1. 서 론
열전기술은 냉각기술과 발전기술을 포함하며, 기계적 구동부가 없는 고상소자 기반의 기술로서 무소음, 장수명, 고신뢰성의 장점을 지니고 있다 [1]. 최근에는 특히 온실가스에 의한 기후변화 문제가 크게 부각되면서 열전발전을 이용한 폐열회수기술에 대한 관심이 날로 높아지고 있으며, 향후 화석연료 사용량 절감 및 에너지효율 향상에 도움이 될 것으로 기대를 모으고 있다 [2,3]. 열전냉각 또는 열전 발전의 효율은 열전소재의 물성에 결정적으로 의존하는데, 열전소재는 기본적으로 복잡한 결정구조와 좁은 밴드갭을 갖는 반도체 소재이며, 제벡계수(Seebeck coefficient, S)와 전기전도도(σ)가 높고 열전도도(κ)가 낮을수록 우수한 열전특성을 갖게 된다. 여기서 열전소재의 물성을 정량적으로 표현하는 척도로서 무차원 성능지수 zT = σS2T/κ 를 사용하며 (T는 절대온도), 성능지수가 높을수록 우수한 열전소재이다. 그러나 성능지수를 구성하는 계수들은 모두 소재 내에서 전자가 이동함으로써 발생하는 물리적 현상들과 긴밀하게 연관되어 있으므로, 상호간 의존성과 trade-off 관계를 갖고 있어 zT의 극대화가 용이하지 않다. 따라서 zT 향상을 위한 지금까지의 연구개발 방향은 크게 두 가지로 나누어 볼 수 있는데, (i) 분자항의 파워팩터 (power factor, PF) σS2를 극대화하거나, 또는 (ii) 분모항의 열전도도를 가능한 한 감소시키는 연구방향이 추구되어 왔다.
열전소재는 열전특성이 극대화되는 온도대역에 따라 일반적으로 저온, 중온, 고온용 소재로 구분할 수 있다. 실온 -500 K의 저온대역에서는 Bi2Te3 기반의 소재가 사용되고 있으며, 현재까지 상용화된 유일한 저온용 열전소재이다. Bi2Te3 소재는 1950년대에 개발된 이후로 국내외에서 지속적인 연구개발을 통해 소재특성이 비약적으로 향상되어 왔으나 [4-9], 가격이 높은 희귀원소인 Te을 다량 함유하고 있다는 점이 저가화 및 대량생산에 근원적인 약점으로 작용하고 있다. 그런데 이와 같은 상황에서 n형 Mg3Sb2-xBix 소재가 n형 Bi2Te3 소재를 대체할 수 있는 유망한 소재로서 최근에 대두되어 활발하게 연구되고 있다 [11-19]. Mg3Sb2 및 Mg3Bi2는 원래 p형 또는 금속성을 띠는 열전특성이 좋지 않은 소재였으나, 2016년에 Tamaki 등이 excess Mg 분위기 조성, Mg3Sb2와 Mg3Bi2의 alloying 및 Te 도핑을 적용하여 세계 최초로 n형 다결정 소재를 구현하였으며, 700 K에서 zT 최대값 1.5의 높은 열전특성을 보고한 바 있다 [10]. 특히, Mg3Sb2-xBix 소재는 열전특성이 우수할 뿐 아니라 희귀하거나 비싼 원소를 포함하지 않으므로 저가화 및 대량생산에 매우 유리할 것으로 예상된다.
