1. ņä£ ļĪĀ
ņ×ÉļÅÖņ░© ņé░ņŚģņŚÉņä£ ņłśņåīņ░©ņÖĆ ņĀäĻĖ░ņ░©ņØś ļÅäņ×ģĻ│╝ ņ¦ĆņåŹņĀüņØĖ ņāØņé░ļ¤ē ņ”ØĻ░ĆļĪ£ ņØĖĒĢśņŚ¼ ņ░©ņ▓┤ Ļ▓Įļ¤ēĒÖöņØś ĒĢäņÜöņä▒ņØ┤ ņÜöĻĄ¼ļÉśļ®░ ļ╣äĻ░ĢļÅäĻ░Ć ņÜ░ņłśĒĢ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØä ĒÖ£ņÜ®ĒĢ£ ņ×ÉļÅÖņ░© ļČĆĒÆłņØś ņé¼ņÜ®ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļŖö ņČöņäĖņØ┤ļŗż[1,2]. ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņĢĢņČ£ņ×¼ļŖö ļŗżņ¢æĒĢ£ ļŗ©ļ®┤ ĒśĢņāüņØä Ļ░¢ļŖö ņĀ£ĒÆłņØä ļīĆļ¤ē ņāØņé░ĒĢśĻĖ░ņŚÉ ņĀüĒĢ®ĒĢśĻ│Ā ņĀüņĀłĒĢ£ ņŚ┤ņ▓śļ”¼ļź╝ ĒåĄĒĢ┤ ļåÆņØĆ Ļ░ĢļÅäļź╝ Ļ░Ćņ¦ł ņłś ņ׳ņ¢┤ņä£ ņ×ÉļÅÖņ░© ļČĆĒÆłņ£╝ļĪ£ ļäÉļ”¼ ņé¼ņÜ®ļÉśņ¢┤ ņÖöļŗż. ļīĆĒæ£ņĀüņØĖ ņĢĢņČ£ņÜ® ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØĖ Al-Mg-SiĻ│ä(6000Ļ│ä) ĒĢ®ĻĖłņØĆ ļé┤ņŗØņä▒ ļ░Å ņÜ®ņĀæņä▒ņØ┤ ļø░ņ¢┤ļéś[3,4] ņ×ÉļÅÖņ░©ņÜ® ĻĄ¼ņĪ░ņåīņ×¼ļĪ£ ĒÖ£ņÜ®ļÉśĻ│Ā ņ׳ļŗż. Al-Mg-SiĻ│ä ĒĢ®ĻĖłņØĆ ņŚ┤ņ▓śļ”¼ĒśĢ ĒĢ®ĻĖłņ£╝ļĪ£, ņŚ┤ņ▓śļ”¼ Ļ│╝ņĀĢņŚÉņä£ ņäØņČ£ļ¼╝ņØ┤ ņāØņä▒ļÉśĻ│Ā ļ»ĖņäĖĒĢśĻ│Ā ĻĘĀņØ╝ĒĢśĻ▓ī ļČäņé░ļÉ£ ļéśļģĖ Ēü¼ĻĖ░ņØś ņäØņČ£ļ¼╝ņØĆ ņĀäņ£äņØś ņøĆņ¦üņ×äņØä ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ļ░®ĒĢ┤ĒĢ©ņ£╝ļĪ£ņŹ©[5] ņ×¼ļŻīņØś Ļ░ĢļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēé¼ ņłś ņ׳ļŗż[6]. Al-Mg-SiĻ│ä ĒĢ®ĻĖłņØĆ ņŻ╝ļĪ£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼(solution treatment) ļ░Å ņØĖĻ│Ąņŗ£ĒÜ© ņ▓śļ”¼(artificial aging treatment)ļĪ£ ĻĄ¼ņä▒ļÉśļŖö T6 ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢņØä ĒåĄĒĢśņŚ¼ Ļ░ĢļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖöļŹ░ [7], Ļ│Āņś©ņŚÉņä£ ņØ╝ņĀĢ ņŗ£Ļ░ä ņ£Āņ¦ĆĒĢ£ Ēøä ņāüņś©Ļ╣īņ¦Ć ĒĆ£ņ╣Ł(Quenching)ņŗ£ĒéżļŖö ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ļź╝ ĒåĄĒĢ┤ ņÜ®ņ¦łņøÉņåīļź╝ ņĢīļŻ©ļ»ĖļŖä ĻĖ░ņ¦Ć ļé┤ņŚÉ Ļ│ĀņÜ®ņŗ£Ēé© Ēøä ņØĖĻ│Ąņŗ£ĒÜ©ļź╝ ĒåĄĒĢ┤ Ļ│╝ĒżĒÖö Ļ│ĀņÜ®ļÉ£ ņÜ®ņ¦łņøÉņåīļĪ£ļČĆĒä░ ļŗżļ¤ēņØś Mg2Si ņāüņØä ņäØņČ£ņŗ£Ēé©ļŗż[8]. ņØ┤ļ¤¼ĒĢ£ ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ļéśļģĖ Ēü¼ĻĖ░ņØś Mg2SiņØś ņäØņČ£ļ¼╝ņØä ņāØņä▒ņŗ£Ēé© ĒĢ®ĻĖłņØĆ ņÜ░ņłśĒĢ£ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØä Ļ░Ćņ¦ĆĻ▓ī ļÉśņ¢┤ ņ×ÉļÅÖņ░© ņ░©ņ▓┤, Ēü¼ļלņē¼ ļ░ĢņŖż, ļ▓öĒŹ╝ ļō▒ņØś ļČĆĒÆłņ£╝ļĪ£ ņé¼ņÜ®ļÉĀ ņłś ņ׳ļŗż[9].
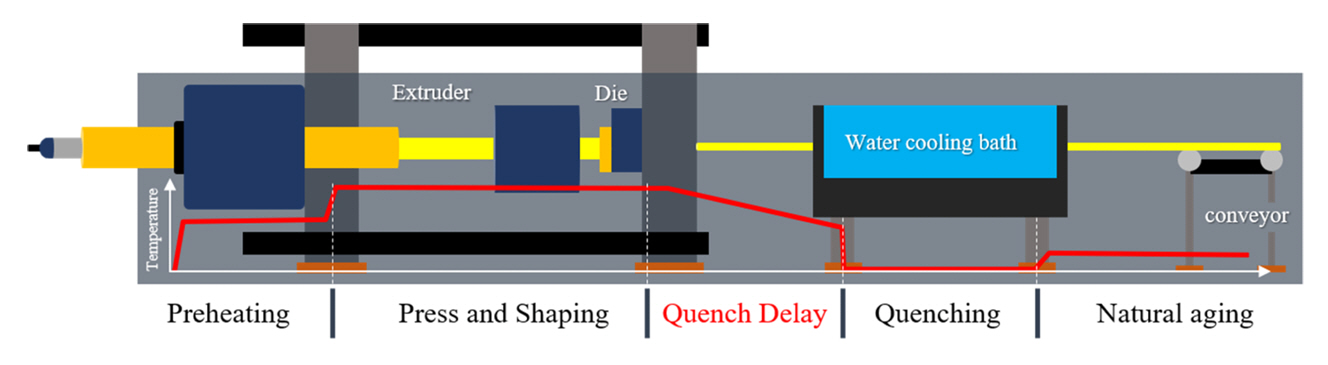
ĒĢ£ĒÄĖ, ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņĢĢņČ£ Ļ│ĄņĀĢ ņżæ ĒöäļĀłņŖż ĒĆ£ņ╣Ł(press quenching) Ļ│ĄņĀĢņØä ļÅäņ×ģĒĢ©ņ£╝ļĪ£ņŹ© ņĢĢņČ£Ļ│╝ ļÅÖņŗ£ņŚÉ ņĢĢņČ£ņ×¼ļź╝ ĒĆ£ņ╣ŁĒĢśņŚ¼ ņÜ®ņ▓┤ĒÖö ĒÜ©Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ļŗż. ĻĘĖļ”╝ 1ņØĆ ĒöäļĀłņŖż ĒĆ£ņ╣Ł Ļ│ĄņĀĢņØä ļéśĒāĆļé┤ļ®░ ņĢĮ 400-550 ┬░Cņ£╝ļĪ£ ņśłņŚ┤ļÉ£ ļ╣īļĀøņØä ĒŖ╣ņĀĢ ļŗ©ļ®┤ ĒśĢņāüņ£╝ļĪ£ ņĢĢņČ£ņŗ£Ēé© Ēøä ĒĆ£ņ╣Łņŗ£ņ╝£, ļ│äļÅäņØś ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ ņŚåņØ┤ ņÜ®ņ¦łņøÉņåīļź╝ ĻĖ░ņ¦Ć ļé┤ņŚÉ Ļ│ĀņÜ®ņŗ£Ēé¼ ņłś ņ׳ļŗż. ĒöäļĀłņŖż ĒĆ£ņ╣ŁĻ│╝ Ļ░ÖņØĆ ņŚ░ņåŹņĀüņØĖ ņāØņé░Ļ│ĄņĀĢņØä ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņŚÉļäłņ¦Ć ņĀłņĢĮņ£╝ļĪ£ ņāØņé░ĒÜ©ņ£©ņØä ļåÆņØ╝ ņłś ņ׳ļŖö ņןņĀÉņØ┤ ņ׳ļŗż[10,11].
