1. INTRODUCTION
적층 제조 (Additive Manufacturing, AM) 는 레이저 등으로 용융시킨 분말이나 와이어 형태의 세라믹, 플라스틱, 금속 재료를 한 층씩 나누어 쌓아 올려 최종적으로 3차원 물체를 만드는 기법이다. AM은 기존의 주조 및 기계적 가공으로는 제작할 수 없는 복잡한 형태를 제조할 수 있다는 특징을 가지고 있다. 그 중 금속 적층 제조 방식인 레이저 직접 적층 (laser directed energy deposition, L-DED) 공정은 분말 형태의 금속 소재와 레이저를 동시에 조사해 물체를 적층하는 방식이다. L-DED 공정에서는 레이저가 조사된 곳에 용융 풀 (melt pool) 이 국부적으로 형성되고, 원소재인 금속 분말이 용융 풀에 직접 분사되어 소재가 급속히 응고되며 금속이 쌓인다. 이러한 방식으로 레이저와 금속 분말을 스캔하여 한 층의 금속을 적층하는 공정을 반복하여 3차원 형태의 금속 부품을 층층이 제작한다. L-DED 공정은 금속 분말 및 레이저를 응용하는 유사한 AM 공정인 레이저 분말 베드 용융 (laser powder bed fusion, L-PBF) 공정에 비해 공정 속도가 빠르고, 레이저와 금속 분말이 사출되는 노즐이나 적층 대상이 이동하며 적층이 진행되는 방식이기 때문에 적층되는 대상물의 형태 선정이 비교적 자유로워서 손상된 부품의 수리나 부품의 표면 경화 등에 사용할 수 있는 장점이 있다 [1-4]. AISI 316L 스테인리스 스틸은 높은 연성과 비교적 우수한 강도, 우수한 부식 저항성을 가지며 용접성을 높이기 위해 탄소의 함량을 최소화한 오스테나이트계 스테인리스 스틸로, 기계 부품, 해양 산업, 방위 산업 등 다양한 산업 분야에서 이용되고 있는 합금이다 [5]. 특히 AISI 316L은 우수한 용접성으로 적층 제조가 용이하기 때문에, L-PBF 공정과 L-DED 공정에서 적층용 스테인리스 강종으로 활발하게 연구가 진행되고 있다 [6]. 일반적으로 적층 기법으로 제조된 금속은 용융 풀의 빠른 냉각 속도에 의한 미세한 셀 구조 (cell structure) 때문에 인장 강도가 주조 등의 기존 방식으로 제조된 금속보다 우수하며, L-DED AISI 316L의 경우 AISI 316L 주조재보다 약 2배 높은 인장 강도를 가지는 것으로 알려져 있다 [7]. L-PBF 공정과 L-DED 공정은 레이저로 금속 분말을 용융해 적층한다는 원리는 같으나, laser spot size나 용융 풀 크기가 다르기 때문에, 같은 소재를 사용해도 미세조직과 기계적 특성에 차이가 발생한다. L-DED 공정은 L-PBF 공정에 비해 용융 풀의 크기가 비교적 크며 냉각 속도가 더 느리기 때문에, L-PBF 공정과 비교하면 결정립 크기가 다소 조대하며 항복 강도 역시 L-PBF 공정으로 제조된 AISI 316L 소재에 비해 다소 낮은 것으로 알려져 있다 [8].
최근 들어 레이저 적층 제조된 AISI 316L의 기계적 성질과 공정 변수에 관한 연구가 다수 진행되었다. L-DED 공정의 경우를 살펴 보면, Pacheco 등 [9] 은 L-DED AISI 316L의 적층 방향과 열처리에 따른 기계적 성질을 평가했다. L-DED 공정으로 제작된 AISI 316L을 열처리 시 미세조직의 균질화가 이루어지고, 인장 강도는 하락하며 충격 저항성은 높아지는 것으로 나타났다 Saboori 등 [6] 은 적층 전략 (scanning strategy) 에 따른 L-DED AISI 316L의 미세조직, 기계적 성질과 잔류응력의 변화를 연구하여 적층 전략은 열 구배의 방향과 냉각 속도를 바꾸어 미세조직, 용융과 응고에 의한 잔류응력에 변화를 일으키는 것을 보였다. L-DED 공정으로 제작된 AISI 316L과 유사한 미세구조를 보이는 L-PBF 공정을 통해 제작된 AISI 316L의 경우를 살펴보면, Yu 등 [10] 은 적층 방향에 따른 L-PBF AISI 316L의 피로 특성을 분석했다. 적층 방향이 일정한 각도를 가지는 대각선인 조건의 시편의 피로 특성이 우수하며, 기공이 적은 것으로 알려졌다. Hahn 등 [11] 은 레이저 출력이 L-PBF AISI 316L의 결함, 집합조직 그리고 미세조직에 미치는 영향을 연구했다. 레이저 출력은 용융 풀의 형태를 변화시키며 결과적으로 결함, 집합조직, 미세조직에 영향을 끼친다. 레이저 출력이 높을수록 내부 기공은 적어지는 것으로 알려졌다.
AM을 통해 부품이나 구조물을 제작할 시 우수한 기계적 성질과 함께 중요하게 요구되는 성능은 재료 공정의 치수 정밀도이다. 일반적으로 AM으로 제작된 부품은 최소한의 후가공을 거쳐 적용하는 것을 목표로 하므로, 적층재의 치수 정밀도와 표면 조도가 좋을수록, 즉 최종 제품 형상과 적층재의 형상이 일치할수록 제품의 최종 마감에 소요되는 공정이 짧아진다 [12]. L-DED 공정은 높은 치수 정밀도를 얻을 수 있는 L-PBF 공정과는 달리, 별다른 powder bed나 서포트 없이 조형물에 직접 금속 분말과 레이저를 조사하기 때문에 L-PBF 공정과 비교하면 치수 정밀도와 표면 조도가 다소 낮은 단점을 가지고 있다. 이를 고려할 때 후가공 부위의 최소화를 위해서는 최종 조형물의 치수정밀도를 되도록 높이는 것이 중요하다. L-DED 적층재의 치수 정밀도와 표면 조도 개선을 위해 다양한 연구가 진행되었다. L-DED 공정으로 제조된 적층재를 고정밀 기계부품에 적용하기 위해서는 표면의 후가공이 필수적인데, Yang 등 [13] 은 L-DED AISI 316L의 표면 마감 향상을 위해 적층 후 절삭 가공이 이어지는 하이브리드 적층 및 절삭 공정 (hybrid additive and subtractive manufacturing) 을 연구했다. Careri 등 [14] 은 L-DED Inconel 718의 표면 조도 향상을 위해 적층 후 열처리와 기계적 가공을 진행하고, 열처리 종류와 가공의 순서에 따른 영향을 연구했다. 또한 후가공 등의 방법 외에도, 치수 정밀도와 표면 조도는 레이저 출력 및 hatch spacing, layer thickness 등의 공정변수로도 향상이 가능하다고 알려져 있다 [15]. 이와 관련하여 Ascari 등 [16] 은 L-DED 적층 전략이 표면 조도와 밀도에 미치는 영향을 연구했는데, 표면 조도는 스캔 속도가 느릴수록 향상됨을 밝혔다. Kim 등 [17] 은 분말 공급량이 형상 정밀도에 미치는 영향을 연구해 공정 최적 변수를 확인했다. 하지만, 레이저 출력과 스캔 속도 등 레이저 공정변수와 L-DED 적층 제조된 AISI 316L 적층재의 치수 정밀도와의 관계에 대한 연구는 보고된 바 없다. L-DED 공정에서 용융 풀의 형태는 레이저 출력과 스캔 속도 등의 공정변수에 크게 좌우되는데, 용융풀의 형태가 냉각 속도와 치수 정밀도를 결정하므로 L-DED 공정변수와 적층재의 형상, 미세조직 그리고 기계적 특성 간의 상관관계에 대한 종합적인 이해와 연구가 필요할 것으로 생각된다.
