1. ņä£ ļĪĀ
ņ×ÉļÅÖņ░© ņé░ņŚģņŚÉņä£ļŖö ĻĖ░ņĪ┤ņŚÉ ņ×ÉļÅÖņ░©ņÜ® ļČĆĒÆłņ£╝ļĪ£ ņé¼ņÜ®ļÉśņ¢┤ņś© ņ▓ĀĻ░Ģ ņåīņ×¼ļź╝ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņ£╝ļĪ£ ļīĆņ▓┤ĒĢśņŚ¼ ņ░©ļ¤ēņØś ļ¼┤Ļ▓īļź╝ Ļ░Éņåīņŗ£ĒéżļĀżļŖö ņŗ£ļÅäļōżņØ┤ ņ׳ņ¢┤ ņÖöļŗż. ĒŖ╣Ē׳ ņĀäĻĖ░ ņ×ÉļÅÖņ░©, ĒĢśņØ┤ļĖīļ”¼ļō£ ņ×ÉļÅÖņ░© ļō▒Ļ│╝ Ļ░ÖņØĆ ņ░©ņäĖļīĆ ņ×ÉļÅÖņ░©ņØś Ļ▓ĮņÜ░ ļ░░Ēä░ļ”¼ ņé¼ņÜ®Ļ│╝ ļČĆĒÆł ņłśņØś ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ļ¼┤Ļ▓ī ņ”ØĻ░Ćļź╝ ņāüņćäņŗ£ĒéżĻ│Ā ņŻ╝Ē¢ē ņä▒ļŖźņØä ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ┤ ļ░░Ēä░ļ”¼ ĒĢśņÜ░ņ¦ĢĻ│╝ ņä£ļĖī ĒöäļĀłņ×ä, Ēøäļō£ ļō▒ņŚÉ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØ┤ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż[1-4]. ņ░©ļ¤ē ņČ®ļÅī ņŗ£ ņĢłņĀäņä▒ņØä Ē¢źņāüņŗ£ĒéżĻ│Ā ņ░©ņ▓┤ ņåÉņāüņØä Ļ░Éņåīņŗ£ĒéżļŖö Ēü¼ļלņē¼ ņśüņŚŁ (crash zone)ņŚÉļÅä ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņĀüņÜ®ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ņ£╝ļ®░[5], ņ░©ļ¤ē ņČ®ļÅī ņŗ£ ņÖĖļČĆ ņČ®Ļ▓®ņØä ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ĒØĪņłśĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņé¼ņÜ®ļÉśļŖö ļČĆĒÆłņØś ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØä Ē¢źņāüņŗ£ĒéżļĀżļŖö ņŚ░ĻĄ¼Ļ░Ć ņØ┤ņ¢┤ņĀĖ ņśżĻ│Ā ņ׳ļŗż[6-9]. ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØĆ ņåīņ×¼Ļ░Ć ļ│ĆĒśĢļÉśļ®┤ņä£ ĒØĪņłśļÉśļŖö ņŚÉļäłņ¦ĆņØś ņ¢æņ£╝ļĪ£ Ļ▓░ņĀĢļÉśļ»ĆļĪ£ ņåīņ×¼ ļ¼╝ņä▒ņØ┤ļéś ļČĆĒÆł ĒśĢņāüņØä ņĀ£ņ¢┤ĒĢśņŚ¼ ņĄ£ņĀüĒÖö ĒĢĀ ņłś ņ׳ļŗż. ņ¢ćņØĆ ļæÉĻ╗śļź╝ Ļ░Ćņ¦ĆļŖö ĒŖ£ļĖī ĒśĢņāüņØĆ Ļ░Ćņן ņØ╝ļ░śņĀüņØ┤Ļ│Ā Ļ│ĀņĀäņĀüņØĖ ĒśĢņāüņ£╝ļĪ£ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņŚÉ ļīĆĒĢ£ ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņØ┤ļŻ©ņ¢┤ņĀĖņÖöļŗż. ņøÉĒśĢ ĒŖ£ļĖī ĒśĢņāüņØś Ļ▓ĮņÜ░ ņČĢļ░®Ē¢źņ£╝ļĪ£ ņĢĢņČĢ ĒĢśņżæņØä ļ░øņØä ļĢī ņĀÉņ¦äņĀü ņóīĻĄ┤ (buckling)ņŚÉ ņØśĒĢśņŚ¼ ņŻ╝ļ”äņØ┤ ļ░£ņāØĒĢśļ®┤ņä£ ņŚÉļäłņ¦Ćļź╝ ĒØĪņłśĒĢśĻ▓ī ļÉśļŖöļŹ░, ņŻ╝ļ”äņØś ĒśĢņāüņŚÉ ļö░ļźĖ ļČĢĻ┤┤ļ¬©ļō£ (collapse mode)ļŖö Ēü¼Ļ▓ī ņČĢļīĆņ╣ŁņØĖ ļ¦ü ļ¬©ļō£ (ring mode), ņČĢļ╣äļīĆņ╣ŁņØĖ ļŗżņØ┤ņĢäļ¬¼ļō£ ļ¬©ļō£ (diamond mode) ļ░Å ņČĢļīĆņ╣ŁĻ│╝ ņČĢļ╣äļīĆņ╣ŁņØ┤ Ēś╝ĒĢ®ļÉśņ¢┤ ņ׳ļŖö Ēś╝ĒĢ® ļ¬©ļō£ (mixed mode)ļĪ£ ĻĄ¼ļČä ĒĢĀ ņłś ņ׳ļŗż. ļČĢĻ┤┤ ļ¬©ļō£ļŖö ĒŖ£ļĖīņØś ĒśĢņāü ļ╣äņŚÉļö░ļźĖ ņśüĒ¢źĻ│╝ ĒĢ©Ļ╗ś ņåīņ×¼ņØś ĒĢŁļ│Ą Ļ░ĢļÅä (Žāy)ņÖĆ Ēāäņä▒Ļ│äņłś (E)ņØś ļ╣ä (Žāy/E)ņŚÉ ļö░ļØ╝ ņĀäĒÖśņĀÉņØ┤ ļŗ¼ļØ╝ņ¦ł ņłś ņ׳ļŗż[10,11]. ĒŖ£ļĖīņØś ņĀÉņ¦äņĀü ņóīĻĄ┤ņŚÉ ņØśĒĢ£ ĒĢśņżæ (load) ŌĆō ļ│Ćņ£ä (displacement) Ļ│ĪņäĀņØĆ ņĢĢņČĢ ĒלņØ┤ Ļ░ĆĒĢ┤ņ¦Ćļ®┤ņä£ ĒĢśņżæ Ļ░ÆņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā, ņĀæĒלņØ┤ ņŗ£ņ×æļÉĀ ļĢī ņĄ£Ļ│ĀņĀÉņŚÉ ņØ┤ļźĖ Ēøä ĒĢśĻ░ĢĒĢśļŖö ĒśĢĒā£ļź╝ Ļ░¢ļŖö Ļ│ĪņäĀņØ┤ ļ░śļ│ĄļÉ£ļŗż. ņ▓½ ņĀæĒלņØ┤ ļ░£ņāØĒĢĀ ļĢī ļīĆļČĆļČä Ļ░Ćņן Ēü░ ĒĢśņżæ Ļ░ÆņØ┤ ļéśĒāĆļéśļŖöļŹ░ ņØ┤ļź╝ ņĄ£ļīĆ ļ░śļĀź (peak reaction force)ņØ┤ļØ╝Ļ│Ā ĒĢśļ®░, ĒÅēĻĘĀ ĒĢśņżæ (mean force)ņØĆ ņĢĢņČĢ ļ│ĆĒśĢ ļÅÖņĢł ĒŖ£ļĖīņŚÉ ņ×æņÜ®ĒĢśļŖö ĒĢśņżæņØś ĒÅēĻĘĀĻ░ÆņØ┤ ļÉ£ļŗż. ļśÉĒĢ£ ĒĢśņżæ ŌĆō ļ│Ćņ£ä Ļ│ĪņäĀņØś ņĢäļל ļ®┤ņĀüņØä Ļ│äņé░ĒĢ£ Ļ░ÆņØä ĒØĪņłś ņŚÉļäłņ¦Ć (absorbed energy)ļĪ£ Ēæ£ĒśäĒĢśļ®░ ĒØĪņłś ņŚÉļäłņ¦Ćļź╝ ļ¼┤Ļ▓īļĪ£ ļéśļłł Ļ░ÆņØä ĒŖ╣ņĀĢ ņŚÉļäłņ¦Ć ĒØĪņłśļŖź (specific energy absorption)ņØ┤ļØ╝ ĒĢ£ļŗż. ĒĢ£ĒÄĖ ņåīņ×¼ņØś ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØĆ ĻĖ░Ļ│äņĀü ņä▒ņ¦łĻ│╝ ņāüĻ┤ĆĻ┤ĆĻ│äĻ░Ć ņ׳ņØä Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢĀ ņłś ņ׳ļŖöļŹ░, Ēśäņ×¼Ļ╣īņ¦ĆņØś ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ▓ĀĻ│╝ ņĢīļŻ©ļ»ĖļŖä, ļ│ĄĒĢ®ņ×¼ļŻīļź╝ ņä£ļĪ£ ļ╣äĻĄÉĒĢśļŖö ļé┤ņÜ®ņØ┤ ļīĆļČĆļČäņØ┤ļ®░ ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖöņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒Ļ│╝ ņŚÉļäłņ¦Ć ĒØĪņłśļŖź Ļ░äņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļÅäņČ£ĒĢśļŖö ļé┤ņÜ®ņØĆ ņāüļīĆņĀüņ£╝ļĪ£ ņĀüņ¢┤ ņ¦ĆņåŹņĀüņØĖ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż[12]. ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØĆ ļÅÖņØ╝ ņåīņ×¼ņŚÉņä£ļÅä ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļØ╝ ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØ┤ ļŗ¼ļØ╝ņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ļ│ĆĒÖöļÉśļŖö ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ļ░Å ņŚÉļäłņ¦Ć ĒØĪņłś Ļ▒░ļÅÖņØä ņŚ░Ļ│äĒĢśņŚ¼ Ļ│Āņ░░ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. 7003 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØĆ ņĀüņĀłĒĢ£ ņŚ┤ņ▓śļ”¼ņŚÉ ņØśĒĢ┤ MgZn2 (╬ĘņÖĆ ╬ĘŌĆ▓) Ļ░ĢĒÖöņāüņØä ņāØņä▒ĒĢ©ņ£╝ļĪ£ņŹ© ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ņ£╝ļ®░, ļåÆņØĆ Ēö╝ļĪ£ Ļ░ĢļÅäņÖĆ ņ¢æĒśĖĒĢ£ ņÜ®ņĀæņä▒, ņĢĢņČ£ Ļ░ĆĻ│Ąņä▒, ļé┤ņŗØņä▒ ļō▒ņØś Ļ░ĢņĀÉņØ┤ ņ׳ņ¢┤ ņ×ÉļÅÖņ░© ĻĄ¼ņĪ░ ņ×¼ļŻīļĪ£ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņØ┤ņ¢┤ņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░ ļåÆņØĆ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØä ņÜöĻĄ¼ĒĢśļŖö ļ▓öĒŹ╝ļ╣ö, Ēü¼ļלņē¼ļ░ĢņŖż ļō▒ņØś ņ×¼ļŻīļĪ£ ĒÖ£ņÜ®ĒĢĀ ņłś ņ׳ļŗż[13-15]. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 7003 ĒĢ®ĻĖłņŚÉ ļīĆĒĢ┤ ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØä ĒŖ£ļĖī ņČĢņĢĢņČĢ ņŗ£ĒŚśņØä ĒåĄĒĢ┤ ĒÅēĻ░ĆĒĢśņśĆņ£╝ļ®░, ļ»ĖņäĖņĪ░ņ¦üņØś ļ│ĆĒÖöĻ░Ć 7003 ĒĢ®ĻĖłņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦łĻ│╝ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä Ļ│Āņ░░ĒĢśņśĆĻ│Ā ĻĘĖ ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ĒĢ┤ņäØĒĢśņŚ¼ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņŚÉ ļ»Ėņ╣śļŖö ņŻ╝ņÜö ņØĖņ×Éļź╝ ļÅäņČ£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ ņåīņ×¼ļŖö ņ¦üĻ▓Į 30 mmņØś Al-Zn-MgĻ│ä 7003 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņĢĢņČ£ņ×¼ņØ┤ļ®░ ņĢĢņČ£ņāüĒā£ņØś ņŗ£ĒÄĖņØĆ FļĪ£ ļ¬ģļ¬ģĒĢśņśĆļŗż. ņ£ĀļÅäĻ▓░ĒĢ® ĒöīļØ╝ņ”łļ¦łļ▓Ģ (inductively coupled plasma, ICP)ņ£╝ļĪ£ ņĖĪņĀĢĒĢ£ 7003 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ĒÖöĒĢÖņä▒ļČä ļČäņäØĻ▓░Ļ│╝ļź╝ Ēæ£ 1ņŚÉ ļéśĒāĆļé┤ņŚłĻ│Ā, ņŗ£ļŻīļ¬ģĻ│╝ ĒøäņåŹ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņØä Ēæ£ 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņ¢┤ļŗÉļ¦ü ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØś ļ│ĆĒÖöļź╝ Ļ│Āņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ 200 Ōäā, 250 Ōäā, 300 Ōäā, 350 Ōäā, 400 ŌäāņŚÉņä£ Ļ░üĻ░ü 1ņŗ£Ļ░ä ņ£Āņ¦Ć Ēøä Ļ│ĄļāēĒĢśņŚ¼ O200, O250, O300, O350, O400 ņŗ£ĒÄĖņØä ņżĆļ╣äĒĢśņśĆļŗż. ņ×¼ļŻīņØś ņĄ£Ļ│Ā Ļ░ĢļÅäļź╝ Ļ░Ćņ¦ĆĻ▓ī ĒĢśļŖö ļ¬®ņĀüņ£╝ļĪ£ ņŗżņŗ£ĒĢśļŖö ņŗ£ĒÜ© ņŚ┤ņ▓śļ”¼ļŖö T4 ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░ 470 ŌäāņŚÉņä£ 1ņŗ£Ļ░ä ņ£Āņ¦ĆĒĢśļŖö ņÜ®ņ▓┤ĒÖöņ▓śļ”¼ Ēøä ļīĆĻĖ░ņżæņŚÉņä£ 10 ņØ╝ ņØ┤ņāü ļ░®ņ╣śĒĢśņŚ¼ ņ×ÉņŚ░ņŗ£ĒÜ©Ļ░Ć ņØ╝ņ¢┤ļéśļÅäļĪØ ĒĢśņśĆņ£╝ļ®░, T6 ņŗ£ĒÄĖņØĆ ļÅÖņØ╝ĒĢ£ ņÜ®ņ▓┤ĒÖöņ▓śļ”¼ Ēøä ņØĖĻ│Ąņŗ£ĒÜ© (80 Ōäā ├Ś 15 hr + 120 Ōäā ├Ś 48 hr)ļź╝ Ļ▒░ņ│É ņĀ£ņĪ░ĒĢśņśĆļŗż. ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦üņØś ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ ņĀäĻ│äļ░®ņé¼ĒśĢ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į (field-emission scanning electron microscope, FE-SEM; Hitachi SU-6600, Hitachi High-Technologies, Japan)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░ĆņåŹ ņĀäņĢĢ 15 kV ņĪ░Ļ▒┤ņŚÉņä£ EBSD (electron backscatter diffraction) ļČäņäØņØä ņŗżņŗ£ĒĢśņśĆļŗż. ĒĢ®ĻĖłņØś ņŚ┤ņĀü Ļ▒░ļÅÖņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ņŗ£ņ░©ņŻ╝ņé¼ņŚ┤ļ¤ēĻĖ░ (differential scanning calorimeter, DSC; Pyris Diamond DSC, Perkin-Elmer, USA)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 20.0 ml/minņØś ņ¦łņåī Ļ░ĆņŖż ļČäņ£äĻĖ░ņŚÉņä£ 10 Ōäā /minņØś ņŖ╣ņś© ņåŹļÅäļĪ£ 70 ŌĆō 600 Ōäā ņś©ļÅä ļ▓öņ£äņŚÉņä£ ņŚ┤ļ¤ē ļ│ĆĒÖöļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ļé┤ļČĆ ņāØņä▒ņāüņØĆ 80 ╬╝m ņØ┤ĒĢś ļæÉĻ╗śņØś ļ░ĢĒÄĖņØä Nital (25% HNO3+ 75% CH3OH) ņÜ®ņĢĪņØä ņØ┤ņÜ®ĒĢśņŚ¼ ŌĆō20 Ōäā, 20 V ņĪ░Ļ▒┤ņŚÉņä£ ņĀ£ĒŖĖĒÅ┤ļ”¼ņŗ▒ (jet-polishing; Tenupol-5, Struers, Denmark) ĒĢ£ Ēøä, Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓Į (transmission electron microscope, TEM; JEOL-2100F, JEOL, Japan)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░ĆņåŹ ņĀäņĢĢ 200 kV ņĪ░Ļ▒┤ņŚÉņä£ Ļ┤Ćņ░░ĒĢśņśĆļŗż. ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØś ļ│ĆĒÖöļź╝ ņĪ░ņé¼ĒĢśĻĖ░ ņ£äĒĢ┤ Ļ▓ĮļÅä ņĖĪņĀĢĻ│╝ ņØĖņן ĒŖ╣ņä▒ ĒÅēĻ░Ćļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. Ļ▓ĮļÅä ņŗ£ĒŚśņØĆ ļ¦łņØ┤Ēü¼ļĪ£ ļ╣äņ╗żņŖż Ļ▓ĮļÅäĻĖ░ (micro-Vickers hardness tester; HM-122, Mitutoyo, Japan)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĢĢņ×ģĒĢśņżæ 0.2 kgf, ņ£Āņ¦Ćņŗ£Ļ░ä 10 ņ┤łņØś ņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗżņŗ£ĒĢśņśĆļŗż. ņØĖņן ņŗ£ĒŚśņØĆ ASTM E8 ĻĘ£Ļ▓®ņŚÉ ņżĆĒĢśļŖö ļ┤ēņāü ņØĖņן ņŗ£ĒŚśĒÄĖņØä Ļ░ĆĻ│ĄĒĢśņŚ¼ ļ¦īļŖźņ×¼ļŻīņŗ£ĒŚśĻĖ░(universal testing machine; Instron 5982, Instron, USA)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ│ĆĒśĢ ņåŹļÅä 0.001/s ņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗżņŗ£ĒĢśņśĆļŗż. ņŚÉļäłņ¦Ć ĒØĪņłśļŖź ĒÅēĻ░Ćļź╝ ņ£äĒĢ£ ĒŖ£ļĖī ņČĢņĢĢņČĢ ņŗ£ĒŚśņØĆ ņÖĖĻ▓Į 19 mm, ļæÉĻ╗ś 1 mm, ļåÆņØ┤ 50 mmņØś ņøÉĒśĢ ĒŖ£ļĖī ņŗ£ĒÄĖņØä Ļ░ĆĻ│ĄĒĢśņŚ¼ ļ¦īļŖźņ×¼ļŻī ņŗ£ĒŚśĻĖ░ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ│ĆĒśĢ ņåŹļÅä 0.001/s ņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗżņŗ£ĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ļ░ÅĻ│Āņ░░
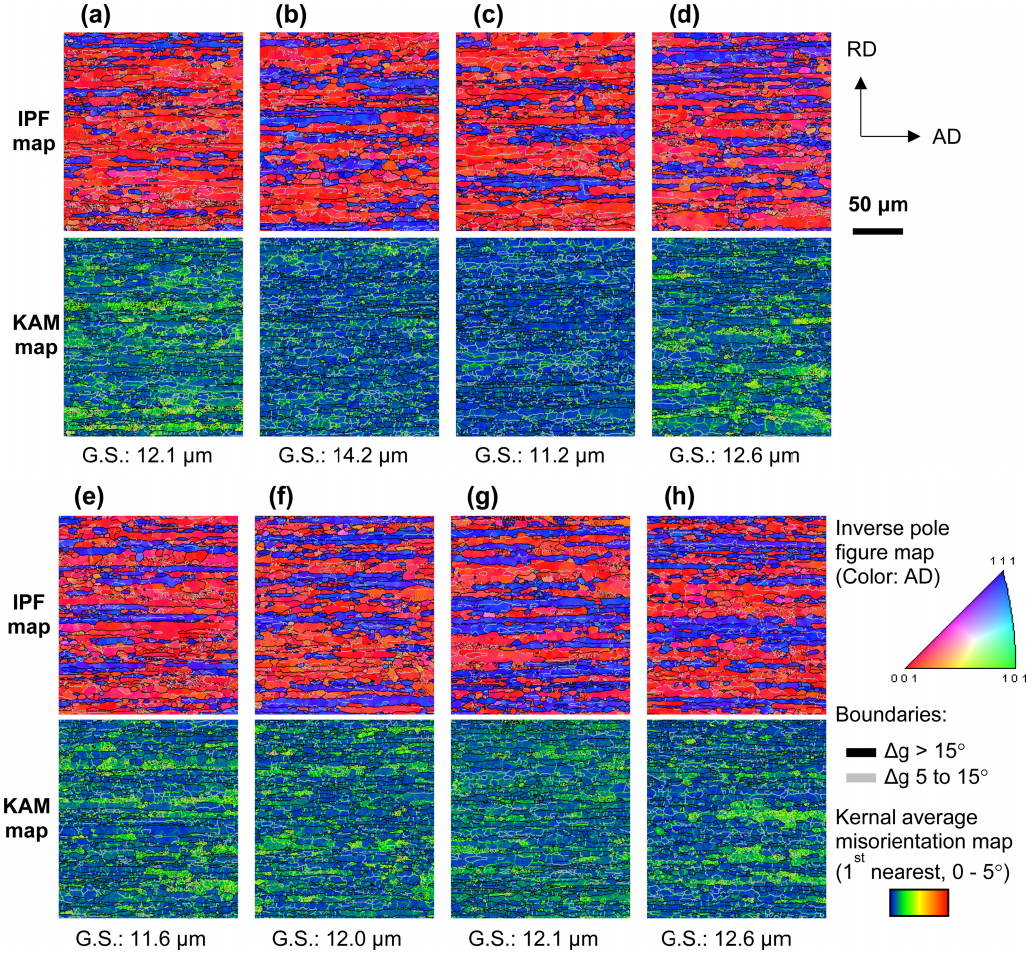
ĻĘĖļ”╝ 1ņØĆ EBSD ļČäņäØņØä ĒåĄĒĢśņŚ¼ ņ¢╗ņØĆ Ļ░ü ņŗ£ĒÄĖņØś IPF (inverse pole figure) mapĻ│╝ KAM (kernel average misorientation) mapņØä ļéśĒāĆļéĖļŗż. ņóīĒæ£ļŖö ņŗ£ĒÄĖņØś ļ░®Ē¢źņØä Ēæ£ņŗ£ĒĢśņśĆņ£╝ļ®░ ADļŖö ņČĢ ļ░®Ē¢ź (axial direction), RDļŖö ņøÉņŻ╝ ļ░®Ē¢ź (radial direction)ņØä ņØśļ»ĖĒĢ£ļŗż. Ļ▓░ņĀĢ ļ░®Ē¢źņØĆ AD ļ░®Ē¢źņØä ļéśĒāĆļé┤ņŚłņ£╝ļ®░ Ļ▓░ņĀĢļōżņØ┤ (001), (111) ļ®┤ņ£╝ļĪ£ ļ░░ņŚ┤ļÉ£ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ ņĖĪņĀĢ Ļ▓░Ļ│╝ļŖö KAM map ņĢäļלņŚÉ Ēæ£ņŗ£ĒĢśņśĆņ£╝ļ®░ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ņØś ņ░©ņØ┤ļŖö ņĀüņŚłĻ│Ā ņØ┤ļź╝ ĒåĄĒĢ┤ ņŚ┤ņ▓śļ”¼Ļ░Ć Ļ▓░ņĀĢļ”Į ņä▒ņןņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØĆ Ēü¼ņ¦Ć ņĢŖņØĆ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņŚ┤ņ▓śļ”¼ņŚÉ ņØśĒĢ£ ĒÜīļ│Ą ĒÜ©Ļ│╝ļź╝ KAM mapņØä ĒåĄĒĢ┤ Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŖöļŹ░, KAMņØĆ ĒŖ╣ņĀĢ ņ£äņ╣śņŚÉņä£ ņØ┤ņøāĒĢśļŖö ņśüņŚŁĻ│╝ņØś Ļ▓░ņĀĢ ļ░®ņ£äņ░© (misorientation)ļź╝ ĒÅēĻĘĀ ĒĢ£ Ļ░Æņ£╝ļĪ£ Ļ▓░ņĀĢ ņ×¼ļŻīņŚÉņä£ ņåīņä▒ļ│ĆĒśĢļ¤ēņØä Ļ░äņĀæņĀüņ£╝ļĪ£ Ēæ£ĒśäĒĢśļŖö ņ¦ĆĒæ£ņØ┤ļŗż[16,17].
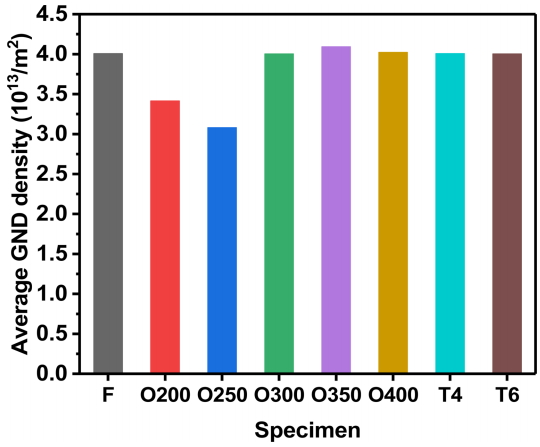
ĻĘĖļ”╝ 2ļŖö Ļ░ü ņŗ£ĒÄĖņØś ĒÅēĻĘĀ ĻĖ░ĒĢśņĀü ĒĢäņłś ņĀäņ£ä (geometrically necessary dislocation, GND) ļ░ĆļÅä Ļ░ÆņØä ļéśĒāĆļéĖ ĻĘĖļלĒöäņØ┤ļŗż[18]. ĻĖ░ĒĢśņĀü ĒĢäņłś ņĀäņ£äļŖö Ļ▓░ņĀĢ ļé┤ņŚÉņä£ ņåīņä▒ ļ│ĆĒśĢņŚÉ Ļ┤ĆņŚ¼ĒĢśļŖö ņĀäņ£äļĪ£ ņĀĢņØś ĒĢĀ ņłś ņ׳ļŗż[19]. KAM mapņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ O200, O250ņØ┤ ļé«ņØĆ ĻĖ░ĒĢśņĀü ĒĢäņłś ņĀäņ£ä ļ░ĆļÅä Ļ░ÆņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ņ£╝ļ»ĆļĪ£ ĒśäņĀĆĒĢ£ ĒÜīļ│Ą ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ 200 ŌĆō 250 Ōäā ņś©ļÅäņŚÉņä£ņØś ņŚ┤ņ▓śļ”¼Ļ░Ć ņĢĢņČ£ Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņāØĻĖ┤ ļåÆņØĆ ņĀäņ£ä ļ░ĆļÅäļź╝ ĒÜīļ│Ąņŗ£ĒéżļŖö ļŹ░ ĒÜ©Ļ│╝ņĀüņ×äņØä ņĢī ņłś ņ׳ļŗż.
ĻĘĖļ”╝ 3ņØĆ ņŚ┤ņ▓śļ”¼ Ēøä ņāØņä▒ņāüņØś ļ│ĆĒÖöļź╝ ļ│┤ĻĖ░ ņ£äĒĢśņŚ¼ ņŗ£ĒŚśĒĢ£ DSC Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłĻ│Ā Ļ░ü Ļ│ĪņäĀņØś Ēö╝Ēü¼ ņś©ļÅäļź╝ Ēæ£ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. 7000Ļ│ä ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØĆ ņĀüņĀłĒĢ£ ņŚ┤ņ▓śļ”¼ ņŗ£ ņŗ£ĒÜ©ļź╝ ĒåĄĒĢ£ ņČöĻ░ĆņĀüņØĖ Ļ░ĢļÅä Ē¢źņāüņØä ĻĖ░ļīĆĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ╝ļ░śņĀüņØĖ ņäØņČ£ Ļ│╝ņĀĢņØĆ ļŗżņØīĻ│╝ Ļ░Öļŗż.