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ Al-Mg-SiĻ│ä ĒĢ®ĻĖłņØĆ ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ņä£ ņäØņČ£ļ¼╝ņØś ņāØņä▒ ļ░Å ļČäĒżņØś ļ│ĆĒÖöĻ░Ć ļ░£ņāØĒĢĀ ņłś ņ׳ļŖöļŹ░, ņäØņČ£ļ¼╝ ĒśĢņä▒ ņ┤łĻĖ░ņŚÉļŖö ĻĖ░ņ¦ĆņÖĆ Ļ│äļ®┤ņØ┤ ņĀĢĒĢ®ņä▒ņØä Ļ░Ćņ¦Ćļ»ĆļĪ£[12] ņĀäņ£äņØś ņøĆņ¦üņ×äņØä ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņĀ£ĒĢ£ĒĢśņŚ¼ Ļ░ĢļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö ļ░śļ®┤, Ļ│╝ļÅäĒĢśĻ▓ī ņä▒ņןĒĢ£ ņäØņČ£ļ¼╝ņØĆ ĻĖ░ņ¦ĆņÖĆņØś ņĀĢĒĢ®ņä▒ņØä ņāüņŗżĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢņØś ņĄ£ņĀüĒÖöļŖö ņäØņČ£ļ¼╝Ļ│╝ ĻĖ░ņ¦ĆņÖĆņØś Ļ│äļ®┤ ĒŖ╣ņä▒ņØä ļ│ĆĒÖöņŗ£Ēé¼ ņłś ņ׳ņ£╝ļ»ĆļĪ£ ĻĖ░Ļ│äņĀü ņä▒ņ¦ł ņĖĪļ®┤ņŚÉņä£ ļ¦żņÜ░ ņżæņÜöĒĢśļŗż[13]. ņ¦ĆĻĖłĻ╣īņ¦Ć Al-Mg-SiĻ│ä ĒĢ®ĻĖłņŚÉņä£ ļŗżņ¢æĒĢ£ ĒĢ®ĻĖł ņøÉņåī ņ▓©Ļ░Ć ļ░Å Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØś ļ│ĆĒÖöņŚÉ ļīĆĒĢ£ ņŚ¼ļ¤¼ ņŚ░ĻĄ¼Ļ░Ć ņ׳ņ¢┤ ņÖöļŗż[14-16]. X.F. Ding ļō▒ņØĆ 6005A ĒĢ®ĻĖłņŚÉ ņŗ£ĒÜ©ņś©ļÅäņÖĆ ņŗ£ĒÜ©ņŗ£Ļ░äņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØś ļ│ĆĒÖöņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆņ£╝ļ®░ 175 ┬░CņŚÉņä£ 4~8ņŗ£Ļ░ä ņŗ£ĒÜ©ņ▓śļ”¼ĒĢśņśĆņØä ļĢī ļ»ĖņäĖĒĢ£ Al(Fe,Cr)Si ņäØņČ£ļ¼╝ņØś ņĄ£ļīĆ ļČĆĒö╝ ļČäņ£©(volume fraction)ņØä Ļ░Ćņ¦Ćļ®░ Ļ░Ćņן ļåÆņØĆ Ļ░ĢļÅäļź╝ ļ│┤ņØĖļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż[17]. S. Din ļō▒ņØĆ Al-Mg-SiĻ│ä ĒĢ®ĻĖłņŚÉņä£ņØś Li ņ▓©Ļ░ĆņŚÉ ļīĆĒĢ£ ņśüĒ¢źņØä ņŚ░ĻĄ¼ĒĢśņśĆņ£╝ļ®░, 1 wt.% ņØ┤ņāüņØś LiņØĆ Al3Li(╬┤┬┤) ņäØņČ£ļ¼╝ņØś ĒśĢņä▒ņØä ņ┤ēņ¦äņŗ£ĒéżĻ│Ā ņØ┤ļŖö Ļ░ĢļÅä ņ”ØĻ░ĆļĪ£ ņØ┤ņ¢┤ņ¦äļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż[18]. ņØ┤ņÖĆ Ļ░ÖņØ┤ ņ¦ĆĻĖłĻ╣īņ¦Ć ļ¦ÄņØĆ ņŚ░ĻĄ¼ņ×ÉļōżņŚÉ ņØśĒĢśņŚ¼ Al-Mg-SiĻ│ä ĒĢ®ĻĖłņØś ņäØņČ£ Ļ▒░ļÅÖ ļ░Å ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉ ļīĆĒĢ£ ļ│┤Ļ│ĀĻ░Ć ņ׳ņŚłņ¦Ćļ¦ī ļīĆļČĆļČä ņŗżĒŚśņŗż ĒÖśĻ▓ĮņŚÉņä£ņØś ĒĢ®ĻĖł ņĪ░ņä▒ ļ░Å ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢ ņĄ£ņĀüĒÖöņŚÉ ņ¦æņżæļÉśņ¢┤ ņÖöņ£╝ļ®░, ņŗżņĀ£ ļČĆĒÆł ņĀ£ņĪ░ Ļ│ĄņĀĢ ļ│Ćņłśļź╝ Ļ│ĀļĀżĒĢ£ ņ▓┤Ļ│äņĀüņØĖ ņŚ░ĻĄ¼ļŖö ļČĆņĪ▒ĒĢ£ ņāüĒÖ®ņØ┤ļŗż. ĒŖ╣Ē׳ ĒöäļĀłņŖż ņ╣Ł ņĢĢņČ£ Ļ│ĄņĀĢņØś Ļ▓ĮņÜ░, ņĢĢņČ£ ņŗ£ņŚÉ ļ╣īļĀø ņśłņŚ┤ņś©ļÅä, ņ╗©ĒģīņØ┤ļäł ņś©ļÅä, ņĢĢņČ£ ļ│ĆĒśĢ ņŚ┤ ļō▒ ļŗżņ¢æĒĢ£ ņÜöņØĖņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņ×¼ļŻīņØś ņś©ļÅä ņØ┤ļĀźņØ┤ Ļ▓░ņĀĢļÉśļ®░, ņĢĢņČ£ Ļ░ĆĻ│Ą Ēøä ĒĆ£ņ╣Ł ņĀä ņĢĢņČ£ĒÆłņØ┤ ņØ╝ņĀĢ ņŗ£Ļ░ä ļīĆĻĖ░ ņżæņŚÉ ļģĖņČ£ļÉśļŖö ĒĆ£ņ╣Ł ņ¦ĆņŚ░(Quench delay)ņØ┤ ļČłĻ░ĆĒö╝ĒĢśĻ▓ī ļ░£ņāØĒĢ£ļŗż. ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØĆ ĒĢ®ĻĖłņØś Ļ░ĢļÅäļź╝ ņĀĆĒĢśņŗ£ĒéżĻ▒░ļéś ņØśļÅäņ╣ś ņĢŖņØĆ ņäØņČ£ļ¼╝ņØś ņĪ░ļīĆĒÖö ļō▒ņØś ļŗżņ¢æĒĢ£ ļ¼ĖņĀ£ļź╝ ņ£Āļ░£ĒĢĀ ņłś ņ׳ņ£╝ļ®░[19,20], ļ»ĖĻĄŁ ĒĢŁĻ│Ąņåīņ×¼ ĻĘ£Ļ▓®ņØĖ AMS 2772ņŚÉņä£ļŖö ĒĆ£ņ╣Ł ņ¦ĆņŚ░ ņŗ£Ļ░äņØ┤ 15ņ┤łļ│┤ļŗż ņ¦¦ņĢäņĢ╝ ĒĢ£ļŗżĻ│Ā ĻĘ£ņĀĢĒĢśĻĖ░ļÅä ĒĢśņśĆļŗż[21]. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Al-Mg-Si-Cu-MnĻ│ä ĒĢ®ĻĖł ņĢĢņČ£ņ×¼ņØś ĒöäļĀłņŖż ĒĆ£ņ╣Ł Ļ│ĄņĀĢņŚÉņä£ ļ░£ņāØĒĢĀ ņłś ņ׳ļŖö Ļ│ĄņĀĢ ļ│ĆņłśļōżņØä ļ¬©ņé¼ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņĢĢņČ£ņ×¼ņØś ņÜ®ņ▓┤ĒÖö ņś©ļÅäņÖĆ ņ╣Ł ņ¦ĆņŚ░ ņŗ£Ļ░äņØä ņŻ╝ņÜö Ļ│ĄņĀĢ ļ│ĆņłśļĪ£ ņäżņĀĢĒĢśĻ│Ā Ļ░ü Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ņØśĒĢ£ ņĢĢņČ£ņ×¼ņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. ļśÉĒĢ£ ņĢĢņČ£ņ×¼ņØś ņäØņČ£ļ¼╝ ņāØņä▒ Ļ▒░ļÅÖņØä ļČäņäØĒĢśĻ│Ā ĻĖ░Ļ│äņĀü ņä▒ņ¦łĻ│╝ņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ĻĘ£ļ¬ģĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
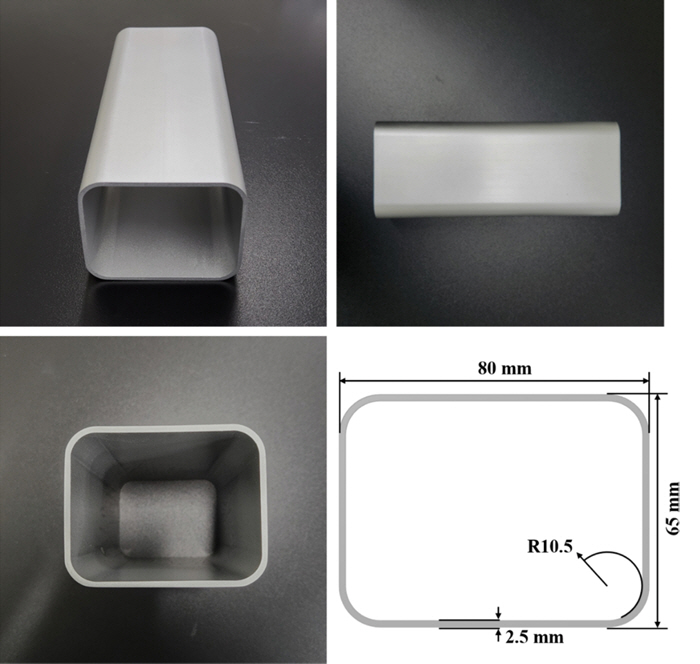