본 연구에서는 L-DED 공정으로 AISI 316L을 다양한 레이저 출력과 스캔 속도로 적층하고, 단위 체적 에너지 밀도가 최종 적층 형상, 미세조직 및 기계적 특성에 미치는 영향을 분석했다. 다양한 공정변수에 따라 L-DED 적층재의 층간 두께를 분석했고, 적층재의 형상과 미세조직을 광학현미경으로 분석해 비교하였다. 또한, 높은 치수 정밀도를 얻을 수 있는 적층 조건의 기계적 특성을 평가하기 위해 해당 조건과 동일한 단위 체적 에너지 밀도를 가지는 공정 조건으로 적층한 적층재의 인장 시험을 진행했다. 이를 통해 L-DED AISI 316L을 가장 정밀하게 적층할 수 있는 공정 변수를 선택하였을 때 적층재의 기계적 특성과 미세조직에 미치는 영향을 분석했다.
2. EXPERIMENTAL
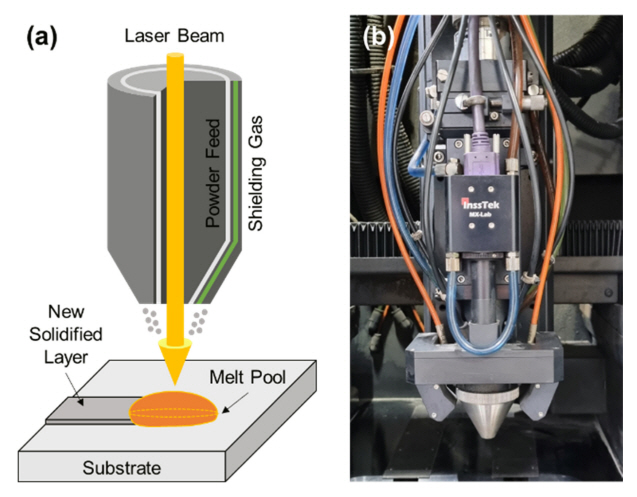
Fig 1 (a)에 L-DED 공정의 모식도를, Fig 1 (b)에 본 연구에서 사용한 L-DED 장비 사진을 나타내었다. 본 연구에서는 L-DED 장비로 최대 500 W의 레이저 출력을 가지는, laser spot size 0.3 mm의 Ytterbium Fiber Laser를 장착한 MX-Lab (InssTek Inc., Korea) 를 사용하였다 (Fig 1 (b)). 금속 분말 분사와 shielding을 위한 가스로 순도 99.999%의 Ar 가스를 사용하였다.
본 연구에서 사용한 적층 소재는 MK Corp. (Incheon, Korea) 에서 Gas atomizing 방식으로 제작한 AISI 316L 분말이다. 적층이 진행된 모재는 구조용 탄소강 강재로 널리 쓰이는 탄소가 0.45 wt.% 함유되어 있는 중탄소강 판재인 S45C를 100 × 50 × 10 mm3 크기로 절단하여 사용하였다. L-DED 적층에 사용된 분말과 모재 두 소재의 화학 조성을 Table 1에 나타내었다.
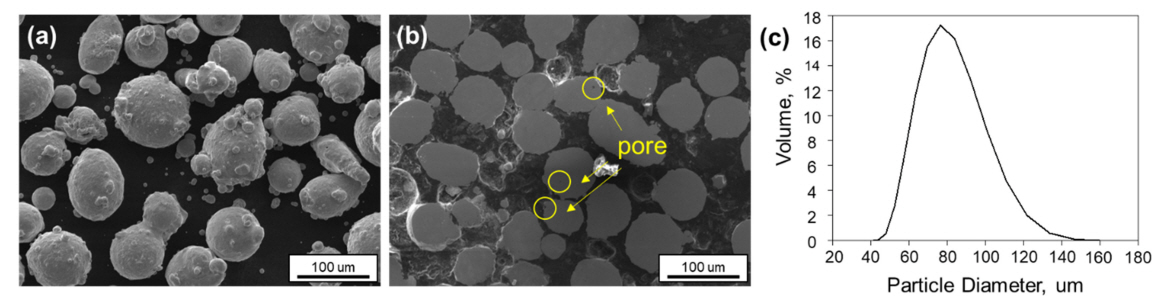
Fig 2 (a)와 Fig 2 (b)에 사용한 분말의 표면과 단면의 전계 방사 주사 전자 현미경 (Field-emission scanning electron microscope, FE-SEM, MIRA3, TESCAN, Republic of Korea) 이미지를 각각 나타내었다. 또한 사용한 분말의 평균 입도 측정을 위해 입도 분석 (Particle size analyzer, PSA, LS 13 320, Beckman Coulter, USA) 을 진행해 Fig 2 (c)에 그 결과를 나타내었다. Fig 2 (a)에 나타낸 분말은 대부분 약 80 μm 크기의 구형 입자이며, Fig 2 (b)에 나타난 분말의 단면도를 볼 때 아주 작은 기공이 분말 내부에 일부 존재하는 것을 알 수 있다. 또한 Fig 2 (c)의 PSA 분석 결과에 따르면, 사용한 분말의 입도분포는 40-140 μm의 범위를 가지며 평균 입도는 약 83.93 μm으로 나타났다.