한편, 이와 같은 장점에 수반되는 Mg3Sb2-xBix 소재의 단점은 소재합성공정의 난이도가 Bi2Te3에 비해 높다는 점이다. Mg은 쉽게 산화되므로 전체 합성과정에서 대기와의 접촉을 차단하여 불활성 분위기를 유지해야 하고, 또한 Mg의 증기압이 높아 휘발성이 강하기 때문에 소재합성 과정에서 n형 구현에 필요한 적절한 excess Mg 분위기 조성 및 유지가 용이하지 않다. 따라서 {원료혼합 및 용융 → 분말화 → 소결}로 이어지는 일반적인 3단계 공정을 적용할 경우 용융공정에서 다량의 Mg 손실이 발생하여 n형 소재를 합성하기 위한 공정의 재현성에 문제가 발생할 가능성이 높다. 이러한 문제를 회피할 수 있는 가장 확실한 방법은 용융공정을 생략하는 것이며, 그 대신 분말화 과정에서 동시적으로 화합물을 합성할 수 있는 기계적 합금화 (mechanical alloying) 기술을 용융공정의 대안으로 채택할 수 있다. 이와 같이 {기계적 합금화 → 소결}의 2단계 합성공정을 사용할 경우 전체 합성공정이 단순해지는 장점이 있는 한편, 유일한 고온공정으로서 소결공정의 중요성이 상대적으로 증가하게 된다.
소결공정의 주요 변수로는 소결방식, 온도, 압력, 시간 등이 있으나, 일반적인 사례에 비추어 볼 때 열전소재의 최종 물성에 가장 중요한 영향을 미치는 변수는 소결온도일 것으로 예상된다. 따라서 본 연구에서는 용융공정을 생략하고 기계적 합금화 및 방전 플라즈마 소결법(spark plasma sintering, SPS)의 2단계 합성공정을 적용하여 Mg3SbBi0.99Te0.01 n형 소결체를 합성하였으며, SPS 온도를 923 – 1073 K 범위에서 변화시키면서 열전특성의 변화를 분석함으로써 최적의 SPS 온도를 확립하고자 하였다.
2. 실험 방법
Mg3SbBi0.99Te0.01 n형 소결체를 합성하기 위하여 사용한 원료는 고순도의 Mg (5-25 mm turnings, 99.95%, Sigma Aldrich), Bi (1-12 mm pieces, 99.999%, Sigma Aldrich), Sb (ca. 2 mm grains, 99.999%, Kojundo Chemical), Te (powder, ~200 mesh, 99.999%, Alfa Aesar) 였다. 상기 원료의 혼합비율은 소재 합성과정에서의 Mg 손실을 고려하여 몰비가 Mg : Sb : Bi : Te = 4 : 1 : 0.99 : 0.01 가 되도록 Mg를 초과투여하여 칭량 및 혼합하였다. 이렇게 혼합된 원료를 기계적 합금화 장비(Simoloyer CM01, ZOZ)에 투입하고 Ar 분위기를 조성한 후 그라인더의 회전속도를 최대 1500 rpm까지 상승시키면서 저속-고속회전을 주기적으로 반복하여 Mg3SbBi0.99Te0.01 화합물의 분말을 합성하였다. 뒤이어 분말을 방전 플라즈마 소결장치(spark plasma sintering, SPS, Dr. Sinter, Fuji Electronic Industrial)에 장입한 후 5분간 소결을 실시하여 잉곳을 제작하였으며, SPS 온도는 923 – 1073 K 범위에서 가변하였다.
제작된 잉곳은 wire saw로 절단가공하여 전기전도도 (σ), 제벡계수 (S), 열확산도 (a), 비열 (Cp) 등을 측정하였으며, 각각의 측정을 위해 ZEM-3 (Ulvac), LFA457 (Netzsch), DSC404 (Netzsch) 등의 상용장비를 사용하였다. 합성된 시편의 밀도 (d)는 아르키메데스법을 이용하여 측정하였고, 소재의 열전도도(κ)는 κ = adCp의 관계식으로부터 계산하였다. 그리고 소재의 상분석을 위해 X선 분석을 실시하였다 (X-Ray Diffraction, XRD, CuKα, X’Pert PRO MPD, Panalytical). 또한 물리적 특성 측정장치(physical property measurement system, PPMS, Quantum Design)를 사용하여 298 K에서 4단자 측정법(4-probe measurement)으로 소결체의 전하농도를 구하였다. 소결체의 결정립 크기를 측정하기 위하여 Mg3SbBi0.99Te0.01 소결체를 평탄하게 연마한 후 3ml의 질산을 50ml의 증류수에 희석한 용액에 10초간 담궈 결정립계 (grain boundary) 부위를 선택적으로 식각함으로써 결정립 (grain) 구조가 명확하게 드러나도록 하였으며, 전계방출 주사전자현미경(FESEM, Mira-II, Tescan)으로 관찰한 이미지를 line intercept method로 분석하여 평균적인 결정립 크기를 구하였다. 또한 투과전자현미경 (transmission electron microscopy, TEM, HF5000, Hitachi)으로 Mg3SbBi0.99Te0.01 소결체의 미세구조를 관찰하고 SPS 온도 변화에 의한 영향을 분석하였다.