ĻĘĖļ”╝ 2ļŖö ĒŖ£ļĖī ĒśĢņāüņ£╝ļĪ£ ņĢĢņČ£ļÉ£ Al-Mg-Si-Cu-Mn Ļ│ä ĒĢ®ĻĖł ĒśĢņāüņØä ļéśĒāĆļé┤ļ®░, ĒŖ£ļĖīņ×¼ļŖö ļäłļ╣ä 80 mm, ļåÆņØ┤ 65 mm, ļæÉĻ╗ś 2.5 mmļź╝ Ļ░Ćņ¦äļŗż. ņĢĢņČ£ņŚÉ ņé¼ņÜ®ļÉ£ ĒĢ®ĻĖłņØś ņĪ░ņä▒ņØĆ ņ£ĀļÅäĻ▓░ĒĢ® ĒöīļØ╝ņ”łļ¦ł ļČäĻ┤æ ļČäņäØĻĖ░(ICP-OES, inductively coupled plasma-optical emission spectroscopy, Spectro ARCOS EOP, SPECTRO)ļĪ£ ļČäņäØĒĢśņśĆņ£╝ļ®░ ĻĘĖ Ļ▓░Ļ│╝ļź╝ Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ ļ░Å ņ╣Ł ņ¦ĆņŚ░ ļ¬©ņé¼ ņŗżĒŚśņØä ņ£äĒĢ┤ Ļ░ĆļĪ£ 65 mm, ņäĖļĪ£ 150 mm Ēü¼ĻĖ░ņØś ĒīÉņāüņ£╝ļĪ£ ņ▒äņĘ©ĒĢ£ ņŗ£ĒÄĖņØä 500 ┬░CņÖĆ 540 ┬░CņŚÉņä£ Ļ░üĻ░ü 80 ļČä ļÅÖņĢł ļīĆĻĖ░ņł£ĒÖśĒśĢ ņŚ┤ņ▓śļ”¼ļĪ£ņŚÉņä£ Ļ░ĆņŚ┤ĒĢ£ Ēøä, ņŗ£ĒÄĖņØä ņŚ┤ņ▓śļ”¼ļĪ£ņŚÉņä£ Ļ║╝ļéĖ Ēøä 0ņ┤ł ļśÉļŖö 30ņ┤ł ļÅÖņĢł ļīĆĻĖ░ ņżæņŚÉ ļģĖņČ£ņŗ£Ēé© Ēøä ņŗżņś©ņØś ļ¼╝ņŚÉ ļŗ┤Ļ░Ć ĒĆ£ņ╣ŁĒĢśņśĆļŗż. ņØ┤ļĢī ņŗ£ĒÄĖņØś ņś©ļÅä ļ│ĆĒÖöļŖö ņŗ£ĒÄĖņØś ņżæņŗ¼ļČĆņŚÉ ņ¦üĻ▓Į 1.5 mmņØś ņŚ┤ņĀäļīĆļź╝ ņŚ░Ļ▓░ĒĢśņŚ¼ ĻĖ░ļĪØņןņ╣ś(Hioki LR8450)ļź╝ ĒåĄĒĢ┤ ņĖĪņĀĢĒĢśņśĆļŗż. ļāēĻ░üņåŹļÅäļŖö ņŚ┤ņ▓śļ”¼ļĪ£ņŚÉņä£ ņŗ£ĒÄĖņØä Ļ║╝ļāłņØä ļĢīļČĆĒä░ ĒĆ£ņ╣ŁĒĢśņśĆņØä ļĢīĻ╣īņ¦Ćļź╝ ĻĖ░ņżĆņ£╝ļĪ£ Ļ│äņé░ĒĢśņśĆļŗż. ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØĆ 180 ┬░CņŚÉņä£ ņŗ£ĒÜ©ņŗ£Ļ░äņŚÉ ļö░ļźĖ Ļ▓ĮļÅä ļ│ĆĒÖöļź╝ ņĖĪņĀĢĒĢśņśĆĻ│Ā, Ēö╝Ēü¼ Ļ▓ĮļÅä Ļ░ÆņØä Ļ░Ćņ¦ĆļŖö 6ņŗ£Ļ░äņØś ņĪ░Ļ▒┤ņŚÉņä£ ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņÜ®ņ▓┤ĒÖö ņś©ļÅä, ĒĆ£ņ╣Ł ņ¦ĆņŚ░ ņŗ£Ļ░äņØä ļŗ¼ļ”¼ĒĢśņŚ¼ ņĀ£ņĪ░ĒĢ£ 4Ļ░£ ņŗ£ĒÄĖņØĆ Ēæ£ 2Ļ│╝ Ļ░ÖņØ┤ L0, L30, H0, H30ņ£╝ļĪ£ ļ¬ģļ¬ģĒĢśņśĆļŗż.
ĒÅēĒśĢ ņŚ┤ņŚŁĒĢÖ Ļ│äņé░(Factsage version 8.1 - FTlite)ņØä ĒåĄĒĢśņŚ¼ ņÜ®ņ▓┤ĒÖö ņś©ļÅä ļ░Å ņ╣Ł ņ¦ĆņŚ░ Ēøä ņś©ļÅäņŚÉ ļö░ļźĖ ņÜ®ņ¦łņøÉņåīņØś Ļ│ĀņÜ®ĒĢ£ļÅäļź╝ ņśłņĖĪĒĢśņśĆļŗż. Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į(OM, optical microscope, Nikon Eclipse MA200)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░ü ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ ļ│ä ļ»ĖņäĖņĪ░ņ¦üņØś ņ░©ņØ┤ļź╝ ļČäņäØĒĢśņśĆļŗż. ņäØņČ£ļ¼╝ņØś ņŚ┤ņĀü Ļ▒░ļÅÖņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ņŗ£ņ░©ņŻ╝ņé¼ņŚ┤ļ¤ēĻ│ä(DSC, differential scanning calorimeter, DSC 8000)ņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖ ļ░Å ņØĖĻ│Ąņŗ£ĒÜ© ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØä 10 ┬░C/minņØś ņŖ╣ņś©ņåŹļÅäļĪ£ Ļ░ĆņŚ┤ĒĢśņŚ¼ 20 ┬░C ŌĆō 450 ┬░C ļ▓öņ£äņŚÉņä£ ņŚ┤ļ¤ēļ│ĆĒÖöļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£ ņØĖĻ│Ąņŗ£ĒÜ© ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØś ņäØņČ£ļ¼╝ņØś ļČäĒż ļ░Å Ēü¼ĻĖ░ļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņ¦æņåŹņØ┤ņś©ļ╣ö(FIB, focused ion beam, Helios NanoLab G3 UC)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓Į Ļ┤Ćņ░░ņÜ® ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆņ£╝ļ®░, Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓Į(TEM, transmission electron microscope, Themis Z)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ŃĆł001ŃĆē Al zoneņŚÉņä£ Ļ░ü ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ ņØĖņןĒŖ╣ņä▒ ļ░Å Ļ▓ĮļÅäļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ņØĖņןĒŖ╣ņä▒ņØĆ ļ¦īļŖź ņ×¼ļŻī ņŗ£ĒŚśĻĖ░(UTM, universal testing machine, Instron 4206)ņŚÉņä£ ASTM E8M/E8M-13a ĻĘ£Ļ▓®ņŚÉ ļö░ļØ╝ ļ│ĆĒśĢļźĀ ņåŹļÅä 1├Ś10-3/sņØś ņĪ░Ļ▒┤ņ£╝ļĪ£ ņāüņś©ņŚÉņä£ ĒÅēĻ░ĆĒĢśņśĆļŗż. Ļ░ü ņŗ£ĒÄĖņØś Ļ▓ĮļÅäļŖö ļ¦łņØ┤Ēü¼ļĪ£ ļ╣äņ╗żņŖż Ļ▓ĮļÅä ņŗ£ĒŚśĻĖ░ (Vickers hardness tester, Mitutoyo HM-100)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ĒĢśņżæ 200 g, ņ£Āņ¦Ćņŗ£Ļ░ä 10 sņØś ņĪ░Ļ▒┤ņŚÉņä£ ņĖĪņĀĢĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ ņś©ļÅäņÖĆ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖö
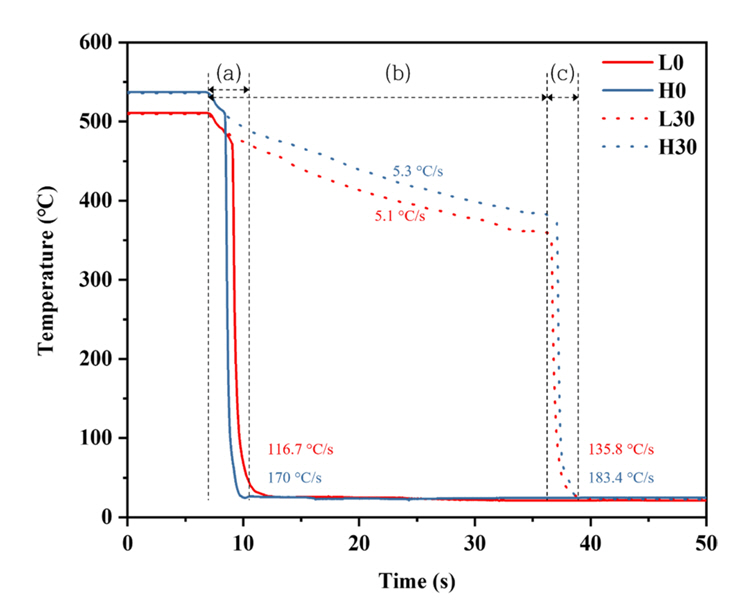
ĻĘĖļ”╝ 3ņØĆ ņÜ®ņ▓┤ĒÖö Ēøä ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ļö░ļźĖ ņŗ£ĒÄĖņØś ņś©ļÅä ļ│ĆĒÖöļź╝ ņĖĪņĀĢĒĢśņŚ¼ ļéśĒāĆļéĖ ļāēĻ░ü Ļ│ĪņäĀ ĻĘĖļלĒöäņØ┤ļŗż. ĒĆ£ņ╣Ł ņ¦ĆņŚ░ 0ņ┤łļŖö ņŚ┤ņ▓śļ”¼ņŚÉ ņØśĒĢ┤ Ļ░ĆņŚ┤ļÉ£ ņŗ£ĒÄĖņØ┤ ĒĆ£ņ╣ŁļÉśĻĖ░Ļ╣īņ¦Ć ļīĆĻĖ░ņżæņŚÉ 1ņ┤ł ļé┤ņ¦Ć 2ņ┤ł ļģĖņČ£ļÉśļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłņ£╝ļ®░, ņØ┤ņŚÉ ļö░ļźĖ ļāēĻ░üņåŹļÅäļŖö ĻĄ¼Ļ░ä (a)ļź╝ ĒåĄĒĢśņŚ¼ ņĖĪņĀĢļÉśņŚłļŗż. ĒĆ£ņ╣Ł ņ¦ĆņŚ░ 30ņ┤łļŖö ņŚ┤ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØ┤ ļīĆĻĖ░ņżæņŚÉ ņĢĮ 30ņ┤łĻ░ä ļģĖņČ£ļÉ£ Ēøä ĒĆ£ņ╣ŁļÉ£ Ļ▓āņØä ņØśļ»ĖĒĢśļ®░, ļāēĻ░üņåŹļÅäļŖö ĒĆ£ņ╣Ł ņ¦ĆņŚ░ ĻĄ¼Ļ░ä (b)ņÖĆ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ ņØ┤Ēøä ĻĄ¼Ļ░ä (c)ļĪ£ ļæÉ ĻĄ¼Ļ░äņØä ĒåĄĒĢśņŚ¼ ņĖĪņĀĢļÉśņŚłļŗż. L0ņÖĆ H0ņØś ņÜ®ņ▓┤ĒÖö ņ¦üĒøä ļāēĻ░üņåŹļÅäļŖö Ļ░üĻ░ü 116.7 ┬░C/s, 170 ┬░C/sņØ┤ņŚłļŗż. L30ņØś ļāēĻ░üņåŹļÅäļŖö ĻĄ¼Ļ░ä (b)ņŚÉņä£ 5.1 ┬░C/s, ĻĄ¼Ļ░ä (c)ņŚÉņä£ 135.8 ┬░C/sļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░, H30ņØś