1. ņä£ ļĪĀ
Ļ░ĆņŖżĒä░ļ╣ł ļĖöļĀłņØ┤ļō£ļŖö Ļ│Āņś©Ļ│╝ Ļ│ĀņĢĢņØś ņŚ░ņåīĻ░ĆņŖżņŚÉ ļģĖņČ£ļÉśņ¢┤ 3,600 rpmņ£╝ļĪ£ ĒÜīņĀäĒĢśļŖö ĒÜīņĀäņ▓┤ļĪ£ Ļ│Āņś©ņŚÉņä£ ņÜ░ņłśĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØ┤ ņÜöĻĄ¼ļÉ£ļŗż. ņé░ņŚģņÜ® Ļ░ĆņŖżĒä░ļ╣ł ļĖöļĀłņØ┤ļō£ ņåīņ×¼ļĪ£ ņé¼ņÜ®ļÉśļŖö IN738LC ĒĢ®ĻĖłņØĆ ╬│ĻĖ░ņ¦Ć(Matrix)ņŚÉ Ni3(Al, Ti)ņĪ░ņä▒ņØś ╬│'ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØä ņäØņČ£ņŗ£ņ╝£ Ļ│Āņś©ņŚÉņä£ ļåÆņØĆ Ļ░ĢļÅäļź╝ ļéśĒāĆļé┤ļŖö ņäØņČ£Ļ░ĢĒÖöĒśĢ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØ┤ļŗż[1,2]. ņØ┤ ĒĢ®ĻĖłņØĆ Ļ░ĆņŖżĒä░ļ╣ł ņÜ┤ņĀä ņżæ ņŚ┤ĒÖöļĪ£ ņØĖĒĢ┤ Secondary ╬│'ņØ┤ ņÜ®ĒĢ┤ļÉśĻ│Ā ╬│' ņāüņØ┤ ņĪ░ļīĆĒÖöļÉśļ®░ MC ĒāäĒÖöļ¼╝ ļČäĒĢ┤ļĪ£ ņØĖĒĢ┤ Ļ▓░ņĀĢļ”Į Ļ▓ĮĻ│äļź╝ ļö░ļØ╝ M23C6Ļ░Ć ņāØņä▒ļÉ£ļŗż. ĒŖ╣Ē׳, M23C6ļŖö ņןņŗ£Ļ░ä ņŚ┤ĒÖöņŚÉ ļö░ļØ╝ ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ĒāäĒÖöļ¼╝ ņŻ╝ņ£äņŚÉ ╬│' ĒĢäļ”äņØä ĒśĢņä▒ņŗ£ņ╝£ Ļ▓░ņĀĢļ”ĮĻ│äļź╝ ņĘ©ņĢĮĒĢśĻ▓ī ĒĢśĻ│Ā Topologically closed-packed(TCP) ņāüņØä ņäØņČ£ņŗ£ĒéżļŖö ņ×Éļ”¼ļź╝ ņĀ£Ļ│ĄĒĢśņŚ¼ ļČĆĒÆł ņłśļ¬ģņØä Ļ░Éņåīņŗ£ĒéżļŖö ņøÉņØĖņØ┤ ļÉ£ļŗż[3-5]. Ļ░ĆņŖżĒä░ļ╣ł ļĖöļĀłņØ┤ļō£ļŖö ņĀ£ņ×æņé¼ ņĀĢļ╣ä ņŻ╝ĻĖ░ņŚÉ ļö░ļØ╝ ņØ╝ņĀĢ ļō▒Ļ░ĆņÜ┤ņĀäņŗ£Ļ░ä(Equivalent Operational Hours, EOH) ļśÉļŖö ļō▒Ļ░ĆĻĖ░ļÅÖĒܤņłś(Equivalent Start, ES) ĻĖ░ņżĆņŚÉ ļ¦×ņČ░ ļČĆĒÆłņØä ņĀĢļ╣äĒĢśĻ▒░ļéś ĻĄÉņ▓┤ĒĢśĻ│Ā ņ׳ļŗż. ĻĘĖļ¤¼ļéś, Ļ░ĆņŖżĒä░ļ╣ł ļĖöļĀłņØ┤ļō£ņØś Ļ▓ĮņÜ░ ļåÆņØĆ ĻĄÉņ▓┤ ļ░Å ņĀĢļ╣äļ╣äņÜ®ņ£╝ļĪ£ ņØĖĒĢ┤ ļČĆĒÆł ņłśļ¬ģņØä ņäżĻ│ä ņłśļ¬ģ ņØ┤ņāüņ£╝ļĪ£ ņŚ░ņןĒĢśĻĖ░ ņ£äĒĢ┤ ļ¦ÄņØĆ ļģĖļĀźņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. ļĖöļĀłņØ┤ļō£ņØś ņłśļ¬ģ ņŚ░ņןņØä ņ£äĒĢ┤ņä£ļŖö ņĀ£ņ×æņé¼ņØś ņĀĢļ╣ä ņŻ╝ĻĖ░Ļ╣īņ¦Ć ņé¼ņÜ® Ēøä ļČĆĒÆłņŚÉņä£ ĒŖ╣ņä▒ ĒÅēĻ░Ćļź╝ ĒåĄĒĢ┤ ņ×öņŚ¼ ņłśļ¬ģņØä ņĀĢĒÖĢĒĢśĻ▓ī ņśłņĖĪĒĢśļŖö Ļ▓āņØ┤ ņżæņÜöĒĢśļŗż. Ēśäņ×¼Ļ╣īņ¦Ć ļĖöļĀłņØ┤ļō£ ņłśļ¬ģņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ£ ņŗżĒŚśņØĆ Ļ░ĆņŖżĒä░ļ╣ł ņÜ┤ņĀä ņŗ£ ņŚ░ņåī Ļ░ĆņŖżņŚÉ ņ¦üņĀæ ļģĖņČ£ļÉśļŖö AirfoilļČĆĻ░Ć ņĢäļŗī ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņś©ļÅäņŚÉ ļģĖņČ£ļÉśļŖö RootļČĆņŚÉņä£ ņłśļ¬ģĒÅēĻ░Ćļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ļĖöļĀłņØ┤ļō£ņØś Ļ▓ĮņÜ░ ļČĆĒÆł ļāēĻ░üņØä ņ£äĒĢ┤ ļé┤ļČĆņŚÉ ļāēĻ░ü ņ£ĀļĪ£Ļ░Ć ņĪ┤ņ×¼ĒĢśļ®░, ņØ┤ļĪ£ ņØĖĒĢ┤ AirfoilņŚÉņä£ ļČĆĒÆł ļæÉĻ╗śļŖö ņĢĮ 4 mm ņØ┤ĒĢśļĪ£ ņĀ£ņ×æļÉśņ¢┤ ASTM Ēæ£ņżĆ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśĻĖ░ņŚÉ ņĀ£ņĢĮņØ┤ ņ׳ņŚłĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ĒĢ£Ļ│äļź╝ ĻĘ╣ļ│ĄĒĢśĻĖ░ ņ£äĒĢ┤ ļ»Ėņåī ņŗ£ĒÄĖņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļĖöļĀłņØ┤ļō£ ņłśļ¬ģ ĒÅēĻ░Ć ņŚ░ĻĄ¼ Ļ▓░Ļ│╝Ļ░Ć ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż[6-9]. ļ»Ėņåī ņŗ£ĒÄĖņØä ņØ┤ņÜ®ĒĢ£ ļĖöļĀłņØ┤ļō£ ņłśļ¬ģ ĒÅēĻ░ĆņØś ņןņĀÉņ£╝ļĪ£ļŖö Ļ░ĆņŖżĒä░ļ╣ł ņŗżņĀ£ ņÜ┤ņĀä ĒÖśĻ▓ĮņŚÉņä£ ņŚ░ņåīĻ░ĆņŖżņŚÉ ļģĖņČ£ļÉśņ¢┤ ņÜ┤ņĀäļÉśļŖö AirfoilļČĆņØś ņłśļ¬ģņØä ņĀĢĒÖĢĒĢśĻ▓ī ĒÅēĻ░ĆĒĢĀ ņłś ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ░ĆņŖżĒä░ļ╣ł ņÜ┤ņĀä ĒÖśĻ▓ĮņŚÉņä£ 800ĒÜī ĻĖ░ļÅÖ-ņĀĢņ¦Ć ņÜ┤ņĀä Ēøä ļĖöļĀłņØ┤ļō£ļź╝ ļīĆņāüņ£╝ļĪ£ AirfoilļČĆņÖĆ RootļČĆņŚÉņä£ ļ»ĖņäĖņĪ░ņ¦ü ņŚ┤ĒÖö ĒŖ╣ņä▒ņØä Ļ┤Ćņ░░ĒĢśņŚ¼ ņĀĢļ¤ēņĀüņ£╝ļĪ£ ļ╣äĻĄÉĒĢśņśĆņ£╝ļ®░, ļ»Ėņåī ņŗ£ĒÄĖņØä ņØ┤ņÜ®ĒĢ£ ņØĖņן ņŗ£ĒŚśņØä ĒåĄĒĢ┤ Ļ░ĆņŖżĒä░ļ╣ł ņÜ┤ņĀä Ēøä AirfoilļČĆņÖĆ RootļČĆņŚÉņä£ ņØĖņן ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
800ĒÜī ĻĖ░ļÅÖ-ņĀĢņ¦Ć ņÜ┤ņĀäļÉ£ 1350 ┬░CĻĖē Ļ░ĆņŖżĒä░ļ╣ł 1ļŗ© ļĖöļĀłņØ┤ļō£ļź╝ ļīĆņāüņ£╝ļĪ£ AirfoilļČĆņÖĆ RootļČĆņŚÉņä£ ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ņØĖņן ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. Ēæ£ 1ņØĆ ļĖöļĀłņØ┤ļō£ AirfoilĻ│╝ RootņŚÉņä£ ļČäņäØĒĢ£ ĒÖöĒĢÖņĪ░ņä▒ ļČäņäØ Ļ▓░Ļ│╝ļĪ£ AirfoilĻ│╝ RootņŚÉ ļö░ļźĖ ņĪ░ņä▒ņ░©ņØ┤ļŖö ļéśĒāĆļéśņ¦Ć ņĢŖņĢśņ£╝ļ®░, IN738LCņŚÉ ļīĆĒĢ£ ņĪ░ņä▒ ļ▓öņ£äļź╝ ļ¦īņĪ▒ĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ĻĘĖļ”╝ 1a-bļŖö ņé¼ņÜ® Ēøä ļĖöļĀłņØ┤ļō£ņŚÉ ļéśĒāĆļé£ ņåÉņāü ņ£äņ╣śļĪ£ Ļ│Āņś©ņØś ņŚ░ņåīĻ░ĆņŖżņŚÉ ļģĖņČ£ļÉśļŖö AirfoilĻ│╝ PlatformņŚÉņä£ ĻĘĀņŚ┤ ļ░£ņāØņØ┤ ņ¦æņżæļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż. ļ░śļ®┤, ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņś©ļÅäņŚÉņä£ ņÜ┤ņĀäļÉśļŖö RootņŚÉņä£ņØś ņåÉņāü ĒØöņĀüņØĆ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. Ļ░ĆņŖżĒä░ļ╣ł ņÜ┤ņĀä ĒÖśĻ▓ĮņŚÉņä£ ļĖöļĀłņØ┤ļō£ ņ£äņ╣śņŚÉ ļö░ļØ╝ ļ»ĖņäĖ ņĪ░ņ¦ü ļ│ĆĒÖöļź╝ ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ ļĖöļĀłņØ┤ļō£ AirfoilļČĆņÖĆ RootļČĆņŚÉņä£ Ļ▓░ņĀĢļ”Į(Grain)Ļ│╝ ņłśņ¦Ćņāü(Dendrite), ĒāäĒÖöļ¼╝(Carbide) ĻĘĖļ”¼Ļ│Ā ╬│'ņØä ļČäņäØĒĢśņśĆļŗż. ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ Ēøä Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦Ćņāü, ĒāäĒÖöļ¼╝ Ēü¼ĻĖ░ļź╝ ņĀĢļ¤ēņĀüņ£╝ļĪ£ ļČäņäØĒĢśņŚ¼ ļĖöļĀłņØ┤ļō£ ņŻ╝ņĪ░ņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦ü ĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢśņśĆļŗż. ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØä ņ£äĒĢ£ ņŗ£ĒÄĖņØĆ 1 ╬╝mĻ╣īņ¦Ć ņŚ░ļ¦ł Ēøä KallingŌĆÖs 2 etchant (2.5g CuCl2 + 50 ml Ethanol + 50 ml HCl)ļĪ£ ņŚÉņ╣ŁĒĢśņŚ¼ Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦Ćņāü Ēü¼ĻĖ░, ĻĘĖļ”¼Ļ│Ā ĒāäĒÖöļ¼╝ņØä Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░, ╬│' ĒśĢņāü ļ░Å ļČäĒżļŖö ņĀäĒĢ┤ņŚ░ļ¦ł Ēøä Ļ┤Ćņ░░ĒĢśņśĆļŗż. ĻĖ░ļÅÖ-ņĀĢņ¦Ć 800ĒÜī ņÜ┤ņĀäļÉ£ ļĖöļĀłņØ┤ļō£ņØś ņØĖņן ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ AirfoilĻ│╝ RootļČĆņŚÉņä£ ņØĖņן ņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ļČĆĒÆł ĒŖ╣ņä▒ ĒÅēĻ░Ćļź╝ ņ£äĒĢ£ ņØĖņן ņŗ£ĒŚś ņś©ļÅäļŖö Ļ░ĆņŖżĒä░ļ╣ł ņĀ£ņ×æņé¼ņØś Ļ│Āņś©ļČĆĒÆł Ļ▒┤ņĀäņä▒ ĒÅēĻ░Ć ĻĖ░ņżĆņØä ņ░ĖĻ│ĀĒĢśņŚ¼ ņāüņś©Ļ│╝ 871 ┬░CņŚÉņä£ ņŗ£ĒŚśĒĢśņśĆņ£╝ļ®░, Ļ░ü ņś©ļÅä ņĪ░Ļ▒┤ņŚÉņä£ 3ĒÜī ļ░śļ│Ą ņŗ£ĒŚśĒĢśņŚ¼ ļĖöļĀłņØ┤ļō£ ņ£äņ╣śļ│ä ĒÅēĻĘĀ Ļ░ÆņØä ļ╣äĻĄÉĒĢśņśĆļŗż. AirfoilĻ│╝ RootļČĆņØś ņŗ£ĒÄĖ ņ▒äņĘ© ņ£äņ╣śļŖö ĻĘĖļ”╝ 1(c-e)ņÖĆ Ļ░Öņ£╝ļ®░, ĻĘĖļ”╝ 1fļŖö ļČĆĒÆł ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ£ ņŗ£ĒÄĖ ĒśĢņāüņ£╝ļĪ£ ĻĖĖņØ┤ 30 mm, ĒÅēĒ¢ēļČĆ ņ¦Ćļ”ä 2 mmņØś ļ»Ėņåī ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņŚ¼ ņØĖņן ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. ļ»Ėņåī ņŗ£ĒÄĖņØä ņØ┤ņÜ®ĒĢ£ ņØĖņן ņŗ£ĒŚśņØĆ Zwick KAPPA MINI 5kN ņŗ£ĒŚśņןļ╣äļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņØĖņן ņŗ£ĒŚśņØĆ 0.5 mm/minļĪ£ Ēīīļŗ©Ļ╣īņ¦Ć ĻĘĀņØ╝ĒĢ£ ņåŹļÅäļĪ£ ņŗ£ĒŚśĒĢśņśĆņ£╝ļ®░, ļ╣äļööņśż ņŗĀņ£©Ļ│äļź╝ ĒåĄĒĢ┤ Ēæ£ņĀÉĻ▒░ļ”¼ 12.5 mmņŚÉņä£ ņØĖņן ļ│Ćņ£äļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ņØĖņן ņŗ£ĒŚś Ēøä ņŗ£ĒÄĖ Ēīīļŗ© ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į(Leica DMi8 A)Ļ│╝ ļĀłņØ┤ņĀĆĒśäļ»ĖĻ▓Į(VX-X260K), ĻĘĖļ”¼Ļ│Ā ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(JEOL JSM-IT500)ņØä ĒåĄĒĢ┤ Ēīīļŗ© ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ļ»ĖņäĖņĪ░ņ¦ü
ĻĘĖļ”╝ 2ļŖö ņé¼ņÜ® Ēøä ļĖöļĀłņØ┤ļō£ AirfoilļČĆņÖĆ RootļČĆņŚÉņä£ Ļ┤Ćņ░░ĒĢ£ ļ»ĖņäĖņĪ░ņ¦ü Ļ▓░Ļ│╝ļĪ£ ņłśļ¦ÄņØĆ Ļ▓░ņĀĢļ”Į(ĻĘĖļ”╝ 2a, e)Ļ│╝ ņĀäĒśĢņĀüņØĖ ņŻ╝ņĪ░ ņØæĻ│ĀņĪ░ņ¦üņØĖ ņłśņ¦Ćņāü ĒśĢĒā£(ĻĘĖļ”╝ 2b, f)ļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. AirfoilļČĆņÖĆ RootļČĆņŚÉņä£ Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦Ćņāü Ēü¼ĻĖ░ļź╝ ļ╣äĻĄÉĒĢ┤ļ│┤ļ®┤ RootļČĆņŚÉņä£ Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦ĆņāüņØ┤ ņĪ░ļīĆĒĢśĻ▓ī ņāØņä▒ļÉ£ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. Ļ░ĆņŖżĒä░ļ╣ł ļĖöļĀłņØ┤ļō£ļŖö ņ¦äĻ│ĄņĀĢļ░ĆņŻ╝ņĪ░ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņĀ£ņ×æļÉśļŖö ļČĆĒÆłņ£╝ļĪ£ ņŻ╝ņĪ░ ņŗ£ ņØæĻ│Ā ņåŹļÅäņÖĆ ļ░®Ē¢ź, ĻĘĖļ”¼Ļ│Ā ļĖöļĀłņØ┤ļō£ņØś ļæÉĻ╗ś ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ AirfoilļČĆņÖĆ RootļČĆņŚÉņä£ ņØæĻ│Ā ņåŹļÅä ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢ£ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ░ĆņŖżĒä░ļ╣ł ļĖöļĀłņØ┤ļō£ ņĀ£ņ×æ ņŗ£ ļåÆņØĆ Ļ░ĢļÅä ĒŖ╣ņä▒ņØ┤ ņÜöĻĄ¼ļÉśļŖö AirfoilņŚÉņä£ Root ļ░®Ē¢źņ£╝ļĪ£ ņØæĻ│ĀĻ░Ć ņ¦äĒ¢ēļÉ£ļŗż. ļö░ļØ╝ņä£, ņØæĻ│ĀĻ░Ć ļ©╝ņĀĆ ņŗ£ņ×æļÉśĻ│Ā ļæÉĻ╗śĻ░Ć ņ¢ćņØĆ AirfoilļČĆņŚÉņä£ļŖö ļ╣ĀļźĖ ņØæĻ│Ā ņåŹļÅäļĪ£ ņØĖĒĢ┤ Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦Ćņāü Ēü¼ĻĖ░Ļ░Ć ņ×æĻ▓ī ĒśĢņä▒ļÉśĻ│Ā ļæÉĻ╗śĻ░Ć ļæÉĻ╗ŹĻ│Ā ņØæĻ│ĀĻ░Ć ļéśņżæņŚÉ ņ¦äĒ¢ēļÉśļŖö RootļČĆņŚÉņä£ļŖö ņØæĻ│Ā ņĪ░ņ¦üņØ┤ Ēü¼Ļ▓ī ņāØņä▒ļÉ£ļŗż[2,10]. ĻĘĖļ”╝ 2c, gņØĆ ĒāäĒÖöļ¼╝ņØś ņäØņČ£ Ļ▒░ļÅÖņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ SEMņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ļĪ£ ĒāäĒÖöļ¼╝ņØś ļČäĒżļŖö ņłśņ¦ĆņāüĻ░ä ņśüņŚŁņØä ļö░ļØ╝ ļ¼Ėņ×ÉĒśĢ(script-type)ņØś ĒāäĒÖöļ¼╝ņØ┤ ņäØņČ£ļÉ£ Ļ▓āņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. ņłśņ¦Ćņāü ņé¼ņØ┤ ņäØņČ£ļÉ£ ĒāäĒÖöļ¼╝ņØĆ TaĻ│╝ Ti, Nb-rich typeņØś MC ĒāäĒÖöļ¼╝ļĪ£ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØś ņŻ╝ņĪ░ ņØæĻ│Ā Ļ│╝ņĀĢņŚÉņä£ ņäØņČ£ļÉśņ¢┤ ļéśĒāĆļé£ļŗż[11,12]. ĻĘĖļ”╝ 2d, hļŖö ņłśņ¦Ćņāü ņżæņŗ¼(dendrite core) ņśüņŚŁņŚÉņä£ Ļ┤Ćņ░░ĒĢ£ ╬│' ĒśĢņāüĻ│╝ ļČäĒżļź╝ ļ│┤ņŚ¼ņżĆļŗż. ╬│' ņäØņČ£ļ¼╝ņØś ĒśĢņāüņØä ļ╣äĻĄÉĒĢ┤ ļ│┤ļ®┤ RootņŚÉņä£ņØś Primary ╬│'ņØĆ ņ×ģļ░®ņĀĢ ĒśĢņāüņØä ņל ņ£Āņ¦ĆĒĢśĻ│Ā ņ׳ņ¦Ćļ¦ī, AirfoilņŚÉņä£ Primary ╬│'ņØĆ ĻĄ¼ĒśĢņØś ĒśĢĒā£ļĪ£ ĻĄ¼ņāüĒÖö ļÉ£ Ļ▓āņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŗż. AirfoilĻ│╝ RootņŚÉņä£ Primary Ēü¼ĻĖ░ļŖö ņĢĮ 1,000nmļĪ£ Ļ┤Ćņ░░ļÉśļ®░, Secondary ╬│'Ļ░Ć 300nm Ēü¼ĻĖ░ļĪ£ ņÜ®ĒĢ┤ļÉśņ¦Ć ņĢŖĻ│Ā ļé©ņĢäņ׳ļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ╬│'ņØĆ ņŚ┤Ļ░ä ļģĖņČ£ ņŗ£ Ļ│äļ®┤ņŚÉļäłņ¦Ćļź╝ Ļ░Éņåīņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ĻĄ¼ņāüĒÖöĻ░Ć ņ¦äĒ¢ēļÉśļ®░ Secondary ╬│'ņØĆ ņÜ®ĒĢ┤ļÉśņ¢┤ ņé¼ļØ╝ņ¦ĆĻ▒░ļéś ņ×ģņ×ÉĻ░Ć ņä▒ņןĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż[5]. ņŚ┤ĒÖöņŚÉ ņØĖĒĢ£ ╬│' ĻĄ¼ņāüĒÖö ĒśäņāüņØĆ ņś©ļÅäņÖĆ ņŗ£Ļ░äņŚÉ ņśüĒ¢źņŚÉ ņśüĒ¢źņØä ļ░øļŖöļŗż. ļö░ļØ╝ņä£, ļĖöļĀłņØ┤ļō£Ļ░Ć ĻĖ░ļÅÖ-ņĀĢņ¦Ć 800ĒÜī ņŗ£Ļ░ä ļÅÖņĢł ņŚ┤ĒÖöņŚÉ ļģĖņČ£ļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ ╬│' ĒśĢņāü ņ░©ņØ┤ļŖö ļĖöļĀłņØ┤ļō£ ņ£äņ╣śņŚÉ ļö░ļźĖ ņś©ļÅäņŚÉ ņØśĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż.