3. 결과 및 고찰
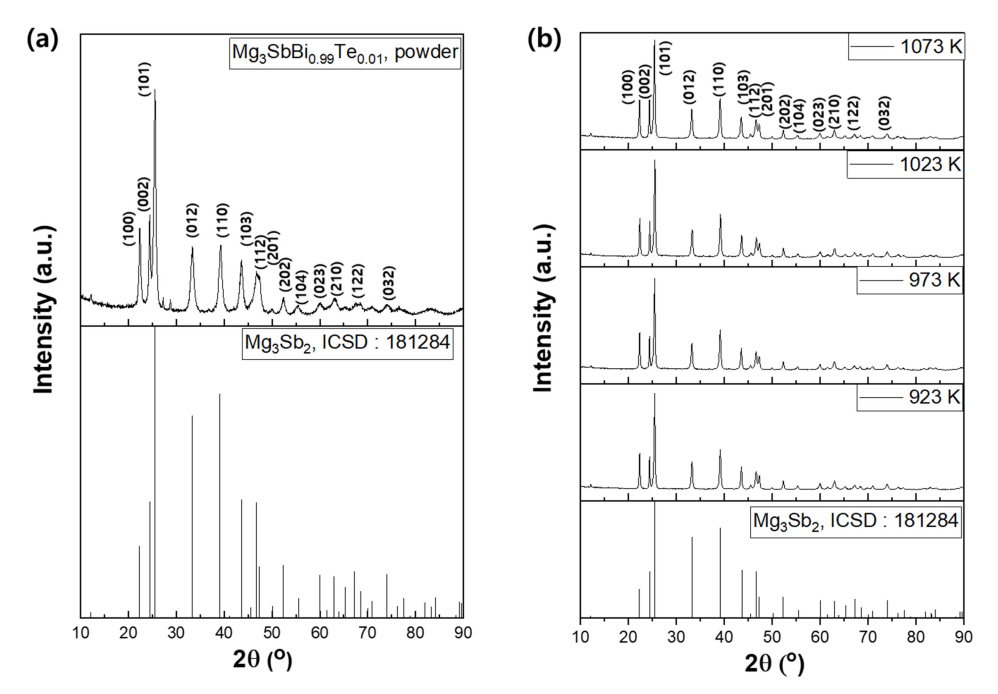
그림 1 (a)는 기계적 합금화를 통해 얻어진 분말의 XRD 회절패턴을 나타내며, 하단에 표시된 Mg3Sb2의 표준 회절패턴과 전체적으로 일치함을 알 수 있다. Mg3Sb2 및 Mg3Bi2의 결정구조는 모두 삼방정계(trigonal, P3m1)이며, a축 방향 격자상수는 4.573 Å및 4.671 Å이고, c축 방향의 격자상수는 각각 7.229 Å 및 7.403 Å이다 [20]. 그림 1 (a)로부터 기계적 합금화 과정을 통해 Mg3SbBi0.99Te0.01 화합물의 분말이 정상적으로 형성되었음을 확인할 수 있다. 다만 27-29o 각도에서 작은 peak들이 관찰되는데 이것은 Bi 및 Sb로부터 기인한 것으로 보인다. 따라서, 투입된 원료들이 기계적 합금화 과정에서 화합물을 100 % 형성한 것은 아닌 것으로 판단된다. 이에 반해, 상기 분말을 각기다른 온도에서 소결한 후 얻어진 그림 1 (b)의 XRD 회절패턴에서는 27-29° 각도에서 관찰되던 peak 들이 사라졌으며, Mg3Sb2의 표준 회절패턴과 잘 일치하는 정상적인 Mg3SbBi0.99Te0.01 소결체가 합성되었음을 확인할 수 있다.
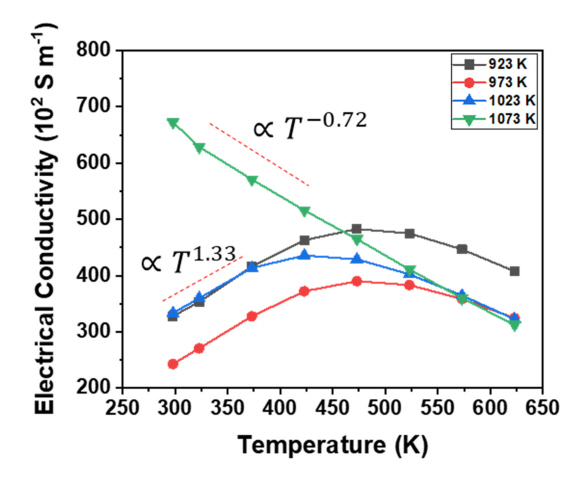
Mg3SbBi0.99Te0.01 소결체의 전기전도도를 298-623 K 온도구간에서 측정한 결과를 그림 2에 나타냈다. 1023 K 이하에서 소결된 Mg3SbBi0.99Te0.01 소결체의 전기전도도는 423-473 K에서 최대값을 갖는 포물선 형태를 보이는 반면, 1073 K에서 소결된 샘플은 온도에 따라 전기전도도가 단조감소하는 전형적인 degenerate semiconductor 거동을 보인다. 저온대역에서 온도가 상승함에 따라 반도체의 전기 전도도가 상승하는 현상은 ionized impurity scattering이 주된 전하산란기전으로 작용할 때 나타나는 거동으로 해석되며, 특징적으로 전하이동도 μ ∝ T1.5 의 온도의존성을 가진다고 알려져 있다 [21]. 한편, ionized impurity scattering이 무시할 수준인 경우에는 acoustic phonon scattering이 주된 산란기전으로 작용하게 되며, μ ∝ T-1.5의 온도의존성을 갖는다. 이에 비교검토를 위하여 그림 2에 전기전도도의 온도의존성을 부가적으로 표시하였으며, SPS 온도가 1023 K 이하일 때의 전기전도도는 T1.33 에 비례하는 온도의존성을 가지는 반면 1073 K에서 소결된 샘플은 T-0.72의 기울기를 갖는 것을 볼 수 있다.
좀 더 명확한 추론을 위해 PPMS를 이용하여 298-373 K 온도구간에서 Hall 측정을 실시한 결과를 그림 3에 표시하였다. 그림 3 (a)의 전하이동도 그래프를 보면 1023 K 이하에서 소결된 샘플들의 전하이동도는 대략 T1.5에 비례하는 온도의존성을 보여주며, 측정온도가 상승함에 따라 전하이동도가 증가한다. SPS 온도가 상승하면서 전하이동도가 전체적으로 증가하였으며, 특히 1073 K에서 소결된 샘플의 전하이동도가 큰 폭으로 증가하여 298 K에서 최대 135 cm2 V-1s-1의 높은 값을 나타냈다. 또한, 1073 K에서 소결된 샘플은 전하이동도의 온도의존성이 다른 샘플들과 상반되며, (-)값을 보인다. 한편, 그림 3 (b)는 Hall 측정으로 얻은 전하농도를 비교한 그래프이며, 298-373 K 온도구간에서 거의 온도의존성을 보이지 않고 일정한 값을 나타냈다. SPS 온도가 923 K → 1073 K로 상승함에 따라 298 K에서의 전하농도가 6.9 × 1019 cm-3에서 3.1 × 1019 cm-3로 감소하였음을 관찰할 수 있다.
이와 같은 결과들을 종합하면, 1023 K 이하에서 소결된 샘플들은 전하를 띤 결함들을 다수 포함하여 423-473 K 이하의 저온대역에서 ionized impurity scattering이 주된 전하산란 기전으로 작용하는 반면, SPS 온도 1073 K에서는 이러한 결함들이 소멸되면서 본래의 acoustic phonon scattering으로 회귀하고 이에 따라 전하이동도가 증가하는 것으로 해석된다. 결함들이 많이 생성되는 원인은 기계적 합금화 과정에서 원료분말들이 높은 에너지의 금속구들과 지속적으로 충돌하면서 냉간압접과 파괴에 의한 분말의 변형 및 미세화가 반복적으로 발생하기 때문이며, 이 과정에서 강한 물리적 충격에 의해 불가피하게 다량의 결함이 발생할 것을 예상할 수 있다. 실제로 기존의 문헌들을 살펴보면, {기계적 합금화 + 소결}의 2단계 공정으로 Mg3Sb2-xBix 소재를 합성한 경우 그림 2와 같은 포물선 형태의 전기전도도 온도의존성을 공통적으로 보고하였다 [10,22,23]. 기계적 합금화 공정에서 발생하는 결함은 Mg3Sb2-xBix 소재에서 가장 낮은 형성에너지를 갖는 점결함으로 계산된 Mg vacancy [10] 를 비롯하여 전위, 적층결함 (stacking fault), 입계 (grain boundary) 등 다양한 선결함과 면결함을 포함할 것으로 예상된다.
그림 4는 희석된 질산용액으로 Mg3SbBi0.99Te0.01 소결체들을 짧은 시간동안 식각함으로써 결정립계가 명확하게 드러나도록 하여 촬영한 주사전자현미경(SEM) 이미지이다. (a)-(d)의 이미지를 비교하면 SPS 온도가 상승하였음에도 불구하고 결정립의 크기가 거의 변함이 없는 것처럼 보이며, line intercept method를 사용하여 평균적인 결정립의 크기를 측정하면 실제로 그림 4 (e)와 같이 10~12 µm의 범위에서 거의 일정한 값을 가진다. 이것은 SPS 온도가 상승하면 결정립의 평균크기가 대폭 증가할 것이라는 일반적인 통념과는 크게 다른 결과이며, 그 원인은 SPS 공정 시간이 5분이므로 결정립 성장속도의 차이가 발현되기에는 상대적으로 소결시간이 짧기 때문인 것으로 추측된다. 그림 4의 결과는 그림 3과 같이 SPS 온도가 상승함에 따라 전하의 이동도가 증가하는 현상이 결정립의 평균직경 증가에 기인한 것이 아님을 입증한다.
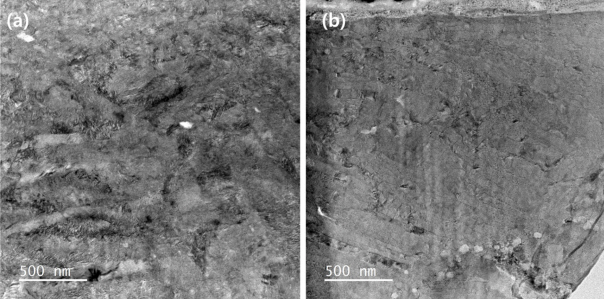
그림 5는 923 K와 1073 K에서 SPS를 진행한 샘플의 미세구조를 TEM으로 촬영한 명시야상 (bright field) 이미지이다. 923 K에서 소결된 샘플에서는 결함으로 인한 수 많은 콘트라스트를 관찰할 수 있는 반면, 1073 K에서 소결된 샘플에서는 그러한 콘트라스트가 확실히 적고 전체적으로 균일해 보인다. 따라서 SPS 온도는 Mg3SbBi0.99Te0.01 소결체 내부의 결함농도와 직접적인 상관관계가 있음을 알 수 있으며, SPS 온도가 상승하면 소결과정이 진행됨과 동시에 결함들이 anneal out 되면서 전하이동도의 상승이 수반되는 것으로 보인다.
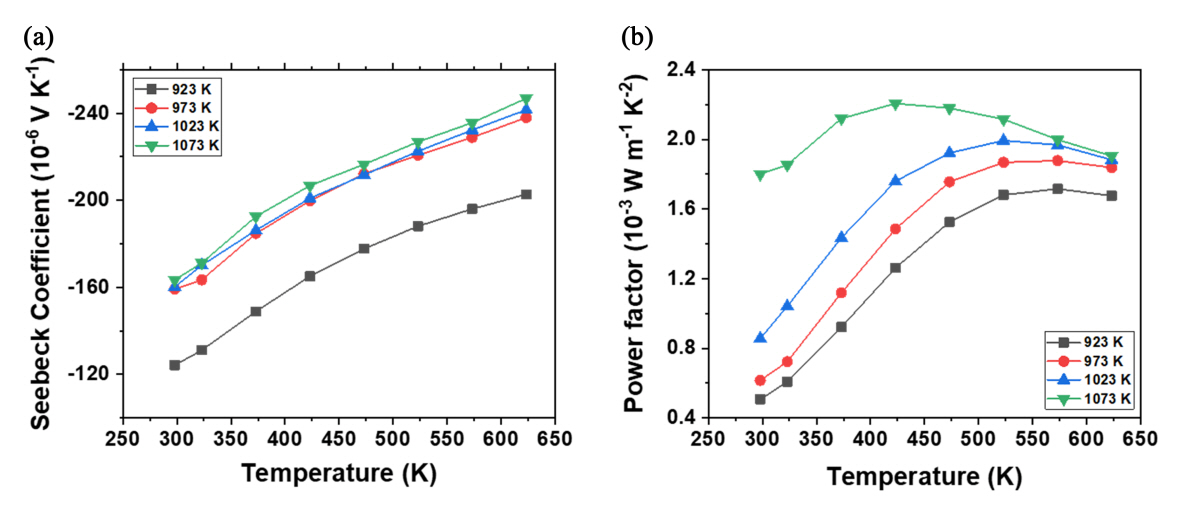
그림 6 (a)는 각 샘플의 제벡계수의 온도의존성을 비교한 그래프이다. SPS 온도가 973 K 이상으로 상승하면 제벡계수가 큰 폭으로 증가하였으며, 973 K 이상에서는 SPS 온도 상승에 따른 추가적인 상승폭은 상대적으로 작았다. 측정온도 범위에서의 제벡계수 최대값은 1073 K에서 소결된 샘플로부터 623 K에서 측정한 -247 × 10-6 V K-1 였다. 그림 6 (b)는 파워팩터 (power factor, PF)의 온도의존성을 보여주는데, {파워팩터 = (전기전도도) × (제벡계수)2}의 관계식으로부터 계산되며 열전발전으로 얻을 수 있는 출력의 척도이다. 그림 6 (a)와 같이 SPS 온도 상승에 따라 제벡계수가 증가하기 때문에 이에 따라 파워팩터는 증가하는 경향을 보인다. 특히 SPS 온도 1073 K에서 파워팩터가 큰 폭으로 증가하여 최대값이 2.2 × 10-3 W m-1K-2 (423 K)에 이르렀으며, 298-473 K 의 저온대역에서 상승폭이 큰 것을 알 수 있다. 이것은 그림 2에서 확인할 수 있듯이 해당 온도범위에서의 전기전도도가 크게 상승하기 때문이다. 결과적으로 1073 K에서 Mg3SbBi0.99Te0.01 샘플을 소결했을 경우에 298-473 K 의 저온대역에서 전기전도도와 제벡계수가 동반상승하는 잇점을 얻을 수 있었다.
그림 7 (a)는 Mg3SbBi0.99Te0.01 소결체의 열전도도를 비교한 그래프이다. SPS 온도가 증가함에 따라 소결체의 열전도도가 전 온도영역에서 감소하는 현상이 관찰된다. 이러한 현상의 원인을 좀 더 깊게 살펴보기 위해서는 열전도도를 구성하는 각각의 성분들을 검토할 필요가 있다. 일반적으로, 소재의 열전도도(κ)를 구성하는 성분은 격자 열전도(κlat), 전자 이동(κel), 그리고 높은 온도에서 열에너지에 의해 생성된 전자-정공쌍에 의한 bipolar conduction 성분(κbi)이 있는데, 본 실험에서 합성된 소결체는 Te 도핑으로 인하여 그림 3 (b)와 같이 1019 cm-3 대역의 높은 전자농도를 가지므로, 소수전하(minority carrier) 생성에 의한 bipolar conduction 성분은 무시할 수 있다. 따라서 열전도도는 식 (1)과 같이 표현된다:
한편, Wiedemann-Franz 법칙에 따르면, 전자열전도도 κel은 다음과 같이 구할 수 있다:
식 (2)에서 L은 Lorenz number, σ는 전기전도도, T는 절대온도이다. Lorenz number의 계산은 conduction band가 single parabolic band임을 가정하면 이미 측정된 제벡계수로부터 비교적 간단한 계산을 통해 추출할 수 있는데, Lorenz number와 제벡계수는 Fermi-Dirac integral Fn(ξ)를 사용하여 아래와 같이 표현된다 [24]:
식 (3)-(5)에서, r은 scattering parameter, ξ는 reduced Fermi energy (=EF/kT)이다. acoustic phonon scattering이 주된 기전일 경우 r = -0.5이며, ionized impurity scattering이 주로 작용할 경우에는 r = 1.5의 값을 가진다 [24]. 본 실험에서 합성된 소결체는 그림 2와 같이 ionized impurity scattering과 acoustic phonon scattering이 우세한 온도영역이 명확하게 구분되므로, 각 온도영역에 적합한 r 값을 대입한 후 ξ를 제벡계수 S로부터 계산하여 Lorenz number 계산에 적용할 수 있었다. 이렇게 구한 L값을 수식 (2)와 (1)에 순차적으로 적용하여 최종적으로 κlat을 계산해내면 그림 7 (b)와 같다. SPS 온도가 상승함에 따라 κlat이 감소하는 경향을 뚜렷하게 관찰할 수 있었으며, 이것은 기계적 합금화 과정에서 생성된 결함들이 포논산란을 촉진시키는 역할을 할 것이므로 SPS 온도가 상승할수록 결함이 소멸하여 κlat이 증가할 것이라는 일반론에 근거한 예상과는 정반대의 결과이다.
Mg3Sb2는 κlat이 낮은 열전소재이며, 그 원인은 Mg-Sb 원자결합의 특성 및 MgSb4 사면체 내부에 위치한 Mg 원자의 비대칭적인 진동에 기인하여 Mg3Sb2 격자가 근원적으로 큰 부조화성(anharmonicity)을 갖기 때문이라고 알려져 있다 [25-27]. 이처럼 원래의 자리에 위치하는 Mg 원자가 Mg3Sb2의 낮은 열전도도에 중요한 역할을 수행하는 상황에서, 기계적 합금화 과정의 물리적 충격에 의해 Mg vacancy 등의 결함이 증가하면 오히려 Mg3Sb2 격자의 부조화성을 낮추면서 κlat이 증가하는 결과를 초래하는 것으로 추론할 수 있으며, 이를 실제로 검증하기 위해서는 이론적 계산을 비롯한 추가적인 연구가 필요하다. 추론을 배제하고 연구결과만을 종합하면, 본 연구에서는 SPS 온도를 높임으로써 파워팩터 상승 및 열전도도 하락을 동시에 달성하는 이중의 효과를 확보할 수 있었으며, 이러한 결과로부터 기계적 합금화 공정을 거친 Mg3Sb2-xBix 소재의 합성에 있어서 SPS 온도가 매우 결정적인 변수임을 확인하였다. 여기서 왜 SPS 온도 1073 K가 중요한 온도로 작용하는지는 추후 규명되어야 할 사안으로 남아있다.