ļāēĻ░üņåŹļÅäļŖö ĻĄ¼Ļ░ä (b)ņŚÉņä£ 5.3 ┬░C/s, ĻĄ¼Ļ░ä (c)ņŚÉņä£ 183.4 ┬░C/sļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ļö░ļØ╝ ņŗ£ĒÄĖņØś ņś©ļÅäļŖö Ļ░ÉņåīĒĢśņśĆņ£╝ļ®░, ĒĆ£ņ╣Ł ņ¦üņĀä L30ņØś ņś©ļÅäļŖö 358.4 ┬░C, H30ņØś ņś©ļÅäļŖö 376.2 ┬░CņØ┤ņŚłļŗż. ņÜ®ņ▓┤ĒÖö ņś©ļÅä ļ░Å ĒĆ£ņ╣Ł ņ¦ĆņŚ░ Ēøä ņĖĪņĀĢļÉ£ ņś©ļÅäņŚÉņä£ņØś ņÜ®ņ¦łņøÉņåī Ļ│ĀņÜ®ĒĢ£ļÅäļź╝ ņŚ┤ņŚŁĒĢÖ ĒöäļĪ£ĻĘĖļש Factsageļź╝ ĒåĄĒĢ┤ Ļ│äņé░ĒĢśņśĆĻ│Ā, ĻĘĖ Ļ▓░Ļ│╝ļź╝ Ēæ£ 3ņŚÉ ļéśĒāĆļāłļŗż. Mg, Si, CrņØĆ ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ│ĀņÜ®ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļŖö ļ░śļ®┤, CuņÖĆ ZnņØś Ļ│ĀņÜ®ļ¤ēņØĆ ņś©ļÅäņŚÉ ņØśĒĢ£ Ēü░ ļ│ĆĒÖöĻ░Ć ņŚåļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż . Al-Mg-Si-Cu ĒĢ®ĻĖłņØś ņŻ╝ņÜö Ļ░ĢĒÖö ņäØņČ£ļ¼╝ņ£╝ļĪ£ ╬▓┬┤┬┤ ļ░Å Q┬┤ņāüņØ┤ ņ׳ņ£╝ļ®░[22], ņś©ļÅäĻ░Ć Ļ░ÉņåīĒĢ©ņŚÉ ļö░ļØ╝ ņŻ╝ņÜö Ļ░ĢĒÖö ņäØņČ£ļ¼╝ņØś ĻĄ¼ņä▒ņøÉņåīņØĖ Mg ļ░Å SiņØś Ļ│ĀņÜ®ļ¤ē ļśÉĒĢ£ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. Ēæ£ 3ņØś Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ Ēøä L30ņŚÉņä£ņØś ņĄ£ļīĆ Ļ│ĀņÜ®ļ¤ēņØ┤ H30ļ│┤ļŗż ļé«ņØä Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ņÜ®ņ¦łņøÉņåīņØś Ļ│ĀņÜ®ļ¤ē ņ░©ņØ┤ļŖö ņŗ£ĒÜ©ņ▓śļ”¼ ņŗ£ ņāØņä▒ļÉśļŖö ╬▓┬┤┬┤ ļ░Å Q┬┤ņāüņØś ņ¢æņØś ņ░©ņØ┤ļĪ£ ņØ┤ņ¢┤ņ¦ł ņłś ņ׳ļŗż [23].
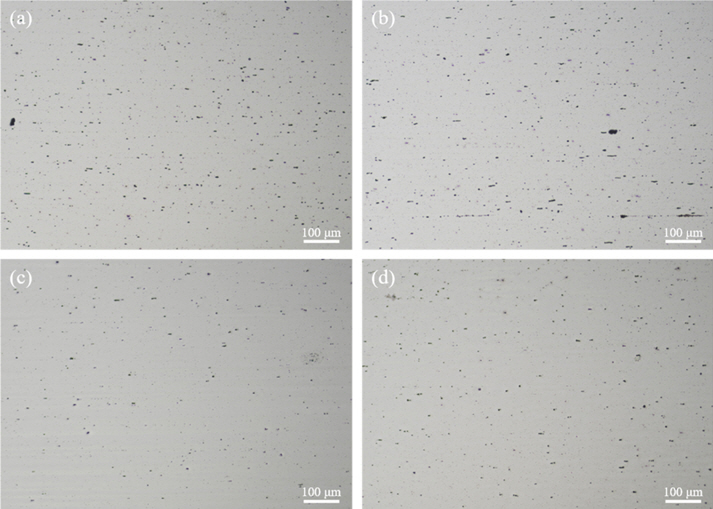
Ļ┤æĒĢÖĒśäļ»ĖĻ▓ĮņØä ĒåĄĒĢ┤ Ļ░ü ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ļ»Ėņ¦Ć ļČäņäØ ņåīĒöäĒŖĖņø©ņ¢┤(Avizo 7.0)ļź╝ ņé¼ņÜ®ĒĢ┤ Ļ░ü ņŗ£ĒÄĖņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļČäņé░ņāüņØś ļČäņ£©ņØä ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļź╝ Ēæ£ 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ļö░ļźĖ ļČäņé░ņāüņØś ļČäņ£© ļ│ĆĒÖöļŖö Ēü¼ņ¦Ć ņĢŖņØĆ Ļ▓āņ£╝ļĪ£ ļ│┤ņØ┤ļ®░, ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļČäņé░ņāüņØś ļČäņ£©ņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ Ļ│╝ņĀĢņŚÉņä£ ņØæĻ│Ā Ļ│╝ņĀĢ ņżæ ņāØņä▒ļÉśņŚłļŹś ļČäņé░ņāüņØ┤ ļŹö ļ¦ÄņØ┤ ĻĖ░ņ¦ĆņŚÉ Ļ│ĀņÜ®ļÉśņŚłĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļČäņé░ņāüņØä ĻĄ¼ņä▒ĒĢśļŖö ņøÉņåīļŖö ņś©ļÅä ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ Ļ│ĀņÜ®ļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņŚ¼ ņ×¼Ļ│ĀņÜ®ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ[24,25], ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ļåÆņØäņłśļĪØ ļŹö ļ¦ÄņØĆ ņ×¼Ļ│ĀņÜ®ņØ┤ ļ░£ņāØĒĢśņŚ¼ ņĀĢņČ£ņāüņØś ļČäņ£©ņØ┤ Ļ░ÉņåīĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.2 ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ ņś©ļÅäņÖĆ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ļö░ļźĖ ņäØņČ£Ļ▒░ļÅÖ ļ│ĆĒÖö
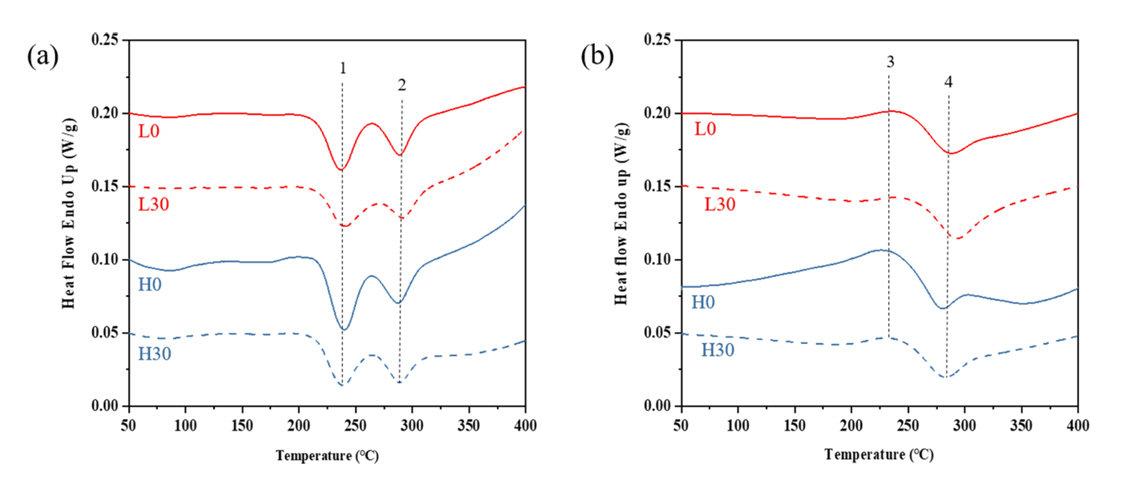
ĻĘĖļ”╝ 5ļŖö ņŗ£ņ░©ņŻ╝ņé¼ņŚ┤ļ¤ēĻ│äļĪ£ ņ¢╗ņØĆ ņŖ╣ņś©ņŚÉ ļö░ļźĖ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖ ļ░Å ņØĖĻ│Ąņŗ£ĒÜ© ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØś ņŚ┤ļ¤ē ļ│ĆĒÖö Ļ│ĪņäĀņØä ļéśĒāĆļéĖļŗż. ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ļÉ£ Ļ░ü ņŗ£ĒÄĖņØś ņŚ┤ņĀü Ļ▒░ļÅÖņØĆ ņś©ļÅäņÖĆ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ņ£Āņé¼ĒĢ£ ņŚ┤ņĀü Ļ▒░ļÅÖņØä ļ│┤ņŚ¼ņżĆļŗż (ĻĘĖļ”╝ 5(a)). Ēö╝Ēü¼ 1Ļ│╝ Ēö╝Ēü¼ 2Ļ░Ć 238 ┬░CņÖĆ 288 ┬░CņØś ņś©ļÅäņŚÉņä£ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļ®░, ņØ┤ļŖö Ļ░üĻ░ü ╬▓┬┤┬┤ņāüĻ│╝ Q┬┤ņāüņØś ņäØņČ£ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż[26,27]. Ēö╝Ēü¼ ļ®┤ņĀüņØĆ ņŚöĒāłĒö╝(Enthalpy) ļ│ĆĒÖöļź╝ ņØśļ»ĖĒĢśļ®░[28], ņäØņČ£ļÉśļŖö ņ¢æĻ│╝ Ēö╝Ēü¼ ļ®┤ņĀüņØĆ ļ╣äļĪĆĒĢ£ļŗż[29]. Ļ░ü ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ ļ│äļĪ£ ņäØņČ£ļÉśļŖö ņ¢æņØä ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢśņŚ¼ Ļ░ü ņĪ░Ļ▒┤ņØś Ēö╝Ēü¼ 1Ļ│╝ 2ņØś ļ®┤ņĀüņØä Ļ│äņé░ĒĢśņŚ¼ Ēæ£ 5ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ļåÆņØäņłśļĪØ ĒĆ£ņ╣Ł ņ¦ĆņŚ░Ļ│╝ Ļ┤ĆĻ│äņŚåņØ┤ Ēö╝Ēü¼ ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, ņØ┤ļŖö 540 ┬░CņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ĒĢĀ ļĢī 500 ┬░Cļ│┤ļŗż ņØĖĻ│Ąņŗ£ĒÜ© ņŗ£ ļŹö ļ¦ÄņØĆ ņ¢æņØś ņäØņČ£ļ¼╝ņØ┤ ņāØņä▒ļÉĀ ņłś ņ׳ņØīņØä ņØśļ»ĖĒĢ£ļŗż.
500 ┬░CņŚÉņä£ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ ņŗ£Ļ░ä 0ņ┤ł ļīĆļ╣ä 30ņ┤łņŚÉņä£ Ēö╝Ēü¼ 1ņØś ļ®┤ņĀüņØĆ 4.50 J/gņŚÉņä£ 2.66 J/gņ£╝ļĪ£ 41% Ļ░ÉņåīĒĢśņśĆņ£╝ļ®░, Ēö╝Ēü¼ 2ļŖö 2.92 J/gņŚÉņä£ 1.11 J/gņ£╝ļĪ£ 62% Ļ░ÉņåīĒĢśņśĆļŗż. ļśÉĒĢ£ 540 ┬░CņØś Ļ▓ĮņÜ░, Ēö╝Ēü¼ 1ņØś ļ®┤ņĀüņØĆ 5.81 J/gņŚÉņä£ 4.00 J/gņ£╝ļĪ£ 32% Ļ░ÉņåīĒĢśņśĆĻ│Ā, Ēö╝Ēü¼ 2ļŖö 2.71 J/gņŚÉņä£ 2.24 J/gņ£╝ļĪ£ 17% Ļ░ÉņåīĒĢśņśĆļŗż. ņ”ē, ņĢ×ņä£ ņŚ┤ņŚŁĒĢÖ Ļ│äņé░Ļ▓░Ļ│╝ņŚÉņä£ ņäżļ¬ģĒĢ£ Ļ▓āņ▓śļ¤╝ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņŚ┤ņ▓śļ”¼ Ēøä ĻĖēļףĒÜ©Ļ│╝Ļ░Ć ņĀĆĒĢśĒĢśņśĆĻ│Ā, ņØ┤ņŚÉ ļö░ļØ╝ ņĢīļŻ©ļ»ĖļŖä ĻĖ░ņ¦Ć ļé┤ ņÜ®ņ¦łņøÉņåī Mg, SiņØś Ļ│ĀņÜ®ļÅäĻ░Ć Ļ░ÉņåīĒĢśņŚ¼ ņäØņČ£ļ¼╝ņØś ļČäņ£©ņØ┤ Ļ░ÉņåīĒĢĀ Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£, ņØ┤ņÖĆ Ļ░ÖņØĆ Ļ░ÉņåīĒśäņāüņØĆ 540 ┬░Cļ│┤ļŗż 500 ┬░CņŚÉņä£ ļæÉļō£ļ¤¼ņĪīļŗż.
ĻĘĖļ”╝ 5(b)ņØĆ ņØĖĻ│Ąņŗ£ĒÜ© Ēøä ņŖ╣ņś©ņŚÉ ļö░ļźĖ ņŚ┤ļ¤ēļ│ĆĒÖöļź╝ ņĖĪņĀĢĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż. Al-Mg-Si-Cu ĒĢ®ĻĖłņØś ņäØņČ£ Ļ▒░ļÅÖ ņł£ņä£ļŖö ņĢäļלņØś ņŗØ 1Ļ│╝ Ļ░ÖņØ┤ ņĀĢņØśĒĢĀ ņłś ņ׳ļŗż[30-34].
ņĢĮ 225 ŌĆō 247 ┬░CņŚÉņä£ ļ░£ņāØĒĢ£ ĒØĪņŚ┤ Ēö╝Ēü¼ 3ņØĆ ╬▓┬┤┬┤ņāü ņÜ®ĒĢ┤ņŚÉ ĒĢ┤ļŗ╣ĒĢśļ®░[35], 279 ŌĆō 292 ┬░CņŚÉņä£ ļ░£ņāØĒĢ£ ļ░£ņŚ┤ Ēö╝Ēü¼ 4ļŖö Q┬┤ņāü ņāØņä▒ņŚÉ ļČĆĒĢ®ĒĢ£ļŗż[27,36]. ╬▓┬┤┬┤ņāüņØś ņÜ®ĒĢ┤ Ēö╝Ēü¼Ļ░Ć ļ░£ņāØĒĢ£ Ļ▓āņØĆ ņŗ£ĒÄĖ ļé┤ņŚÉ ņØ┤ļ»Ė ╬▓┬┤┬┤ņāüņØ┤ ņāØņä▒ļÉśņŚłĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż[35].
ņÜ®ņ▓┤ĒÖö ņś©ļÅäņÖĆ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņØĖĻ│Ąņŗ£ĒÜ© ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦üņĀü ņ░©ņØ┤ļź╝ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ HAADF-STEM(High-Angle Annular Dark Field-Scanning Transmission Electron Microscopy) ļ░Å FFT(Fast Fourier Transforms) ļČäņäØņØä ņŗżņŗ£ĒĢśņŚ¼ ņäØņČ£ļ¼╝ņØä ņĀĢļ¤ē ļČäņäØĒĢśņśĆļŗż[37,38]. ņŗ£ĒÄĖļŗ╣ 70ņן ņØ┤ņāüņØś HAADF-STEM ņØ┤ļ»Ėņ¦Ćļź╝ ņ¢╗ņØĆ Ēøä ņØ┤ļ»Ėņ¦ĆņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ņäØņČ£ļ¼╝ņØś ļŗ©ņ£ä ņģĆņØä ļČäņäØĒĢśņŚ¼ ņāüņØä ĻĄ¼ļČäĒĢśņśĆļŗż[39]. ņØ┤ļĀćĻ▓ī ĻĄ¼ļČäļÉ£ ņäØņČ£ļ¼╝ļōżņØś ņĀäņ▓┤ Ļ░£ņłśļź╝ 100%ļĪ£ ļæÉņŚłņ£╝ļ®░, ņĀäņ▓┤ ņäØņČ£ļ¼╝ ņżæ ╬▓┬┤┬┤, Q┬┤, C, ĒĢśņØ┤ļĖīļ”¼ļō£(hybrid)/ļŗżņāü(multi-phase)ņØś Ļ░ü Ļ░£ņłśņØś ļČäņ£©ņØä ĻĄ¼ĒĢśņŚ¼ Ēæ£ 6ņŚÉ ļéśĒāĆļāłļŗż. ĒĢ£Ļ░Ćņ¦ĆņØś ļŗ©ņ£ä ņģĆņØä Ļ░Ćņ¦ĆļŖö ņāüņØĆ ļŗ©ņØ╝ ņāüņ£╝ļĪ£ ĻĄ¼ļČäĒĢśņśĆĻ│Ā, ļæÉĻ░Ćņ¦Ć ņóģļźś ņØ┤ņāüņØś ļŗ©ņ£ä ņģĆņØ┤ ņä×ņŚ¼ ņ׳ļŖö ņāüļōżņØĆ ĒĢśņØ┤ļĖīļ”¼ļō£ ņāüņ£╝ļĪ£ ĻĄ¼ļČäĒĢśņśĆļŗż. ĒĢ£ ņóģļźśņØś ņ¦Ćļ░░ņĀüņØĖ ļŗ©ņ£ä ņģĆĻ│╝ ļŗżļźĖ ĒĢśļéśņØś ĒĢśļČĆ ļŗ©ņ£ä ņģĆņØ┤ Ļ│ĄņĪ┤ĒĢśļŖö ņāüņØĆ ļŗżņāüņ£╝ļĪ£ ĻĄ¼ļČäĒĢśņśĆļŗż. ĒĢśņØ┤ļĖīļ”¼ļō£ ņāüĻ│╝ ļŗżņāüņØĆ ņŻ╝ļĪ£ Q┬┤Ļ│╝ ╬▓┬┤┬┤ņāü ļśÉļŖö Q┬┤Ļ│╝ CņāüņØ┤ Ļ│ĄņĪ┤ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ╬▓┬┤┬┤ņāüņØś ņāü ļ╣äņ£©ņØĆ ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņ£╝ļĪ£ ļ│┤ņØ┤ļ®░, Q┬┤ ļśÉļŖö CņāüņØĆ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØĖļŗż. ņØ┤ļŖö Al-Mg-Si-CuņØś ņäØņČ£ Ļ▒░ļÅÖ Ļ│╝ņĀĢ(ņŗØ 1)ņØä Ļ│ĀļĀżĒĢśņśĆņØä ļĢī ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņäØņČ£ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż.
ĻĘĖļ”╝ 6ļŖö HAADF-STEM ņØ┤ļ»Ėņ¦Ć ļ░Å FFT ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż. ĻĘĖļ”╝ 6(a,b)ņÖĆ ĻĘĖļ”╝ 6(c,d)ņØś Ļ▓ĮņÜ░ Ļ░üĻ░ü L0ņÖĆ L30ņØś HAADF-STEM ņØ┤ļ»Ėņ¦ĆļĪ£, ļæÉ ņŗ£ĒÄĖ ļ¬©ļæÉ ļŗ©ņØ╝ ╬▓┬┤┬┤ņāüĻ│╝ ļŗ©ņØ╝ Q┬┤ņāüņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ”╝ 6(e,f)ļŖö H0ņ£╝ļĪ£ņä£ ļŗ©ņØ╝ Q┬┤ņāüņØä ĻĖ░ļ░śņ£╝ļĪ£ ĒĢśļŖö ļŗżņāüņØ┤ ņĪ┤ņ×¼ĒĢśņśĆĻ│Ā, ╬▓┬┤┬┤ņāüņØĆ ĒĢśļČĆ ļŗ©ņ£ä ņģĆņØĖ ╬▓┬┤┬┤-eyesļĪ£ ļé©ņĢäņ׳ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉ£ļŗż[36]. ĻĘĖļ”╝ 6(g,h)ļŖö H30ņ£╝ļĪ£ņä£ ļŗ©ņØ╝ Q┬┤ņāüņØ┤ ņĪ┤ņ×¼ĒĢśņśĆĻ│Ā, Q┬┤Ļ│╝ CņāüņØś ļŗ©ņ£ä ņģĆņØ┤ ĒĢśļéśņØś ņāüņŚÉ Ļ│ĄņĪ┤ĒĢśļŖö ĒĢśņØ┤ļĖīļ”¼ļō£ ņāüņØ┤ ņĪ┤ņ×¼ĒĢśņśĆļŗż.
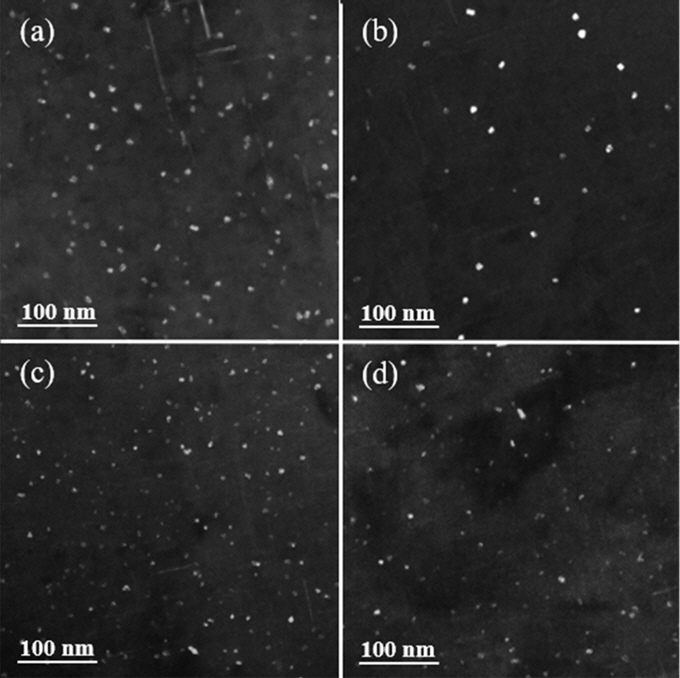
Ēæ£ 7ņØĆ Ļ░ü ņŗ£ĒÄĖņØś ņäØņČ£ļ¼╝ Ēü¼ĻĖ░ ļ░Å ļČäĒż ņĖĪņĀĢ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ļ®░, ĻĘĖļ”╝ 7ņØĆ ņäØņČ£ļ¼╝ņØś ļČäĒżļź╝ ļ│┤ņŚ¼ņŻ╝ļŖö ņĢöņŗ£ņĢ╝ņāü(dark field) ņØ┤ļ»Ėņ¦ĆņØ┤ļŗż. Ēæ£ 7ņØś ņäØņČ£ļ¼╝ ņĀĢļ¤ēĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ ņĢĮ 40ņן ņØ┤ņāüņØś ļ¬ģņŗ£ņĢ╝ņāü(bright field) ņØ┤ļ»Ėņ¦Ćļź╝ Ļ┤Ćņ░░ĒĢśņŚ¼ ĒöäļĪ£ĻĘĖļש iSolutionņØä ĒåĄĒĢ┤ ņäØņČ£ļ¼╝ņØś ļ®┤ņĀüņØä ņĖĪņĀĢĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā ņĀĆļ░░ņ£©ņØś ņĢöņŗ£ņĢ╝ņāü ņØ┤ļ»Ėņ¦Ćļź╝ Ļ┤Ćņ░░ĒĢśņŚ¼ ĒöäļĪ£ĻĘĖļש iSolutionņØä ĒåĄĒĢ┤ ņäØņČ£ļ¼╝ņØś ĻĖĖņØ┤ļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£, ņäØņČ£ļ¼╝ ļ░ĆļÅä Ļ│äņé░ņØä ņ£äĒĢ┤ ņŗØ 2ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż[40,41].
NvļŖö ņäØņČ£ļ¼╝ņØś ļ░ĆļÅä, NņØĆ ĒĢśļéśņØś ņĢöņŗ£ņĢ╝ņāü ņØ┤ļ»Ėņ¦ĆņŚÉņä£ Ļ┤Ćņ░░ļÉ£ ņäØņČ£ļ¼╝ņØś Ļ░£ņłś, AļŖö ņäØņČ£ļ¼╝ņØś ļ®┤ņĀü, tļŖö Ļ┤Ćņ░░ĒĢ£ ņŗ£ĒÄĖņØś ļæÉĻ╗ś, ╬╗ļŖö ņäØņČ£ļ¼╝ņØś ĻĖĖņØ┤ļź╝ ņØśļ»ĖĒĢ£ļŗż. L0ņØś Ļ▓ĮņÜ░ ņäØņČ£ļ¼╝ņØś ļ®┤ņĀü(cross-section)Ļ│╝ ĻĖĖņØ┤(length)ļŖö 14.7 nm2, 39.3 nmņØ┤ļ®░, L30ņØś Ļ▓ĮņÜ░ 13.7 nm2, 33.3 nmņØ┤ļŗż. ĻĘĖļ”¼Ļ│Ā H0ņØś Ļ▓ĮņÜ░ ļ®┤ņĀüĻ│╝ ĻĖĖņØ┤ļŖö 8.3 nm2, 28.4 nmņØ┤ļ®░, H30ņØś Ļ▓ĮņÜ░ 6.7 nm2, 27.1 nmņØ┤ļŗż. ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć Ļ░ÖņØä Ļ▓ĮņÜ░ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ņØśĒĢ£ ņäØņČ£ļ¼╝ Ēü¼ĻĖ░ ļ│ĆĒÖöĻ░Ć Ēü¼Ļ▓ī ņŚåņ¦Ćļ¦ī, ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ēü¼ĻĖ░Ļ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņäØņČ£ļ¼╝ņØś ļ░ĆļÅä(number density)ļŖö L0ņØś Ļ▓ĮņÜ░ 0.46 ├Ś 1023 m-3ņØ┤ļ®░, L30ņØś Ļ▓ĮņÜ░ 0.27 ├Ś 1023 m-3ņØ┤ļŗż. H0ņØś Ļ▓ĮņÜ░ 1.43 ├Ś 1023 m-3 ņØ┤ļ®░, H30ņØś Ļ▓ĮņÜ░ 1.01 ├Ś 10 23 m-3ņØ┤ļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņäØņČ£ļÉśļŖö ņ¢æ ļśÉĒĢ£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ļ░£ņāØĒĢĀ Ļ▓ĮņÜ░ ņäØņČ£ļ¼╝ņØś ļ░ĆļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņ£╝ļ®░, 500 ┬░CĻ░Ć 540 ┬░Cļ│┤ļŗż ļ░ĆļÅä Ļ░ÉņåīĻ░Ć Ēü░ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ĻĘĖļ”╝ 5(a)ņØś DSC Ēö╝Ēü¼ ļ®┤ņĀü ļ╣äĻĄÉĻ▓░Ļ│╝ņÖĆ ņØ╝ņ╣śĒĢśļ®░, ĻĘĖļ”╝ 7ņŚÉņä£ļÅä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ”╝ 7(a)ņÖĆ ĻĘĖļ”╝ 7(b)ļŖö Ļ░üĻ░ü L0, L30ņØś ņĢöņŗ£ņĢ╝ņāü ņØ┤ļ»Ėņ¦ĆņØ┤Ļ│Ā ĻĘĖļ”╝ 7(c)ņÖĆ ĻĘĖļ”╝ 7(d)ļŖö Ļ░üĻ░ü H0, H30ņØś ņĢöņŗ£ņĢ╝ņāü ņØ┤ļ»Ėņ¦ĆņØ┤ļ®░ ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņäØņČ£ļ¼╝ņØś ļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö Ēæ£ 3ņØś Ļ▓░Ļ│╝ņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤ ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ņä£ ĻĖ░ņ¦ĆņŚÉ Ļ│ĀņÜ®ļÉśļŖö ņÜ®ņ¦łņøÉņåīņØś Ļ│ĀņÜ®ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņ£╝ļĪ£ņŹ© ņØ┤Ēøä ņØĖĻ│Ąņŗ£ĒÜ© ņŗ£ ļŹö ļ¦ÄņØĆ ņäØņČ£ļ¼╝ņØ┤ ņāØņä▒ļÉśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.3 ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ ņś©ļÅäņÖĆ ĒĆ£ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØś ļ│ĆĒÖö
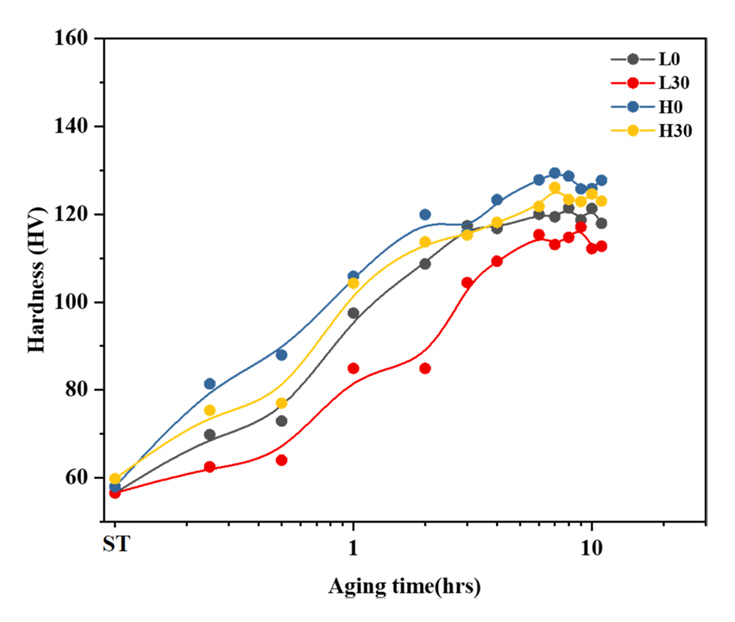
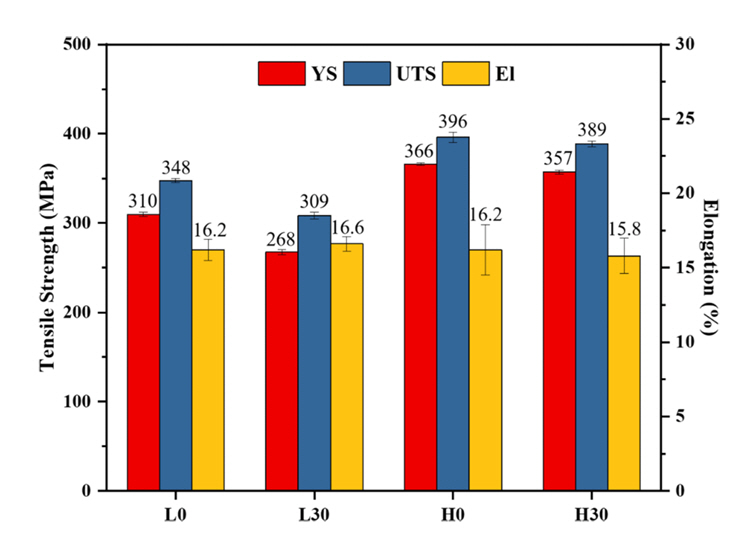
ĻĘĖļ”╝ 8ņØĆ ņÜ®ņ▓┤ĒÖö ļ░Å ĒĆ£ņ╣ŁņØä ļ¦łņ╣£ Ļ░ü ņŗ£ĒÄĖņØś 180 ┬░CņŚÉņä£ ņŗ£ĒÜ© ņŗ£Ļ░äņŚÉ ļö░ļźĖ Ļ▓ĮļÅä ļ│ĆĒÖöļź╝ ļéśĒāĆļéĖļŗż. ļ¬©ļōĀ ņŗ£ĒÄĖņØĆ ņŗ£ĒÜ©ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ▓ĮļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļŗżĻ░Ć 6ņŗ£Ļ░ä ņØ┤ĒøäļČĆĒä░ ņØ╝ņĀĢĒĢśĻ▓ī ņ£Āņ¦ĆļÉ£ Ēøä ļŗżņŗ£ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØĖļŗż. ņÜ®ņ▓┤ĒÖö ņś©ļÅä 500 ┬░CņÖĆ 540 ┬░CņŚÉņä£ ļ¬©ļæÉ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ļ░£ņāØĒĢśņśĆņØä ļĢī Ļ▓ĮļÅäĻ░Ć Ļ░ÉņåīĒĢśņśĆņØīņØä ņĢī ņłś ņ׳ļŗż. ĻĘĖļ”╝ 9ņØĆ 180 ┬░CņŚÉņä£ 6ņŗ£Ļ░ä ņŗ£ĒÜ©ņ▓śļ”¼ĒĢ£ Ļ░ü ņŗ£ĒÄĖņØś ņØĖņןĒŖ╣ņä▒ņØä ļéśĒāĆļéĖļŗż. L0ņØś ĒĢŁļ│ĄĻ░ĢļÅä, ņØĖņןĻ░ĢļÅä, ņŚ░ņŗĀņ£©ņØĆ Ļ░üĻ░ü 310 MPa, 348 MPa, 16.2%ņØ┤ļ®░, L30ņØĆ 268 MPa, 309 MPa, 16.6 %ņØ┤ļŗż. H0ņØś ĒĢŁļ│ĄĻ░ĢļÅä, ņØĖņןĻ░ĢļÅä, ņŚ░ņŗĀņ£©ņØĆ Ļ░üĻ░ü 366 MPa, 396 MPa, 16.2 %ņØ┤ļ®░, H30ņØĆ 357 MPa, 389 MPa, 15.8 %ņØ┤ļŗż. ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ņØśĒĢ£ Ļ░ĢļÅäņØś Ļ░Éņåīņ£©ņØĆ L0, L30ņŚÉņä£ņØś Ļ▓ĮņÜ░ ĒĢŁļ│ĄĻ░ĢļÅäļŖö ņĢĮ 14%, ņØĖņןĻ░ĢļÅäļŖö ņĢĮ 11%ļĪ£ Ļ░ĢļÅäĻ░Ć ņĢĮĻ░ä Ļ░ÉņåīĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. ĒĢ£ĒÄĖ, 540 ┬░CņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ĒĢ£ H0, H30ņØĆ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ļö░ļźĖ Ļ░ĢļÅäņØś Ļ░ÉņåīĻ░Ć Ļ▒░ņØś ņŚåļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. ņ”ē, ņÜ®ņ▓┤ĒÖö ņś©ļÅä 500 ┬░CĻ░Ć 540 ┬░Cļ│┤ļŗż ĒĆ£ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ļ░£ņāØĒĢśņśĆņØä ļĢī ļŹö Ēü░ Ļ░ĢļÅäņØś Ļ░ÉņåīĻ░Ć ņØ╝ņ¢┤ļé£ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļŖö 540 ┬░Cļ│┤ļŗż 500 ┬░CņŚÉņä£ ĒĆ£ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ļ░£ņāØĒĢśņśĆņØä ļĢī Ēö╝Ēü¼ ļ®┤ņĀüņØ┤ ļŹö ļ¦ÄņØ┤ Ļ░ÉņåīĒĢ£ ņŗ£ņ░© ņŻ╝ņé¼ ņŚ┤ļ¤ēĻ│ä ļČäņäØĻ│╝ ļÅÖņØ╝ĒĢ£ Ļ▓ĮĒ¢źņØ┤ļŗż[42]. ņ”ē, 500 ┬░CņØś ņś©ļÅäņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņŗ£ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ņØśĒĢ£ ņäØņČ£ļ¼╝ ĒśĢņä▒ņØś Ļ░ÉņåīĻ░Ć Ēü¼Ļ▓ī ļ░£ņāØĒĢśĻ│Ā ņØ┤ņŚÉ ļö░ļØ╝ņä£ ĻĖ░Ļ│äņĀü ņä▒ņ¦ł ņĀĆĒĢśĻ░Ć ĒśäņĀĆĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņŗżņĀ£ ĒöäļĀłņŖż ĒĆ£ņ╣Ł ņĢĢņČ£ Ļ│ĄņĀĢņŚÉņä£ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ļČłĻ░ĆĒö╝ĒĢśĻ▓ī ļ░£ņāØĒĢśļ®░ ņØ┤ļĪ£ ņØĖĒĢ£ Ļ░ĢļÅä ņĀĆĒĢśļź╝ ņśłņāüĒĢĀ ņłś ņ׳ņ£╝ļ®░, Al-Mg-Si-Cu-Mn ĒĢ®ĻĖł ņĢĢņČ£ņ×¼ņŚÉņä£ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņ£╝ļĪ£ ņØĖĒĢ£ Ļ░ĢļÅä ņĀĆĒĢśļź╝ ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ ņś©ļÅä, ņ”ē ņĢĢņČ£ņ×¼ņØś ņČ£ĻĄ¼ ņś©ļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ▓āņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢ©ņØä ņĢī ņłś ņ׳ļŗż.