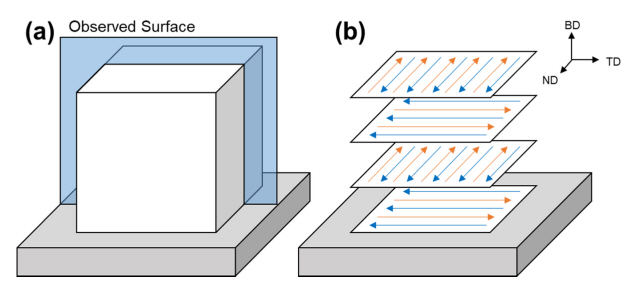
Fig 3에 미세조직을 관찰하기 위한 9 × 9 × 9 mm3 cube 시편의 관찰 단면 모식도와 본 실험에서 레이저 적층을 위해 사용한 적층 전략을 나타내었다. 미세조직 관찰은 Fig 3 (a)에 나타낸 바와 같이, cube 시편의 정중앙부를 절단해 연마한 후 기공을 광학현미경 (optical microscope, OM, AxioLab 5, ZEISS, Germany) 으로 관찰했으며, 이후 HCl 20 ml + HNO3 60 ml + Glycerol 30 ml을 혼합한 용액으로 etching을 진행해 그 단면의 미세조직을 광학현미 경과 FE-SEM으로 관찰했다. 또한 각 조건들의 치수 정밀도를 평가하기 위해 height gage (Absolute Digimatic Height Gage 0-300 mm, Mitutoyo, Japan) 로 제조된 시험편의 L-DED building direction (BD) 방향 높이를 측정했다. 모든 시험편은 Fig 3 (b)에 모식적으로 나타낸 것과 같이 레이저를 지그재그로 조사하여 한 층을 적층한 후, 레이저 스캔 방향을 90도 회전 후 다시 한 층을 적층하는 bi-directional scanning strategy를 사용하여 제작하였다 [18].
시험편의 적층 시 사용한 레이저 출력, 분말 공급량 및 스캔 속도를 Table 2에 나타내었다. 본 실험에서 분말 공급량은 레이저 스캔 속도에 맞추어 단위 적층 길이 동안 서로 다른 조건에서 동일한 양의 분말이 공급되도록 선택하였으며, 따라서 레이저 스캔 속도가 가장 빠른 조건인 1,200 mm/min 일 때의 분말 공급량이 스캔 속도가 가장 낮은 조건인 960 mm/min 일 때 보다 약 1.25배 많은 분말이 공급되도록 설정하였다. L-DED 공정 조건 중 hatch space와 layer thickness는 모든 실험에서 각각 0.3 mm및 0.15 mm 로 고정하였다.
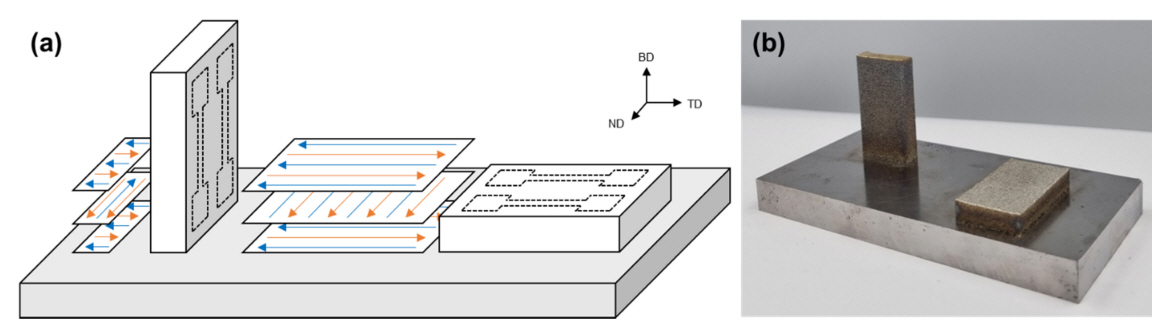
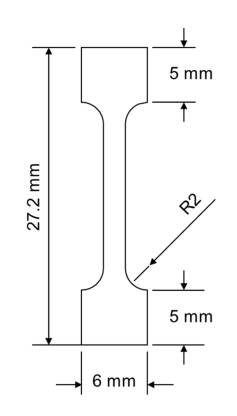
적층한 cube 시편의 BD 방향 높이를 측정한 후, 최종 적층 형태가 가장 정육면체와 유사하고 높은 치수 정밀도를 얻을 수 있는 1,080 mm/min, 190 W 조건을 선택하여 해당 조건의 기계적 특성을 평가하고 비교하기 위해 해당 조건과 동일한 단위 체적 에너지 밀도를 가지는 공정 조건으로 Fig 4 (a)에 나타낸 모식도와 같이 인장 시편을 적층했다. 인장 시편의 형상은 KS B 0801 standard [19] 규격을 따랐다. 적층 방향에 수직 (Vertical) 및 수평(Horizontal) 방향의 인장시험편을 채취하기 위해 Fig 4 (b) 와 같이 2가지 형태로 적층하였으며, 이후 wire cutting 가공을 통해 Fig 5에 나타낸 형태의 인장시험편을 가공하여 채취하였다.
3. RESULTS AND DISCUSSION
3.1. 공정 변수와 단위 체적 에너지 밀도에 따른 기공분포와밀도
Fig 6에 다양한 레이저 스캔 속도와 레이저 출력에 따라 L-DED 적층 제조된 AISI 316L 합금의 OM image를 나타냈다. 전반적으로 스캔 속도가 빨라질수록, 그리고 레이저 출력이 낮을수록 기공율이 올라가는 것이 관찰된다. 레이저 출력이 100 - 130 W로 비교적 낮은 경우, 레이저 스캔 속도가 600 mm/min 일 때에는 비정형의 작은 기공들이 재료 내부에 분산되어 있는 것이 관찰되며, 이 때 스캔 속도가 높아지면 기공의 형태가 불규칙해지고, 크기가 급격하게 커지며 기공율도 높아지는 것을 관찰할 수 있다. 레이저 출력이 140 – 170 W 사이일 때에도 비정형의 미세한 기공들이 재료 내부에서 발견되는데, 레이저 출력이 180 W 이상일 때에는 레이저 스캔 속도와 관계없이 아주 미세한 구형 기공만 남아 있는 것을 확인할 수 있다.
L-DED 적층재에서 발견되는 기공 결함은 입열량이 부족하거나 입열량에 비해 분말 공급량이 과도할 때 용융되지 않은 부분이 남아서 발생하는 lack of fusion 결함과, 적층에 사용된 분말 원소재 내부에 원래부터 존재하던 가스 기공에 의해 발생하는 작고 균일한 구형 형태의 결함, 그리고 입열량이 과도할 때 용융 풀의 jet stream에 의해 가스가 유입되어 발생하는 조대한 구형 형태의 key-hole 결함으로 나눌 수 있다 [20]. 이러한 적층재 내부의 기공은 변형 시 응력 집중부로 작용하여 적층재의 기계적 성질과 밀도를 저하시키기 때문에 여러 공정 변수의 제어로 발생을 억제해야 한다. 단위 부피의 적층재를 적층할 때 투입한 레이저 열량의 밀도인 단위 체적 에너지 밀도(volumetric energy density, VED) 는 다음의 식으로 표현된다.