Zn, Mg ņøÉņåīĻ░Ć ĒżĒĢ©ļÉ£ ĒĢ®ĻĖłņØä Ļ│ĄņĀĢ ņś©ļÅä ņØ┤ĒĢśņŚÉņä£ ņŚ┤ņ▓śļ”¼ĒĢ£ Ēøä ĻĖēļāēĒĢśļ®┤ Ļ│╝ĒżĒÖö Ļ│ĀņÜ®ņ▓┤Ļ░Ć ļÉśļ®░ ņĀüņĀłĒĢ£ ņŗ£ĒÜ© ņ▓śļ”¼ņŚÉ ņØśĒĢ┤ GP zoneĻ│╝ ņżĆ ņĢłņĀĢņāüņØĖ ╬Ę┬┤ņāüņØä Ļ▒░ņ╣£ Ēøä ĒÅēĒśĢņāüņØĖ ╬ĘņāüņØä ĒśĢņä▒ĒĢ£ļŗż. Ēö╝Ēü¼ 1ŌĆ▓Ļ│╝ 6ŌĆ▓ņØĆ ĒØĪņŚ┤ Ēö╝Ēü¼ļĪ£ Ļ░üĻ░ü GP zoneĻ│╝ ņäØņČ£ņāüņØś ņÜ®ĒĢ┤ņÖĆ Ļ┤ĆļĀ©ļÉ£ļŗż [20,21]. Ēö╝Ēü¼ 2, 3, 4ļŖö ļ░£ņŚ┤ Ēö╝Ēü¼ļĪ£ Ļ░üĻ░ü ╬ĘŌĆ▓ņāü ņäØņČ£, ╬ĘŌĆ▓ņāüņŚÉņä£ ╬Ę(╬Ę2)ņāüņ£╝ļĪ£ ļ│ĆĒā£, ╬Ę(╬Ę1)ņāüņØś ņäØņČ£Ļ│╝ Ļ┤ĆļĀ©ļÉśļ®░ [22-24] ļ░£ņŚ┤ Ēö╝Ēü¼ 5ļŖö ╬Ę (╬Ę2, ╬Ę4-7)ņāüņØś ĒśĢņä▒Ļ│╝ Ļ┤ĆļĀ©ļÉśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉ£ļŗż [25]. DSC ļČäņäØ Ļ▓░Ļ│╝ņŚÉņä£ F, O350, O400, T4ņŚÉņä£ Ļ┤Ćņ░░ļÉśļŖö GP zone ņÜ®ĒĢ┤ Ēö╝Ēü¼ (Ēö╝Ēü¼ 1ŌĆ▓)ņØś Ļ▓ĮņÜ░ O200, O250ņŚÉņä£ļŖö Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ĻĘĖļ”¼Ļ│Ā O200ņØś 275 Ōäā ļČĆĻĘ╝ ļ░£ņŚ┤ Ēö╝Ēü¼ļŖö ņĢłņĀĢĒĢ£ ╬Ę (╬Ę2, ╬Ę4-7)ņāüņ£╝ļĪ£ņØś ņāüļ│ĆĒā£ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£ 250 Ōäā ņØ┤ĒĢśņØś ņś©ļÅäļĪ£ ņ¢┤ļŗÉļ¦ü ņŗ£ GP zoneņØ┤ ņÜ®ĒĢ┤ļÉśņŚłĻ▒░ļéś ļŹöņÜ▒ ņĢłņĀĢĒĢ£ ╬ĘŌĆ▓ ļśÉļŖö ╬Ęņāüņ£╝ļĪ£ ļ│ĆĒā£ĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│╝ ņłś ņ׳ļŗż. O300, O350, O400, T4ņØś Ļ▓ĮņÜ░ ĒØĪņŚ┤, ļ░£ņŚ┤ Ēö╝Ēü¼ ņś©ļÅäĻ░Ć Ļ▒░ņØś ņØ╝ņ╣śĒĢ©ņØä ļ│┤ņØ┤ļŖöļŹ░, ņäØņČ£ņāüņØ┤ 300 Ōäā ļČĆĻĘ╝ņŚÉņä£ ņÜ®ĒĢ┤ļÉśļ»ĆļĪ£ ņäØņČ£ņāüņØś ņ×¼Ļ│ĀņÜ® ļ░Å ņØ┤Ēøä ņ×ÉņŚ░ņŗ£ĒÜ©ļź╝ ĒåĄĒĢ£ ņ×¼ņäØņČ£ņØ┤ ņØ╝ņ¢┤ļé£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. O300ņØĆ Ēö╝Ēü¼ 4Ļ░Ć Ļ┤Ćņ░░ ļÉśņ¦Ć ņĢŖņĢśļŖöļŹ░ ņŚ┤ņ▓śļ”¼ ņŗ£ ņĢłņĀĢĒĢ£ ņāüņØ┤ ņÜ®ĒĢ┤ļÉśņ¦Ć ņĢŖĻ│Ā ņ×öņĪ┤ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. O300, O350, O400, T4ļŖö Ēö╝Ēü¼ 1ŌĆ▓ņØ┤ Ļ▒░ņØś Ļ░ÖņØĆ ņ£äņ╣śņŚÉņä£ Ļ┤Ćņ░░ņØ┤ ļÉśņŚłņ¦Ćļ¦ī FļŖö ņĪ░ĻĖł ļŹö ļåÆņØĆ ņś©ļÅä ĻĄ¼Ļ░äņŚÉņä£ Ļ┤Ćņ░░ļÉśņŚłļŖöļŹ░, Ēö╝Ēü¼ 1ŌĆ▓ņØś ņĄ£ļīĆņĀÉ ņś©ļÅäļŖö GP zone Ēü┤ļ¤¼ņŖżĒä░ņØś Ēü¼ĻĖ░Ļ░Ć ņ╗żņ¦łņłśļĪØ ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ņ£╝ļ»ĆļĪ£ [23] GP zone Ēü┤ļ¤¼ņŖżĒä░Ļ░Ć ņä▒ņןĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. T6ņØś ņ▓½ ļ▓łņ¦Ė Ēü░ ĒØĪņŚ┤ Ēö╝Ēü¼ (3ŌĆ▓)ļŖö ╬ĘŌĆ▓ņāüņØś ņÜ®ĒĢ┤ Ēö╝Ēü¼ļĪ£ ļ│┤ņØ┤ļ®░ ņØĖĻ│Ąņŗ£ĒÜ© ņŚ┤ņ▓śļ”¼ļĪ£ ╬ĘŌĆ▓ņāüņØ┤ ņäØņČ£ļÉśņŚłņØīņØä ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż[20,21].
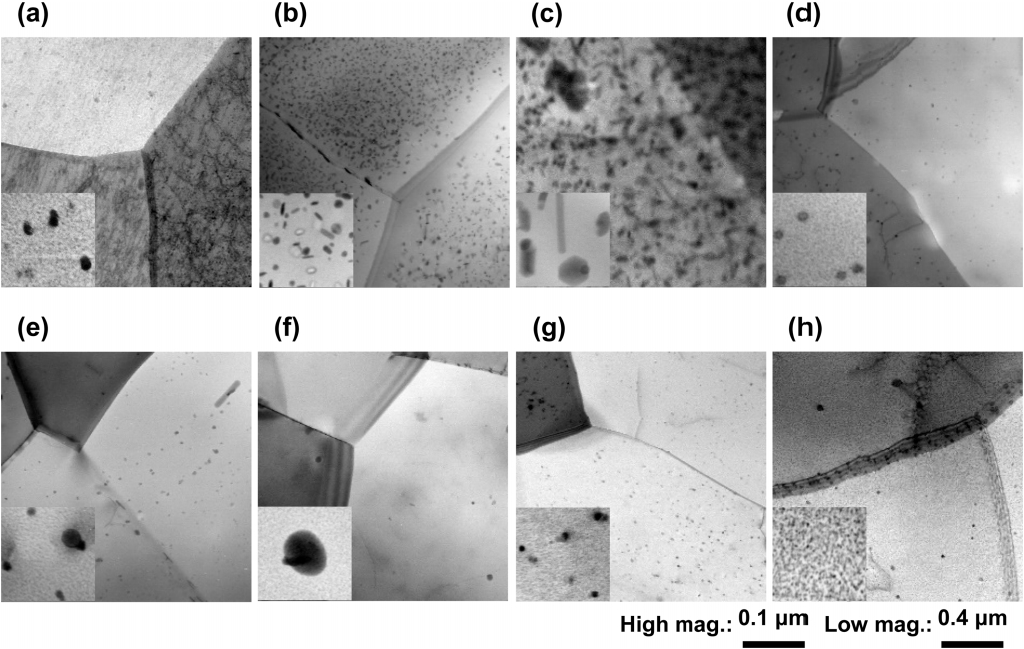
DSC ļČäņäØ Ļ▓░Ļ│╝ļĪ£ F, O300, O350, O400, T4ņŚÉļŖö GP zoneņØ┤, T6ņŚÉļŖö ╬ĘŌĆ▓ņØ┤, O200, O250ņŚÉļŖö ╬ĘĻ░Ć ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ĒĢśņśĆļŗż. ĻĘĖļ”╝ 4ļŖö ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ ņäØņČ£ņāüņØś ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢ£ TEM BF (bright filed) ņØ┤ļ»Ėņ¦ĆņØ┤ļŗż. ņŗ£ĒÄĖ FņŚÉņä£ļŖö Zr ņ▓©Ļ░ĆļĪ£ ņāØņä▒ļÉ£ ļČäņé░ņāüņØĖ Al3Zr ņāü [22,25,26]ņØś ļČäĒżņÖĆ ņĢĢņČ£ Ļ│╝ņĀĢņŚÉņä£ ļ░£ņāØĒĢ£ ņĀäņ£äļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. O200Ļ│╝ O250ņŚÉņä£ļŖö ņäØņČ£ņāü (╬Ę)ņØä Ļ┤Ćņ░░ ĒĢĀ ņłś ņ׳ņŚłĻ│Ā O200ļ│┤ļŗż O250ņŚÉņä£ ņäØņČ£ņāüņØś Ēü¼ĻĖ░Ļ░Ć Ēü¼ļ»ĆļĪ£ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ ņś©ļÅäņŚÉņä£ņØś ņŚ┤ņ▓śļ”¼ņŚÉ ņØśĒĢ┤ ņŚ┤ņ▓śļ”¼ņŚÉ ņØśĒĢ┤ ņäØņČ£ņāüļōżņØ┤ ņä▒ņןĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│╝ ņłś ņ׳ļŗż[27]. O300, O350, O400ņØś Ļ▓ĮņÜ░ ņ¢┤ļŗÉļ¦ü ņś©ļÅäĻ░Ć ļåÆņØäņłśļĪØ Al3Zr ņāüņØś Ēü¼ĻĖ░Ļ░Ć ņ╗żņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ļ│╝ ņłś ņ׳ņ£╝ļ®░ [28], FņŚÉ ņĪ┤ņ×¼ĒĢśļŹś ņäØņČ£ņāüļōżņØĆ 300 Ōäā ņØ┤ņāüņØś ņś©ļÅäņŚÉņä£ ņ×¼Ļ│ĀņÜ®ļÉśĻ│Ā ņØ┤Ēøä ņāüņś©ņŚÉ ļ░®ņ╣śļÉśņŚłņØä ļĢī ņ×ÉņŚ░ņŗ£ĒÜ© ļÉśņŚłņØä Ļ▓āņ£╝ļĪ£ ļ│┤ņØ┤ļ®░ ņäØņČ£ņāüņØĆ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņØĆ Ļ▓āņ£╝ļĪ£ ļ│┤ņĢä GP zone ņāüĒā£ļĪ£ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĻĘĖļ¤¼ļéś ņØĖĻ│Ąņŗ£ĒÜ©ļź╝ Ļ▒░ņ╣£ T6ņŚÉņä£ļŖö ļ»ĖņäĖĒĢśĻ│Ā ĻĘĀņØ╝ĒĢ£ ņäØņČ£ņāüņØś ļČäĒżļź╝ Ļ┤Ćņ░░ ĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņØ┤ļŖö ╬ĘŌĆ▓ņāüņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż[29].