Ļ░ĢļÅäļź╝ Ļ▓░ņĀĢĒĢśļŖö ņäØņČ£ļ¼╝ņØś ņäØņČ£ Ļ▒░ļÅÖņØĆ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ļź╝ ĒåĄĒĢ£ Ļ│╝ĒżĒÖö ņÜ®ņ¦łņøÉņåīņØś ņ¢æĻ│╝ ļÅÖĻ▓░Ļ│ĄĻ│ĄņØś ņ¢æņŚÉ ņśüĒ¢źņØä ļ░øļŖöļŗż. ņŚ┤ņŚŁĒĢÖ Ļ│äņé░ņØä ĒåĄĒĢśņŚ¼ ņ¢╗ņØĆ ņÜ®ņ¦łņøÉņåīņØś Ļ│ĀņÜ®ĒĢ£ļÅä(Ēæ£ 4)ļŖö ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņ”ØĻ░ĆĒĢśļ»ĆļĪ£ 540 ┬░CņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ĒĢ£ ņŗ£ĒÄĖņØ┤ 500 ┬░CņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ĒĢ£ ņŗ£ĒÄĖņŚÉ ļ╣äĒĢ┤ņä£ ļŹö ļ¦ÄņØĆ ņ¢æņØś ņäØņČ£ļ¼╝ņØ┤ ņāØņä▒ļÉĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņØ┤ļ¤¼ĒĢ£ Ļ▓ĮĒ¢źņØĆ ņŗ£ņ░©ņŻ╝ņé¼ņŚ┤ļ¤ēĻ│äņŚÉņä£ Ļ┤Ćņ░░ļÉ£ Ēö╝Ēü¼ ļ®┤ņĀüņØś ņ░©ņØ┤ (Ēæ£ 5) ļ░Å Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓ĮņØś ņäØņČ£ļ¼╝ ļ░ĆļÅä ņ░©ņØ┤ (Ēæ£ 7) Ļ▓░Ļ│╝ņŚÉņä£ ĒÖĢņØĖļÉ£ļŗż. ĒĢ£ĒÄĖ, Ļ│ĄĻ│ĄĒÅēĒśĢļåŹļÅäļŖö ņś©ļÅäņŚÉ ļö░ļØ╝ ņ¦ĆņłśĒĢ©ņłśņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśļ»ĆļĪ£ ņÜ®ņ▓┤ĒÖö ņś©ļÅäĻ░Ć ļåÆņØäņłśļĪØ ļŹö ļåÆņØĆ Ļ│ĄĻ│ĄĒÅēĒśĢļåŹļÅäļź╝ Ļ░Ćņ¦äļŗż[43]. ņÜ®ņ▓┤ĒÖö ņ¦üĒøä ĒĆ£ņ╣ŁĒĢśņśĆņØä Ļ▓ĮņÜ░ Ļ│ĄĻ│ĄņØ┤ ņāłļĪ£ņÜ┤ ĒÅēĒśĢļåŹļÅäņŚÉ ļÅäļŗ¼ĒĢĀ ļ¦īĒĢ£ ņŗ£Ļ░äņĀü ņŚ¼ņ£ĀĻ░Ć ņĀüņ£╝ļ®░, ĻĘĖļĪ£ ņØĖĒĢ┤ ļåÆņØĆ ļåŹļÅäņØś Ļ│ĄĻ│ĄņØ┤ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ļé┤ļČĆņŚÉ ļÅÖĻ▓░ Ļ│ĄĻ│Ą ņāüĒā£ļĪ£ ņĪ┤ņ×¼ĒĢśĻ▓ī ļÉ£ļŗż. ņŗ£ĒÄĖņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļÅÖĻ▓░ Ļ│ĄĻ│ĄņØĆ ņŗ£ĒÜ© ņŚ┤ņ▓śļ”¼ ņś©ļÅäņŚÉņä£ ņøÉņ×ÉĻ░Ć ĒÖĢņé░ĒĢĀ ņłś ņ׳ļŖö ņåŹļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēé┤ņ£╝ļĪ£ņŹ©[44] ĒĢĄņāØņä▒Ļ│╝ ņä▒ņןņØś Ļ│╝ņĀĢņØä ņ┤ēņ¦äņŗ£Ēéżļ»ĆļĪ£[45] 500 ┬░CņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ĒĢśņśĆņØä ļĢīļ│┤ļŗż 540 ┬░CņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ĒĢśņśĆņØä ļĢī ļŹö ļ¦ÄņØĆ ņ¢æņØś ņäØņČ£ļ¼╝ņØ┤ ņāØņä▒ļÉĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ĒĢ£ĒÄĖ, ņÜ®ņ▓┤ĒÖö ņ¦üĒøä ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ļ░£ņāØĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö Ļ│ĀņÜ®ĒĢ£ļÅä Ļ░ÉņåīņŚÉ ļö░ļźĖ Ļ│╝ĒżĒÖö ņÜ®ņ¦łņøÉņåīņØś ņ¢æņØ┤ Ļ░ÉņåīĒĢĀ ņłś ņ׳ņ£╝ļ®░, Ļ│ĄĻ│ĄņØ┤ ņåīļ®ĖĒĢĀ ņŗ£Ļ░äņĀü ņŚ¼ņ£ĀĻ░Ć ļ░£ņāØĒĢśņŚ¼ Ļ░ÖņØĆ ņś©ļÅäņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ļź╝ ĒĢśļŹöļØ╝ļÅä ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ļ░£ņāØĒĢśņśĆņØä ļĢī ļŹö ņĀüņØĆ ļÅÖĻ▓░Ļ│ĄĻ│ĄņØ┤ ļé©ņØä ņłś ņ׳ļŗż [46]. ĒĢ£ĒÄĖ, ņÜ®ņ▓┤ĒÖö ņś©ļÅä 540 ┬░CņØś Ļ▓ĮņÜ░ 500 ┬░C ļīĆļ╣ä ĒĆ£ņ╣Ł ņ¦ĆņŚ░ ņØ┤ĒøäņŚÉļÅä ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ ņś©ļÅäļź╝ ņ£Āņ¦ĆĒĢśļ®░, ņś©ļÅäĻ░Ć ļåÆņØäņłśļĪØ ļåÆņØĆ ņÜ®ņ¦łņøÉņåīņØś Ļ│ĀņÜ®ĒĢ£ļÅäņÖĆ Ļ│ĄĻ│ĄĒÅēĒśĢļåŹļÅäļź╝ Ļ░Ćņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņāüļīĆņĀüņ£╝ļĪ£ ļŹö ļ»ĖņäĖĒĢśĻ│Ā ļ¦ÄņØĆ ņ¢æņØś ņäØņČ£ļ¼╝ņØ┤ ņāØņä▒ļÉĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļ»ĖņäĖĒĢśĻ▓ī ļČäņé░ļÉ£ ņäØņČ£ļ¼╝ ņ”ØĻ░ĆļŖö ņĀäņ£äņØś ņøĆņ¦üņ×äņØä ļŹöņÜ▒ ļ░®ĒĢ┤ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ [47] ĻĘĖļ”╝ 9Ļ│╝ Ļ░ÖņØ┤ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØ┤ ņ”ØĻ░ĆĒĢśņśĆņØä Ļ▓āņ£╝ļĪ£ ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż.
Ļ▓░ļĪĀņĀüņ£╝ļĪ£, Al-Mg-Si-Cu-Mn ĒĢ®ĻĖłņŚÉņä£ ņĢĢņČ£ Ļ│ĄņĀĢ ļ│ĆņłśņØĖ ņÜ®ņ▓┤ĒÖö ņś©ļÅä ļ░Å ĒĆ£ņ╣Ł ņ¦ĆņŚ░Ļ│╝ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ Ļ│ĀļĀżĒĢśņśĆņØä ļĢī ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņ£╝ļĪ£ ņØĖĒĢ£ Ļ░ĢļÅä ņĀĆĒĢśļź╝ ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ņäĀ ņÜ®ņ▓┤ĒÖö ņś©ļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ▓āņØ┤ ĒÜ©Ļ│╝ņĀüņØ┤ļØ╝Ļ│Ā ņāØĻ░üļÉ£ļŗż. ņØ┤ļź╝ ņ£äĒĢ┤ņäĀ ĒöäļĀłņŖż ĒĆ£ņ╣Ł Ļ│ĄņĀĢ ņżæ ņÜ®ņ▓┤ĒÖö ĒÜ©Ļ│╝ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņ╗©ĒģīņØ┤ļäł ņČ£ĻĄ¼ ņś©ļÅä ņĀ£ņ¢┤Ļ░Ć ņżæņÜöĒĢśļŗż. ļ╣īļĀø ņśłņŚ┤ ņś©ļÅä, ņ╗©ĒģīņØ┤ļäł ņś©ļÅä, ņĢĢņČ£ ņåŹļÅä, ņĢĢņČ£ļ╣äņŚÉ ļö░ļźĖ ņĢĢņČ£ ļ│ĆĒśĢņŚ┤, ņĢĢņČ£ Ēøä ņłśņĪ░Ļ╣īņ¦ĆņØś Ļ▒░ļ”¼ ļō▒ņØś ņÜ®ņ▓┤ĒÖö ĒÜ©Ļ│╝ ļ░Å ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ļ│ĆņłśļōżņØä ņĀ£ņ¢┤ĒĢśņŚ¼ ņ╗©ĒģīņØ┤ļäł ņČ£ĻĄ¼ ņś©ļÅäļź╝ ņØ╝ņĀĢ ņś©ļÅä ņØ┤ņāüņ£╝ļĪ£ ņĀ£ņ¢┤ĒĢśļŖö Ļ▓āņØ┤ ĒöäļĀłņŖż ĒĆ£ņ╣Ł Ļ│ĄņĀĢņØś ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņ£╝ļĪ£ ņØĖĒĢ£ Ļ░ĢļÅä ņĀĆĒĢśļź╝ ņĄ£ņåīĒÖöĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Al-Mg-Si-Cu-Mn ņĢĢņČ£ņ×¼ņØś ņÜ®ņ▓┤ĒÖö ņś©ļÅä ļ░Å ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ņäØņČ£ļ¼╝ ņāØņä▒ Ļ▒░ļÅÖ ļ░Å ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆņ£╝ļ®░ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1) 500 ┬░CņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ĒĢśņśĆņØä ļĢīļ│┤ļŗż 540 ┬░CņŚÉņä£ ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ĒĢśņśĆņØä ļĢī ņØĖĻ│Ąņŗ£ĒÜ© ņ▓śļ”¼ Ēøä ņäØņČ£ļ¼╝ņØś ļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░ Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ Ēøä ņŗ£ņ░©ņŻ╝ņé¼ņŚ┤ļ¤ēĻ│äļĪ£ ņĖĪņĀĢĒĢ£ ņäØņČ£ļ¼╝ ņāØņä▒ Ēö╝Ēü¼ņØś ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źĻ│╝ ņØ╝ņ╣śĒĢśņśĆļŗż.
2) Ļ░ü ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ ņś©ļÅäņŚÉņä£ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉśļ®┤ ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņØ┤ ņŚåļŖö Ļ▓ĮņÜ░ņŚÉ ļ╣äĒĢśņŚ¼ ņäØņČ£ļ¼╝ņØś ļ░ĆļÅäĻ░Ć Ļ░ÉņåīĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ Ēøä ņŗ£ņ░©ņŻ╝ņé¼ņŚ┤ļ¤ēĻ│äļĪ£ ņĖĪņĀĢĒĢ£ ņäØņČ£ļ¼╝ ņāØņä▒ Ēö╝Ēü¼ņØś ļ®┤ņĀüņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źĻ│╝ ņØ╝ņ╣śĒĢśņśĆļŗż.
3) ĒĆ£ņ╣Ł ņ¦ĆņŚ░ņŚÉ ļö░ļźĖ Ļ░ĢļÅäņØś ņĀĆĒĢś ĒśäņāüņØĆ 540 ┬░C ļ│┤ļŗż 500 ┬░CņØś ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉņä£ ļŹö Ēü¼Ļ▓ī ļ░£ņāØĒĢśņśĆņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ņäØņČ£ļ¼╝ņØś ļ░ĆļÅä Ļ░Éņåī Ļ▓░Ļ│╝ņÖĆ ņØ╝ņ╣śĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż.