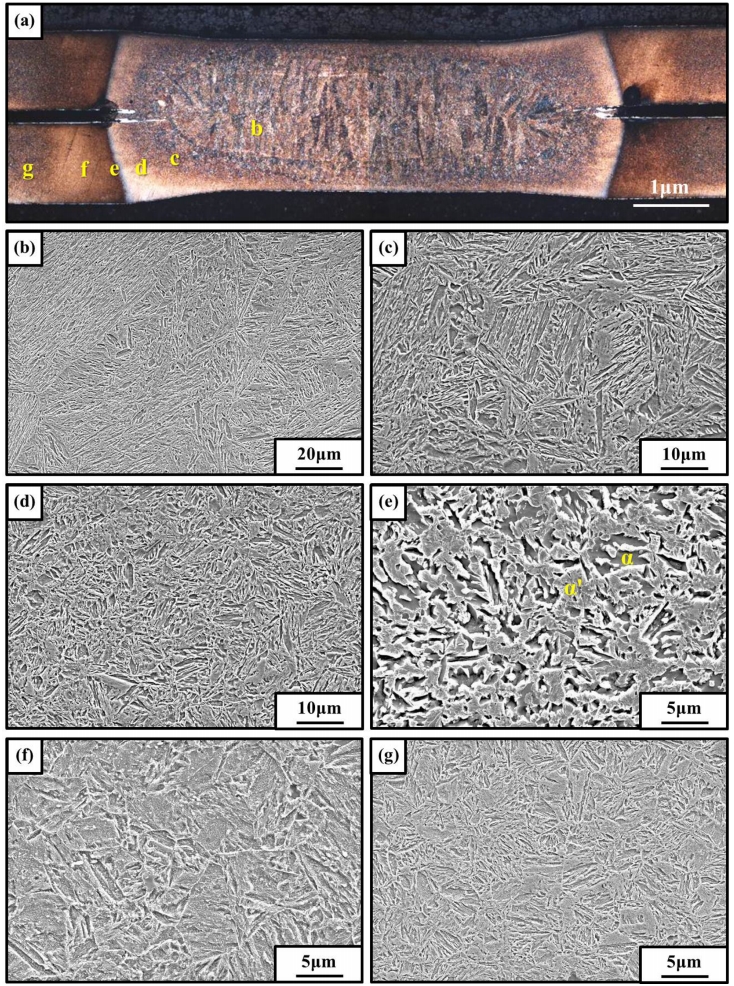
ĻĘĖļ”╝ 3ņØĆ 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņÜ®ņĀæļČĆ ļ»ĖņäĖņĪ░ņ¦üņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĀÉņÜ®ņĀæņØĆ ņĄ£ļīĆ ļäłĻ▓¤Ļ▓ĮņØä Ļ░Ćņ¦ĆļŖö 6.5 kA ņĀäļźśņĪ░Ļ▒┤ņŚÉņä£ ņŗżņŗ£ĒĢśņśĆļŗż. ĻĘĖļ”╝ 3(a)ņŚÉņä£ ņÜ®ņĀæļČĆļŖö (b) ņĀÉņÜ®ņĀæņŗ£ ņÜ®ņ£ĄļÉśņŚłļŗżĻ░Ć ņØæĻ│ĀļÉśļŖö Fusion Zone (FZ), (c-f) ņÜ®ņ£ĄļÉśņ¦Ć ņĢŖņ¦Ćļ¦ī ņĀÉņÜ®ņĀæņŗ£ ļ░£ņāØĒĢśļŖö ņŚ┤ļĪ£ ņØĖĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØś ļ│ĆĒÖöĻ░Ć ņāØĻĖ░ļŖö Heat Affected Zone (HAZ), (g) ņŚ┤ņśüĒ¢źņØä ļ░øņ¦Ć ņĢŖņØĆ Base Metal (BM)ņØś ņäĖĻ░Ćņ¦Ć ņśüņŚŁņ£╝ļĪ£ ļéśļłī ņłś ņ׳ļŗż. ņØ┤ņżæ HAZļŖö ņś©ļÅäņśüņŚŁņŚÉ ļö░ļØ╝ (b-c) Ac3ņś©ļÅä ņ£äņŚÉņä£ ņŚ┤ņ▓śļ”¼Ļ░Ć ļÉśļŖö Upper-Critical HAZ (UCHAZ), (d) Ac1-Ac3ņś©ļÅä ņé¼ņØ┤ņØś ņØ┤ņāüņśüņŚŁņŚÉņä£ ņŚ┤ņ▓śļ”¼Ļ░Ć ļÉśļŖö Inter-Critical HAZ (ICHAZ), Ac1ņś©ļÅä ļ░æņŚÉņä£ ņŚ┤ņ▓śļ”¼ ļÉśļŖö Sub-Critical HAZ (SCHAZ)ļĪ£ ļéśļē£ļŗż [15].
FZņØĆ ĻĘĖļ”╝ 3(b)ņÖĆ Ļ░ÖņØ┤ Lath ĒśĢĒā£ņØś Martensite ņĪ░ņ¦üņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. MartensiteņØś ļ¬©ņ×¼Ļ░Ć ņĀÉņÜ®ņĀæ ņŗ£ ņÜ®ņ£ĄļÉśņ¢┤ LiquidņāüņØ┤ ļÉśĻ│Ā ļāēĻ░ü ņżæņŚÉ Austniteļź╝ Ļ▒░ņ│É ņĄ£ņóģņĀüņ£╝ļĪ£ Martensite ņĪ░ņ¦üņ£╝ļĪ£ ļ│ĆĒā£ĒĢśņśĆļŗż (╬▒'ŌåÆ LŌåÆ ╬│ŌåÆ ╬▒'). ņĢĪņāüņŚÉņä£ ņāØņä▒ļÉ£ FZņØś ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņĪ░ņ¦üņØ┤ Ļ│Āņāüņ£╝ļĪ£ļČĆĒä░ ņāØņä▒ļÉ£ BM (ĻĘĖļ”╝ 3(g))ņØś ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņĪ░ņ¦üļ│┤ļŗż ņĪ░ļīĆĒĢśņśĆļŗż. HAZļŖö ņĀäĻĘ╣Ļ│╝ņØś Ļ▒░ļ”¼ņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦üņØ┤ ļŗżļź┤Ļ▓ī ļéśĒāĆļé£ļŗż. ĻĘĖļ”╝ 3(c,d)ņÖĆ Ļ░ÖņØ┤ UCHAZ ņżæ FZĻ│╝ Ļ░ĆĻ╣īņÜ┤ ņ£äņ╣śņŚÉļŖö ņĪ░ļīĆĒĢ£ Martensite Ļ░Ć, UCHAZ ņżæ Corona bondņÖĆ Ļ░ĆĻ╣īņÜ┤ ņ£äņ╣śņŚÉļŖö ļ»ĖņäĖĒĢ£ Martensite ņĪ░ņ¦üņØ┤ ņāØņä▒ļÉ£ļŗż. ņØ┤ ļæÉ ņĪ░ņ¦ü ļ¬©ļæÉ MartensiteĻ░Ć Ac3 ņś©ļÅäņØ┤ņāüņŚÉņä£ AusteniteļĪ£ ņŚŁļ│ĆĒā£ļÉ£ ĒøäņŚÉ ļŗżņŗ£ MartensiteļĪ£ ļ│ĆĒā£ļÉ£ ņĪ░ņ¦üņØ┤ļŗż (╬▒' ŌåÆ ╬│ ŌåÆ ╬▒'). ļŗżļ¦ī FZņØś Ļ▒░ļ”¼ņŚÉ ļö░ļźĖ ņŚ┤ņ▓śļ”¼ ņś©ļÅäņ░©ņØ┤ļĪ£ Prior Austenite GrainņØś Ēü¼ĻĖ░ņØś ņ░©ņØ┤Ļ░Ć ņ׳ļŗż. ICHAZ ņśüņŚŁņØĆ Ac1-Ac3 ņś©ļÅä ņé¼ņØ┤ņŚÉņä£ ņŚ┤ņ▓śļ”¼ ļÉ©ņ£╝ļĪ£ņŹ© Martensite ņĪ░ņ¦üņØś ņØ╝ļČĆĻ░Ć AusteniteļĪ£ ņŚŁļ│ĆĒā£ Ēøä ļāēĻ░üņåŹļÅäņŚÉ ļö░ļØ╝ Martensite ļśÉļŖö Ferrite ļĪ£ ļ│ĆĒā£ĒĢ£ļŗż. AusteniteļĪ£ ņŚŁļ│ĆĒā£ļÉśņ¦Ć ņĢŖņØĆ MartensiteļŖö TemperingņØ┤ ļÉ£ļŗż (╬▒'ŌåÆ Tempered ╬▒' + ╬│ ŌåÆ Tempered ╬▒' + ╬▒ / ╬▒'). ĻĘĖļ”╝ 3(e)ņØś FerriteņØś Ļ▓ĮņÜ░, FZļĪ£ ļČĆĒä░ņØś Ļ▒░ļ”¼Ļ░Ć ļ®ĆĻĖ░ ļĢīļ¼ĖņŚÉ ļāēĻ░üņØ┤ ņČ®ļČäĒĢśņ¦Ć ņĢŖņĢäņä£ ņāØņä▒ļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. SCHAZņśüņŚŁņØĆ Ac1 ņś©ļÅä ņĢäļלņŚÉņä£ ņŚ┤ņ▓śļ”¼Ļ░Ć ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņāüļ│ĆĒā£ļŖö ņØ╝ņ¢┤ļéśņ¦Ć ņĢŖĻ│Ā Martensite ņĪ░ņ¦üņØ┤ Temperingļ¦ī ļÉ£ļŗż (ĻĘĖļ”╝ 3(f)).
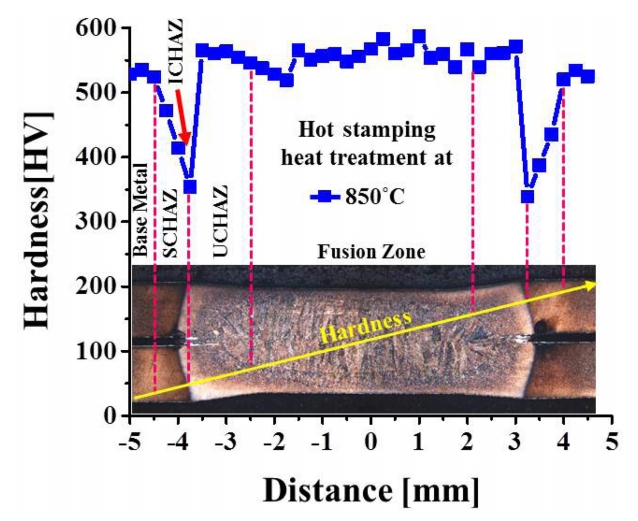
ļÅÖņØ╝ ņŗ£ĒÄĖņØś Ļ▓ĮļÅäļČäĒżļź╝ ĻĘĖļ”╝ 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļäłĻ▓¤ ņżæņŗ¼ļČĆļČĆĒä░ Corona bondĻ╣īņ¦Ć Ļ▓ĮļÅäĻ░Ć 520-580 HVļĪ£ ļ¬©ņ×¼ņŚÉ ļ╣äĒĢ┤ ņĄ£ļīĆ 60 HV ņĀĢļÅä ļåÆņĢśļŗż. Corona bond ļČĆĒä░ 340 HVļĪ£ ĻĖēĻ▓®ĒĢśĻ▓ī Ļ░ÉņåīĒĢśņśĆļŗżĻ░Ć BMĻ╣īņ¦Ć ļŗżņŗ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. FZĻ│╝ BMņØĆ ļÅÖņØ╝ĒĢ£ Martensite ņĪ░ņ¦üņØ┤ņ¦Ćļ¦ī FZņØś Ļ▓ĮņÜ░ ņŚ┤ņĀäļÅäņ£©ņØ┤ ļåÆņØĆ ņĀäĻĘ╣ņ£╝ļĪ£ LiquidņāüļČĆĒä░ MartensiteĻ╣īņ¦Ć ļåÆņØĆ ļāēĻ░üņåŹļÅäļĪ£ ļāēĻ░üļÉśņ¦Ćļ¦ī BMņØĆ ĒĢ½ņŖżĒā¼ĒĢæ Ļ│ĄņĀĢ ņżæ Ļ░ĢĒīÉ ņØ┤ņåĪņŚÉ ļö░ļźĖ Ļ│ĄļףĻ│╝ ņŚ┤ņĀäļÅäņ£©ņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ĻĖłĒśĢņ£╝ļĪ£ ļāēĻ░üļÉ£ļŗż. ņØ┤ļĪ£ņØĖĒĢ┤ FZņØś Ļ▓ĮļÅäĻ░ÆņØ┤ BMņØś Ļ▓ĮļÅä Ļ░Æļ│┤ļŗż ļåÆņØĆ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [16]. Nishibataļō▒ņØĆ ļāēĻ░üņåŹļÅäņŚÉ ļö░ļźĖ ĒĢ½ņŖżĒā¼Ļ░ĢņØś Ļ▓ĮļÅä ļ│ĆĒÖöņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ĒĢśņśĆļŗż. ņłśļāēņ£╝ļĪ£ ļ¦īļōżņ¢┤ņ¦ä ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļŖö ļåÆņØĆ ļāēĻ░üņåŹļÅäļĪ£ ņØĖĒĢśņŚ¼ Full lath-martensiteļź╝ ņāØņä▒ĒĢ£ļŗż. ĒĢśņ¦Ćļ¦ī ĻĖłĒśĢļāēĻ░üņ£╝ļĪ£ ņØĖĒĢ┤ ļ¦īļōżņ¢┤ņ¦ä ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļŖö ļé«ņØĆ ļāēĻ░üņåŹļÅäļĪ£ ņØĖĒĢśņŚ¼ ņØ╝ļČĆ lath-martensiteĻ░Ć ļāēĻ░ü ņżæņŚÉ Auto-tempering ļÉśņ¢┤ Ļ▓ĮļÅäĻ░Ć Ļ░ÉņåīĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż [17]. Corona bond ļČĆĻĘ╝ņŚÉņä£ Ļ▓ĮļÅä ņØ┤ ĻĖēĻ░ÉĒĢ£ ņØ┤ņ£ĀļŖö ņŚ░ņ¦łņØś Ferrite ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢ£ Ļ▓āņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [18,19].
ĻĘĖļ”╝ 5ļŖö ņÜ®ņĀæņĀäļźśņŚÉ ļö░ļźĖ ņØĖņןņĀäļŗ©Ļ░ĢļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņÜ®ņĀæņĀäļźśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļäłĻ▓¤Ļ▓ĮņØ┤ ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņØĖņןņĀäļŗ©Ļ░ĢļÅä ļśÉĒĢ£ ņÜ®ņĀæņĀäļźśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśņśĆļŗż. 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņĄ£ļīĆ ņØĖņןņĀäļŗ©Ļ░ĢļÅäļŖö 6.5 kA ņĀäļźśņĪ░Ļ▒┤ņŚÉņä£ 13.15 kN ņØ┤ņŚłļŗż. ļ░śļ®┤ 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņĄ£ļīĆ ņØĖņןņĀäļŗ©Ļ░ĢļÅäļŖö 5.0 kA ņĀäļźśņĪ░Ļ▒┤ņŚÉņä£ 9.46 kNņ£╝ļĪ£ Ēü░ ņ░©ņØ┤ļź╝ ļ│┤ņśĆļŗż. 850 oC ņŚ┤ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØ┤ 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖļ│┤ļŗż Ļ░ĆņÜ®ņĀäļźśĻĄ¼Ļ░äļÅä ļäōĻ│Ā ņĄ£ļīĆ ļäłĻ▓¤Ļ▓ĮļÅä Ēü¼ĻĖ░ ļĢīļ¼ĖņŚÉ ņØĖņןņĀäļŗ©Ļ░ĢļÅä ļśÉĒĢ£ ļåÆņĢśļŗż.
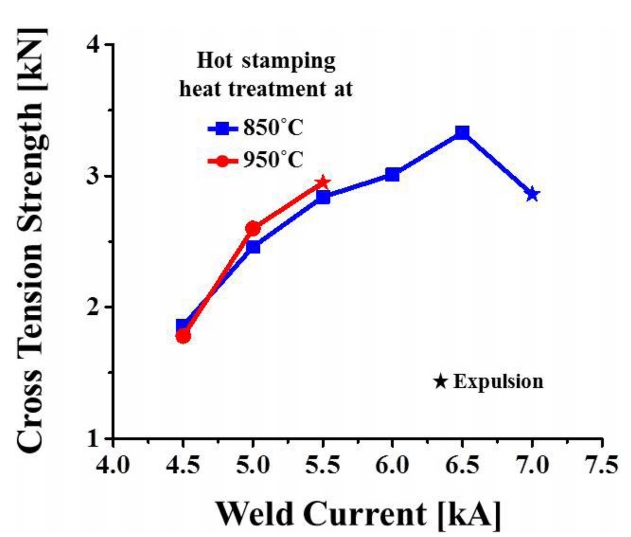
ĻĘĖļ”╝ 6ļŖö ņÜ®ņĀæņĀäļźśņŚÉ ļö░ļźĖ ņŗŁņ×ÉņØĖņןĻ░ĢļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņŗŁņ×ÉņØĖņןĻ░ĢļÅäļÅä ņØĖņןņĀäļŗ©Ļ░ĢļÅäņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņĀäļźśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśņśĆļŗż. 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņĄ£ļīĆ ņŗŁņ×ÉņØĖņןĻ░ĢļÅäļŖö 6.5 kA ņĀäļźśņĪ░Ļ▒┤ņŚÉņä£ 3.33 kN ņØ┤ņŚłļŗż. ļ░śļ®┤ 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņĄ£ļīĆ ņŗŁņ×ÉņØĖņןĻ░ĢļÅäļŖö 5.0 kA ņĀäļźśņĪ░Ļ▒┤ņŚÉņä£ 2.6 kNņ£╝ļĪ£ 850 oCņŚÉ ļ╣äĒĢ┤ ļé«ņØĆ Ļ░ÆņØä ļ│┤ņśĆļŗż.
ņŚ┤ņ▓śļ”¼ ņś©ļÅäņŚÉ ļö░ļźĖ 30MnB5ņØś ņĀÉņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĻ▓░Ļ│╝ļź╝ ļČäņäØĒĢ┤ļ│Ė Ļ▓░Ļ│╝, 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØ┤ 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖļ│┤ļŗż ļäłĻ▓¤ņä▒ņן Ļ▒░ļÅÖ ļ░Å ņÜ®ņĀæĻ░ĢļÅä ļō▒ ņĀÉņÜ®ņĀæņä▒ņØ┤ ņÜ░ņłśĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļÅÖņØ╝ĒĢ£ ņĪ░Ļ▒┤ĒĢśņŚÉ ņĀÉņÜ®ņĀæ Ē¢łņØä Ļ▓ĮņÜ░, ņĀÉņÜ®ņĀæņä▒ņØś ņ░©ņØ┤Ļ░Ć ļéśļŖö ņØ┤ņ£ĀļŖö ļ¬©ņ×¼ Ēś╣ņØĆ ļÅäĻĖłņØś ņ░©ņØ┤ ļĢīļ¼Ėņ£╝ļĪ£ ņ£ĀņČö ĒĢ┤ļ│╝ ņłś ņ׳ļŗż. ņøÉņØĖĻĘ£ļ¬ģņØä ņ£äĒĢ┤ ņŚ┤ņ▓śļ”¼ ņś©ļÅäņŚÉ ļö░ļźĖ ļ¬©ņ×¼ņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ņ░©ņØ┤ņÖĆ ļÅäĻĖłņĖĄ ļ»ĖņäĖĻĄ¼ņĪ░ņŚÉ ļīĆĒĢ£ ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
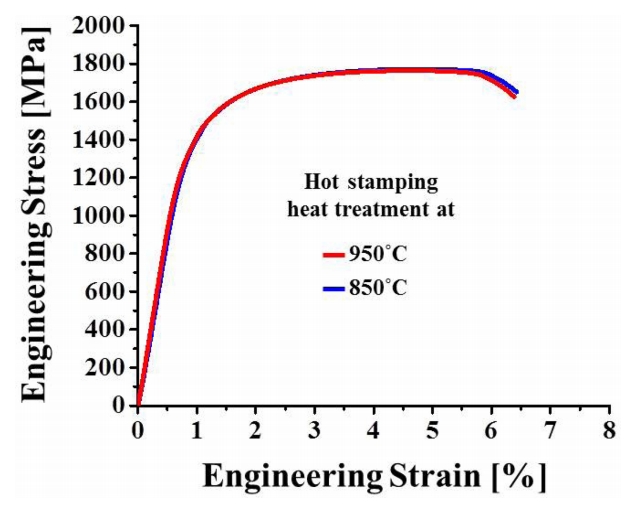
Dilatometry ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░, ļ¦żņÜ░ ņ×æĻ│Ā ņŗ£ĒÄĖņŚÉ ņ¦üņĀæ ļČĆņ░®ĒĢ£ ņŚ┤ņĀäļīĆņŚÉ ņØśĒĢ┤ ņś©ļÅäĻ░Ć ņĀĢļ░ĆņĀ£ņ¢┤ ļÉśņ¦Ćļ¦ī, ņŗżņĀ£ ļČĆĒÆł ņāØņé░ņŚÉņä£ļŖö ļĖöļףĒü¼ļÅä Ēü¼Ļ│Ā Ļ░ĆņŚ┤ļĪ£ ļČäņ£äĻĖ░ļź╝ ņĀ£ņ¢┤ĒĢśļŖö ļ░®ņŗØņ£╝ļĪ£ ņŚ┤ņ▓śļ”¼ ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņäżņĀĢĒĢ£ ņś©ļÅäĒĢśņŚÉ ņŗżņĀ£ļĪ£ Ļ░ĢļÅäĻ░Ć ļéśņśżļŖöņ¦Ć ĒÖĢņØĖņØ┤ ĒĢäņÜöĒĢśļŗż. ņäżņĀĢĒĢ£ ņś©ļÅäņĪ░Ļ▒┤ĒĢśņŚÉ ņŚ┤ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØś Ļ░ĢļÅäĒÖĢļ│┤ņŚ¼ļČĆ, ņŚ┤ņ▓śļ”¼ ņś©ļÅäņŚÉ ļö░ļźĖ ļ¬©ņ×¼ņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ņ░©ņØ┤ ņŚ¼ļČĆļź╝ ĒīÉļŗ©ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņØĖņןņŗ£ĒŚśņØä ĒĢśņśĆļŗż. ĻĘĖļ”╝ 7ļŖö ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņś©ļÅäĻ░Ć 850 oCņÖĆ 950 oCņØ╝ ļĢī ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØä ļéśĒāĆļéĖ Engineering Stress-Strain curveņØ┤ļŗż. ņØĖņןĻ░ĢļÅä (Ultimate Tensile Strength, UTS)ļŖö Ļ░üĻ░ü 1771 MPa, 1764 MPaņØ┤Ļ│Ā ņŚ░ņŗĀņ£© ļæÉ ņĪ░Ļ▒┤ ļ¬©ļæÉ 6.4%ļĪ£ ļ¦żņÜ░ ņ£Āņé¼ĒĢ£ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØä ļ│┤ņśĆļŗż. ĻĘĖļ”╝ 1ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ 810 oC ņØ┤ņāüņŚÉņä£ ņŚ┤ņ▓śļ”¼Ļ░Ć ļÉśļ®┤ ļ¬©ņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ Ferrite + Pearlite ŌåÆ Austenite ŌåÆ MartensiteļĪ£ ņāüļ│ĆĒā£Ļ░Ć ņØ╝ņ¢┤ļé£ļŗż. ļö░ļØ╝ņä£ ļæÉ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ĒĢśņŚÉ ņĀ£ņ×æļÉ£ ņŗ£ĒÄĖņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØ┤ ļÅÖņØ╝ĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│╝ ļĢī, ļ¬©ņ×¼ļĪ£ ņØĖĒĢ£ ņĀÉņÜ®ņĀæļČĆņØś Ļ░ĢļÅä ļ│ĆĒÖöļŖö ņŚåņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ĻĘĖļ”╝ 8ņØĆ ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņĀäĒøä (850 oC, 950 oC)ņØś ļÅäĻĖłņĖĄņØś ļ»ĖņäĖņĪ░ņ¦ü SEM micrograph ņÖĆ EDS ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Al-10% Si ļÅäĻĖłņĖĄņØĆ ņŚ┤ņ▓śļ”¼ ņĀäņŚÉ Al matrixņŚÉ Si particleņØ┤ ļČäņé░ļÉśņ¢┤ņ׳Ļ│Ā 5 ╬╝m ļæÉĻ╗śņØś Fe-Al-Si ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņĖĄņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ņ׳ļŗż. ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ļź╝ 850 oCņŚÉņä£ ņ¦äĒ¢ēĒĢ£ Ļ▓ĮņÜ░, ļÅäĻĖłņĖĄņØĆ Al-rich ņāüņ£╝ļĪ£ ļīĆļČĆļČä ĻĄ¼ņä▒ļÉśņ¢┤ņ׳Ļ│Ā ļÅäĻĖłņĖĄ ņāüļŗ© ļČĆņŚÉ Fe-rich ņāüņØ┤ 2 - 3 ╬╝m Ēü¼ĻĖ░ļĪ£ ļČłņŚ░ņåŹņĀüņ£╝ļĪ£ ļČäĒżļÉśņ¢┤ņ׳ļŗż. ļ¬©ņ×¼ņÖĆ ļÅäĻĖłņĖĄ ņé¼ņØ┤ņŚÉļŖö Fe-rich Diffusion layerĻ░Ć 2 ╬╝m ļæÉĻ╗śļĪ£ ĒśĢņä▒ļÉśņ¢┤ņ׳ļŗż. ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ļź╝ 950 oCņŚÉņä£ ņ¦äĒ¢ēĒĢ£ Ļ▓ĮņÜ░, ļÅäĻĖłņĖĄņØĆ Ļ░ü 5 ╬╝m ļæÉĻ╗śņØś Al-rich, Fe-rich, Al-rich ņł£ņ£╝ļĪ£ ņŚ░ņåŹņĀüņØĖ ņĖĄņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśĻ│Ā 10 ╬╝m ļæÉĻ╗śļĪ£ Fe-rich Diffusion layerĻ░Ć ĒśĢņä▒ļÉśņ¢┤ņ׳ļŗż.
ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņĀä ņŗ£ĒÄĖņØś Fe-Al-Si ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņĖĄņØĆ 9.5Fe-57.5Al-13.0Si, wt%ļĪ£ ĻĄ¼ņä▒ļÉśļ®░ ĒÖöĒĢÖņ¢æļĪĀņĀüņ£╝ļĪ£ Fe2Al7Si Ēś╣ņØĆ Fe2Al8Si ņāüņ£╝ļĪ£ ĻĘ£ļ¬ģļÉ£ļŗż. Fe2Al8Si ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņĖĄņØĆ ļÅäĻĖł ņżæ AlņØ┤ Steel substrateņÖĆ ĻĖēņåŹĒĢśĻ▓ī ļ░śņØæĒĢśļŖö Ļ▓āņØä ļ¦ēņĢäņŻ╝ļŖö Inhibition layerņØś ņŚŁĒĢĀņØä ĒĢ£ļŗż. [20,21]. ņŚ┤ņ▓śļ”¼Ļ░Ć ņ¦äĒ¢ēļÉśļ®┤ Inhibition layerĻ░Ć ņé¼ļØ╝ņ¦ĆĻ│Ā ļ¬©ņ×¼ņØś FeĻ░Ć AlļÅäĻĖłņĖĄņ£╝ļĪ£ ĒÖĢņé░ĒĢśņŚ¼ Fe-Al ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØä ņāØņä▒ĒĢ£ļŗż. Fe-Al ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņĖĄņØĆ ņś©ļÅä ļ░Å ņŗ£Ļ░äņŚÉ ļö░ļØ╝ ņāüļČäņ£©ņØ┤ ļŗ¼ļØ╝ņ¦äļŗż [22]. Ēæ£ 3ņØĆ 850 oC / 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ļÅäĻĖłņĖĄņØä ņāüļ│äļĪ£ EDS ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░, Fe-rich ņāüņØĆ 6.6 wt% SiņØä Ļ│ĀņÜ®ĒĢ£ FeAlņāü, Al-rich ņāüņØĆ 2.0 wt% SiņØä Ļ│ĀņÜ®ĒĢ£ Fe2Al5 ņāüņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż [23,24]. ņŚ┤ņ▓śļ”¼ ņś©ļÅäĻ░Ć 950 oCļĪ£ ņāüņŖ╣ĒĢśļ®┤, ļŹö ļ¦ÄņØĆ FeĻ░Ć ļ¬©ņ×¼ļĪ£ļČĆĒä░ ņ£Āņ×ģļÉśļ®┤ņä£ Fe-richņāüņØś ļČäņ£©ņØ┤ ņś¼ļØ╝Ļ░ĆĻ│Ā Fe ĒĢ©ļ¤ēļÅä ņś¼ļØ╝Ļ░ĆĻ▓ī ļÉ£ļŗż. ņāüļīĆņĀüņ£╝ļĪ£ Alrich ņāüņØĆ Fe-rich ņāüņØś AlņØ┤ Al-rich ņāüņ£╝ļĪ£ Partitioning ļÉśļ®┤ņä£ AlņØś ĒĢ©ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņśĆļŗż. FeAl / Fe2Al5 ņāüĻ│╝ ļ¬©ņ×¼ ņé¼ņØ┤ņŚÉļŖö FeAl, Fe3AlņāüņØś ĒÖöĒĢÖņä▒ļČäņØä Ļ░Ćņ¦ĆļŖö Diffusion layer ņāØņä▒ļÉśļŖöļŹ░, 850 oCņŚÉņä£ ņŚ┤ņ▓śļ”¼ĒĢ£ ņŗ£ĒÄĖņØ┤ 950 oCņŚÉņä£ ņŚ┤ņ▓śļ”¼ĒĢ£ ņŗ£ĒÄĖļ│┤ļŗż ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņś©ļÅäņŚÉņä£ ņŚ┤ņ▓śļ”¼Ļ░Ć ņ¦äĒ¢ēļÉśņ¢┤ ĒĢ®ĻĖłĒÖö ņĀĢļÅäĻ░Ć ņ×æĻĖ░ ļĢīļ¼ĖņŚÉ Diffusion layerņØś ļæÉĻ╗śĻ░Ć ņ¢ćņØĆ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Lilly ļō▒ņØĆ Fe-Al ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņŚÉņä£ AlņØś ĒĢ©ļ¤ēņŚÉ ļö░ļźĖ Electrical resistivity ļ│ĆĒÖöļź╝ ļ│┤Ļ│ĀĒĢśņśĆļŗż. AlĒĢ©ļ¤ēņØ┤ 0 wt%ņØ╝ ļĢī Electrical resistivityļŖö 9.71 ╬╝╬®-cmņØ┤Ļ│Ā AlĒĢ©ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Electrical resistivityĻ░Ć ņāüņŖ╣ĒĢ£ļŗż. 34 at% (20 wt%)ņŚÉņä£ ņĄ£ļīĆ 165 ╬╝╬®-cmĻ░Ć ļÉśņŚłļŗżĻ░Ć ļŗżņŗ£ Ļ░ÉņåīĒĢśĻ▓ī ļÉ£ļŗż. Al ĒĢ©ļ¤ēņØ┤ 30-40 at% (16-24 wt%) ļ▓öņ£äņØ╝ ļĢī Electrical resistivityĻ░Ć 133-165 ╬╝╬®-cm ļĪ£ Ļ░Ćņן ļåÆĻ│Ā Fe-Al ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ ņżæ FeAlņāüĻ│╝ Fe3Al ņāüņØ┤ ņŚ¼ĻĖ░ņŚÉ ņåŹĒĢ£ļŗż[25]. ĻĘĖļ”╝ 8ņŚÉņä£ Fe-rich ņāü ļ░Å Diffusion layerņØś Al ĒĢ©ļ¤ēņØ┤ ņŚ¼ĻĖ░ņŚÉ ĒĢ┤ļŗ╣ļÉśļ®░, 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś Fe-rich ņāü ļ░Å Diffusion layerņØś ļæÉĻ╗śĻ░Ć 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖļ│┤ļŗż 2ļ░░ ļæÉĻ║╝ņÜ░ļ»ĆļĪ£ 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś Electrical resistivityĻ░Ć 850 oCņŚÉ ļ╣äĒĢ┤ ļåÆņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
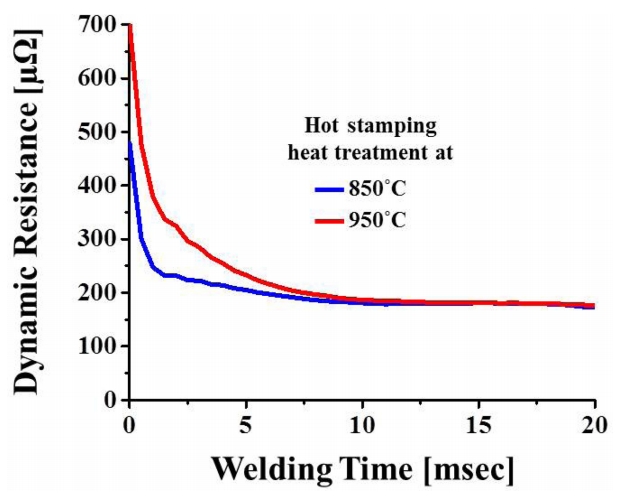
ļÅäĻĖłņĖĄņØä ĻĄ¼ņä▒ĒĢśļŖö Fe-Al ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØś ņāüļČäņ£©ņŚÉ ļö░ļØ╝ ņŗżņĀ£ ņĀÉņÜ®ņĀæņŚÉ ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļŖöņ¦Ć ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ 850 oCņÖĆ 950 oCņŚÉņä£ ņŚ┤ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØä ļÅÖņØ╝ ņÜ®ņĀæņĪ░Ļ▒┤ĒĢśņŚÉ ļÅÖņĀĆĒĢŁ(Dynamic Resistance)ņØä ņĖĪņĀĢĒĢśņśĆļŗż (ĻĘĖļ”╝ 9). ņĀÉņÜ®ņĀæņØĆ 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņĄ£ļīĆ ņĀäļźśņĪ░Ļ▒┤ņØĖ 5.5 kA ņĀäļźśņĪ░Ļ▒┤ņŚÉņä£ ņŗżņŗ£ĒĢśņśĆļŗż. ļæÉ ņŗ£ĒÄĖņØś ļÅÖņĀĆĒĢŁ Ļ│ĪņäĀņØä ļ╣äĻĄÉĒĢ┤ļ│┤ļ®┤ ņ┤łĻĖ░ 10 msec ļÅÖņĢł Ēü░ ņ░©ņØ┤ļź╝ ļ│┤ņØ┤Ļ│Ā ĻĘĖ ņØ┤ĒøäņŚÉļŖö ņ£Āņé¼ĒĢ£ Ļ░ÆņØä ļ│┤ņśĆļŗż. 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņĀĆĒĢŁņØĆ 700 ╬╝╬®ļČĆĒä░ ņŗ£ņ×æĒĢśņŚ¼ Ļ░ÉņåīĒĢśĻ│Ā, 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņĀĆĒĢŁņØĆ 480 ╬╝╬®ļČĆĒä░ ņŗ£ņ×æĒĢśņŚ¼ Ļ░ÉņåīĒĢśļŗżĻ░Ć 10 msļČĆĒä░ ļæÉ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ ļ¬©ļæÉ 180 ╬╝╬®ņ£╝ļĪ£ ņ£Āņ¦ĆļÉśņŚłļŗż.
ņÜ®ņĀæņ┤łĻĖ░ņŚÉ ņĀĆĒĢŁņØĆ ļÅäĻĖłņĖĄņØś ņśüĒ¢źņØ┤ ļ¦żņÜ░ Ēü¼ļŗż. ņÜ®ņĀæņØ┤ ņ¦äĒ¢ēļÉśļ®┤ ņĀĆĒĢŁĻ░ÆņØ┤ Ļ░ÉņåīĒĢśĻ▓ī ļÉśļŖöļŹ░, ņØ┤ļŖö Ēæ£ļ®┤ ņé░ĒÖöņĖĄņØ┤ ļČĆņä£ņ¦ĆĻ│Ā ņ×ģņŚ┤ņŚÉ ņØśĒĢśņŚ¼ ļÅäĻĖłņĖĄ ņŚ░ĒÖöļÉśļ®┤ņä£ ļ░Ćņ░®ļĀźņØ┤ ņóŗņĢäņ¦ĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņŚ░ĒÖöļÉ£ ļÅäĻĖłņĖĄņØĆ ņĀäĻĘ╣ņØś Ļ░ĆņĢĢļĀźņ£╝ļĪ£ ņØĖĒĢ┤ ņĢĢņČĢļÉśĻ│Ā ņĀäĻĘ╣ņŻ╝ņ£äļĪ£ ļ░ĆļĀżļéśĻ▓ī ļÉ£ļŗż. ļ¬©ņ×¼ņÖĆ ņĀäĻĘ╣ņØ┤ Ļ░ĆĻ╣īņøīņ¦łņłśļĪØ ļÅäĻĖłņĖĄ ļ│┤ļŗż ļ¬©ņ×¼Ļ░Ć ņĀĆĒĢŁņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØ┤ ņ╗żņ¦äļŗż [26,27]. ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£ĀļĪ£ ņ┤łĻĖ░ņŚÉļŖö Fe-rich ņāüņØś ļČäņ£©ņØ┤ ļåÆņØĆ 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņĀĆĒĢŁņØ┤ 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖļ│┤ļŗż Ēü¼ņ¦Ćļ¦ī, ņÜ®ņĀæņØ┤ ņ¦äĒ¢ēļÉĀņłśļĪØ ļ¬©ņ×¼ņØś ņśüĒ¢źņØ┤ ņ╗żņ¦Ćļ®┤ņä£ ņĀĆĒĢŁ ņ░©ņØ┤ļŖö Ļ░ÉņåīĒĢśĻ│Ā, Ļ▓░ĻĄŁņŚö ļæÉ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņØś ņĀĆĒĢŁĻ░ÆņØ┤ 180 ╬╝╬®ņ£╝ļĪ£ ņłśļĀ┤ļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņ£äņØś Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ļ®öņ╗żļŗłņ”śņØä ņ£ĀņČöĒĢ┤ ļ│╝ ņłś ņ׳ļŗż. ĒĢ½ņŖżĒā¼ĒĢæ ņŚ┤ņ▓śļ”¼ ņŗ£ ļ¬©ņ×¼ņØś FeĻ░Ć Al-10%Si ļÅäĻĖłņĖĄņ£╝ļĪ£ ĒÖĢņé░ļÉśņ¢┤ Fe-Al ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØä ņāØņä▒ĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ļĢī ņŚ┤ņ▓śļ”¼ ņś©ļÅäĻ░Ć ļåÆņØäņłśļĪØ ļŹö ļ¦ÄņØĆ FeĻ░Ć ļ¬©ņ×¼ņŚÉņä£ ļÅäĻĖłņĖĄņ£╝ļĪ£ ĒÖĢņé░ļÉśņ¢┤ Fe-rich ņāüņØś ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉ£ļŗż. Fe-rich ņāüņØś ļČäņ£©ņØ┤ ņ”ØĻ░Ć ĒĢĀņłśļĪØ ļÅäĻĖłņĖĄņØś ņĀĆĒĢŁņØ┤ ļåÆņĢäņ¦ĆĻ▓ī ļÉśĻ│Ā ļé«ņØĆ ņĀäļźś ņĪ░Ļ▒┤ņŚÉņä£ļÅä ExpulsionņØ┤ ļ░£ņāØĒĢ£ļŗż. ņØ┤ļĪ£ ņØĖĒĢ┤ ņČ®ļČäĒĢśņ¦Ć ļ¬╗ĒĢ£ ņ×ģņŚ┤ļ¤ēņ£╝ļĪ£ ļäłĻ▓¤ņØś ņä▒ņןņØ┤ ņ¢ĄņĀ£ļÉśĻ│Ā, Ļ▓░ĻĄŁ ņÜ®ņĀæļČĆ Ļ░ĢļÅäņØś ņĢĮĒÖöļź╝ ņ┤łļלĒĢśĻ▓ī ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŚ┤ņ▓śļ”¼ ņś©ļÅä (850 oC, 950 oC)ņŚÉ ļö░ļźĖ Al-10% Si ļÅäĻĖł 30MnB5 Ļ░ĢĒīÉņØś ņĀÉņÜ®ņĀæņä▒ņŚÉ ļīĆĒĢ┤ ļ╣äĻĄÉļČäņäØņØä ņŗżņŗ£ ĒĢśņśĆĻ│Ā ņĢäļלņÖĆ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
850 oC ņŚ┤ņ▓śļ”¼ĒĢ£ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░, Ļ░ĆņÜ®ņĀäļźśĻĄ¼Ļ░äņØĆ ņĢĮ 1.0 kAņśĆĻ│Ā ņĄ£ļīĆ ļäłĻ▓¤Ļ▓ĮņØĆ 5.6 mmņśĆļŗż. 950 oC ņŚ┤ņ▓śļ”¼ĒĢ£ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░, 4 tļź╝ ļ¦īņĪ▒ĒĢśļŖö Ļ░ĆņÜ®ņĀäļźśĻĄ¼Ļ░äņØ┤ ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖņĢśļŗż. ņØ┤ļĪ£ ņØĖĒĢ┤ 850 oCņŚÉņä£ ņŚ┤ņ▓śļ”¼ĒĢ£ ņŗ£ĒÄĖņØ┤ ņØĖņןņĀäļŗ©Ļ░ĢļÅä, ņŗŁņ×ÉņØĖņןĻ░ĢļÅä ļ¬©ļæÉ 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖļ│┤ļŗż ņÜ░ņłśĒĢśņśĆļŗż.
ņŚ┤ņ▓śļ”¼ ņś©ļÅä (850 oC, 950 oC) ņŚÉ ļö░ļØ╝ ļÅäĻĖłņĖĄ ĻĄ¼ņĪ░Ļ░Ć ņāüņØ┤ĒĢśņśĆļŗż. 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØś ļÅäĻĖłņĖĄņØĆ ņĀäņ▓┤ņĀüņ£╝ļĪ£ Fe2Al5ņāüņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳Ļ│Ā FeAlņāüņØ┤ ļČłņŚ░ņåŹņĀüņ£╝ļĪ£ ņäØņČ£ļÉśņ¢┤ ņ׳ļŖö ĒśĢņāüņØ┤ņŚłĻ│Ā, Diffusion layerĻ░Ć 5 ╬╝m ļæÉĻ╗śļĪ£ ĒśĢņä▒ļÉśņ¢┤ ņ׳ņŚłļŗż. ļ░śļ®┤ 950 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖņØĆ 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖļ│┤ļŗż ĒĢ®ĻĖłĒÖöĻ░Ć ļŹö ņ¦äĒ¢ēļÉśņ¢┤ ļÜ£ļĀĘĒĢ£ 4Ļ░£ņØś ņĖĄ(Fe2Al5, FeAl, Fe2Al5, Diffusion layer) ņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ņŚłĻ│Ā FeAlņĖĄ ļ░Å Diffusion layerņØś ļæÉĻ╗śļŖö 850 oC ņŚ┤ņ▓śļ”¼ ņŗ£ĒÄĖļ│┤ļŗż ņĢĮ 2ļ░░ ļæÉĻ╗ŹĻ▓ī ĒśĢņä▒ļÉśņ¢┤ ņ׳ņŚłļŗż.
ņŚ┤ņ▓śļ”¼ ņś©ļÅäņŚÉ ļö░ļØ╝ ņÜ®ņĀæņä▒ņØś ņ░©ņØ┤Ļ░Ć ļéśļŖö ņØ┤ņ£ĀļŖö Fe-richņāüņØś ļæÉĻ╗ś ļĢīļ¼ĖņØ┤ļŗż. ņŚ┤ņ▓śļ”¼ ņś©ļÅäĻ░Ć ļåÆņØäņłśļĪØ FeņØś ļÅäĻĖłļé┤ ņ£Āņ×ģņØ┤ ļ¦ÄņĢäņĀĖ Fe-richņāüņØ┤ ļæÉĻ╗ŹĻ▓ī ĒśĢņä▒ļÉ£ļŗż. ņØ┤ļĪ£ ņØĖĒĢ┤ ļÅäĻĖłņĖĄņØś ņĀĆĒĢŁņØ┤ ļåÆņĢäņĀĖ ļé«ņØĆ ņĀäļźśņĪ░Ļ▒┤ņŚÉņä£ļÅä ExpulsionņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉ£ļŗż. ļäłĻ▓¤ ņä▒ņן ļśÉĒĢ£ ņĀ£ĒĢ£ņĀü ņØ┤ņ¢┤ņĀĖ ļäłĻ▓¤Ļ▓Į ļ░Å ņĀÉņÜ®ņĀæļČĆņØś Ļ░ĢļÅäļź╝ ĒÖĢļ│┤ĒĢĀ ņłś ņŚåņŚłļŗż.