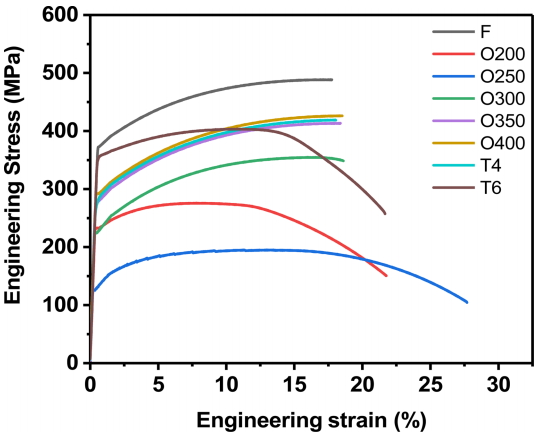
Ēæ£ 4ļŖö ņŚ┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ Ļ▓ĮļÅä ņŗ£ĒŚś Ļ▓░Ļ│╝ņÖĆ ņØĖņן ņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ ņĀ£ņŗ£ĒĢśņśĆĻ│Ā ĻĘĖļ”╝ 5ļŖö ņØĖņן Ļ│ĪņäĀņØä ļéśĒāĆļé┤ņŚłļŗż. Ļ░Ćņן ļé«ņØĆ Ļ▓ĮļÅä Ļ░ÆņØä Ļ░Ćņ¦ĆļŖö O250ņØ┤ Ļ░Ćņן ļé«ņØĆ ņØĖņן Ļ░ĢļÅä, ĒĢŁļ│Ą Ļ░ĢļÅä ļ░Å Ļ░Ćņן ļåÆņØĆ ņŚ░ņŗĀņ£© Ļ░ÆņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. FļŖö Ļ░Ćņן ļåÆņØĆ ņØĖņן Ļ░ĢļÅä, ĒĢŁļ│Ą Ļ░ĢļÅä ļ░Å ļé«ņØĆ ņŚ░ņŗĀņ£©ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŖöļŹ░, ņØ┤ļŖö ņŗ£ĒÄĖ Ļ░ĆĻ│Ą Ēøä ņŚ┤ņ▓śļ”¼ļź╝ ņ¦äĒ¢ēĒĢ£ ļŗżļźĖ ņŗ£ĒÄĖļōżĻ│╝ ļŗ¼ļ”¼ ņŚ┤ņ▓śļ”¼ļź╝ ĒĢśņ¦Ć ņĢŖņØĆ FņØś Ļ▓ĮņÜ░ ņĢĢņČ£ņŚÉ ņØśĒĢ£ Ļ░ĆĻ│Ą Ļ▓ĮĒÖö ĒÜ©Ļ│╝ļĪ£ ņØĖĒĢśņŚ¼ Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØĖņן Ļ│ĪņäĀņŚÉņä£ F, O300, O350, O400, T4ļŖö ņĄ£ļīĆ ņØĖņן Ļ░ĢļÅä ņ¦ĆņĀÉ ņØ┤Ēøä ļäżĒé╣ (necking)ņØ┤ Ļ▒░ņØś ņØ╝ņ¢┤ļéśņ¦Ć ņĢŖĻ│Ā ĒīīĻ┤┤ļÉ£ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ņŚÉ ļ░śĒĢ┤ O200, O250, T6ļŖö ļäżĒé╣ņØ┤ ņØ╝ņ¢┤ļé£ ņØ┤ĒøäņŚÉļÅä ņŚ░ņŗĀļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
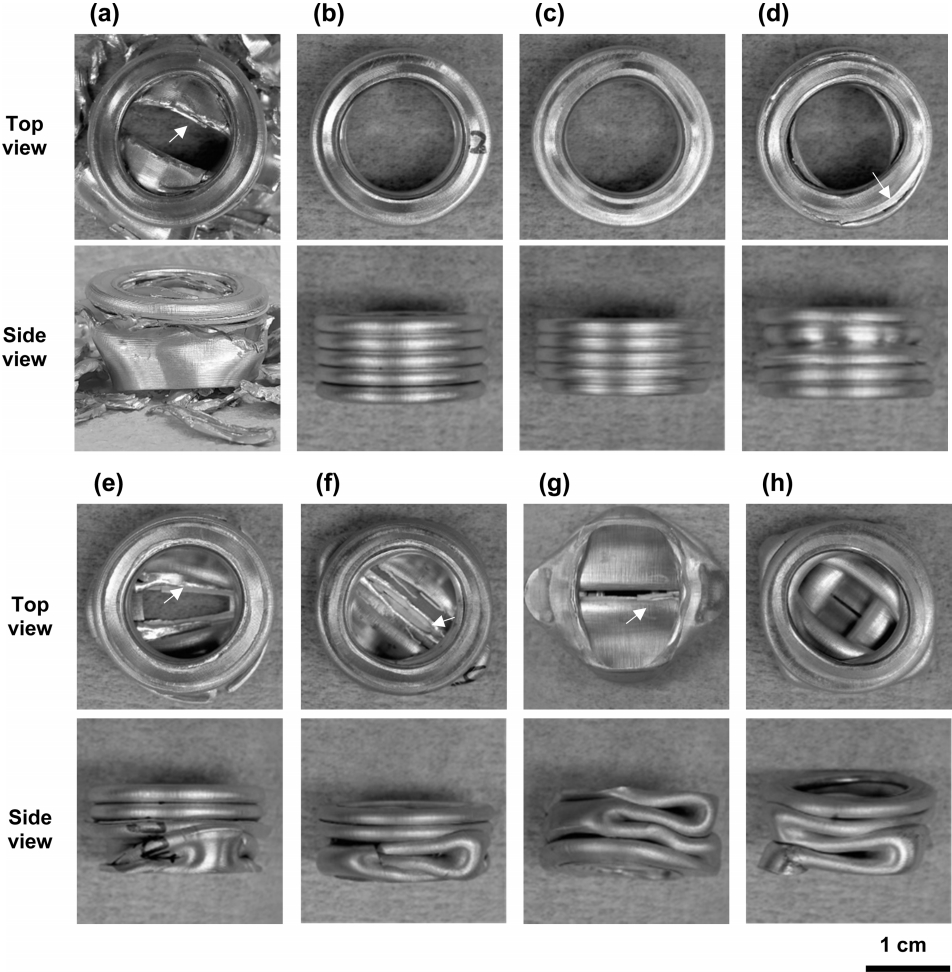
ĻĘĖļ”╝ 6ņØĆ 7003 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒŖ£ļĖīņØś ņČĢņĢĢņČĢ ņŗ£ĒŚś Ēøä ņŗ£ĒÄĖņØś ĒśĢņāüņØä ļ│┤ņŚ¼ņżĆļŗż. ĻĘĖļ”╝ņØś ĒÖöņé┤Ēæ£ļŖö ļČĆļČä ĒīīĻ┤┤Ļ░Ć ņØ╝ņ¢┤ļé£ ļČĆļČäņØä Ļ░Ćļ”¼Ēé©ļŗż. ņŗ£ĒÄĖ FļŖö ņ▓½ ļ▓łņ¦Ė ņĀæĒל ņØ┤Ēøä ņÖäņĀä ĒīīĻ┤┤Ļ░Ć ņØ╝ņ¢┤ļé¼ņ£╝ļ®░ ņØ┤ļŖö ļé«ņØĆ ņŚ░ņŗĀņ£© ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņŗ£ĒÄĖ O200, O250, O300ņŚÉņä£ ļČĢĻ┤┤ ļ¬©ļō£ļŖö ļ¦ü ļ¬©ļō£ļĪ£ ļéśĒāĆļé¼ņ£╝ļ®░ O350, O400, T4, T6ņŚÉņä£ļŖö Ēś╝ĒĢ® ļ¬©ļō£Ļ░Ć ļéśĒāĆļé©ņØä ĒÖĢņØĖĒĢśņŚ¼ ļ╣äĻĄÉņĀü ļé«ņØĆ ĒĢŁļ│Ą Ļ░ĢļÅäļź╝ Ļ░¢ļŖö Ļ▓ĮņÜ░ ļ¦ü ļ¬©ļō£Ļ░Ć ļ░£ņāØĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. O300, O350, O400, T4ļŖö ņŻ╝ļ”äļČĆņŚÉ ļČĆļČä ĒīīĻ┤┤ļź╝ Ļ┤Ćņ░░ ĒĢĀ ņłś ņ׳ņŚłļŖöļŹ░ ĒŖ╣Ē׳ ļŗżņØ┤ņĢäļ¬¼ļō£ ļ¬©ļō£Ļ░Ć ļ░£ņāØĒĢ£ ļČĆļČäņŚÉņä£ ņ¦æņżæņĀüņ£╝ļĪ£ Ļ┤Ćņ░░ļÉśņŚłļŗż. ļö░ļØ╝ņä£ ĒśĢņāüĒĢÖņĀü ņÜöņØĖņ£╝ļĪ£ ļŗżņØ┤ņĢäļ¬¼ļō£ ļ¬©ļō£ ņŻ╝ļ”äņŚÉ ņØæļĀź ņ¦æņżæņØ┤ ņ╗żņĀĖ ĒīīĻ┤┤Ļ░Ć ņØ╝ņ¢┤ļé£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. T6ļŖö ļŗżņØ┤ņĢäļ¬¼ļō£ ļ¬©ļō£Ļ░Ć