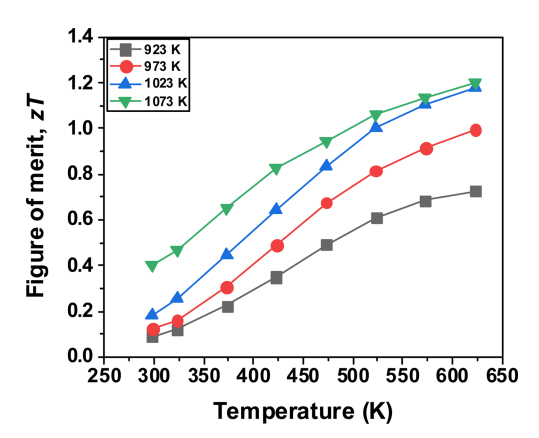
그림 8은 본 연구에서 합성된 Mg3SbBi0.99Te0.01 소결체의 무차원 성능지수(dimensionless figure of merit) zT의 그래프이다. SPS 온도가 상승함에 따라 전체 온도대역에서 zT가 상승하며, 특히 SPS 온도가 1073 K로 상승할 때 298-473 K 온도대역에서의 zT 향상이 두드러진다. 실제로 1023 K → 1073 K로 SPS 온도가 상승할 때 298 K에서의 zT값은 0.18 → 0.40으로 향상되었다. 이것은 앞서 살펴본 바와 같이 저온대역에서의 전자이동도 향상에 의한 전기전도도의 큰 폭의 상승에 기인한다. 본 연구에서는 1073 K에서 소결된 Mg3SbBi0.99Te0.01 소결체에서 최대의 성능지수를 얻을 수 있었으며, 623 K에서 zT = 1.20의 최대값에 도달함을 확인하였다. 이것은 SPS 온도 923 K에서의 zTmax = 0.73에 비해 약 64 % 향상된 결과이다.
4. 결 론
본 연구에서는 {기계적 합금화 + 소결}의 2단계 합성공정을 이용하여 Mg3SbBi0.99Te0.01 n형 열전소재를 합성하였으며, SPS 온도의 변화가 열전물성에 미치는 영향을 실험을 통해 분석하였다. 기계적 합금화 과정에서 생성된 것으로 보이는 결함들이 소결 후에도 잔류하여 473 K 이하의 저온대역에서 전기전도도를 저하시키는 주요 원인으로 작용하는 것으로 파악되었다. 그러나 SPS 온도를 1073 K로 높였을 때 전자수송을 방해하는 결함들이 소멸하면서 전하 이동도와 전기전도도가 큰 폭으로 상승하였으며, 이로 인해 소재의 파워팩터가 저온대역을 중심으로 크게 증가하여 최대 2.2 × 10-3 W m-1K-2 (423 K)에 달하였다. 흥미롭게도 SPS 온도가 상승함에 따라 열전도도가 감소하여 {파워팩터 향상 + 열전도도 감소}의 이중의 긍정적인 효과를 얻을 수 있었으며, 이로 인해1073 K에서 소결된 샘플에서 zTmax = 1.2의 높은 성능지수를 확보하였다. 결론적으로 기계적 합금화 공정을 Mg3Sb2-xBix열전소재 합성에 적용할 경우 SPS 온도가 매우 중요한 공정변수로 작용하며, 기계적 합금화 과정에서 발생하는 결함을 제거할 수 있는 적절한 SPS 온도를 설정하는 것이 소재특성 향상에 매우 큰 영향을 끼친다는 것을 확인하였다.