여기서 E는 레이저 출력, l은 hatch space, t는 layer thickness, v는 스캔 속도이다. VED가 낮을수록, 즉 레이저 출력이 낮고 스캔 속도가 빠를수록 불규칙한 형태의 기공인 lack of fusion이 다수 분포하는 것을 확인할 수 있다. Fig 7에 600 mm/min – 110 W 조건에서 발생한 lack of fusion 결함의 OM image를 나타내었다. 비드와 비드 사이에 기공이 불규칙하게 끼어 있는 모습을 볼 수 있다. 즉, VED가 낮은 조건의 lack of fusion은 해당 스캔 속도, 레이저 출력에 비해 분말 공급량이 과도하여 레이저로 투입한 입열량이 충분하지 못해 공급된 분말을다 녹이지 못했기 때문이라고 판단할 수 있다. 한 편, 스캔 속도와 관계없이 레이저 출력에 따라 lack of fusion 기공은 점점 줄어들며 레이저 출력이 충분히 높을 경우 미세한 구형 기공만 남는 경향이 모든 스캔 속도에서 관찰되는데, 이와 같이 레이저 출력이 높을 때에도 재료 내부에 남는 미세한 구형 기공은 Fig 2 (b)에 나타낸 금속 분말 내부에 원래 존재하던 가스 기공에 의한 것으로 판단되며 L-DED 공정조건의 개선으로 제거하기 힘들 것으로 사료된다. 한편, 본 실험에서 사용된 조건에서는 레이저 입열량이 과도할 때 생긴다고 알려져 있는 key-hole 결함의 형태는 관찰되지 않았다.
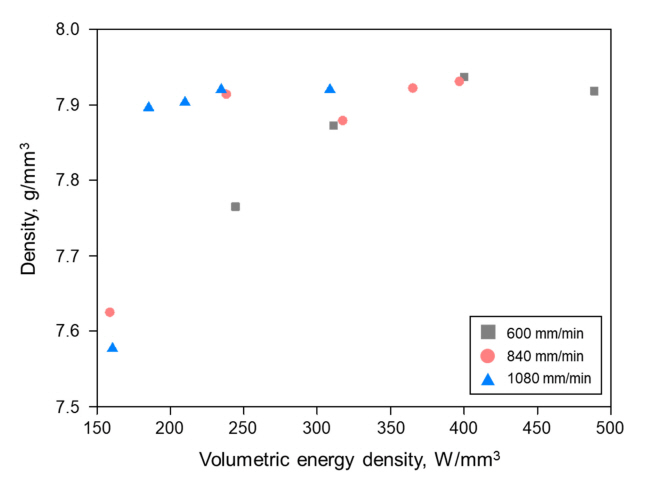
아르키메데스법을 이용해 cube 시편들의 겉보기 밀도 측정 (XP205 DualRange, METTLER TOLEDO, USA)을 진행했다. Fig 8에 cube 시편의 VED와 밀도 그래프를 나타내었다. 모든 스캔 속도에서 레이저 출력이 높을수록, 즉 VED가 높아질수록 기공이 줄어들어 밀도가 상승하여 AISI 316L의 이론 밀도인 8.0 g/cm3에 근접하는 것을 알 수 있다. 또한 서로 다른 스캔 속도로 적층한 시편의 밀도를 비교해 보면, 스캔 속도가 빠를수록 더 높은 VED 조건에서 이론 밀도에 근접한 밀도가 얻어진다. 이는 Fig 6에 나타낸 기공 형성 거동과 일치하는 결과이다. 또한 lack of fusion은 스캔 속도와 출력에 관계없이, VED가 250 W/mm3 이하인 경우에만 발생했음을 알 수 있다. VED가 250 W/mm3 이상인 경우에는 분말에 의한 기공 외에는 lack of fusion이 존재하지 않았다. 따라서 AISI 316L 소재의 L-DED 적층 제조 시 lack of fusion 결함의 발생은 레이저의 출력 및 스캔 속도 등 각각의 공정 변수에 의한 것이기 보다는 투입된 VED가 충분하지 못할 때 나타나는 것으로 판단할 수 있다.
3.2. 평균 layer thickness
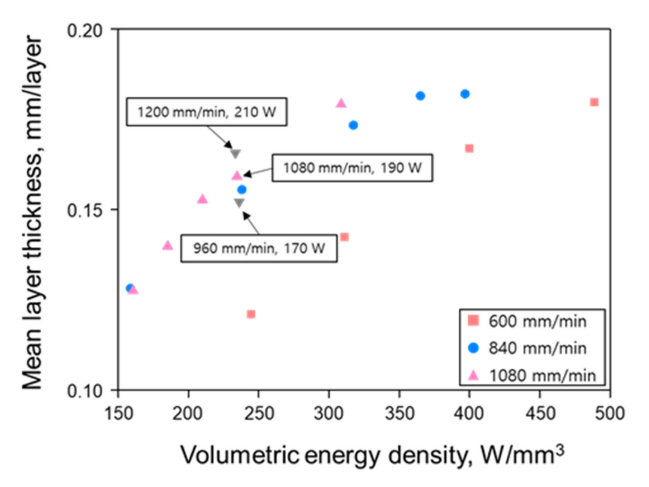
Fig 9에 적층한 cube 시편의 VED 별 평균 layer thickness를 나타내었다. 모든 적층 조건에서 평균 layer thickness가 상이하게 나타났지만, 평균 layer thickness는 동일 스캔 속도일 때 VED가 증가할수록 선형적으로 두꺼워지는 양상을 보인다. 이는 입열량이 증가할수록 용융되어 적층되는 분말의 양이 많아지기 때문이다. 동일 VED 조건인 960 mm/min - 170 W 조건, 1,080 mm/min - 190 W 조건과 1,200 mm/min – 210 W 조건의 경우 평균 layer thickness가 거의 비슷했다. 하지만 세 가지 조건과 VED가 비슷한 600 mm/min – 110 W 조건의 경우 평균 layer thickness가 세 가지 조건보다 현저하게 낮았다. 상기 네 가지 공정조건을 비교해 보면, 스캔 속도가 빠를수록 평균 layer thickness가 증가함을 알 수 있다. 이는 적층 시 분말 공급량을 스캔 속도에 비례하게 설정했기 때문으로 추측된다. 즉, L-DED에 사용된 VED가 분말을 녹이기에 충분한 조건인 경우, 분말 공급량이 각 층의 높이를 결정한다고 판단할 수 있다.