ļ░£ņāØĒĢśņŚ¼ļÅä ļČĆļČä ĒīīĻ┤┤Ļ░Ć ņ£ĪņĢłņ£╝ļĪ£ ĒÖĢņØĖļÉśņ¦Ć ņĢŖņĢśņ£╝ļ®░ ņØĖņן ĒŖ╣ņä▒Ļ│╝ ļ╣äĻĄÉĒĢĀ ļĢī ļäżĒé╣ ņØ┤ĒøäņŚÉļÅä ņŚ░ņŗĀļÉ©ņØä ļ│╝ ņłś ņ׳ņ£╝ļ®░ ļ»ĖņäĖņĪ░ņ¦üĒĢÖņĀüņ£╝ļĪ£ļŖö ļ»ĖņäĖĒĢśĻ│Ā Ļ│Āļź┤Ļ▓ī ļČäņé░ļÉ£ ņäØņČ£ņāüņŚÉ ņØśĒĢ┤ Ļ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£© ļ¬©ļæÉ ņ”ØĻ░ĆĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
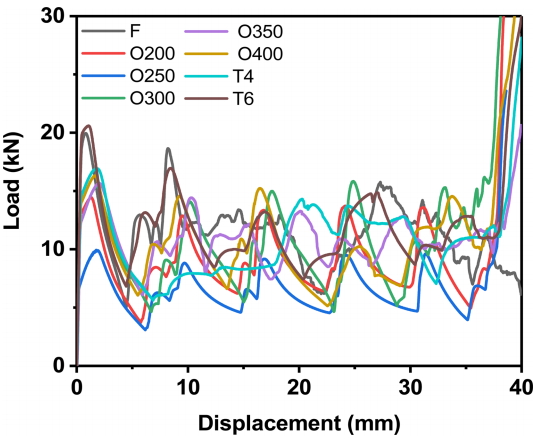
ĻĘĖļ”╝ 7ņØĆ ĒŖ£ļĖī ņČĢņĢĢņČĢ ņŗ£ĒŚśņØä ĒåĄĒĢśņŚ¼ ņ¢╗ņØĆ ĒĢśņżæ ŌĆō ļ│Ćņ£äĻ│ĪņäĀņØä ļéśĒāĆļé┤ņŚłņ£╝ļ®░ Ēæ£ 5ļŖö ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ņŚ┤ņ▓śļ”¼ņŚÉ ļīĆĒĢ£ ņŚÉļäłņ¦Ć ĒØĪņłś Ļ▒░ļÅÖ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŗż. FļŖö ņ▓½ ļ▓łņ¦Ė ņĀæĒל ņØ┤Ēøä ļČĆļČäņĀüņ£╝ļĪ£ ĒīīĻ┤┤Ļ░Ć ņØ╝ņ¢┤ļéśļ®┤ņä£ ĒīīĻ┤┤ņŚÉ ļö░ļźĖ ņĢĢņČĢ Ļ│ĪņäĀņØ┤ ļéśĒāĆļé¼ļŗż. ļ¦ü ļ¬©ļō£Ļ░Ć ļ░£ņāØĒĢ£ O200, O250, O300ņŚÉņä£ļŖö ņØ╝ņĀĢĒĢ£ Ēü¼ĻĖ░ņØś ņĢĢņČĢ Ļ│ĪņäĀņØ┤ ļ░śļ│ĄļÉśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ņ£╝ļ®░ Ēś╝ĒĢ® ļ¬©ļō£Ļ░Ć ļ░£ņāØĒĢ£ O350, O400, T4, T6ņŚÉņä£ ļ¬©ļō£ņŚÉ ļö░ļźĖ ņĢĢņČĢ Ļ│ĪņäĀ ņ░©ņØ┤ļź╝ ļ│╝ ņłś ņ׳ņ£╝ļ®░ ļŗżņØ┤ņĢäļ¬¼ļō£ ļ¬©ļō£ ļČĆļČäņŚÉņä£ ļ╣äĻĄÉņĀü ļé«ņØĆ ļ░śļĀźĻ│╝ Ēü░ ļ│Ćņ£äļź╝ Ļ░ĆņĀĖ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØ┤ ņĀĆĒĢśļÉ©ņØä Ļ┤Ćņ░░ ĒĢĀ ņłś ņ׳ņŚłļŗż[7,30].
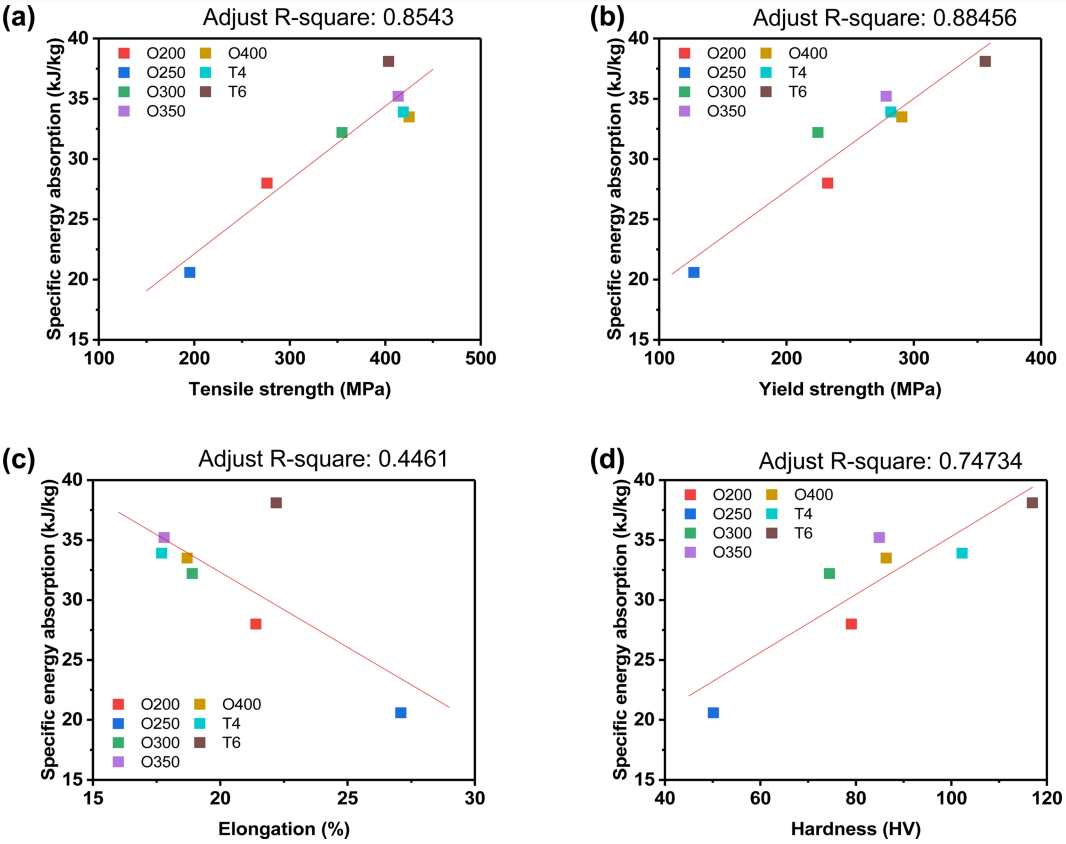
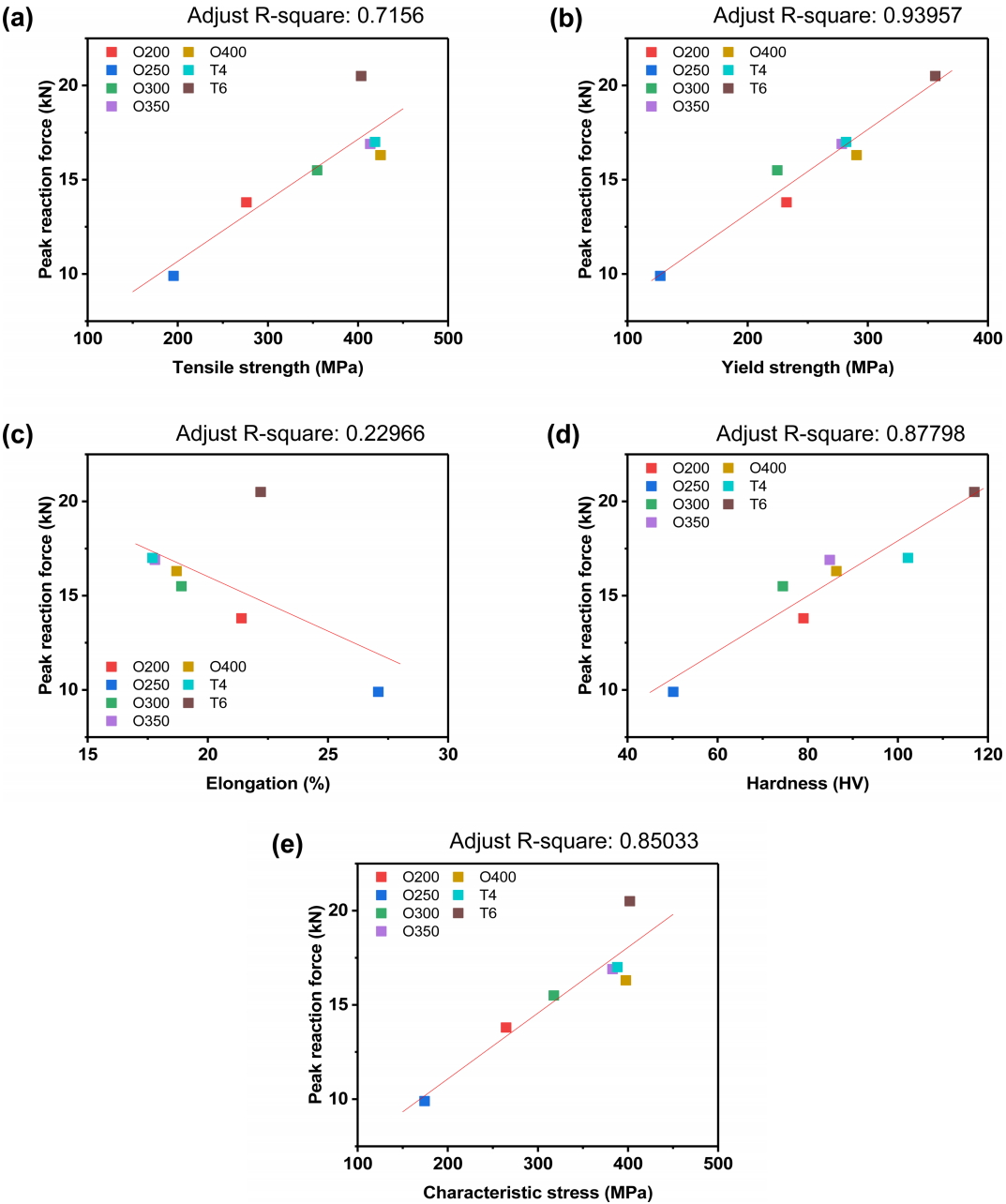
ĻĘĖļ”╝ 8ņØĆ ĒŖ╣ņĀĢ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźĻ│╝ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢ┤ ļéśĒāĆļéĖ ĻĘĖļלĒöäņØ┤ļŗż. ĒŖ╣ņĀĢ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźĻ│╝ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ Ļ░äņØś ņäĀĒśĢ Ļ┤ĆĻ│äļŖö ņłśņĀĢ Ļ▓░ņĀĢ Ļ│äņłś (adjust R-square)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ╣äĻĄÉĒĢśņśĆĻ│Ā ĻĘĖ Ļ▓░Ļ│╝ ĒŖ╣ņĀĢ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņŚÉ Ļ░Ćņן Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņåīņ×¼ņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØĆ ĒĢŁļ│Ą Ļ░ĢļÅäņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņäØņČ£ņāüņØ┤ ņä▒ņןĒĢśĻ│Ā Ļ▓░ņĀĢļ”Į ļé┤ļČĆ ņĀäņ£äĻ░Ć Ļ░ÉņåīĒĢśņŚ¼ Ļ░ĢļÅäĻ░Ć ņĀĆĒĢśļÉ£ O200 ļ░Å O250ņØĆ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØä Ļ░¢ļŖö ļ░śļ®┤, ņŗ£ĒÜ© ĒÜ©Ļ│╝ņŚÉ ņØśĒĢśņŚ¼ Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ O300, O350, O400, T4, T6ļŖö ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ĒŖ╣Ē׳, ņØĖĻ│Ąņŗ£ĒÜ©ņŚÉ ņØśĒĢśņŚ¼ Ļ░Ćņן ļåÆņØĆ ĒĢŁļ│Ą Ļ░ĢļÅäļź╝ Ļ░¢ļŖö T6ņØś Ļ▓ĮņÜ░ Ļ░Ćņן ļåÆņØĆ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØä ļ│┤ņ×äņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż.
ņøÉĒśĢ ĒŖ£ļĖīņØś ņŚÉļäłņ¦Ć ĒØĪņłśļŖź ņŚ░ĻĄ¼ļŖö ĒÅēĻĘĀ ĒĢśņżæņØä ļÅäņČ£ĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ ņ¦äĒ¢ēļÉśņŚłņ£╝ļ®░, ĒŖ╣ņĀĢ ņŚÉļäłņ¦Ć ĒØĪņłśļŖź (SEA)ņØĆ ĒÅēĻĘĀ ĒĢśņżæ (Fm)ņŚÉ ļ│Ćņ£ä (s)ņÖĆ ļ¼┤Ļ▓ī (M)ļź╝ Ļ│ĀļĀżĒĢśņŚ¼ ņŗØ 1ļĪ£ Ēæ£Ēśä ĒĢĀ ņłś ņ׳ļŗż.
Alexander [31]ņŚÉ ņØśĒĢśļ®┤ ļ¦ü ļ¬©ļō£ ļ░£ņāØ ņŗ£ ĒÅēĻĘĀ ĒĢśņżæ (Fm)ņØĆ ņŗØ 2ņÖĆ Ļ░ÖņØ┤ ĒĢŁļ│Ą Ļ░ĢļÅä (Žāy), ĒŖ£ļĖīņØś ļæÉĻ╗ś (t) ļ░Å ĒŖ£ļĖīņØś ĒÅēĻĘĀ ņ¦Ćļ”ä (D)ņØś ĒĢ©ņłśļĪ£ Ēæ£ĒśäļÉ£ļŗż.
ņŗØ 2ņŚÉņä£ ĒśĢņāüĒĢÖņĀü ļ│Ćņłśļź╝ ņĀ£ņÖĖĒĢśļ®┤ ĒÅēĻĘĀ ĒĢśņżæĻ│╝ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć ļ╣äļĪĆ Ļ┤ĆĻ│äļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņØ┤Ēøä ļ¦ÄņØĆ ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢ┤ņä£ Ļ░£ļ¤ēļÉ£ ņłśņŗØņØ┤ ņĀ£ņĢłļÉśņŚłņ£╝ļ®░, Hanssen [32] ņØś Ļ▓ĮņÜ░ ĒĢŁļ│Ą Ļ░ĢļÅäņÖĆ ņØĖņן Ļ░ĢļÅäņØś ĒÅēĻĘĀĻ░Æņ£╝ļĪ£ ņĀĢņØśĒĢ£ ĒŖ╣ņä▒ ņØæļĀź (characteristic stress)ņØä ņĀ£ņŗ£ĒĢśņśĆļŗż. ĒŖ╣ņä▒ ņØæļĀź (Žāo) ņØĆ ņŗØ 3ņ£╝ļĪ£ ņĀĢņØśĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņŚ¼ĻĖ░ņä£ ŽāuļŖö ņØĖņן Ļ░ĢļÅäļź╝ ņØśļ»ĖĒĢ£ļŗż.
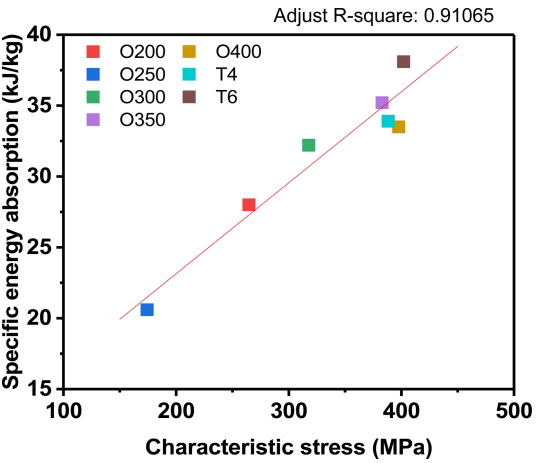
ĻĘĖļ”╝ 9ļŖö ĒŖ╣ņä▒ ņØæļĀźĻ│╝ ĒŖ╣ņĀĢ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢ┤ ļéśĒāĆļéĖ ĻĘĖļלĒöäņØ┤ļŗż. ņłśņĀĢ Ļ▓░ņĀĢ Ļ│äņłś ļ╣äĻĄÉ Ļ▓░Ļ│╝ ĒĢŁļ│Ą Ļ░ĢļÅäļ│┤ļŗż ļŹöņÜ▒ ļåÆņØĆ ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļ│┤ņØ┤ļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ņØĖņן Ļ│ĪņäĀ (ĻĘĖļ”╝ 5)ņŚÉņä£ ļ│┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ 7003 ĒĢ®ĻĖłņØĆ ĒĢŁļ│ĄņĀÉ ņØ┤ĒøäņŚÉļÅä ņāüļŗ╣ĒĢ£ Ļ░ĆĻ│Ą Ļ▓ĮĒÖöĻ░Ć ļ░£ņāØĒĢśļ»ĆļĪ£ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØä Ļ▓░ņĀĢĒĢśļŖö ņ×¼ļŻī ņØĖņ×ÉļĪ£ņä£ ĒŖ╣ņä▒ ņØæļĀźņØ┤ ļŹö ņĀüĒĢ®ĒĢ©ņØä ņĢī ņłś ņ׳ļŗż.