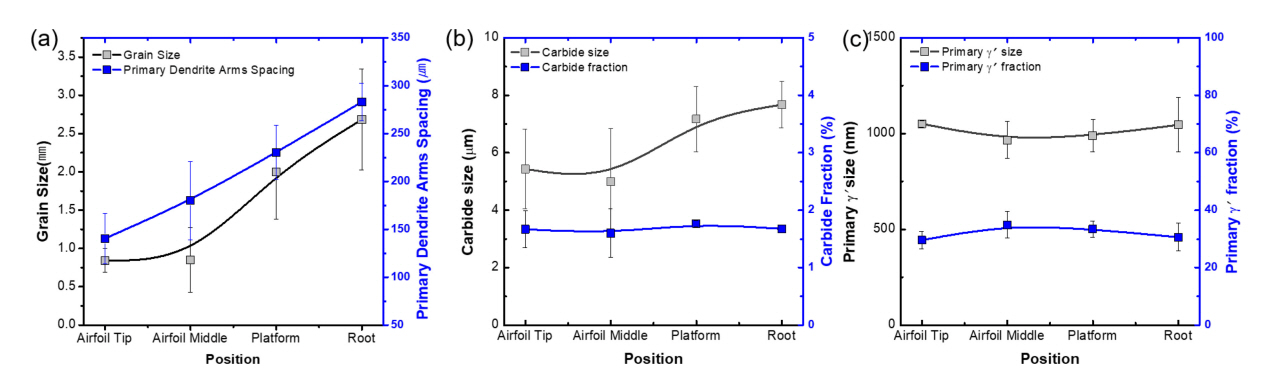
ļĖöļĀłņØ┤ļō£ņŚÉņä£ Ļ┤Ćņ░░ĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØä ņĀĢļ¤ē ļČäņäØĒĢśņŚ¼ ĻĘĖļ”╝ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦Ćņāü Ēü¼ĻĖ░ ļČäņäØ Ļ▓░Ļ│╝(ĻĘĖļ”╝ 3a) Airfoil TipņŚÉņä£ļŖö 800 ╬╝m Ēü¼ĻĖ░ņØś Ļ▓░ņĀĢļ”ĮņØ┤ ņāØņä▒ļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░, PlatformĻ│╝ RootļČĆņŚÉņä£ļŖö 1,500 ╬╝m, 2,500 ╬╝mņ£╝ļĪ£ Airfoil TipņŚÉņä£ Root ļ░®Ē¢źņŚÉ ļö░ļØ╝ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£, ļĖöļĀłņØ┤ļō£ ņ£äņ╣śņŚÉ ļö░ļźĖ ņłśņ¦Ćņāü Ēü¼ĻĖ░ļŖö Airfoil TipņŚÉņä£ 150 ╬╝m, Airfoil MiddleņØĆ 200 ╬╝m, PlatformĻ│╝ RootņŚÉņä£ļŖö 250 ╬╝mņÖĆ 300 ╬╝mļĪ£ ņŻ╝ņĪ░ ņØæĻ│Ā ļ░®Ē¢źņŚÉ ļö░ļØ╝ ņłśņ¦Ćņāü Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĻĘĖļ”╝ 3bļŖö MC ĒāäĒÖöļ¼╝ Ēü¼ĻĖ░ ļČäņäØ Ļ▓░Ļ│╝ļĪ£ AirfoilņŚÉņä£ļŖö 5~5.5 ╬╝mĒü¼ĻĖ░ļĪ£ ņäØņČ£ļÉśļ®░, PlatformĻ│╝ RootņŚÉņä£ļŖö 7~8 ╬╝mļĪ£ ĒāäĒÖöļ¼╝ Ēü¼ĻĖ░ ļśÉĒĢ£ ņ”ØĻ░ĆĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. MC ĒāäĒÖöļ¼╝ Ēü¼ĻĖ░ ņ░©ņØ┤ļŖö ĻĘĖļ”╝ 2c, gņÖĆ Ļ░ÖņØ┤ MC ĒāäĒÖöļ¼╝ņØĆ ņŻ╝ļĪ£ Ļ▓░ņĀĢļ”ĮĻ│äĻ│╝ ņłśņ¦Ćņāü ņé¼ņØ┤ ņśüņŚŁņŚÉ ņäØņČ£ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦Ćņāü Ēü¼ĻĖ░Ļ░Ć ņ×æĻ▓ī ņāØņä▒ļÉ£ AirfoilņŚÉņä£ļŖö ĒāäĒÖöļ¼╝ Ēü¼ĻĖ░ļÅä ņ×æĻ▓ī ņāØņä▒ļÉśļ®░, RootņŚÉņä£ļŖö Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦ĆņāüņØś Ēü¼Ļ▓ī ĒśĢņä▒ļÉ©ņŚÉ ļö░ļØ╝ ĒāäĒÖöļ¼╝ Ēü¼ĻĖ░ļÅä ņ”ØĻ░ĆĒĢśĻ▓ī ļÉ£ļŗż[13]. ļ░śļ®┤ņŚÉ ņŻ╝ņĪ░ ņØæĻ│Ā ņåŹļÅäņŚÉ ņśüĒ¢źņØä ļ░øņ¦Ć ņĢŖļŖö MC ĒāäĒÖöļ¼╝ ļČäņ£©Ļ│╝ ╬│' ņ×ģņ×ÉņØś Ēü¼ĻĖ░ņÖĆ ļČäņ£©ņØĆ ļĖöļĀłņØ┤ļō£ ņ£äņ╣śņŚÉ ņāüĻ┤ĆņŚåņØ┤ Airfoil TipĻ│╝ RootņŚÉņä£ ņ£Āņé¼ĒĢ£ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ļĖöļĀłņØ┤ļō£ ņ£äņ╣śļ│ä MC ĒāäĒÖöļ¼╝ņØś ļČäņ£©(ĻĘĖļ”╝ 3b)ņØĆ ņĢĮ 2%ļĪ£ ļČäņäØļÉśņŚłņ£╝ļ®░, Primary ╬│'ņØś Ēü¼ĻĖ░ļŖö ņĢĮ 1,000 nm Ēü¼ĻĖ░ļĪ£ ļČäņäØļÉśļ®░ ļČäņ£©(ĻĘĖļ”╝ 3c)ņØĆ 30~40%ļĪ£ ļĖöļĀłņØ┤ļō£ AirfoilļČĆņÖĆ RootļČĆņŚÉņä£ ņ░©ņØ┤ļŖö ļéśĒāĆļéśņ¦Ć ņĢŖņĢśļŗż.
ĻĘĖļ”╝ 4ļŖö ļĖöļĀłņØ┤ļō£ ņŚ┤ĒÖöļĪ£ ņØĖĒĢ£ M23C6ļź╝ SEMņ£╝ļĪ£ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż. M23C6ļŖö ņåīņ×¼Ļ░Ć 760~980 ┬░Cņś©ļÅäņŚÉ ļģĖņČ£ļÉśņŚłņØä ļĢī MC ĒāäĒÖöļ¼╝Ļ│╝ ╬│ĻĖ░ņ¦ĆņÖĆņØś ļ░śņØæņ£╝ļĪ£ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ĒśĢņä▒ļÉśļŖö ĒāäĒÖöļ¼╝ļĪ£ MCĒāäĒÖöļ¼╝ņØ┤ Cļź╝ Ļ│ĄĻĖēĒĢśĻ│Ā ╬│ĻĖ░ņ¦ĆņŚÉņä£ Ļ│ĄĻĖēļ░øņØĆ CrĻ│╝ Ļ▓░ĒĢ®ĒĢśņŚ¼ ņāØņä▒ļÉ£ļŗż[4]. Ļ▓░ņĀĢļ”ĮĻ│äļź╝ ļö░ļØ╝ ņäØņČ£ļÉ£ ļ»ĖņäĖĒĢ£ ĒāäĒÖöļ¼╝ņØä SEM-EDSļĪ£ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ Crrich typeņØś M23C6ļĪ£ ļČäņäØļÉśņŚłļŗż. ļĖöļĀłņØ┤ļō£ AirfoilĻ│╝ RootņŚÉņä£ ņŚ┤ĒÖöļĪ£ ņØĖĒĢ£ M23C6 ņāØņä▒ Ļ▒░ļÅÖņØĆ Ļ░ĆņŖżĒä░ļ╣ł ņÜ┤ņĀä ņŗ£ ņāüļīĆņĀüņ£╝ļĪ£ ļŹö ļåÆņØĆ ņś©ļÅäņŚÉ ļģĖņČ£ļÉśļŖö AirfoilņŚÉņä£ ņĢĮ 3 ╬╝m Ēü¼ĻĖ░ņØś ņŚ░ņåŹņĀüņØĖ ĒĢäļ”ä ĒśĢĒā£ļĪ£ ņāØņä▒ļÉśņŚłņ£╝ļ®░, Airfoil ļīĆļ╣ä ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņś©ļÅäņŚÉņä£ ņÜ┤ņĀäļÉśļŖö RootņŚÉņä£ļŖö 0.5 ╬╝m ņØ┤ĒĢśņØś ļ»ĖņäĖĒĢ£ M23C6Ļ░Ć Particle ĒśĢĒā£ļĪ£ ņāØņä▒ļÉ£ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. Ļ▓░ņĀĢļ”ĮĻ│äļź╝ ļö░ļØ╝ ņāØņä▒ļÉ£ ņĪ░ļīĆĒĢ£ M23C6ņØĆ ĻĘĀņŚ┤ ņāØņä▒Ļ│╝ ņ¦äņĀäĻ▓ĮļĪ£ļĪ£ ņ×æņÜ®ĒĢśņŚ¼ ņØĖņן ļ░Å ĒĢŁļ│Ą Ļ░ĢļÅäļź╝ Ļ░Éņåīņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż[14].
3.2 ņØĖņן ņŗ£ĒŚś
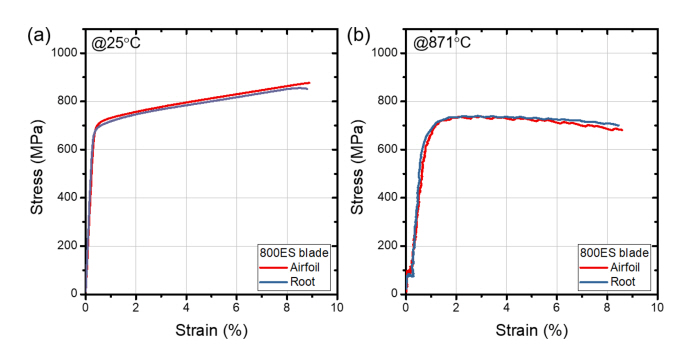
ņé¼ņÜ® Ēøä ļĖöļĀłņØ┤ļō£ņØś ņØĖņן ĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ Airfoil ļČĆņÖĆ RootļČĆņŚÉņä£ Ļ░üĻ░ü ļ»Ėņåī ņŗ£ĒÄĖņØä ņ▒äņĘ©ĒĢśņŚ¼ ņāüņś©Ļ│╝ 871 ┬░CņŚÉņä£ ņØĖņן ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. Ēæ£ 2ļŖö ņØĖņן ņŗ£ĒŚś Ļ▓░Ļ│╝ļĪ£ 3ĒÜī ņŗ£ĒŚśņŚÉ ļö░ļźĖ ĒÅēĻĘĀĻ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ņØĖņן ņŗ£ĒŚś ņś©ļÅäņŚÉ ļö░ļźĖ ņØĖņן ĒŖ╣ņä▒ ļ│ĆĒÖöļź╝ ļ╣äĻĄÉĒĢ┤ļ│┤ļ®┤ ļĖöļĀłņØ┤ļō£ AirfoilĻ│╝ RootļČĆņØś ĒĢŁļ│Ą Ļ░ĢļÅäļŖö ņāüņś© ļīĆļ╣ä 871 ┬░CņŚÉņä£ 4%, 6% Ļ░ÉņåīĒĢśņŚ¼ ļ│ĆĒÖöĻ░Ć Ēü¼Ļ▓ī ļéśĒāĆļéśņ¦Ć ņĢŖņĢśņ£╝ļ®░, AirfoilĻ│╝ RootļČĆņŚÉņä£ņØś ņŚ░ņŗĀņ£© ļ│ĆĒÖöļÅä 3ĒÜī ļ░śļ│Ą ņŗ£ĒŚśņŚÉ ļö░ļźĖ ļŹ░ņØ┤Ēä░ ĒÄĖņ░© ļ▓öņ£ä ļé┤ņŚÉņä£ ņ£Āņé¼ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØĖņן Ļ░ĢļÅäļŖö ņāüņś© ļīĆļ╣ä 871 ┬░C ņŗ£ĒŚśņŚÉņä£ AirfoilĻ│╝ RootļČĆņØś ņØĖņן Ļ░ĢļÅäĻ░Ć Ļ░üĻ░ü 18%, 15% Ļ░ÉņåīĒĢśņŚ¼ ņØĖņן ņŗ£ĒŚś ņś©ļÅäņŚÉ ļö░ļØ╝ Ļ░ĢļÅä ņĀĆĒĢśĻ░Ć ļÜ£ļĀĘĒĢśĻ▓ī ļéśĒāĆļé£ļŗż.
871 ┬░C ņØĖņן ņŗ£ĒŚśņŚÉņä£ Ļ░ĢļÅä ĒŖ╣ņä▒ņØ┤ Ļ░ÉņåīĒĢśļŖö ņøÉņØĖņ£╝ļĪ£ļŖö 850 ┬░C ņØ┤ņāüņŚÉņä£ ņĀäņ£äņāüņŖ╣(climb)ņØś ņŚ┤ņĀü ĒÖ£ņä▒ĒÖöļĪ£ ņØĖĒĢ┤ ņŚÉņä£ņØś ļ│ĆĒśĢņØĆ Ļ░ÉņåīĒĢśĻ│Ā ╬│ņŚÉņä£ ļ│ĆĒśĢņØ┤ ņĀäņ▓┤ ļ│ĆĒśĢņØä ņŻ╝ļÅäĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż[15]. ĻĘĖļ”╝ 5ļŖö ņØĖņן ņŗ£ĒŚś ņżæ ņ¢╗ņ¢┤ņ¦ä ļ│ĆĒśĢļźĀĻ│╝ ņØæļĀź Ļ│ĪņäĀņ£╝ļĪ£ ņāüņś© ņØĖņן ņŗ£ĒŚśņŚÉņä£ļŖö ĒĢŁļ│Ą ņØ┤Ēøä Ļ░ĆĻ│ĄĻ▓ĮĒÖöļĪ£ ņØĖĒĢ┤ ņØĖņן Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļŖö ļ░śļ®┤, 871 ┬░C ņØĖņן ņŗ£ĒŚśņŚÉņä£ļŖö ņĀäņ£äņāüņŖ╣ ĒÜ©Ļ│╝ļĪ£ ņØĖĒĢ┤ ĒĢŁļ│Ą ņØ┤Ēøä ņØĖņןĻ░ĢļÅä ņ”ØĻ░Ć ĒÅŁņØĆ Ēü¼ņ¦Ć ņĢŖņØĆ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
ļĖöļĀłņØ┤ļō£ ņ£äņ╣śņŚÉ ļö░ļźĖ ņØĖņן ĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ ņāüņś© ņØĖņן ņŗ£ĒŚśņŚÉņä£ļŖö AirfoilļČĆņÖĆ RootļČĆņØś ĒĢŁļ│ĄĻ│╝ ņØĖņןĻ░ĢļÅä ņ░©ņØ┤Ļ░Ć 2% ņØ┤ļé┤ļĪ£ ļČäņäØļÉśļ®░, 871 ┬░C ņØĖņן ņŗ£ĒŚśņŚÉņä£ļÅä ļĖöļĀłņØ┤ļō£ ņ£äņ╣ś ļ│ä Ļ░ĢļÅä ņ░©ņØ┤ļŖö 1%ļĪ£ ļÅÖņØ╝ĒĢ£ ņØĖņן ņŗ£ĒŚś ņś©ļÅäņŚÉņä£ AirfoilĻ│╝ RootļČĆņØś Ļ░ĢļÅä ĒŖ╣ņä▒ņØĆ ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļé¼ļŗż.
ļŗłņ╝łĻĖ░ ņ┤łļé┤ņŚ┤ĒĢ®ĻĖłņØś Ļ▓ĮņÜ░ ņŻ╝ņĪ░ ņØæĻ│Ā ņåŹļÅäĻ░Ć ļ╣Āļź╝ņłśļĪØ Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦Ćņāü, ĒāäĒÖöļ¼╝ņØś Ēü¼ĻĖ░Ļ░Ć ņ×æĻ▓ī ņāØņä▒ļÉśĻ│Ā ņØ┤ļŖö ņØĖņן Ļ░ĢļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż[13,16,17]. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ļĖöļĀłņØ┤ļō£ ņ┤łĻĖ░ ņāüĒā£ņŚÉņä£ņØś ņØĖņן Ļ░ĢļÅäļŖö ņĢī ņłś ņŚåņ¦Ćļ¦ī, ņĢ×ņä£ ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ Ļ▓░Ļ│╝ņÖĆ ļ╣äĻĄÉĒĢśļ®┤ Root ļīĆļ╣ä AirfoilņŚÉņä£ ņØĖņן ĒŖ╣ņä▒ņØ┤ ņÜ░ņłśĒĢĀ Ļ▓āņ£╝ļĪ£ ņśłņĖĪĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ¤¼ļéś, ņé¼ņÜ® Ēøä ļĖöļĀłņØ┤ļō£ AirfoilļČĆņÖĆ RootņŚÉņä£ņØś ņØĖņן Ļ░ĢļÅäļŖö ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļéśļ®░, ņØ┤ļŖö ļĖöļĀłņØ┤ļō£ ņé¼ņÜ®ņŚÉ ļö░ļØ╝ AirfoilļČĆņŚÉņä£ ņØĖņן ĒŖ╣ņä▒ņØ┤ Ļ░ÉņåīĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
AirfoilļČĆņŚÉņä£ ņØĖņן Ļ░ĢļÅä Ļ░Éņåī ņøÉņØĖņ£╝ļĪ£ļŖö ņŚ┤ĒÖöļĪ£ ņØĖĒĢ£ ╬│' ņ×ģņ×Éļ│ĆĒśĢĻ│╝ M23C6ņØś ņāØņä▒ņ£╝ļĪ£ ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż. ņĢ×ņä£ ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ Ļ▓░Ļ│╝ņÖĆ Ļ░ÖņØ┤ ņŚ┤ĒÖöļĪ£ ņØĖĒĢ£ AirfoilļČĆņŚÉņä£ ╬│'ņØś ĻĄ¼ņāüĒÖöņÖĆ ņĪ░ļīĆĒÖöļŖö ņØĖņן Ļ░ĢļÅäļź╝ Ļ░Éņåīņŗ£ĒéżĻ│Ā ņŚ░ņŗĀņ£©ņØä ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ņ£╝ļ®░, ņĪ░ļīĆĒĢ£ M23C6ņØś ņāØņä▒ ļśÉĒĢ£ ņØĖņן Ļ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØä Ļ░Éņåīņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż[5].
ĻĘĖļ”╝ 6ņØĆ ņØĖņן ņŗ£ĒŚś Ēøä ņŗ£ĒÄĖ Ēīīļ®┤ ļČäņäØņØä ĒåĄĒĢ┤ ņØĖņן Ļ░ĢļÅäņŚÉ ļ»Ėņ╣śļŖö ļ»ĖņäĖņĪ░ņ¦ü ņśüĒ¢źņØä ļČäņäØĒĢśņśĆļŗż. ļĖöļĀłņØ┤ļō£ ņ£äņ╣śņÖĆ ņś©ļÅäņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ņŻ╝ņĪ░ ņØæĻ│ĀņĪ░ņ¦üņØĖ ņłśņ¦Ćņāü ĒśĢĒā£ņØś Ēīīļ®┤ ĒśĢņāüņØ┤ ļéśĒāĆļéśļ®░, AirfoilļČĆņØś Ēīīļ®┤(ĻĘĖļ”╝ 6a-b)ņŚÉņä£ Ļ▓░ņĀĢļ”ĮĻ│äļź╝ ļö░ļź┤ļŖö ĻĘĀņŚ┤ņØ┤ ļÜ£ļĀĘĒĢśĻ▓ī Ļ┤Ćņ░░ļÉ£ļŗż. ļśÉĒĢ£, ļ¬©ļōĀ Ēīīļ®┤ņŚÉņä£ ĒāäĒÖöļ¼╝ ĻĘĀņŚ┤ņØ┤ Ļ┤Ćņ░░ļÉśļŖöļŹ░, ņØ┤ļŖö ĻĖ░ņ¦Ć ļīĆļ╣ä ņāüļīĆņĀüņ£╝ļĪ£ ņĘ©ņä▒ņØ┤ ļåÆņØĆ ĒāäĒÖöļ¼╝ņØ┤ ņØĖņן ļ│ĆĒśĢĻ│╝ņĀĢņŚÉņä£ ņÜ░ņäĀņĀüņ£╝ļĪ£ Ēīīļŗ©ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż[18]. ļö░ļØ╝ņä£, AirfoilļČĆņØś ņłśļ¦ÄņØĆ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ņāØņä▒ļÉ£ ņĪ░ļīĆĒĢ£ M23C6ņÖĆ ņŻ╝Ļ░ĢĒÖöņāüņØĖ ╬│'ņØś ĻĄ¼ņāüĒÖöĻ░Ć ņé¼ņÜ® Ēøä ļĖöļĀłņØ┤ļō£ņŚÉņä£ ņØĖņן Ļ░ĢļÅäļź╝ Ļ░Éņåīņŗ£ĒéżļŖö ņøÉņØĖņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
Ļ░ĆņŖżĒä░ļ╣ł ņÜ┤ņĀä ĒÖśĻ▓ĮņŚÉņä£ ĻĖ░ļÅÖ-ņĀĢņ¦Ć 800ĒÜī ņÜ┤ņĀä Ēøä ļĖöļĀłņØ┤ļō£ņØś ņłśļ¬ģņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ AirfoilĻ│╝ RootņŚÉņä£ ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖöļź╝ ļČäņäØĒĢśĻ│Ā ļ»Ėņåī ņŗ£ĒÄĖņØä ņØ┤ņÜ®ĒĢ£ ņØĖņן ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśņŚ¼ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1. ļĖöļĀłņØ┤ļō£ AirfoilĻ│╝ RootņŚÉņä£ ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ Ļ▓░Ļ│╝ ļĖöļĀłņØ┤ļō£ ĒśĢņāüņŚÉ ļö░ļźĖ ļæÉĻ╗ś ņ░©ņØ┤ņÖĆ ņŻ╝ņĪ░ ņŗ£ ņØæĻ│Ā ņåŹļÅä ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņØæĻ│Ā ņåŹļÅäĻ░Ć ļ╣ĀļźĖ AirfoilņŚÉņä£ Ļ▓░ņĀĢļ”ĮĻ│╝ ņłśņ¦Ćņāü, ĒāäĒÖöļ¼╝ņØś Ēü¼ĻĖ░Ļ░Ć ņ×æĻ▓ī ņāØņä▒ļÉśņŚłļŗż.
2. 800ES ņÜ┤ņĀä Ēøä ļĖöļĀłņØ┤ļō£ AirfoilĻ│╝ RootņŚÉņä£ ņŚ┤ĒÖö ĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ RootņŚÉņä£ļŖö ņ×ģļ░®ņĀĢņØś ╬│' ĒśĢņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļéś, AirfoilņŚÉņä£ļŖö ╬│' ņāüņØś ĻĄ¼ņāüĒÖöļĪ£ ņØĖĒĢ£ ĻĄ¼ĒśĢņØś ╬│'ņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ļśÉĒĢ£, ņŚ┤ĒÖöļĪ£ ņØĖĒĢ£ MC ĒāäĒÖöļ¼╝ ļČäĒĢ┤ļĪ£ AirfoilņŚÉņä£ļŖö ņĢĮ 3 ╬╝m Ēü¼ĻĖ░ņØś M23C6Ļ░Ć Ļ▓░ņĀĢļ”ĮĻ│äļź╝ ļö░ļØ╝ ņŚ░ņåŹņĀüņ£╝ļĪ£ ņāØņä▒ļÉśņŚłņ£╝ļ®░, RootņŚÉņä£ļŖö 0.5 ╬╝m Ēü¼ĻĖ░ņØś ļ»ĖņäĖĒĢ£ M23C6Ļ░Ć particle ĒśĢĒā£ļĪ£ ņāØņä▒ļÉśņŚłļŗż.
3. ļĖöļĀłņØ┤ļō£ ņŚ┤ĒÖöļĪ£ ņØĖĒĢ£ ╬│' ņāüņØś ĻĄ¼ņāüĒÖöņÖĆ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉ ņāØņä▒ļÉ£ M23C6ļŖö AirfoilņØś ĒĢŁļ│ĄĻ░ĢļÅäņÖĆ ņØĖņןĻ░ĢļÅäļź╝ Ļ░Éņåīņŗ£ĒéżļŖö ņøÉņØĖņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. ļö░ļØ╝ņä£, ļĖöļĀłņØ┤ļō£ ļČĆĒÆłņŚÉņä£ ņ×öņŚ¼ ņłśļ¬ģņØä ņĀĢĒÖĢĒĢśĻ▓ī ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņŚ┤ĒÖöļĪ£ ņØĖĒĢ┤ ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖöĻ░Ć ļ░£ņāØĒĢśļŖö AirfoilņŚÉņä£ ļČĆĒÆł ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśļŖö Ļ▓āņØ┤ ņżæņÜöĒĢśļ®░, ļĖöļĀłņØ┤ļō£ AirfoilļČĆņØś ļæÉĻ╗ś ņĀ£ņĢĮņ£╝ļĪ£ ņØĖĒĢ£ ņŗ£ĒÄĖ ņ▒äņĘ© ĒĢ£Ļ│äļź╝ ĻĘ╣ļ│ĄĒĢśĻĖ░ ņ£äĒĢ┤ ļ»Ėņåī ņŗ£ĒÄĖņØä ņØ┤ņÜ®ĒĢ£ ļČĆĒÆł ĒÅēĻ░Ć ļ░®ļ▓ĢņØ┤ ļīĆņĢłņØ┤ ļÉĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.