3.3. 적층재 형상에 미치는 공정 변수의 영향
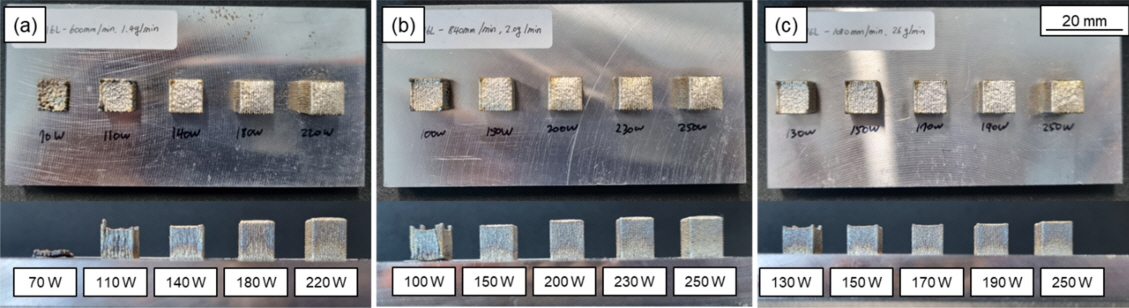
Fig 10에 다양한 스캔 속도와 레이저 출력에서 적층한 cube 시편의 평면도와 정면도 사진을 나타내었다. Fig 10 (a)에는 스캔 속도 600 mm/min조건으로 제작한 cube 시편의 측면 이미지를 나타내었는데, 레이저 출력이 70 W인 경우 적층이 수직 방향으로는 전혀 진행되지 않았음을 알 수 있다. 110 W의 경우 측면의 표면 조도가 매우 나쁘며 가장자리만 높게 thin wall 형태로 형성되고, 중앙부는 움푹 파인 형상을 띄고 있다. 레이저 출력이 140 W으로 높아지게 되면, 최상단부가 flat한 형상을 띄며 L-DED 적층 시 레이저 스캔 경로로 설정한 정육면체 형상을 갖추기 시작했으며, 180 W 및 220 W로 레이저 출력이 상승할수록 BD축 방향 높이가 상승하고 상단부가 볼록해지는 것을 확인할 수 있다. Fig 10 (b)에는 스캔 속도 840 mm/min인 조건의 cube 시편을 나타내었다. 이 때 레이저 출력이 100 W 일 때 시편의 형태가 600 mm/min – 110 W 조건으로 제작한 시편과 유사한 형태를 나타내는 것을 알 수 있으며, 이 때의 시험편 형태는 가장자리만 높게 thin wall 형상을 띄고 중앙부가 오목하게 파인 형태를 보였다. 레이저 출력이 150 W 이상일 경우 상단부가 flat한 형태를 띄고, 250 W까지 레이저 출력이 상승할수록 BD축 방향 높이가 상승하고 상단부가 볼록해졌다. 다만, 600 mm/min 조건보다 전체적인 BD축 방향 높이는 비교적 낮은 양상을 보였다. Fig 10 (c)에 나타낸 1,080 mm/min 조건 역시 낮은 레이저 출력에서는 상단부가 오목하고, 레이저 출력이 상승할수록 높이가 높아지는 등 600 mm/min, 840 mm/min 조건과 동일한 양상을 보였다.
실험 결과들을 종합해 보면 VED가 상승할수록 적층재 상층부는 오목한 형태에서 flat한 형태를 거쳐 점점 볼록한 형태로 바뀌며, BD축 방향 높이가 상승하는 것을 알 수 있다. 치수 정밀도 측면에서 VED를 선택한다면 적층시 목표 적층 형상으로 설정한 cube형태에 근접한 형태를 얻기 위해서는 적층 상단부가 flat한 형태가 이상적이다. 적층 상단부가 flat 한 형태를 보이는 공정 조건은 스캔 속도별로 600 mm/min - 140 W (VED : 311.11 W/mm3), 840 mm/min – 150 W (VED : 238.10 W/mm3), 1,080 mm/min – 170 W (VED : 209.88 W/mm3), 1,080 mm/min – 190 W (VED : 234.57 W/mm3) 이다. 대략적으로 스캔 속도가 빠를수록 VED가 낮아야 적층재 상층부가 flat한 형태를 가지는 것을 알 수 있다. 즉, 각 스캔 속도 별로 상층부 형태가 flat한 최적의 VED 범위가 존재함을 예상할 수 있다. 본 연구에서 분말 공급량은 목표 적층 높이를 맞추기 위해 스캔 속도가 느릴수록 낮게 설정하였다. 따라서 고정된 분말 공급량 때문에 특정 속도에서 VED가 높아도 적층되는 높이의 최대치는 일정하다. 한 편, 용융 풀의 크기는 VED와 비례하기 때문에, VED와 분말 공급량이 서로 상응하는 조건일 때 적층부 상단부의 형태가 바람직하게 형성된다고 예상할 수 있다. 종합해서 보면 VED와 분말 공급량 간의 상관관계에 의해 적층물의 치수 정밀도가 결정된다고 판단된다.
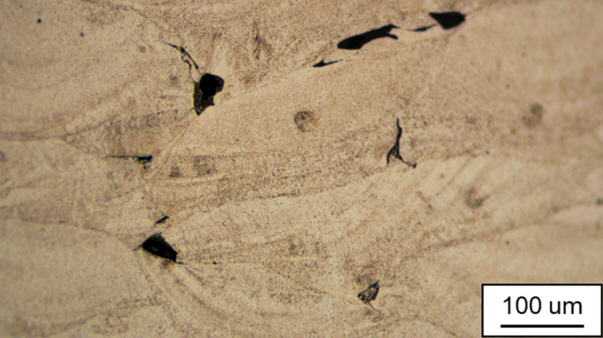
Fig 11 (a)에 상단부가 오목한 조건인 600 mm/min – 100 W조건의 OM 이미지를 나타내었다. 이 경우 비드 사이에 lack of fusion 결함이 많이 발생했고, 중앙부와 가장자리의 높이 차이가 약 1 mm정도 발생했음을 알 수 있다. 이 때 최상단의 용융 풀 형태는 균일하지 않고 울퉁 불퉁한 형태를 가진다. 레이저 용융 풀의 높이는 시험편의 중앙으로부터 가장자리 쪽으로 갈 수록 높아지는데, 이와 같은 현상이 VED가 상대적으로 낮을 때 발생한다는 것을 고려하면 이는 적층 시 중앙부에 비해 가장자리 부분이 주위로 빼앗기는 열량이 적기 때문이라고 짐작된다. L-DED 공정 중 양옆 방향으로 전도에 의한 열전달이 일어나 상대적으로 냉각 속도가 빠른 중앙부와 다르게 가장자리 부분은 시험편의 바깥 부분으로는 열이 대류에 의해서만 전달되므로 레이저에 의해 투입된 열이 상대적으로 더 많이 축적되어 적층 부위의 온도가 높을 것으로 예상되며, 이로 인해 용융 풀의 상대적 크기가 커지고 분말 용융이 더욱 원활하여 가장자리 부분이 가운데 부분에 비해 더 높게 적층되는 것으로 보인다. 또한 L-DED 공정에서 설정한 0.15 mm의 layer thickness에 비해 VED가 충분하지 않아 실제로 적층되는 높이가 낮기 때문에 레이저로 형성된 용융 풀과 분말이 공급되는 위치가 맞지 않아 적층이 원활하게 이루어지지 않기 때문에 해당 현상이 가속화된 것으로 판단된다.
Fig 11 (b)에 상단부가 flat한 조건인 1,080 mm/min – 170 W 조건의 OM image를 나타내었다. lack of fusion 등의 결함은 거의 발생하지 않고, 최상단의 용융 풀의 높이가 가장자리에서부터 중앙부까지 비교적 균일하게 형성됨을 알 수 있다. 이와 같이 일정한 용융 풀의 높이가 형성될 때 적층 상단부가 flat하고 치수정밀도가 높은 샘플이 얻어짐을 알 수 있다. 이와 같은 결과는 본 공정 조건에서 VED와 상응하는 적절한 분말 공급량이 사용되어 적층 중 적층 부위의 온도가 비교적 일정하게 유지되며 적층되었기 때문이라고 판단된다. 또한 Fig 11 (c)에 위쪽으로 볼록하게 적층되는 조건인 600 mm/min – 220 W의 OM image를 나타내었다. 이 경우 결함이 거의 발생하지 않았 지만, 최상단의 용융 풀이 하단부의 용융 풀에 비해 약 두 배 이상 두꺼웠으며, 중반부부터 비드가 볼록한 형태임을 확인할 수 있다. 이는 분말 공급량에 비해 VED가 과다해 레이저 스캔 동안 가장자리와 중앙부가 이미 과열된 상태가 되어, Fig 11 (a)의 경우와 반대로 중앙부의 과열이 가장자리보다 더 오래 지속되어 용융 풀의 크기가 과도하게 커져서 중앙부가 볼록해진 결과로 생각된다.
3.4 미세조직
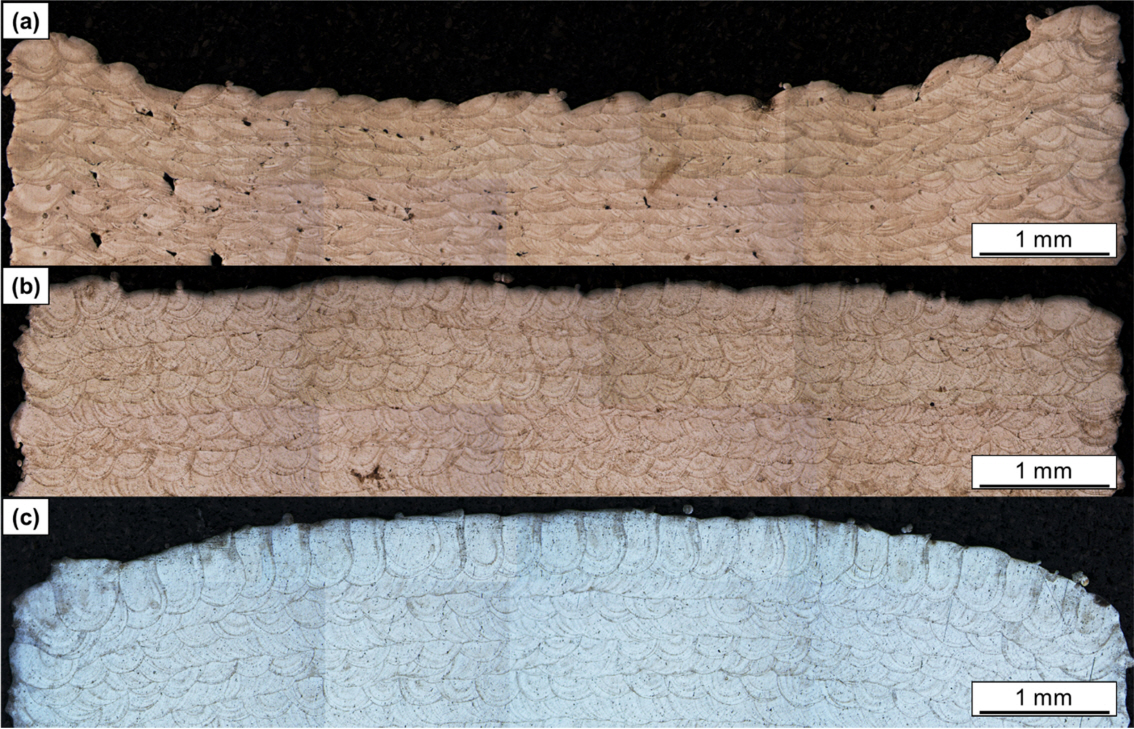
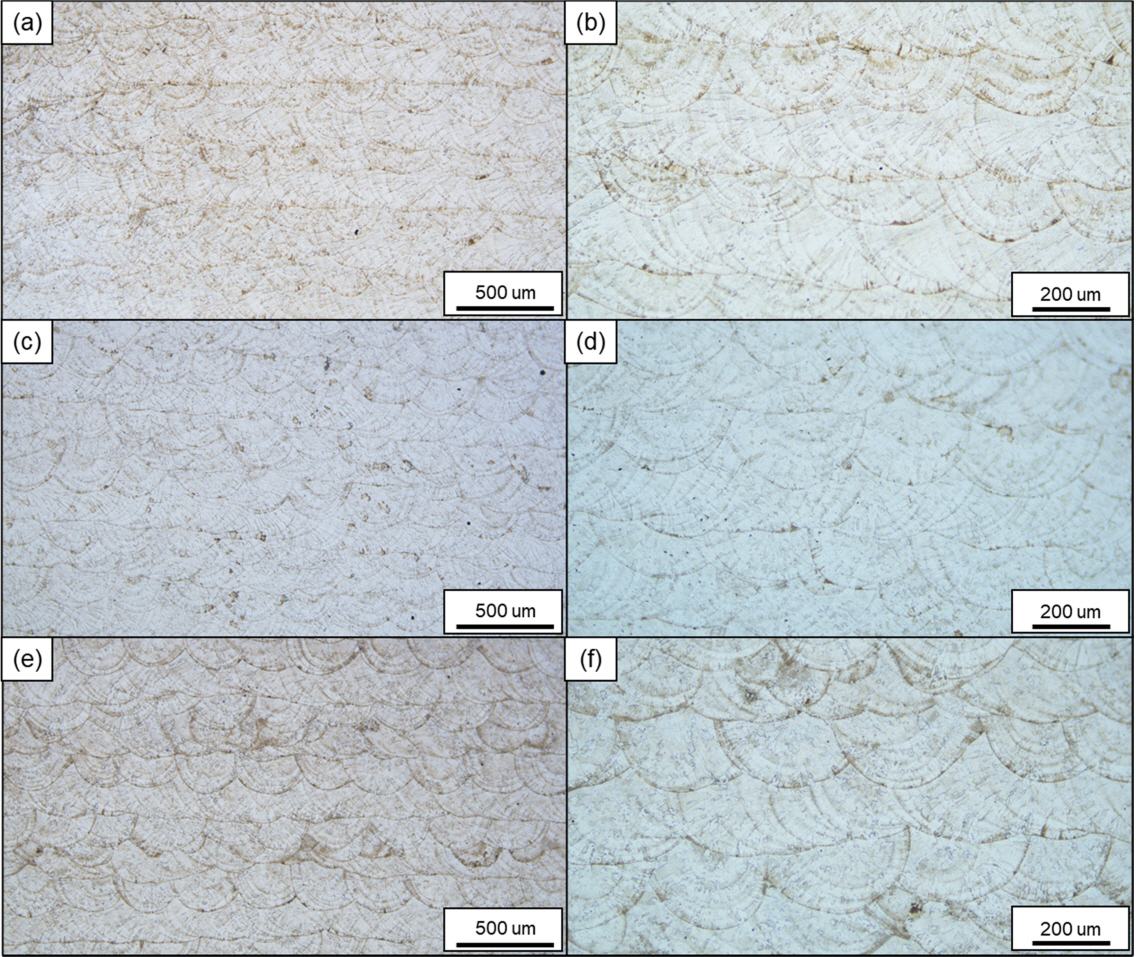
적층 시 기공이 거의 없고 높은 치수 정밀도를 얻을 수 있는 조건인 1080 mm/min – 190 W (VED : 234.56 W/mm3) 를 선택하여, 동일한 VED를 가지는 다른 스캔 속도와 레이저 출력을 통해 시편을 제작해 미세조직과 기계적 특성을 분석하였다. 실험에 사용된 적층 조건을 Table 3에 나타내었다. Fig 12에 960 mm/min – 170 W, 1,080 mm/min – 190 W, 1,200 mm/min – 210 W 조건으로 제조된 시험편의 OM image를 나타내었다. 이 때, VED가 고정되고 스캔 속도가 각각 다른 3 가지 조건에서 용융 풀의 크기와 미세구조가 거의 유사한 것을 확인할 수 있다. 따라서 용융 풀의 크기는 스캔 속도보다는 VED에 의해서 결정된다는 사실을 알 수 있다. Fig 12 (a)와 (c)에 분말에 의한 미세한 기공이 일부 관찰되나, 이는 공정 변수와는 관계가 없는 것으로 보인다. 따라서 VED가 동일한 경우, 미세조직에는 큰 차이가 없는 것으로 판단할 수 있다. 또한 300 계열 스테인리스 스틸은 응고 속도에 따라 δ-ferrite, γ-austenite 또는 이 둘의 혼합 조직을 가질 수 있는 합금이지만, AISI 316L 스테인리스 스틸의 경우 L-PBF 공정이나 L-DED 공정에서 레이저 용융 후 급속 응고 시 초정으로 γ-austenite 단상의 응고가 일어난다고 알려져 있다 [19-20] . 즉, 모든 상이 γ-austenite 단상이라고 예측된다.
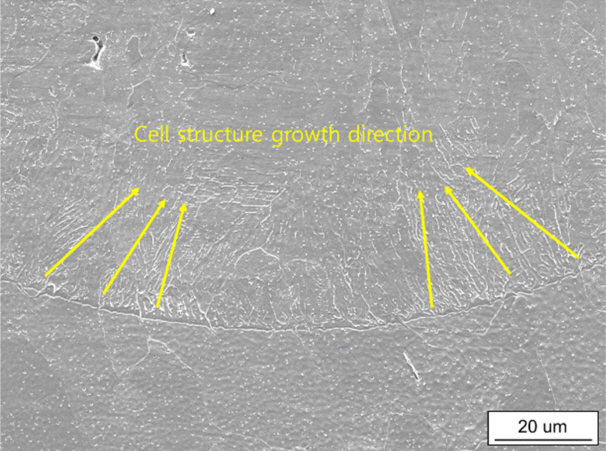
Fig 13에 1,080 mm/min – 190 W 조건의 SEM image를 나타내었다. L-DED 적층된 소재에서 빠른 응고 속도 때문에 나타나는 특징적인 미세조직인 셀 구조가 관찰되며, 응고 셀은 용융 풀 가장자리에서 가운데로 방향성 성장을 하는 것을 관찰할 수 있다. 그리고 응고가 용융 풀경계부에서 안 쪽으로 진행되면서 셀 구조가 수지상정 구조에 가까운 형태로 바뀌는 현상 역시 관찰되며 이는 응고가 진행되면서 응고 속도가 용융 풀 가운데로 갈 수록 상대적으로 감소하기 때문으로 짐작된다. 용융 풀 경계부의 응고 셀의 크기는 평균 1.67 μm 로 측정되었다. Yan 등 [23]이 진행한 L-DED 적층된 AISI 316L의 미세조직과 열처리 간의 상관관계에 관한 연구에서는, 스캔 속도 360 mm/min, 레이저 출력 600 W의 조건에서 적층 시 열처리 전 셀의 크기가 약 2.20 μm, 400°C에서 1시간 어닐링 시 2.09 μm, 800°C에서 1시간 어닐링 시 2.01 μm인 것으로 나타났다. 이 적층 조건은 본 실험에서 사용된 1,080 mm/min – 190 W 공정조건보다 VED가 훨씬 높은 조건이므로, 용융 풀의 크기가 본 실험에 비해 조대하고 응고 속도는 다소 느릴 것으로 예상할 수 있다. 따라서 본 실험조건에서 사용한 VED 조건은 일반적인 L-DED 공정에서 사용하는 조건에 비해 응고 속도와 냉각 속도가 다소 빠른 조건임을 알 수 있다.
3.5 기계적 성질
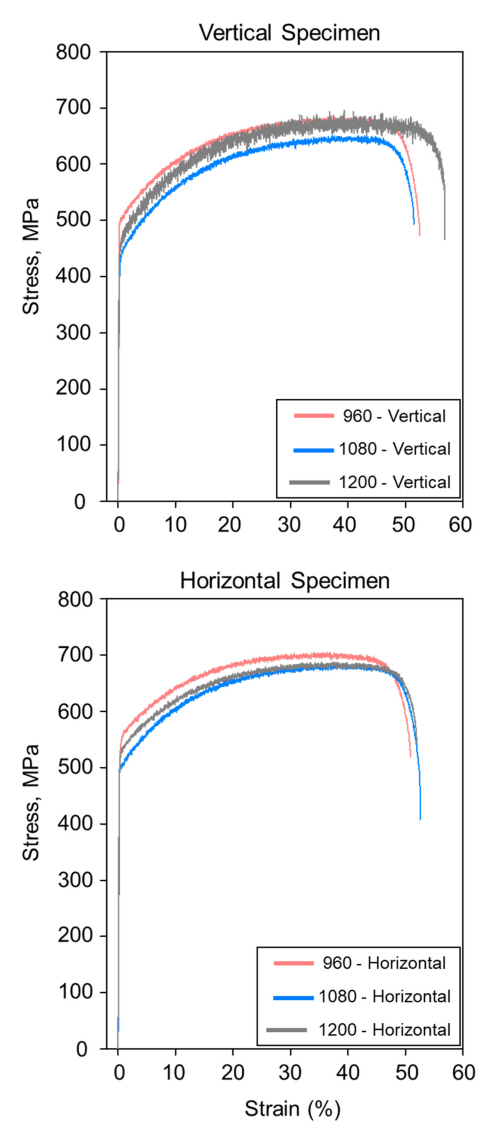
Fig 14에 960 mm/min – 170 W, 1,080 mm/min – 190 W, 1,200 mm/min – 210 W의 동일 VED에서적층한 Vertical 시편과 Horizontal 시편의 인장 시험 결과를 나타내었다. Vertical 시편의 경우 항복 강도가 약 450 - 500 MPa, 연신율은 50 - 60%으로 각각 나타났다. 이에 비해 Horizontal 시편의 경우 항복 강도는 약 500 - 550 MPa, 연신율 약 50%의 특성을 나타낸다. 두 방향의 샘플의 특성을 비교해 보면 항복 강도의 경우 L-DED 적층 방향으로 인장한 Vertical 시편에 비해 L-DED 적층 수직방향으로 측정한 Horizontal 시편이 약 10% 높으며, 연신율은 Horizontal 시편에 비해 Vertical 시편이 약 5% 높은 양상을 보였다. 이와 같은 양상은 L-DED 혹은 L-PBF 공정으로 적층한 소재에서 일반적으로 발생하는 기계적 이방성과 동일한 경향으로, L-DED 적층 수직방향으로 인장하는 Vertical 샘플에는 인장 방향과 수직한 방향으로 취약한 층 간 경계면이 존재하기 때문으로 알려져 있다 [24] . 한 편, 각기 다른 조건에서 제조된 적층 샘플들은 적층 방향에 따라서는 모두 이방성을 보이는 유사한 거동을 보였지만, 스캔 속도의 차이에 따라서는 뚜렷한 경향성은 보이지 않았다. 또한 시편 방향이 같은 경우, 스캔 속도 및 레이저 출력 변화는 항복 강도와 연성에 영향을 주지 않았다. 이는 Fig 12에 나타낸 것과 같이, 용융 풀의 크기가 스캔 속도에 따라서는 거의 차이가 없고, 용융 풀의 크기가 거의 같기 때문에 스캔 속도에 따른 응고 속도의 차이도 거의 없기 때문으로 생각된다. Yan 등 [23] 의 연구에 따르면 L-DED 적층된 AISI 316L의 항복 강도는 응고 셀의 크기에 크게 좌우되는데, 응고 셀의 크기는 용융 풀의 크기로 대변되는 응고 속도에 의해 결정된다. 이를 고려해 보면 AISI 316L 소재를 L-DED 적층할 경우에는 VED가 동일한 경우 응고 속도가 크게 달라지지 않고 이에 따라 적층재의 기계적 성질도 스캔 속도에 큰 영향을 받지 않는다고 판단할 수 있다.
본 실험과 유사한 방법으로 AISI 316L 소재를 L-DED 적층한 사례를 살펴보면, laser spot size가 1.2 mm이고 레이저 출력 600 W, 스캔 속도 360 mm/min에서 적층한 L-DED AISI 316L의 인장 강도는 약 478 MPa, 연신율은 약 39%로 나타났으며 본 연구의 인장 시험 결과보다 강도와 연신율이 다소 낮았다 [23]. 셀 구조가 작을수록 항복 강도와 인장 강도가 상승하므로 이는 3.4절에서 서술한 셀 구조의 크기 차이에 기인한다고 판단할 수 있다.
4. CONCLUSIONS
(1) 다양한 레이저 출력과 스캔 속도 조건에서 L-DED 적층 제조된 AISI 316L의 기공 형태와 분포를 확인하고 밀도를 측정했다. 이 때의 lack of fusion 결함에 의한 기공분포는 각 층의 높이를 고정한 경우 VED에 직접적인 영향을 받는 것으로 나타났다. 본 연구에서 사용한 실험조건에서 VED가 250 W/mm3 이상인 경우 레이저 스캔 속도와 상관없이 lack of fusion 결함이 없이 이론 밀도에 가까운 밀도를 보이는 적층물을 얻을 수 있었다.
(2) 분말 공급량을 고정하고 다양한 적층 조건에서 AISI 316L을 L-DED 적층할 경우 VED가 높을수록 평균 layer thickness는 대략 선형적으로 증가하였다. 이는 VED가 높을 수록 분말을 녹이는 데 투입된 열량이 높아지기 때문으로 판단된다. 또한 동일한 VED 조건에서 서로 다른 레이저 스캔 속도를 사용한 경우 스캔 속도가 빠를수록 평균 layer thickness가 증가하였는데, 이와 같은 결과는 스캔 속도가 빠를 수록 기판 및 적층재를 통해 빠져나가는 열량이 상대적으로 줄어들기 때문에 분말을 녹이는 데 투입되는 열량이 증가하기 때문으로 생각된다.
(3) 다양한 레이저 출력과 스캔 속도 조건에서 적층재의 형상을 분석해 보면, VED가 높아질 수록 적층재 상단부의 형태가 오목한 형태에서 점점 볼록한 형태로 바뀌는 현상이 관찰되었다. VED가 다소 낮은 조건에서 적층물 상단이 오목해지는 현상은 상대적으로 낮은 열량의 투입 때문에 적층재 중앙부를 레이저 스캔할 때에는 분말을 모두 녹이기에 충분하지 않은 열량이 투입되는 반면, 적층재 모서리 부근을 스캔할 때에는 적층재의 형상 때문에 열이 축적되어 적층재의 온도가 상승하여 용융 풀의 크기가 커지기 때문으로 나타났다. 한 편, VED가 과도하게 높게 설정된 경우 반대로 적층재 전반적으로 과열이 일어나 적층부의 온도가 높아 중앙부의 용융 풀 크기가 커지는 경향을 보였다. 이를 종합해 보면, 높은 치수정밀도를 얻기 위해서는 적절한 VED를 선택하여 적층하는 것이 이상적이라고 판단된다. 본 실험에서 사용된 조건에서는 VED : 234.56 W/mm3 조건에서 적층재 상단 형상이 거의 flat한 이상적인 형태를 얻을 수 있었다.
(4) 기공 결함이 발생하지 않고 치수 정밀도가 가장 좋은 VED 조건을 선택하여 AISI 316L을 L-DED 적층하여 미세조직과 기계적 특성을 분석한 결과, L-DED 적층된 AISI 316L의 항복 강도는 적층 수직방향으로 약 450 – 500 MPa, 적층 수평방향으로는 500 – 550 MPa 정도로, 적층 수평방향으로 항복 강도가 다소 높은 것으로 나타났으며 연신율의 경우 적층 수직방향이 다소 높은 경향을 보였다. 이는 층간 경계면이 층 내부에 비해 비교적 취약한 적층재의 일반적인 특징으로 알려져 있다. 한 편, 동일 VED 조건에서 레이저 스캔 속도를 960 mm/min에서 1,200 mm/min 으로 크게 변화시키는 경우에도 미세조직과 기계적 특성은 매우 유사한 것으로 나타났다. 미세조직을 분석해 보면 VED와 각 층의 높이가 동일하게 설정될 때에는 용융 풀의 크기와 형태가 레이저 스캔 속도에 따라서는 거의 변화가 없는 것을 알 수 있었다. 따라서 VED와 각 층의 높이를 고정한 경우 AISI 316L 합금의 응고 속도는 거의 비슷할 것으로 판단되며, 기계적 특성에 큰 영향을 미치는 응고 셀 구조가 유사한 크기로 발달했을 것으로 예측된다. 이와 같은 이유로 기계적 특성은 스캔 속도가 크게 변화하더라도 거의 변화가 없었을 것으로 사료된다.