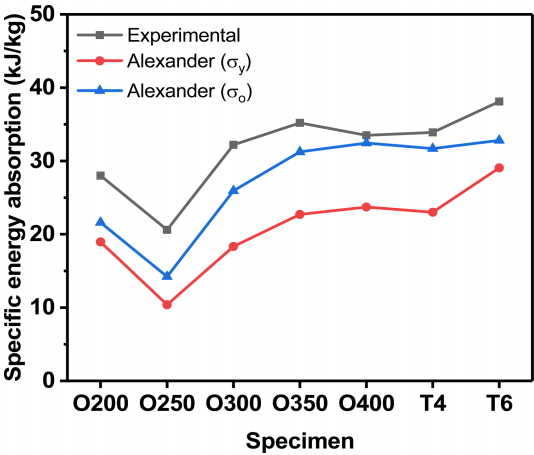
ĻĘĖļ”╝ 10ņØĆ ņŗżĒŚśņĀüņ£╝ļĪ£ ĻĄ¼ĒĢ£ ĒŖ╣ņĀĢ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØä Alexander ļ¬©ļŹĖĻ│╝ ļ╣äĻĄÉĒĢ£ ĻĘĖļלĒöäņØ┤ļŗż. ĒĢŁļ│Ą Ļ░ĢļÅäņÖĆņØś Ļ┤ĆĻ│äļź╝ ļéśĒāĆļéĖ Ļ│ĀņĀäņĀüņØĖ Ļ┤ĆĻ│äņŗØĻ│╝ ĒĢŁļ│Ą Ļ░ĢļÅä ļīĆņŗĀ ĒŖ╣ņä▒ ņØæļĀźņØä ņĀüņÜ®ĒĢ£ ņŗØņØä ļ╣äĻĄÉĒĢśņśĆņØä ļĢī ĒŖ╣ņä▒ ņØæļĀźņØä ņĀüņÜ®ĒĢ£ ņŗØņØ┤ ņŗżĒŚśĻ▓░Ļ│╝ņŚÉ ļŹö Ļ░ĆĻ╣īņÜ┤ Ļ░ÆņØä ļéśĒāĆļé┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØś ĒÅēĻ░ĆņŚÉ ņ׳ņ¢┤ņä£ ņĄ£ļīĆ ļ░śļĀźļÅä Ļ│ĀļĀżĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. ņ░©ļ¤ēņØś ņŚÉļäłņ¦Ć ĒØĪņłśņ×¼ļĪ£ ņé¼ņÜ®ļÉśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņČ®ļÅī ņŗ£ ņ░©ņ▓┤ņØś ņåÉņāüņØä ļ░®ņ¦ĆĒĢĀ ņłś ņ׳ņ¢┤ņĢ╝ ĒĢśļ»ĆļĪ£ ņĄ£ļīĆ ļ░śļĀźņØś ņĀ£ņ¢┤ļŖö ĒĢäņłśņÜöņåīņØ┤ļŗż. ĻĘĖļ”╝ 11ņŚÉņä£ ņĄ£ļīĆ ļ░śļĀźĻ│╝ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢśņśĆņ£╝ļ®░ ĒĢŁļ│Ą Ļ░ĢļÅäņÖĆ Ļ░Ćņן ņäĀĒśĢņŚÉ Ļ░ĆĻ╣īņÜ┤ ļ╣äļĪĆ Ļ┤ĆĻ│äļź╝ ļ│┤ņØ┤ļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. ņĄ£ļīĆ ļ░śļĀźņØĆ ņ▓½ ņĀæĒלņØ┤ ļ░£ņāØ ĒĢĀ ļĢī Ļ┤Ćņ░░ļÉśļ»ĆļĪ£ ņ×¼ļŻīņØś ņåīņä▒ļ│ĆĒśĢņØ┤ ņŗ£ņ×æĒĢśļŖö ņŗ£ņĀÉņŚÉņä£ņØś ņØæļĀźĻ│╝ ņ¦üņĀæņĀüņØĖ Ļ┤ĆļĀ©ņØ┤ ņ׳Ļ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£ ņĄ£ļīĆ ļ░śļĀźĻ│╝ ņ×¼ļŻīņØś ĒĢŁļ│Ą Ļ░ĢļÅä Ļ░äņØś ņäĀĒśĢņĀüņØĖ ļ╣äļĪĆ Ļ┤ĆĻ│äĻ░Ć Ļ┤Ćņ░░ļÉśļŖö Ļ▓āņ£╝ļĪ£ ņØ┤ĒĢ┤ĒĢĀ ņłś ņ׳ļŗż.
4. Ļ▓░ ļĪĀ
7003 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņĢĢņČ£ņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░, Ļ▓ĮļÅä ņŗ£ĒŚś, ņØĖņן ņŗ£ĒŚś ļ░Å ĒŖ£ļĖī ņČĢņĢĢņČĢ ņŗ£ĒŚśņØä ĒåĄĒĢśņŚ¼ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1. ņĢĢņČ£ ņāüĒā£ņØś Ļ▓ĮņÜ░ ļåÆņØĆ Ļ░ĢļÅäļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļéś ļé«ņØĆ ņŚ░ņŗĀņ£©ļĪ£ ņØĖĒĢśņŚ¼ ĒŖ£ļĖī ņČĢņĢĢņČĢ ņŗ£ ĒīīĻ┤┤Ļ░Ć ļ░£ņāØĒĢśņśĆļŗż.
2. 200 Ōäā, 250 ŌäāņŚÉņä£ ņ¢┤ļŗÉļ¦ü ĒĢ£ Ļ▓ĮņÜ░ ņäØņČ£ņāüņØ┤ ņä▒ņןĒĢśĻ│Ā Ļ▓░ņĀĢļ”Į ļé┤ļČĆ ņĀäņ£äĻ░Ć Ļ░ÉņåīĒĢśļ»ĆļĪ£ ļé«ņØĆ Ļ░ĢļÅäļź╝ Ļ░Ćņ¦ĆĻ▓ī ļÉśĻ│Ā ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźļÅä ņĀĆĒĢśļÉśņŚłļŗż.
3. 300 Ōäā, 350 Ōäā, 400 ŌäāņŚÉņä£ ņ¢┤ļŗÉļ¦üĒĢ£ Ļ▓ĮņÜ░ņÖĆ T4 ņŚ┤ņ▓śļ”¼ļź╝ ĒĢ£ Ļ▓ĮņÜ░ ņäØņČ£ņāüņØ┤ ņ×¼Ļ│ĀņÜ®ļÉśĻ│Ā ņ×ÉņŚ░ņŗ£ĒÜ© ĒÜ©Ļ│╝Ļ░Ć ļéśĒāĆļéś ļåÆņØĆ Ļ░ĢļÅäļź╝ Ļ░Ćņ¦ĆĻ▓ī ļÉśļ®░ ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźļÅä ņ”ØĻ░ĆĒĢśņśĆļŗż.
4. T6 ņŚ┤ņ▓śļ”¼ļź╝ ĒĢ£ Ļ▓ĮņÜ░ ņäØņČ£ņāüņØ┤ ņ×¼Ļ│ĀņÜ®ļÉśĻ│Ā ņØ┤Ēøä ņØĖĻ│Ąņŗ£ĒÜ© Ļ│╝ņĀĢņØä ĒåĄĒĢ┤ ļ»ĖņäĖĒĢśĻ│Ā ĻĘĀņØ╝ĒĢ£ ņäØņČ£ļ¼╝ņØ┤ ņāØņä▒ļÉśņ¢┤ ļåÆņØĆ Ļ░ĢļÅäļź╝ Ļ░Ćņ¦ĆĻ▓ī ļÉśļ®░ Ļ░Ćņן ņÜ░ņłśĒĢ£ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØä ļéśĒāĆļé┤ņŚłļŗż.
5. ĒŖ╣ņĀĢ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźĻ│╝ ņĄ£ļīĆ ļ░śļĀźņØĆ ļ¬©ļæÉ ĒĢŁļ│Ą Ļ░ĢļÅäņÖĆ ļ╣äļĪĆ Ļ┤ĆĻ│äĻ░Ć ņ׳ņØīņØä ņĢī ņłś ņ׳ņŚłņ£╝ļ®░, ĒŖ╣ņĀĢ ņŚÉļäłņ¦Ć ĒØĪņłśļŖźņØś Ļ▓ĮņÜ░ ĒĢŁļ│Ą Ļ░ĢļÅäņÖĆ ņØĖņן Ļ░ĢļÅäļź╝ ļ¬©ļæÉ Ļ│ĀļĀżĒĢ£ ĒŖ╣ņä▒ ņØæļĀźĻ│╝ Ļ░Ćņן Ļ┤ĆļĀ©ņä▒ņØ┤ ļåÆņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż.